selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
513
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент selco
-
Да уж!!!! В общем не одели мы пояски на братьев , произошла осечка и последний раз нечто было лет двадцать назад, а то я уж подумал старый стал и пора завязывать . 10 К.Р. поехало к другому аргонщику https://vk.com/argon7819 , не знаю сколь он сдерет , я посчитал по 70р\см и это выходило 14700р , да че я о деньгах то , осечка произошла . ----------------------------------------------------------------------- Господа , соблюдайте ТБ и даже больше подумайте что хотите сделать , вот мне бы лобзик достать и им поясков напилить ну и по времени на полчаса дольше но зато безопасно, а нет побыстрее захотел и получил свое ,,,,,, НЕ ПИЛИТЕ АЛ сплавы - АБРАЗИВОМ даже со смазкой последнего , я это давно знал но потерял "нюх" НУ и ладно пособирали ягодки с супругой и тоже дело Опосля сходил к соседу на улицу , ему сегодня бетон привозили и подавал бетон насос на базе Камаз 1981 года выпуска и эти года удивляют , но это еще не все, смотрите дистанционный без проводный пульт управления всей системой- гидравликой , электро соленоидами и т.д. родной того же года выпуска с СССР , Ээээ.... китай только совсем недавно освоил беспроводное управление сварочниками Ну и под занавес дня примерно в 18.00 сгонял в Трам пункт в ЦРБ , почистили , сделали укол-прививку от столбняка (интересно какого ) почистили рану и зашили на живую (то есть не какого наркоза) терпи казак прописали на 5ть дней антибиотик + сегодня вечером на ночь можно 150гр. водки , вот как то так сегодня .









-
А ко мне сегодня приехали два брата алюминиевых , один побольше другой поменьше . Скорее АМГ завтра маркировку поищу ,,,, ну и оденем завтра на братцев "пояски " 110мм шириной и толщиной 3мм , и будут бегать и бегать как новенькие .







-
 Да не докопаться , , вот если ты сие осознано написал и от куды то ты сие взял- вычитал, или еще как , то я попросил доказательств ,,,, но пока внятного не чего не услышал .
Да не докопаться , , вот если ты сие осознано написал и от куды то ты сие взял- вычитал, или еще как , то я попросил доказательств ,,,, но пока внятного не чего не услышал . -
Никита вот еще разок самое начало И я совершенно верно прочитал "насколько я знаю" ,,..,, а теперь ты говоришь обратное и сам себе и перечишь ,,,,,,, вот если и не знаешь то и не стоило бы писать об водороде в П\А и РАДС ,,,,,, кстати и тут куча факторов , но не более чем в ММА и по сему ММА по водороду не имеет преимущества н е на етту а то и уступит серьезно последним .
-
нО вот выше еще раз скопировал и там русским языком написано """" Насколько я знаю, нет широко используемых технологий сварки П/А или РАДС , обеспечивающих низкое содержание водорода в металле шва. """" , а теперь ты тоже этак загадками как некоторые отписываешь . Доказательство того что в П\А и РАДС нет широко используемых технологий обеспечивающих низкое содержание водорода ,,,,,,, вот и докажи да и покажи на сколь это РДС превосходит последних по водороду ,,,,,,,, .
-
Ааа .... доказательства в студию ???? РДС тоже не фонтан на счет водорода и очень очень много факторов , коими даже американцы не забивают себе голову . https://www.lincolnelectric.com/ru-ru/support/welding-how-to/Pages/low-hydrogen-metal-detail.aspx
-
Думаю очень много теории , да и многое от самого "ученика" зависит и предвижу некоторым усе равно "судьба на сварщика занесла учиться " и боле не чего , отучиться а работать скорее не будет и это норма у современной молодежи. Вот вчера и написал практики больше чтобы держак из рук не выпускали , + задавать варить нечто "экзотически - трудное " и это повысит интерес , ага друг сделал а я нет и будет стараться подтягиваться к другу или скорее обойти его .
-
Мда , вот это WSR и третий курс ???? , многие как будто первый раз взяли электрод в руки . В общем рекомендации , не какой теории и пусть варят и варят неделями не выпуская из рук держака, все что попало , вот тогды и будет WSR / В прочем у мира потихоньку "сносит крышу " , во смотрите это надо до сего додуматься и ладно молодой самоучка придумал , а вот этот прожженный решил показать на весь мир !!!! , и ведь найдутся такие кои будут сие применять на полном серьезе .
-
Ну от части соглашусь , а от части не соглашусь ,,,, очень много побочных (так обзовем) факторов , свариваемый материал , стабильность сварочного ПА ну и многое от сварщика зависит.
-
Сегодня опробовали стрелочки.... усе путем .



