Лидеры




Популярный контент
Показан контент с высокой репутацией за 25.07.2025 в Сообщения
-
Вызвали в воскресенье на работу, типа надо срочно менять трубы гидроузла на новые, суммарно получилось 14 стыков, сильно переживал, что вдруг где-то будет течь, по сути ради этой работы отключили воду на всем производстве и надо было справиться с первой попытки, т.к производство и люди без воды никак не могут) но все ок, нигде не подтекает. Самый неудобный стык пришлось сваривать в затопленной яме глубиной 2,5 метра стоя на стремянке часть этого стыка пришлось заваривать в слепую из-за близости стены, даже зеркала не нашлось для меня, и жаль, что не нашлось основных электродов 3,0 или 2,6, пришлось рутиловыми все делать, основными все же было бы красивее. Результат был бы сильно лучше, если бы я сам себе подготавливал трубы к сварке. Получил полезный опыт, в следующий раз с такой работой справлюсь лучше На фото может показаться, что тот неудобный стык мокрый, к сожалению воду подали сразу не дождавшись остывания шва и выпала "роса". Сегодня проверил, все сухо.
 15 баллов
15 баллов -
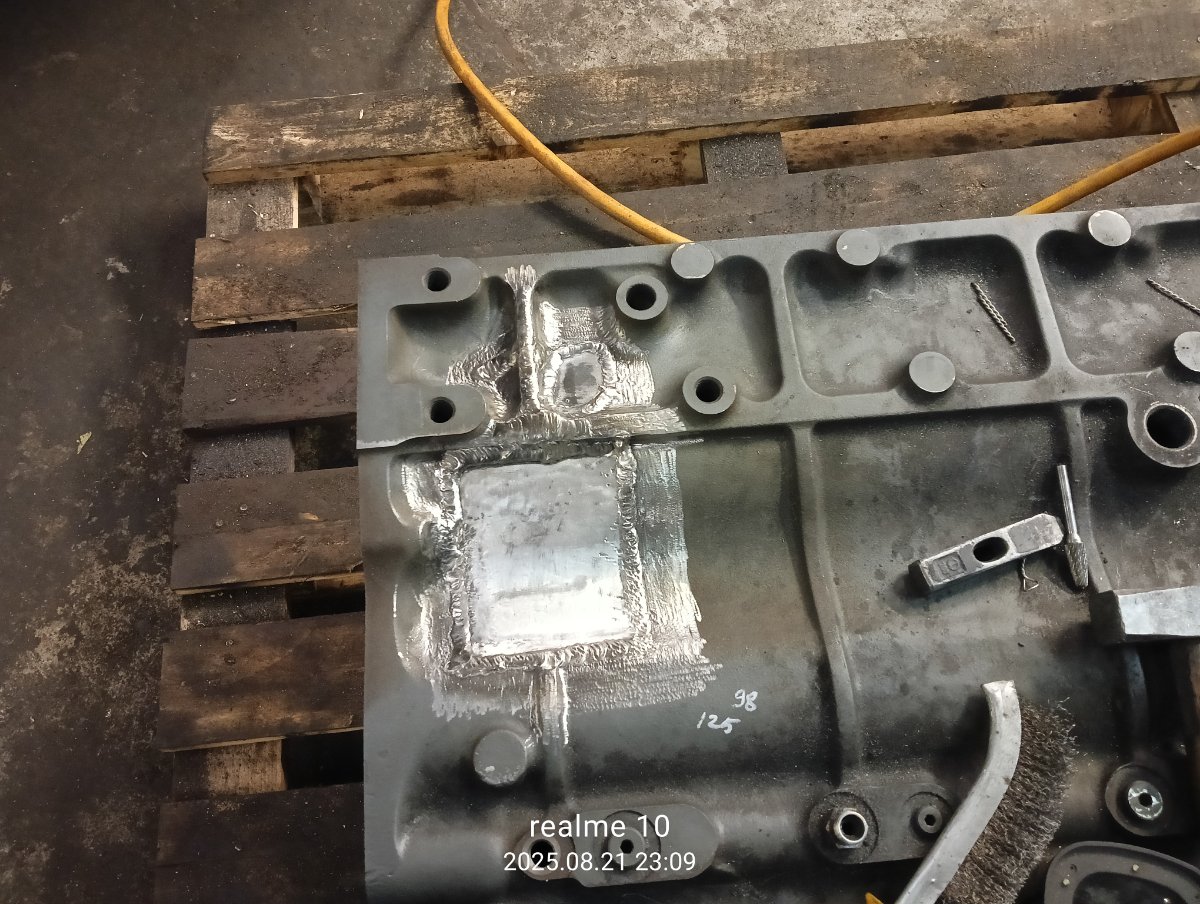
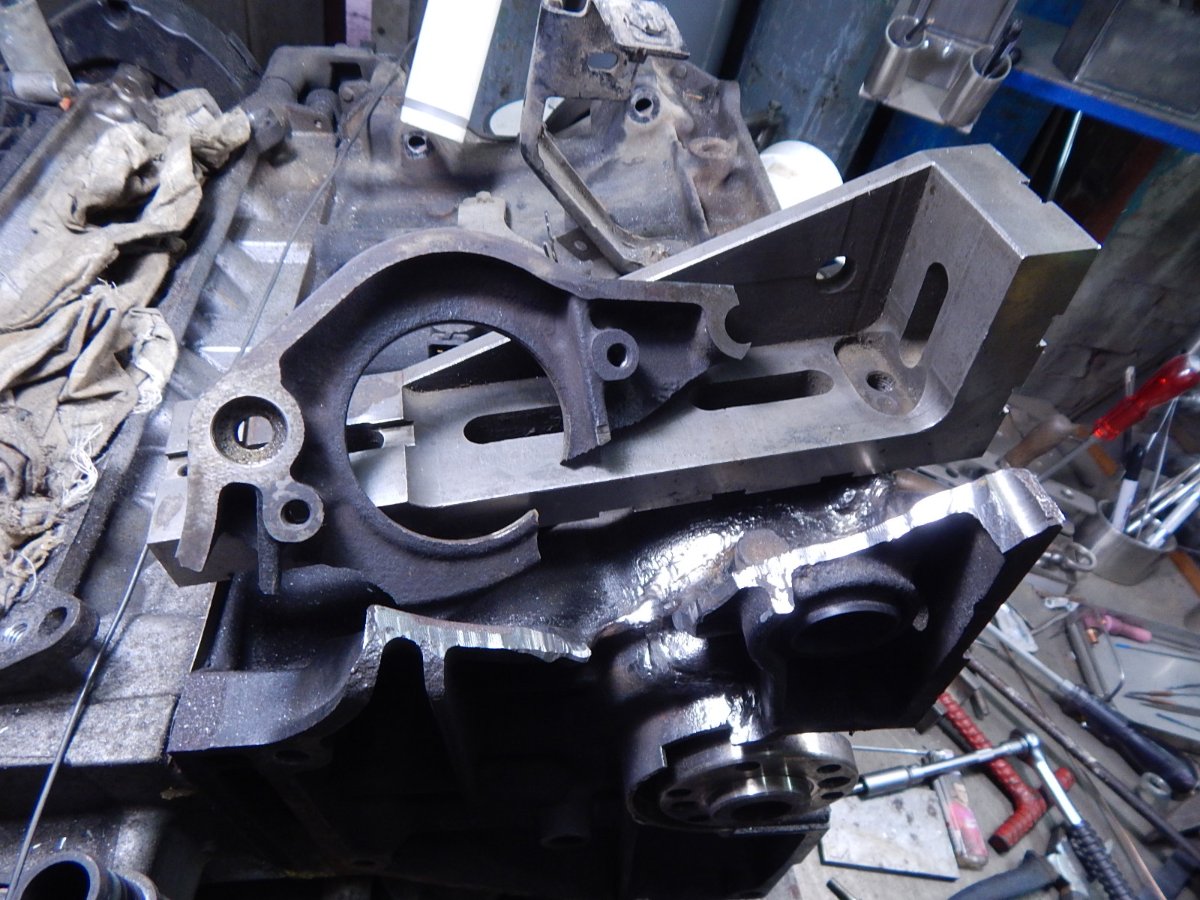
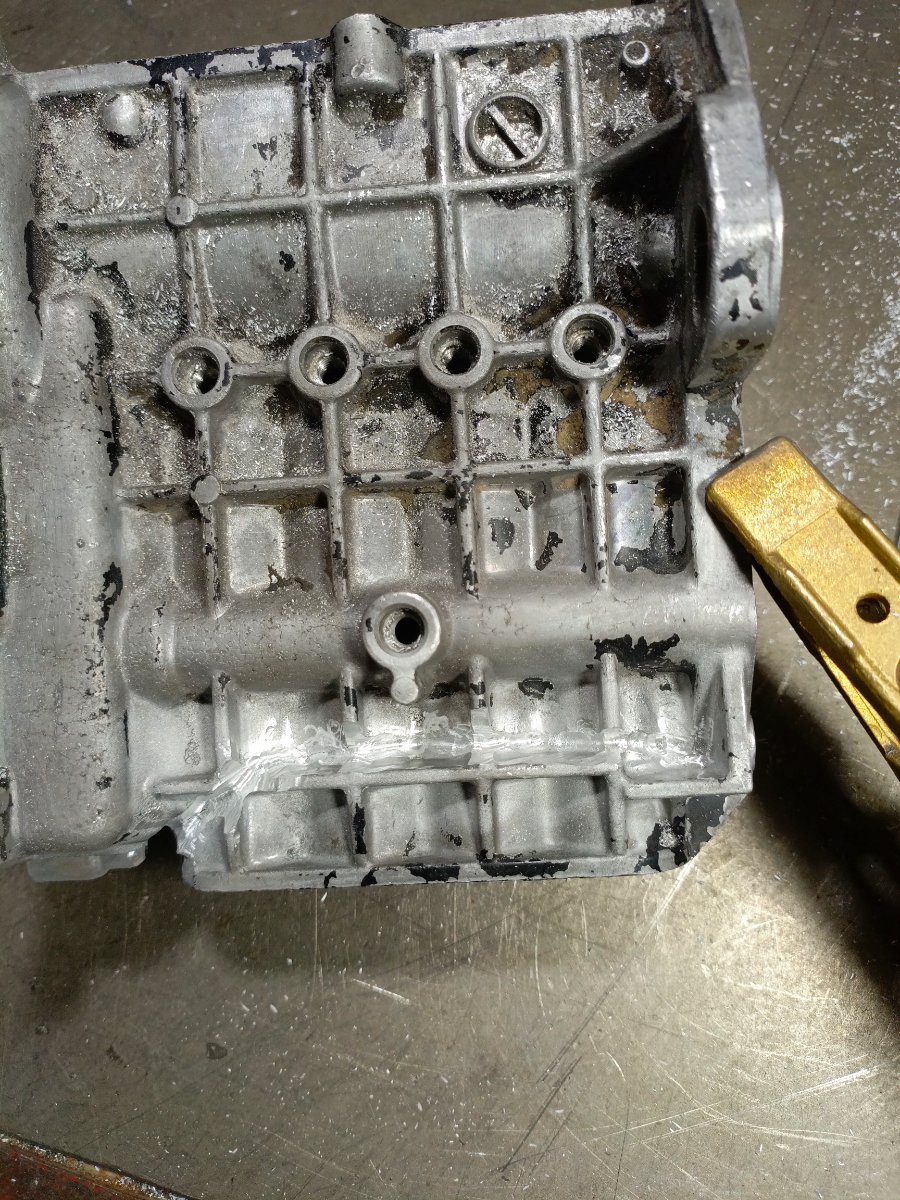
Блок Каминс/камаз.Уронили,бывает. Осталась еще на катушке проволока 0,8 из первых партий,неосветленная. Главное -это плоскости. Отклонение 0,25мм по поддону и 0,15 с торца. Без полуавтомата здесь делать нечего. Облицовка панч,мнжкт. Важна очередность прихваток и наложения швов.Внутренняя разделка на всю глубину. В отверстиях резьба восстановлена.
13 баллов
-
