selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
513
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент selco
-
Внешний вид это хорошо , и если положен красивый шовчик то хозяин его и не заметит или даже попросит оставить его. Да и кто будет искать этот шов он сливается с общей панорамой да и трубы сейчас все попрятаны под бамперами и пластиком. Читаю и вот возникает вопрос каким то не понятным образом трубки отваливаются на новых авто полностью да еще по самый некуда и хозяин будет переживать за достойный вид на своем новом авто . Мой Кайрон пробежал 250 тыс. км и я на нем не разу даже не заправлял кондей а про сварку трубок я еще пока не думаю. Вот если нерадивые хозяева отрывают их сами при ремонте или горе слесаря вот как здесь новая машина трубка наверху обратка и оторвать по самый некуда. Но поправили это дело и хозяин даже искал где оторвана была и не каких напильников и вставок да и не приделаешь туды вставку. Обычно трубки протираются от вибраций и плохого крепежа P.S. Что касается сварки прямо на машине да и пайки тоже, то категорически против, если только глушитель сориентировать и ПА прихватки поставить дальше снимаем и обвариваем в комфортных условиях. Меня вот тут просили вот этого монстрика и прямо на машине говорят подлезешь и еще гарантию просят , получили категорический отказ . Сняли привезли , заварил и гарантию кой какую дал. http://websvarka.ru/talk/topic/1184-svarka-aliuminievykh-radiatorov/?p=193418

- 770 ответов
-
- 16
-

-
dentws С Днем Рождения!!!
-
Белый самый стойкий , золотистый тоже хорош , а вот зеленый китайский совсем не понравился на балансе 75% минус 25% плюс дал шарик в два диаметра электрода , на счет этого советский чистый вольфрам был гораздо стоек на на равном балансе 50х50% . Красный не заметил я преимуществ может он на гораздо больших токах дает эти преимущества. В общем чистый (зеленый) китайский вольфрам больше не буду покупать. ВОЛЬФРАМОВЫЕ ЭЛЕКТРОДЫ.pdf
-
Гржемелик С Днем Рождения!!!
-
Конечно слабоват , да и которые питаются от 220 как говорил мой друг "тупые" и долго думаю то ли дело полноценное питание 380 и ампер 300.
-
Да на "роботе" токи выше и электрод со временем теряет былую стойкость , вот немцы и вывели среднее значение работы электрода . P.S. Наверное каждый замечал , я вот точно замечал и не один раз и особо на АС токе , новый электрод поставишь и он намного стоек в начале эксплуатации и по мере переточки и укорачивания стойкость снижается по моим наблюдениям до 50% . Выгорают все таки похоже в нем лигирующие присадки да и сам вольфрам дуга тоже изменяет не в лучшую сторону.
-
Да конечно я все понимаю что мы делимся опытом и он бывает такой что и в самых умных книжках не найдешь. В гараже у нас один человек ремонтировал трещины на блоках какими то своими замазками самопального изготовления, на основе алюминиевых квасцов и еще море компонентов но не кому не выдавал рецепт. Так вот блок Зил 130 с трещиной почти во всю длину блока , он разделывал проходил электродом ставя просто точки в разделке через 50 мм и потом своей замазкой разделку заполнял и двое суток сохла при комнатной температуре. И все гарантия 100% , Зилы бегали с таким ремонтом по 5 и более лет, да чего там замазку и зубилом ради интереса только в месте с чугуном отбивали .
-
Графит выжечь и получить отбел и закалку еще до пайки . Я считаю что не стоит эта пайка оловом не чего для герметичности. Вот в этой книжке про пайку чугуна вообще не слова Я выбрал себе CuSI3 и с ней нет проблем пайки-сварки чугуна. Но хочется еще попробовать цинкоалюминиевую присадку , просто для сравнения с CuSi3 . Вот наш бывший соотечественник видео из Америки похоже давно уже делал, пайка оловом да и еще у него видео есть про пайку чугуния. http://www.youtube.com/watch?v=yoxfTnPvF-0
-
@mehanik1102, Нашел я маркировку на своем твердосплаве. Треугольнички ВК6 , квадратные что в коробочке К20 Попробовать сделать не однозубую а двузубую и тем самым разбалансировку убрать.
- 51 ответ
-
- 2
-
-
Hlorofos С Днем Рождения!!! Виктор всех благ.