-
Вот вот и это не все , трапы может и постоят , а вот серьезные конструкции - бабка на двое сказала . Правильно написано ,,,,. да и сейчас в европе уже и чернуху в СО2 не варят . Ну да это просто самая ходовая смесь под нерж . Не ну и есть другие варианты , а это так сказать "основная" а рекомендации Есаб дает да и наши и Линдегаз и Мессер , кстати у последнего Со2 рассматривается как добавка к сварочным смесям и не более . http://websvarka.ru/talk/files/file/861-gazovaia-azbuka/ сварка нерж.pdf Масаков-1-114-10.pdf
-
, делайте что хотите . ЗЫ углекислота добавляется в аргон для нерж 2% и для того чтобы лучше шел процесс сварки и более не для чего .
-
КАК ЭТО ТАК ,,,,,, в праве отказаться от работы , тем паче сварщик ,,,,, а если навес зимой на головы упадет????? . Вот из моей шоферской практики , как то начальник в командировку меня в тогда еще Ленинград а это 800 туды и обратно + там накатаешь ,,,,, так вот я ему и говорю масло через сапун выгоняет через 100км пустой картер и мотор давай поменяем 3 часа делов то я + 2 слесаря и у тебя есть на складе новый . Не ехай так и талонов на масло дам ,,,, отказался и отправили другого на моем ЗИЛу , ну и что до Ленинграда добрался и застучал там движок у него , в общем неделю торчал пока приехала за ним техпомощь и на жесткой тащила до дому ,,,,,, вот только после этого авто поставили на ремонт и начальник достал новый двигатель с ангара. С него бы деньги вычесть за сие ???? ,,,, а в отношении меня не каких санкций он знал что натворил и по сему все тихо замял .
-
Пористости может и не быть , но вот там все выгорело все "вкусности " нерж. и это под лупой не увидишь ,,,,, начальники пусть на хим анализ шовчик отнесут.
-
Точмаш прав однозначно . Я это за стремянку не имею претензий , но вот если бы себе или кому то СО бы ну не как не стал бы и прикупил бы смесь ,,,,, вот конечно это моя "политика" и я ее придерживаюсь даже если себе чо варганю .
-
да я тоже не очень хочу спорить то , но просто Феррари для итальянцев это как для нас Гагарин . Вот как то в середине 90х поехали с братом покупать авто иномарку новую и не очень дорогую , приехали и на постаменте этак в пол метра высоты Форд и Мицубиси - Лансер , постамент позволял заглянуть под машину , ну и первый взгляд на Форд с низу , швы сопли повсюду , а вот Лансер как для выставки шовчики , вот его и купили и не пожалели не разу . А то где то в теме на швы не обращают внимания , обращают и еще как и не только "сварные" простой люд тоже любит "красоту" и правильно делает . Ну и рекламные ролики думаю есть сейчас у всех , во чего немцы творят .
-
Вот это говорит преподаватель ,,,,, должон в "рупорт" кричать что в 21веке не допустимо ,,,,,, вот и катиться страна ...... А вот начнет "трещать" и твои же начальнички все повесят на тебя же ,,,,, я бы им весь мозг вынес ..... зажали 3руб на смесь ,,,,, беги от них и чем раньше тем лучше
-
Сергей , Феррари гордость Италии и не только ее и полуручная сборка и вот не верю чтобы на болиде коей за 300км \час выдает да и сумасшедшие ускорение- торможение ,, были плохие швы . Скорее всего этот телевизор уже ремонтили и может не один раз наши спецы с кувалдой и не совсем адекватной сваркой . Вот кто катается на Феррари у нас да и не у нас тоже , мальчики кои не копейки за него (Феррари) не заплатили , оплатил папа из толстого кошеля и по сему им не жалко да и ездить они не умеют ,,,,, им ЗАЗ надо на учебу езды и ремонта , годов этак на пять . Вот он мастер с кувалдой ЗЫ вот и мой племянничек выпросил у папы Субару два лимона с не малым хвостом , один раз разбил - починили за 500к.р. , через полгода второй раз и уже ремонт под стоимость авто 1,5 ляма , в общем отец ему говорит все ремонти сам что хош то и делай с ней ,,,,, распилили-разобрали с друзьями и по зап частям продали как говорил тыщ на 300 все потянуло . Вот так такую красавицу уничножил за пару лет , вот только фото и осталось .