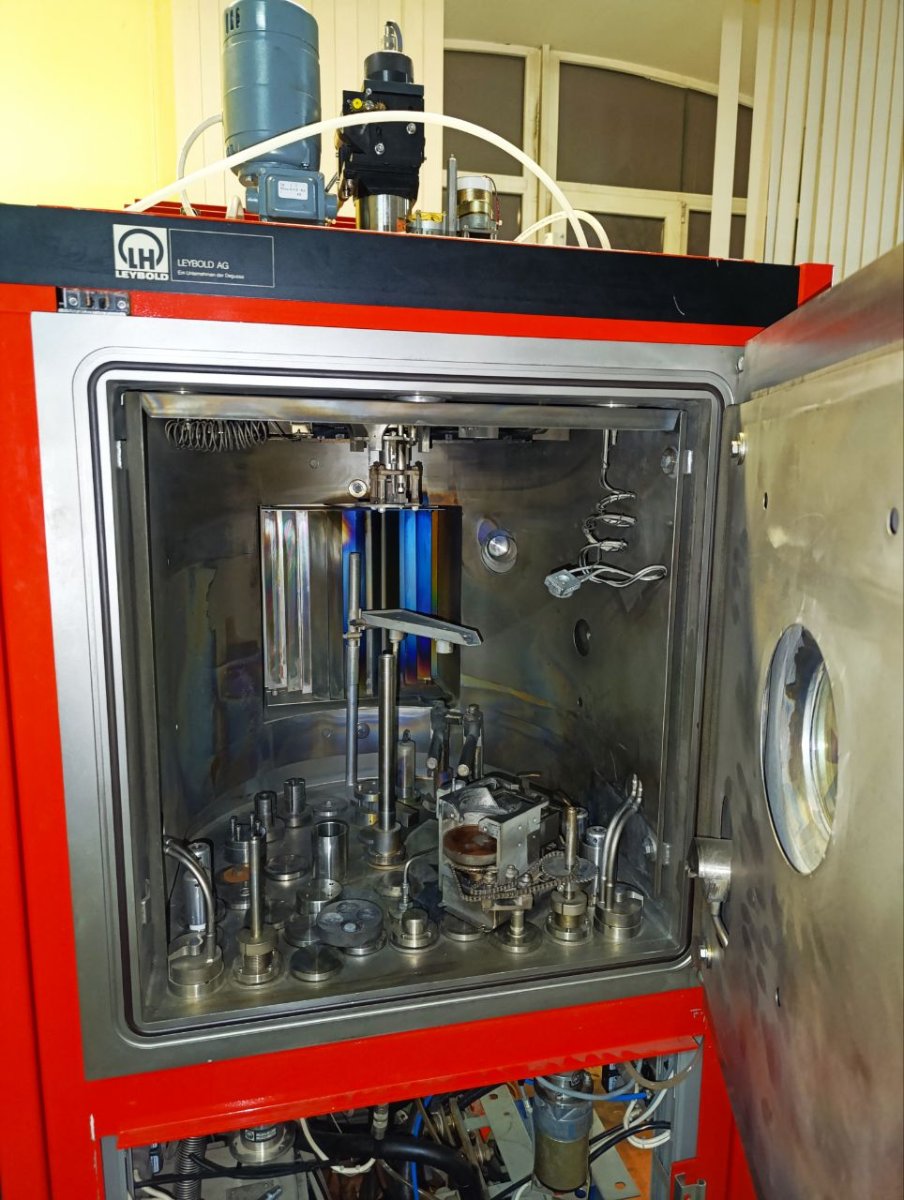
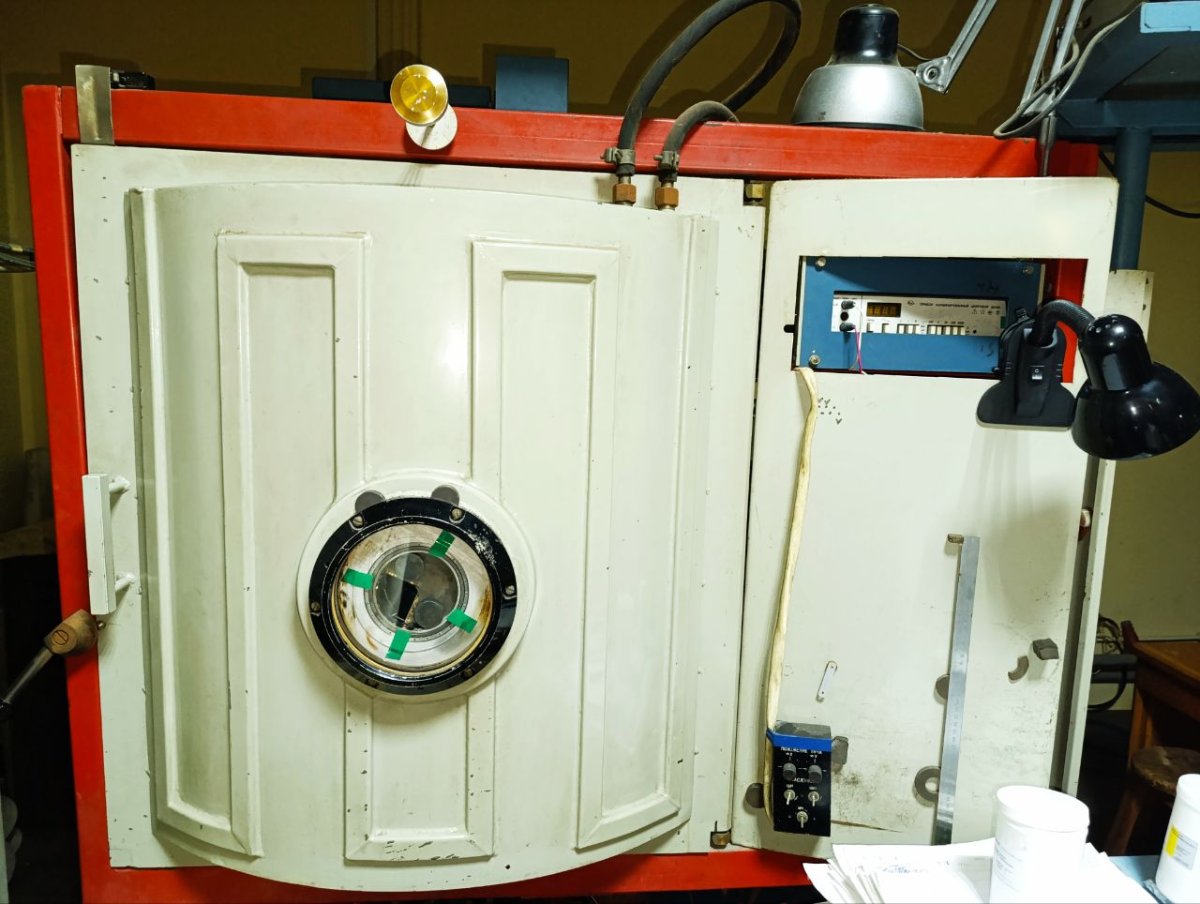
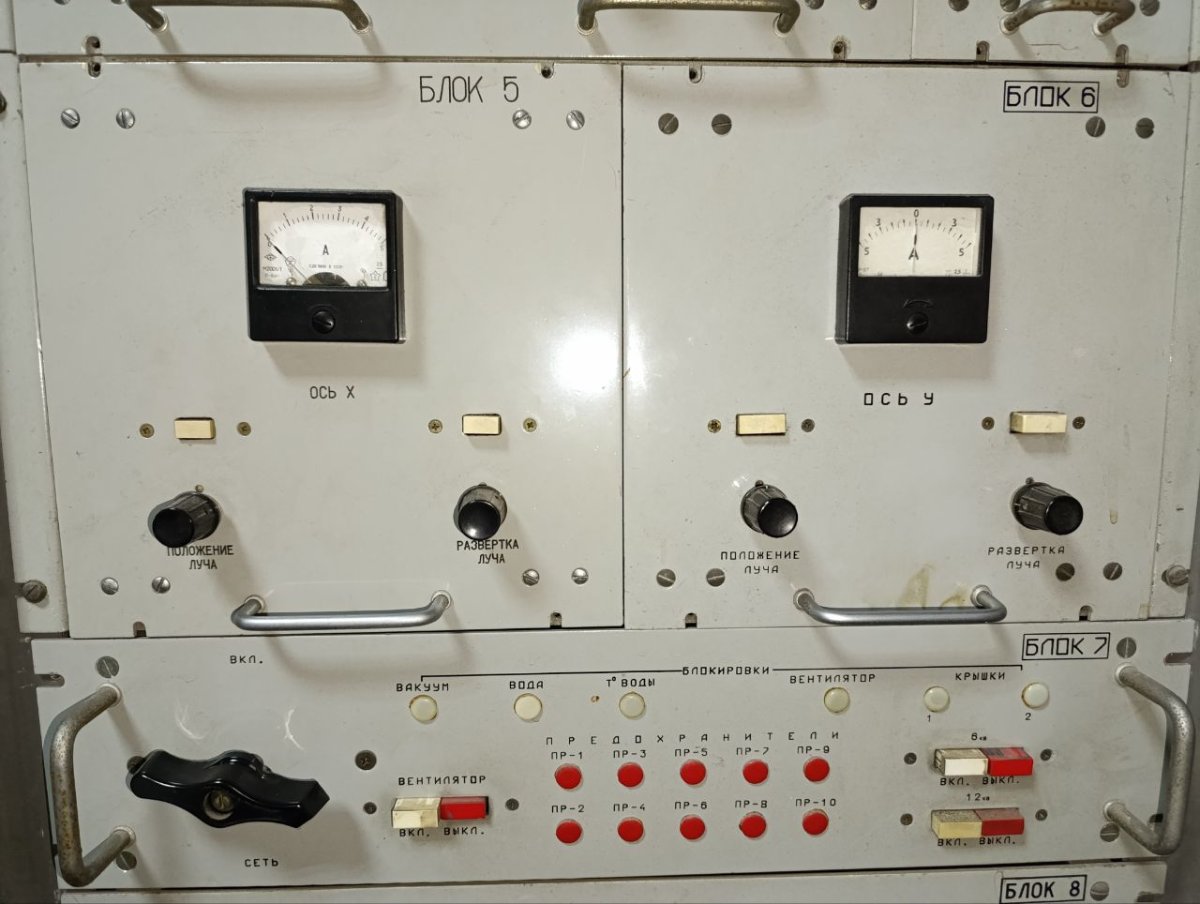
Пригласили на шабашку, в институт гои, заварить один из черных ходов корпуса который сдают в аренду, типа через него повадились разные сталкеры лазить по ночам, замки срезали и с помощью ломиков проникали внутрь, прихватывая всякое на сувениры. Работу не фоткал, ничего особенного, прихватил по контуру двери к коробке и приварил крест/накрест полосы и арматуры из того, что дали, тз было простое, сварить так, чтобы со стороны выглядело, что на попытку проникновения должно уйти много сил и времени исключая возможность безшумного проникновения. А вот внутри очень даже красиво, с разрешения немного побродил по корпусу, залез в комнату где стояло какое-то интересное