selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
513
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент selco
-
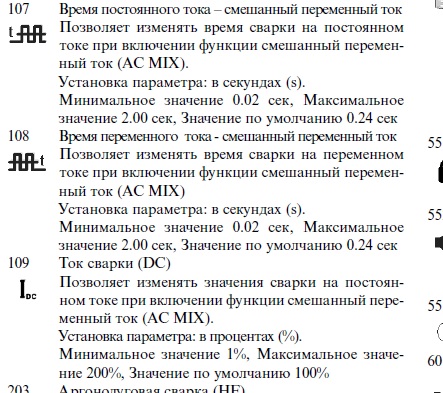
@welderman, Сергей , вот я конечно на ЕВО не изучил до конца МИХ режим да и уже не помню досконально что там возможно было , и по сему скажу про Селко и его настройки . Начнем пожалуй с этого , что такое режим МИХ ? , то есть чередование переменного и постоянного токов и отсель вывод что этот режим уже "импульсный" и вот у Селко переменный ток в сим режиме позволяет регулировать все от формы волны и можно даже поставить разную до частоты и балансов обоих так же как в обычном АС режиме то есть без ограничений , но вот импульс АС тока этого уже нет , в постоянном регулируется амплитуда от 1% до 200% от АС тока и здесь думаю тоже за глаза , импульс включить тоже нельзя , да думаю этого и не требуется так как сам МИХ это и есть импульс, впрочем ВЧ может быть и не помешал бы , ну и время токов раздельно для каждого тока и превосходный результат .
-
Георгий , это может и так на счет ампер , а вот на счет "вбивания" и уплотнения шва тут МИХ режим силен и не даром фото выше показал , да и ГБЦ в сим режиме не один десяток от маршрутных Газелей переделал , сим армяне занимались с свое время и привозили через день и просили проковывать , ну я им говорю давай те как я вам в другом режиме поремонтню ГБЦ и попытаете и скажите пойдет или нет ,,,,, да им понравилось и сказали проковка не требуется ,,,, вот так и делал им в МИХ режиме .
-
У меня тоже похожая валяется в родительском доме и надо забрать-оживить , сопло правду только побольше и из нерж. Вот ей не надо "воды" и она без нее держит "страшные" токи
-
Виктор , вот думаю виновен конечно сварщик , но его к этому "подбивает" банальная жадность и любовь к купюрам . Вот тут поехал за своей с работы встретить и этак в 10км от меня весит на деревянном заборе покосившаяся фанерка с надписью "аргонная сварка" и легко запоминающийся тел. 8 903 260 06 06 . В общем доехал до места и оставалось десяток минут лишнего времени и думаю дай ка я позвоню в виде клиента и цены помониторю . Позвонил ,,,, да аргонная сварка на проводе и что хотите ,,,,, да бак мне заварить 800л лопнул по заводскому шву 50мм трещина , не вопрос приезжайте ,,,,, да у меня он еще не снятый да и помыть надо . Да зачем приезжайте так и можно прямо не снимать с АМ и оставьте в нем солярки литров 30 для проверки ,,,, да как же так надо пропарить или промыть тщательно , не надо я задуваю аргоном и по сему цена начинается от 3.5тр . В общем диалог прекратил , но на следующий день он сам позвонил и говорит ,,, давайте я к вам ,,,,,,, да нет пока я не могу и прошу извинений . Дал наводку на ВК и его канал , посмотрел ,,,, жесть жесть , грязь , соты отсекает пачками на интеркулерах и радиаторах ,,,,,, жесть и для меня просто интерес кто же к нему ездит за "жестью" . https://vk.com/argon7819
-
Это чудо вот так примерно, для супер тонкого , ювелирки и т.д. , чтобы не перегреть прихватки тончайшие проставить . Но не на всех аппаратах это чудо одинаково работает , да и надо посмотреть регулировки от сколь и до сколь позволяет аппаратик и во у Селко от 001сек но на то он и Селко . Российский скоорее заказчик а исполнитель китай
-
@Спанч Боб, Не завтра не как не можно , позже выберусь
-
Да ты просто не задавался целью и проходил мимо ,,,,,, попробуй и толстое пробивает мама не горюй , настройки не столь уж сложны . Делаешь так чтобы АС ток успевал очистку сделать и даже баланс можно выкрутить в пользу плюса , ну и ДС ток тоже на усмотрение и от задачи и этот будит "бурить" во внутрь .