-
На 500ке и 315том быстросъемы стоят , на 200том не знаю но скорее тоже самое. Так что можно что то подобрать , а вообще Рязанцы дают к аппарату ответную часть быстросъема. Вот дам вам каталог возможных вариантов подсоеденения горелок АГНИ. 3 Каталог - Присоединительные элементы.pdf
-
 Саша классные штучки но у меня пока нет но куплю обязательно. Что касается "грузового центра" то да я им сразу предложил вставки купить тем паче у них курьер мотается по Москве постоянно. Но не знаю жадность или такое отношение к работе , пропустили предложение мимо ушей. Их там человек 20 слесарей и механиков пяток а мож и больше , а с резьбой мне пришлось "старому" разбираться . Заварил и хотел отдать но не тут то было попросили уж заодно и нарезать новую резьбу , сказали что у них плохо получиться. Да ладно нарезал была М16Х1,5 , сделал М18Х1,5 . Посмотрел у них плазму оставленную прежним хозяином Cebora 60 ампер инвертор , они не пользуют и завтра хозяин позвонит мне может и продаст но не знаю за сколь , есть еще несколько ПА но не знаю каких они в сарае заперты у хозяина , завтра по тел. узнаю.
Саша классные штучки но у меня пока нет но куплю обязательно. Что касается "грузового центра" то да я им сразу предложил вставки купить тем паче у них курьер мотается по Москве постоянно. Но не знаю жадность или такое отношение к работе , пропустили предложение мимо ушей. Их там человек 20 слесарей и механиков пяток а мож и больше , а с резьбой мне пришлось "старому" разбираться . Заварил и хотел отдать но не тут то было попросили уж заодно и нарезать новую резьбу , сказали что у них плохо получиться. Да ладно нарезал была М16Х1,5 , сделал М18Х1,5 . Посмотрел у них плазму оставленную прежним хозяином Cebora 60 ампер инвертор , они не пользуют и завтра хозяин позвонит мне может и продаст но не знаю за сколь , есть еще несколько ПА но не знаю каких они в сарае заперты у хозяина , завтра по тел. узнаю.
-
Ебее очень далеко да и магний у них скорее всего китайский,лучше я отдам чуть больше денег но за немецкий, разница есть пока в качестве китая и немцев знаю это по CuSi3 китайский вообще негодный . 20шт по 50см и на 1000р это не плохо , магний редко подвозят.
-
Тиг горелкой так глубоко не залесть а залезешь то много не наваришь. Толи дело ПА и это не совсем линейный режим , а высокопроизводительный и очень горячий DEEP , так что несколько точек и все готово, а копоть поверхностна и легко удалима . Завтра сверлом с центровкой с другой стороны отверстие пройду и можно резьбу нарезать.
-
Ну если она есть значит долго такой шов не проживет, а вот CuSi3 ее практически исключает (это сугубо мое мнение) конечно при правильном не бездумном обращении с горелкой и дугой.
-
+++ полностью согласен. Читаю про флюсы, кастолины и рассуждаю надо оно мне или нет. Больше склоняюсь что не надо , есть у меня замечательная CuSi3 она и крепость дает и герметичность . И самое главное ее переносит любой даже самый "гадостный" чугун. Вот ниже фотки ПА чугун самый отвратительный китай с асфальтоукладчика дешевого , ПА дает больше нагрев но все окей и деталь уже третий год ходит. А если ТИГ то можно еще лучшего результата добиться и даже меньше нагреть чугуняку чем газовой горелкой , можно на АС токе меньше концентрация дуги и второй заяц это очистка идет и пор практически не найти ну и отсюда герметичность.
-
Да иногда у наших лучше даже бывает. Вот америка литье сегодня ПА отверстия выравнивал под новую резьбу , гадость. Турбинка со Скании , дрючил дрючил но при сварке тоже норов показывала .