-
Александр , да обычная полоса . Да и сами стрелочки то не особо и пружинистые и вырезал от тех же окучников от мотоблоков валялись лишние без дела . Вот выше сообщение отсылал и было больше гораздо фоток , но что то и где то по дороге потерялось .


-
Что меня раздирает по воскресеньям работать , не ну нужно и картошка всходит почти 2 недели отсидела в земле . А вот фирменные окучники ну просто не кчемные и как отвал у бульдозера землю гребут и боле не чего . Стрелочки наше все . Конечно еще рано , но опробовать можно , да и руль повернуть на 180гр надо












-
Да сие похоже было и при СССР , скорее есть и в США и Германии , вот зайдите на сайт Меркле и не только,,, двух недельные курсы и вы сварщик???? Готовили так сказать "полуфабрикат с бумажкой " а остальное на заводе или предприятии "допиливали" и доводили до уровня. Вот не далеко газораздаточная огромная и трубы под давлением говорят 400 ати , так вот да посылают обучаться но после обучения у них есть "мастер" в цеху или бригадир как хотите , так вот он их на три месяца болгаркой подчищать швы и за одно следить и учиться у сварщика и это еще не все , опосля пару месяцев в цеху "дрючит" варят и варят обрезков более чем достаточно и только после этого бригадир решает единолично ставить его на трубу али нет и даже директор не в силе поперечить бригадиру , да и он понимает что если авария то с него три шкуры здерут . Вот смотрите инженер и он может и не варить "классно " и чушь полнейшая инженер должен уметь все . Кстати сам сварной оличные швы делает и есть на канале его , гидромолоты лепят и швы красивые и такие должны и быть и не как иначе ,,,, смотрят и оценивают покупатели все .
-
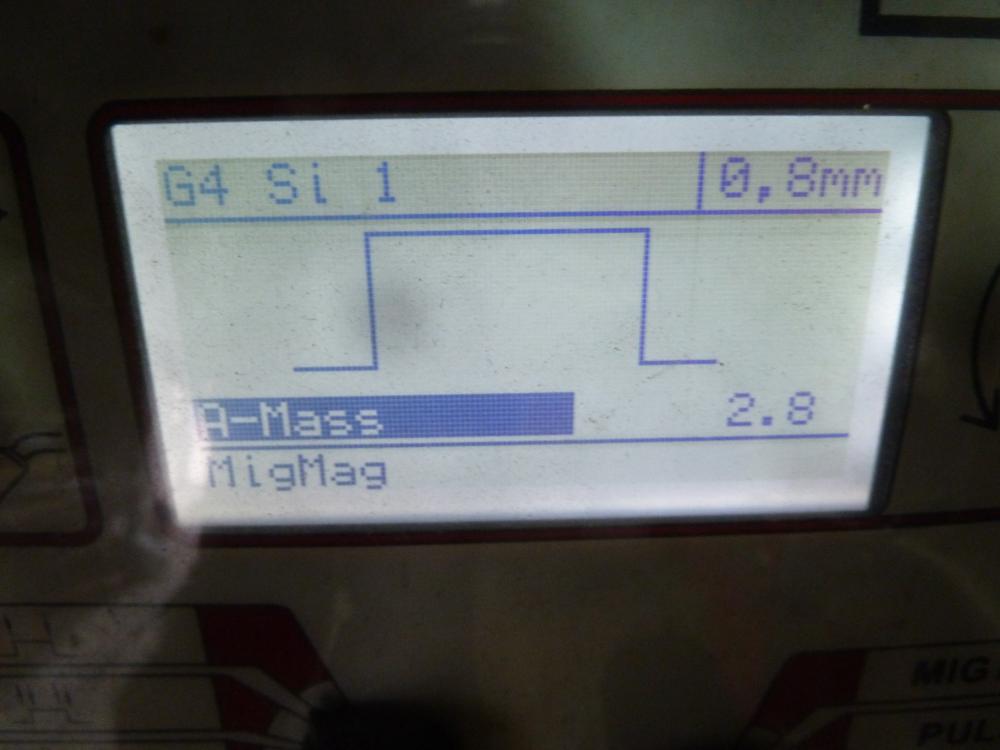
НЕТ у него импульса в МИГ-МАГ , в ТИГ есть и весьма навороченный но без осцилятора . Вот импульсный МИГ МАГ а так же полноценный и навороченный DC ТИГ с осциллятором , два газовых тракта что позволяет работать сразу двумя видами сварки , просто нажмите кнопку и вы в другом измерении ,,,,,, но пока он цвет и название не изменил . https://www.selcoweld.com/it/prodotti/generatori-inverter/genesis/multifunzione/genesis-2200-mte.html
-