оборудование, стоило наверное космических денег когда-то. Отечественная установка по дизайну напомнило советское оборудование на АЭС интересно для чего оно нужно и какие функции выполняло
11 баллов
-
ESAB Powercut 1600. Сам аппарат работает. Но вот плазмотрон уже износился, а новые дорого, долго и расходка редкая. Попросили переделать на более распространённый плазмотрон, но обязательно сделать съёмным. Сначала переделал выход и врезал адаптор, подключил его к силе и воздуху, проверил. Вроде работает, но давление хоть и выкручено в максимум, а на выходе резака получается поток воздуха на пределе срыва и ухода в ошибку. Давление большое, а потока воздуха нет. Пришлось полностью переделывать воздушный тракт и подбирать его к плазмотрону. Использовать решили Parweld XTY 125 Plasms Torch. https://parweld.com/product/xtp-105/ Эта же плазма и под маркой Гроверс идёт с таким резаком. Пару дней ушло на тест пропускной способности различных клапанов, сравнивали поток воздуха и давление. После подбирали разные переходники, быстросъёмы, трубки. Рассверливал латунные переходники для увеличения пропускной способности. Всё подобрали, собрали в целое, малость помудрили с установкой в аппарате, просверлив дополнительные отверстия. Адаптор тоже изменил, плюс пришлось увеличить для него выступ. Проход воздуха сквозь адаптор увеличил за счёт нарезки резьбы и установки быстросъёма пластикового. Ушло входное заужение канала. В итоге за неделю неспешной, но иной раз муторной, работы сделал хороший плазморез. Проверил в работе, отличный рез и охлаждение самого резака.