-
@Спанч Боб, Виктор , класс и летом с внуком сгоняю обязательно. Вот мы тут были но он тогда еще малой был , но все равно посмотрел покатались и т.д. https://www.chipmaker.ru/topic/135646/?tab=comments#comment-2311065
-
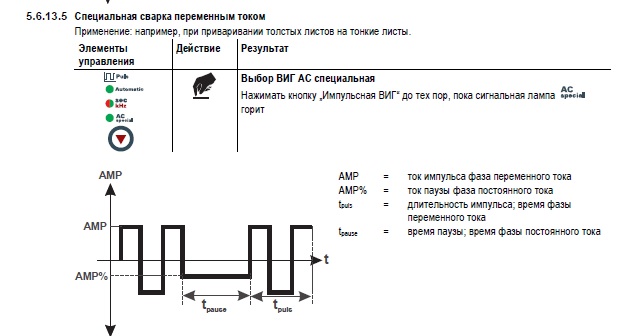
Александр , да вот видео есть и я пользовался и на Селко и на ЕВО500 с первой прошивкой и она к слову самая лучшая была , правду сейчас уже не знаю что есть в новых прошивках . У ЕВМ этот режим позиционировали как приварка толстых листов к тонким . Вот Селко настройки и очень хороши и примерно на ЕВО500 тоже самое было не каких ограничений , вот даже на ЕВО лучше было по балансу так как в обе стороны по 80% было и это важно в мих режиме , в прочем у Селко +баланс 65% был и этого иногда не хватало но у него токовый баланс был и компенсировалось им недостаток временного баланса . Теперь про саму сварку , да все класс и есть ей применение , например при восстановлении ГБЦ и многие жаловались на "рыхлый" шов и он без пор но по их мнению слабее чем металл ГБЦ и даже просили проковывать , но вот мих режим "вбивает " шов и уплотняет его и заказчики сказали да лучше в разы , ну и еше многое можно писать . Ну и вот видео , чуток я перемудрил на Ево с подмешиванием ВЧ импульса но хотелось экспериментов а так все отлично и на нем . ЗЫ если не секрет что хотите добавить в МИХ режим ????

-
у меня тоже иногда трясуться и не чего страшного и коррекция движений помогает . Для тренировки , нечто статическое , например полведра воды на вытянутой руке в горизонте подержать начинаем с 5мин первый день ну и прибавляем время и воду с каждым днем и поверьте через месяц вам дай самый "дубовый" шланг пакет и он вам покажется лучшим и мягким "флекс" да рука будет тверда.
-
Сергей , очки под маской архи не удобно , постоянно сползают то в фильтр упрешься ими и переносицу натрешь , в общем лучше в маску вставлять . Ну а так в повседневной жизни и на машине при езде, тоже очки пока не требуются и не ношу .
-
@Вад11, Вадим , спасибо , заказывай и созвонимся
-
Сергей , увы но без них уже не как . Покупал маску и купил линзы 2.0 пару штук к ней и это лет шесть назад и они пластик потерлись и помутнели , в общим вырезал и вклеил от очков 2.0 и они стекляшки не мутнеют да и в разы лучше фокусировка на стекляшках ,,,, как то так .
-
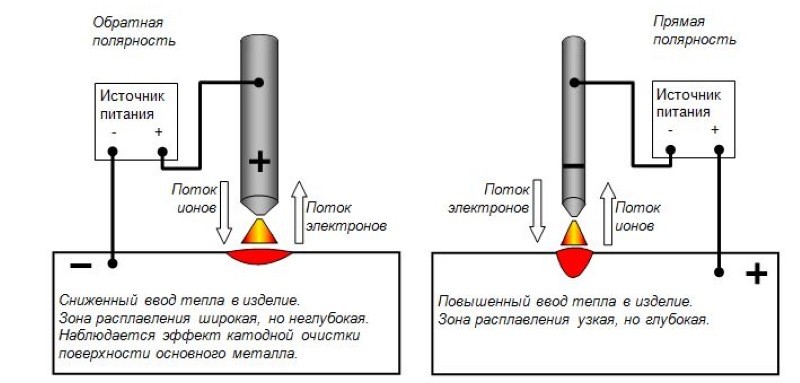
Да пожалуйста , к Вам относиться относительно послание , вот вы рекомендуете смесь клиентам а они сие игнорируют и скорее просто не знают как в смеси сварка идет , вот по сему и написал "мир меняется не в лучшею сторону" Вот это касается и неведомого Ивана , на канале такая "круть " с него прет , но вот почему ПА сваривает АЛ сплав на DC токе он похоже и не знает и ответил человеку "импульс" , но сего явно мало и не достаточно и должна быть "обратная полярность" коя конечно на ПА стоит по умолчанию но сварщик должон знать это тем паче который позиционирует себя на ютуб и обучает сварке,,, и этого он похоже не знает . ТИГ ТУЛА - он же Иван ЗЫ , вот в общем и все что хотел сказать выше сообщением.