Сергей , да я особо и не обиделся , но про кривые швы и т.д ты перегнул немного , я показываю что умею + рассказываю как это сделать можно вот недавно баночки по середине и заметь Форсажем а он ой как не Селко, ну и я уже практически не лезу в ваши темы с китайцами , но вот смотри , товарищ выше отписал что Cebora тоже китай и все довольно промолчали , и по чем ему знать китай она или нет , но вот стоило только мне в ответ и понеслось. Помню , ,,, ломается все но через какое время и % от общего количества, и не о этим сейчас речь а речь о том что все таки бренды особо в ТИГ пока на голову выше по качеству сварки и дуги , я вот сегодня поддончик доваривал Форсажем на DC токе и вспоминал Селко свой , нет у него хорошего поджига и я вот один работаю и прихватку поставить надо заплату поджать ну и одной рукой с отверткой поджимаешь а другой горелку прихватку , и с Селкой раз и готово , а тут то осечка то дуга из нутри сопла и очень часто приходиться обновлять - перетачивать вольфрам хотя он на вид острый и рабочий но не на Форсаж , а вот на Селко бы скорее всего я его бы вовсе не перетачивал , ну если бы случайно не макнул или соплю от присадка не повесил , вот в чем превосходство брендов , но пока на многочисленных видео вижу что китай примерно так же поджигает как Форсаж . Кстати , спасибо за ремонт Форсажа , в остальном (кроме поджига) он вполне вменяемый аппаратик .
-
Добили , прошу не оценивайте , вот тут товарич все оценил ,,,,, класс http://websvarka.ru/talk/topic/13446-cebora-pocket-pulse-krutoj-malysh/?p=457945 ЗЫ , чО мне тут надо???? , да абсолютно не чего !!!!



-
О, парень ты пожалуй пошел дальше всех , не кажется тебе ??? Вот теперь по существу , швы все видали кому это нужно , тебе похоже нет ну и у тебя нет нечего этакого . Да Селко нет но не давно а ровно год , ну и что из этого я не могу говорить и озвучивать то что хочу ??? , а нельзя и можно только типа все бренды это тоже китай и т.д. , да и вот вы все заполонили темами Шерманы и Крамеры и это норма? , а вот бренды под запретом и реакция сразу моментальна , типа вот этого . Но вот всем таки болезнь не у меня в голове , что то вот таких тем про бренды нет , а вот про китай довольно много и часто . http://websvarka.ru/talk/topic/13648-grovers-200-pfc-dual-pulse-beda-s-induktivnostiu/