10 баллов
-
Знаете, гражданин, вы сейчас ведёте себя, как запойный сварной из подрядчиков, которых нанимали в бытность мою главным сварщиком на предприятии, выпускавшем удобрения, для ремонтов (чтобы пдешевле). Приезжали такие- на шлифовальном круге болгарки вольфрам точили- потом куски в шве при просвечивании находили. Работали так долго- пинать устанешь. Расход сварочных материалов просто гигантский! Вольфрам килограммами уходил. Газы- десятками баллонов. На обед уходят- не закрывают- мол, никогда так не делалаи, не душни. Газовый клапан из аппаратов выдирали- мол в совке не было, так и нам не надо. А как стыки просветим- так хай на весь свет- переделывать надо. Вы лично пробовали сравнить, чем варить лучше? Дрючком ободранным, с дугой, которая бьёт во все стороны и куски отваливаются или правильно заточенным электродом с полированным конусом? А мне про это в 2000 году профессов рассказывал, который в СССР исследования проводил. Тогда ещё можно было беспристрастно без грантов всяких... И называл зернистость наждачного круга, которым нужно затачивать электрод. Не помню, кстати, за давностью лет. Но он пояснял, видео демонстрировал. Поэтому прошу эту дремучесть мне не толкать. Просто сегодня есть компактный инструмент, а тогда три наждака надо было. И поверьте, когда я добился, чтобы мне в ремонтный цех купили такую машинку- то сварщики говорили точно также. А потом я у них взял по одному электроду и заточил. Остальные на шлифмашинке ободранные были. Конус длиной 30- 40 мм, поверхность заточенная была вся в ямах и рытвинах, притупление- как преступление... И поверьте, на следующийй день подошли и попросили показать и объяснить. И потом не в домино рубились, а в очередь запасные электроды точили. Потому, что правильно заточенный электрод работает дольше и варить легче- не надо изворачиваться, чтобы пятно эмиссии в разделку направить. А инструмент пришлось привязать- во избежание... Возьмите книгу про источники питания сварочные и прочтите про саморегулирование процесса. Вас ждут удивительные открытия и не менее удивительные разочарования. Знаете, на производствах повидал всякого и вывел одну истину- всякий инстумент идеален, если им умеешь пользоваться и настраивать. А ещё- всякое оборудование надо обслуживать. Аппараты продувать, за соединениями следить. В ремонт отвозить... Когда добился, чтобы каждому сварщику по кемпику выдали, в карточку записали- тогда и дрюкнул каждого, кто за аппаратом не следил. Сломался аппарат- сиди в цеху. Все на ремонтах, деньги зарабатывают, премии и сверурочные- а этот с КТУ 0 ждет, пока электрик починит, клемму новую поставит. Как бабка отшептала- перед ремонтом все проверяли аппараты, чистили, блистили, подкручивали... И сопла керамические берегли и горелки на плече носили, а не в прицепе отправляли. А давайте вспомним, как на химических заводах резали газом нержавейку? Кто знает как это? А элементарно- берётся железная проволока- Св08А и подаётся в струю кислорода резака. Железо горит, плавит нержавейку, расплав выдувается из зоны реза. Виртуозы- слесалюги резаком так кромки готовили- криворуким с болгаркой на зависть! Но потом что будет со стыком? Когда кислота по трубе пойдёт? Там "Жырных полярных белых лисов"- на каждосм стыке... Или азото- водородная смесь- 400 градусов, 400 кГ. Просто если не говроить про это- то как бы и нет. А что же делать? Элементарно! Нормальные бригады устраивали себе кунг, который подключался к сети и в нём был токарный станок, на котором можно было обточить маленькую катушку, или отвезти в цех, на большой станок- кромки готовить... Но зачем, если и так сойдёт? Теперь же можно взять набор инструментов, который влазит в средних размеров чемодан. Да, стоит дорого. Но оно того стоит- просто работа ускоряется в десятки раз. И подготовка и сварка. И переделывать потом не надо! А как боролся, чтобы щётками зачищали прикромочную зону, а не дрочили болгаркой? Это песня была! Поспорил с самым упрямым слесарем на пачку сигарет, что быстрее его 325 стык зачищу. Он зачистным кругом, я- стальной щёткой. В общем, после того, как я полчаса курил, а он только половину зачистил, он подошёл и попросил показать и рассказать, как и что. После этого перестали использовать зачистные круги практически совсем. Только когда щётка не брала. Поэтому убедительно вас прошу не смотреть видео с тытупа, больше читать литературу и советоваться с профессионалами. И инструкции, кстати, тоже читать. Перестаньте держаться за прошлое- там это всё работало потому, что другого просто не было. Физически.10 баллов
-
Решил повысить КПД котла отопления, осенью купил, но он что то греет плохо, решил я сделать маленькую модернизацию. Маленький плазморез, аппарат РДС, и начал кромсать. Там были 2 полочных теплообменника, что на мой взгляд для мощности котла 25 кВт как то маловато, может в лабораторных условиях, на угле он и способен столько выдать, но на дровах, даже с автоматикой ( наддув и включении насоса циркуляционного) 14 батарей выше 60 градусов он не мог нагреть. Посидел я в Компасе часок, нарисовал модель котла, потом нарисовал то что хочу с ним сотворить, ( получив сразу ещё и все размеры), ну и с утра субботы приступил.получился у меня жаротрубный теплообменник, вчера вечером пустил дым. Получился очень впечатляющий результат, мощь и сила ЭТОГО Франкенштейна превзошли мои ожидания, он сейчас легко нагревает до 85 градусов, в цехе стало тепло, сегодня работал первый раз в одной ХБ спецовке.