-
Вадим , спасибо!!! Но мое тут глаз+руки+чутье и очень короткая дуга 1-1.5мм иначе не получиться не хрена . Ну и Форсажик - молодец вот бы ему еще научиться моментально зажигать "правильную" АС дугу и не "пыхтеть неправильной" 1-2сек , но тут думаю от быстродействия ляктроники зависит и ясен пень что у Селко первоклассная электроника стоит , но дай бог и наши дойдут до сего и не будут жмотить на компонентах .
-
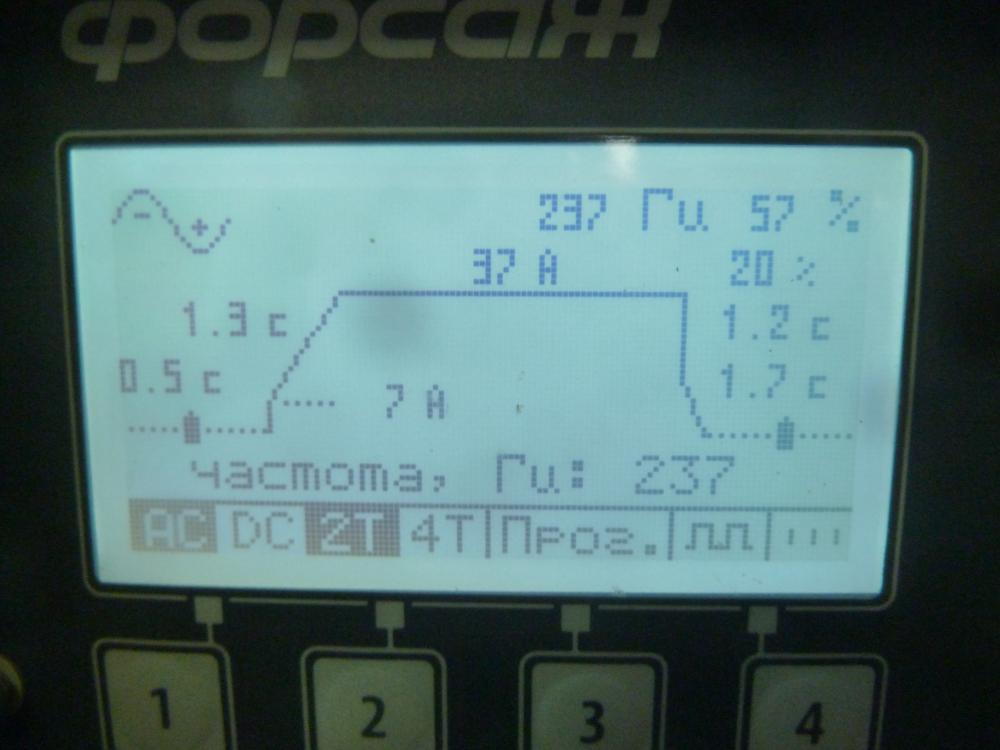
https://aluminium-guide.ru/alyuminievaya-pivnaya-banka-konstrukciya-i-materialy/ Но вот сподобился поучить Форсаж315 привычкам Selco Genesis 2200ac/dc , да и крепость руки и орлиный глаз с окуляром проверить, обучается нормально одно немного не то поджиг не сам он , а дуга иногда загорается с пердежом и это напрягает на баночках , у Селко четко искра и дуга какая положено на кончике, да ладно и бум показывать. Сразу о технологии и она в сим деле главное , все очистить как у кота , баночки в стык и очень тоньки и будет корежит ее как "черепаху " и по сему чтобы этого избежать во внутрь скрутил колечко нерж 0.5мм очень пружинистая и баночку подпирала , можно когда надо Ал колечко и достаточно 2- 3мм ширины и оно сплавиться и будет типа обратный валик , но сие для может какой детали и посли сварки уже не разберешь ее, а вот баночки можно и распилить да вам показать что там из нутри твориться , ,,,, да все нормально и там . присадка 1.6мм 4043 , ток оптимально для меня 37 А и работаем на спаде , вольфрам зеленый 1.6мм, балансы и прочее на дисплее аппарата. Ну и на мотоблоке увеличили колею с 610мм до 700мм колхозных , чтобы грядки пошире были стандарт колхоза, скоро сажать картошку
- 5 054 ответа
-
- 25
-

-
Это в простонародье называется "сварка через одеяло" ,,,,,, но надо умет.... ЗЫ вот на очень короткой дуге (прямая полярность) около 0.5мм в аргоне , разрывает- испаряет "одеяло" примерно так же лазер испаряет за счет высокой-сфокусированной энергии приложенной на Ал одеяло .