-
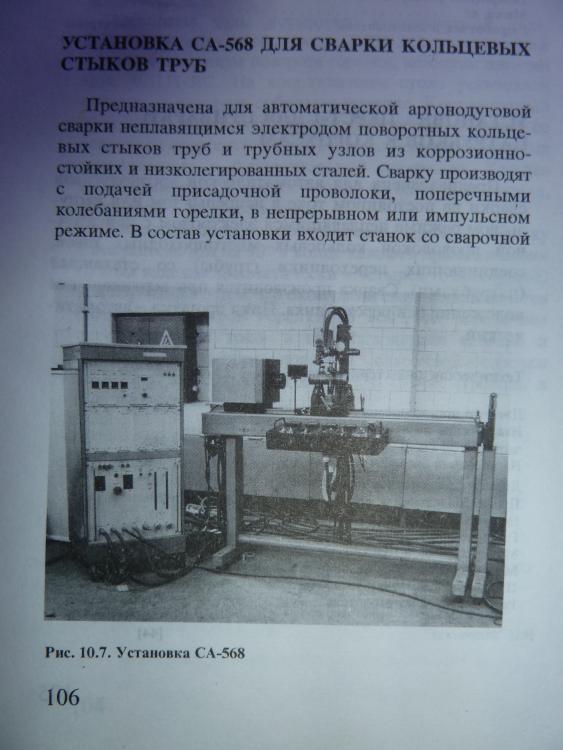
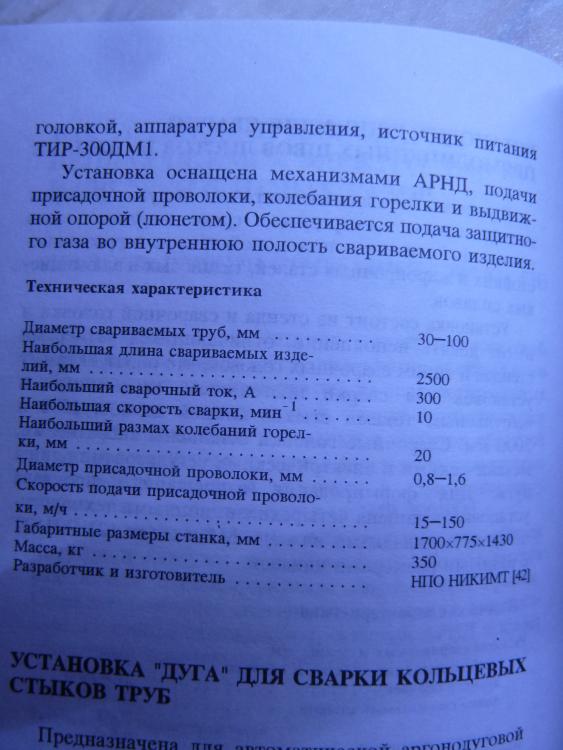
ВПК и вряд ли найдете имфу по нему. Вот у меня в книжице с аббревиатурой СА есть но немного другого профиля. Можно здесь чуток почитать но тоже немного другой. http://www.chipmaker.ru/topic/54505/page__pid__765941 CCCР много чего делал и вот теперь выплывают " Красавцы" которые и современные обойдут по некоторым параметрам с тайных ангаров .
-
Похоже просто не хватает аппарату динамики жечь их и если даже ХХ был бы и 90вольт навряд ли он с ними и стаким ХХ ходом справился. Сосед профи в РДС в Москве где то работает , так вот летом какую то трубу варил с товарищем (я смотрел) и под УОНИ он притащил со двора другой инвертор , на мой вопрос что этим УОНИ не варишь он ответил что не тянет он УОНИ .
-
Телом варили без присадка? Все хорошо и рука крепка и правильно горелку ведет . С аппаратом ближе познакомитесь и когда на ты с ним будете и красота будет тогда другой
-
Ну это пожалуй везде так. Деловые везли мне Mobimig180 с Питера за 600р а вот доставка со склада до дома 6-8км стоит 400р. отказался и сам сгонял.
- 71 ответ
-
- 1
-
-
Такая гадость эта "хитрая гайка" , на советских горелках все было припаяно что я и с АГНИ сделал когда шлейф итальянский прилаживал. Она у меня старушка со стажем и еще поработает. http://websvarka.ru/talk/topic/4322-gorelki-agni-i-drugie-otechestvennogo-proizvod/?p=124908
-
Детальку сегодня не делал , выходной у меня да в грузовом центре тоже . Завтра я думаю заварю я ее и поеду к ним , но просили еще резьбу нарезать может и не поспею , надо новые болты подобрать . Да и заварка будет не из легких , разбиты отверстия и вырвана резьба крепления кронштейна подушки двигателя "американец" , глубина отверстий 50мм . Вот кстати не "подлесть" , включим ПА на полную мощь 330А и DEEP режим (самый горячий) болванку подогреем градусов 250 и заплавим отверстия, но прежде все вычистим и выберем фрезой до чистейшего сплава.
-
Диму не обманешь , у него глаз на Ал сплавы наметан.
-
Весна и активировались вертолетчики (дельтаплан с мотором) , привез уже прихваченные заготовки (сами только прихватки, варить полностью боятся ) под "новую раму" . Про прихватки промолчу,а вот про подгонку трубок скажу "отвратительно" и это для себя . Привез бы мне чертежик и трубки я сам бы подогнал и швы были бы красивее , а так пришлось обваривать два раза первый заполнять зазорЫ и второй уже основной шов.