10 баллов
-
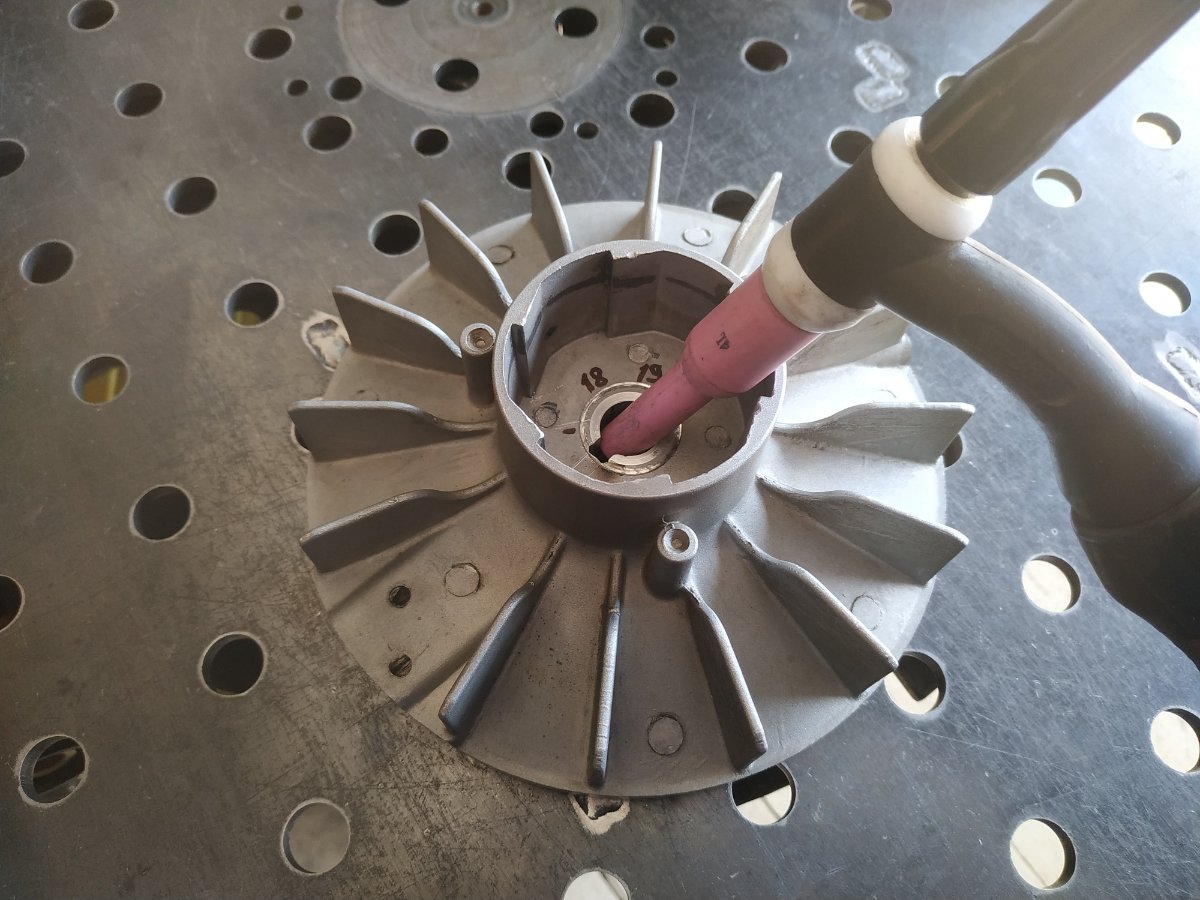
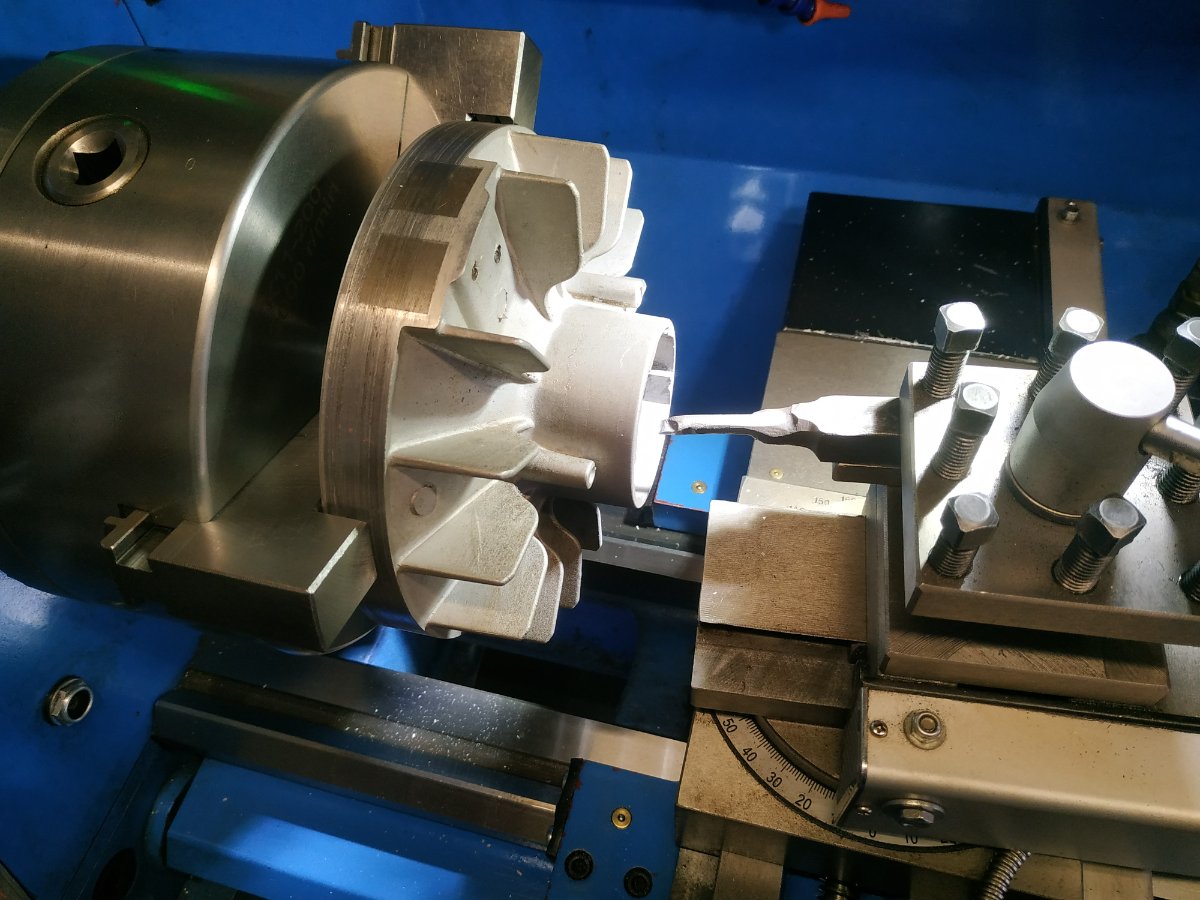
Что самое главное в сварке? Совершенно верно - токарный станок.