-
Скорее нет не будет и жаль !!! Впрочем если Георгий подгонит к входу "Конкурсный напиток" и каждому как прививку от ковид по 100 а крупным и по 200г и этот действенней чем их " Спутник- V" , то может и состоится выставочка
-
Ну а чО , МИР меняется в худшую сторону и вот реклама аппаратов и все круто и вопросик от "зеваки" и ладно этот мож не знает , но вот ответ ответ.... поразил -------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------- Иван, задам глупый вопрос, только не закидывай меня тапками, на tig всё просто, сваривать алюминий меняем настройки: ток AC, частота, баланс и погнали. А на mig на сколько я знаю, небольшая манипуляция с рукавом, установка алюминиевой катушки и вперёд, но как сварка происходит если на mig ток DC? ответ ,,,,, ну совершенно далекого от сварки Импульс ЗЫ , естественно дали немного ниже правильный ответ , но совсем другой чел.
-
Ну похоже кому как , ну и чо там чувствовать то , св. ванна сразу все покажет . Ну туты ПА и проволочка , ну повторюсь некоторым усе равно что там подгорает и самое главное что нечто "плавиться" и не важно прилипнет или нет к детали .
-
 Игорь, да этот по ссылке скорее всего не будет варить с газом и без онного . Вот примерный близнец , сколько вынес мозгов пользователям кои при покупке не думали головой , или наивные люди кои не имели до покупки не какого представления о ПА да и о сварке в общем .
Игорь, да этот по ссылке скорее всего не будет варить с газом и без онного . Вот примерный близнец , сколько вынес мозгов пользователям кои при покупке не думали головой , или наивные люди кои не имели до покупки не какого представления о ПА да и о сварке в общем .
-
Антихрист ты ,,,,, он занимался уже с отработанной материей и души и тем паче страхов и тревог уже не будет не когда .
-
Вот только что выложил человек , смесь М24 на 16.57 мин видео , тройная . Ну и поскидываю немного всего и всякого про смеси . 231-14-039-RU-Linx-Shielding-Gases.pdf 231-17-015-RU-LINX-gas_selector.pdf 4293802000.pdf Weld_mix_2017_tcm94-430012.pdf
-
А вы его на фирме при покупке проверяли? Может на дверце микрик стоять и при открытой дверце ПА блокируется и сие любит фирма CEBORA, и может они пошли ее путем , поищите микрик-кнопку и при зарядке проволокой кнопку можно просто пальцем прижать .
-
Господа , да вы че все есть и это аналог 6060 и у них есть,,,, соврал это у них аналог а наш АД31 еще в прошлом века 1930 г был освоен АД31 листовой применяется для изготовления емкостей конкретно для азотной кислоты и т.д. да вот почитайте сами в один крик открылось . https://cu-prum.ru/alyuminij1/splav-ad31.html Вот можете даже прикупить если чО https://moskva.tiu.ru/Alyuminievyj-list-ad31.html https://msk.snabtechmet.ru/catalog/alyuminievyj-list/f/marka___ad31__abt_101t1/