9 баллов
-
Ладно,будни,так будни. Цилиндр кирпичного пресса -трещина. Железяка весом килограммов 250. Один человек сначала взялся за эту работу,сделал разделку,а потом отказался,так как предполагалось выполнить сварку эл. УОНИ и,очевидно,понял,что не стоит этого делать.Молодец. Толщина стенки 60мм. ЭСАБ 12.64 Подогрев 90-100С ст20-20Г
9 баллов
-
Наша Таня горько плачет... Эко я право неловкий, б-ять... Наждак. Было, право, непросто. Китайское литье понимаешь (в смысле наплавил - сточил, наплавил - сточил).
9 баллов
-
Рукоделие. AISI 304 - 1 мм.
9 баллов
-
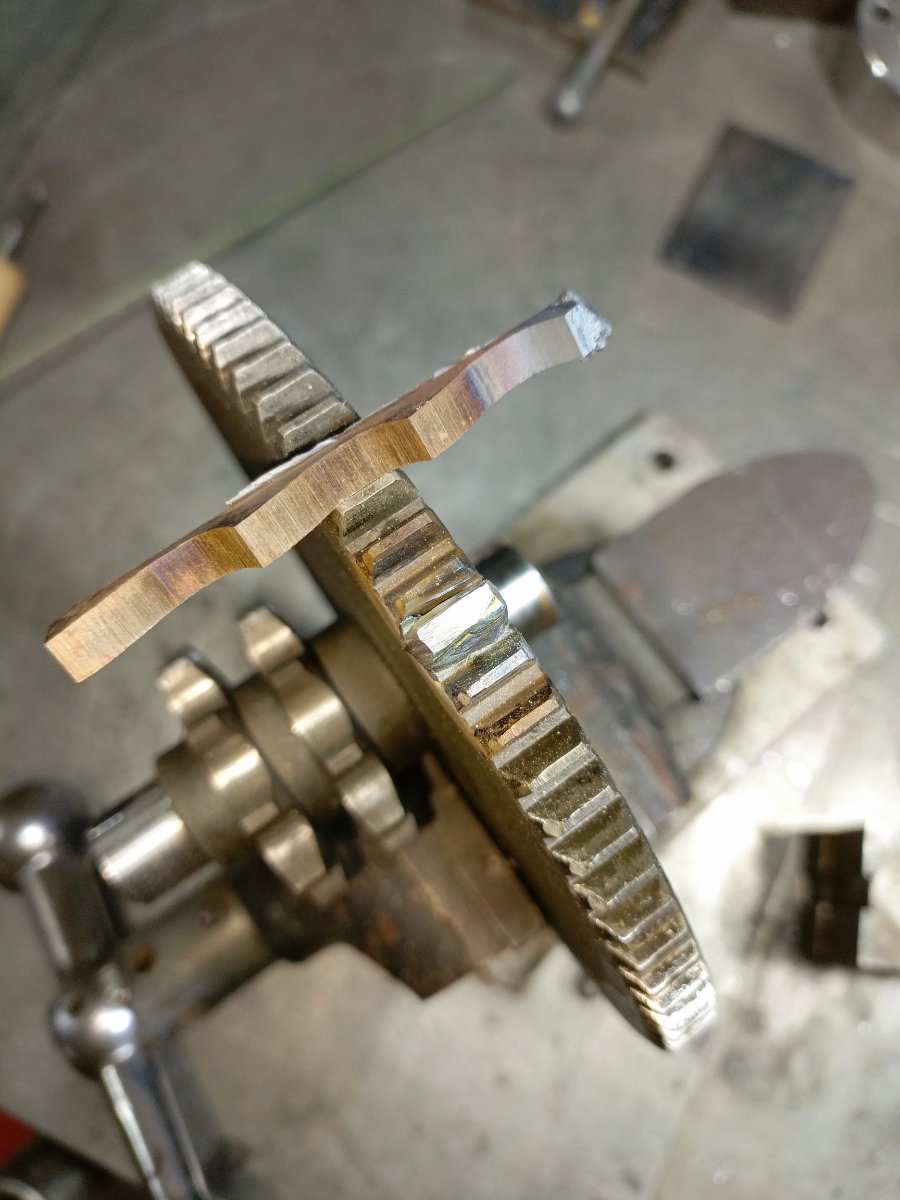
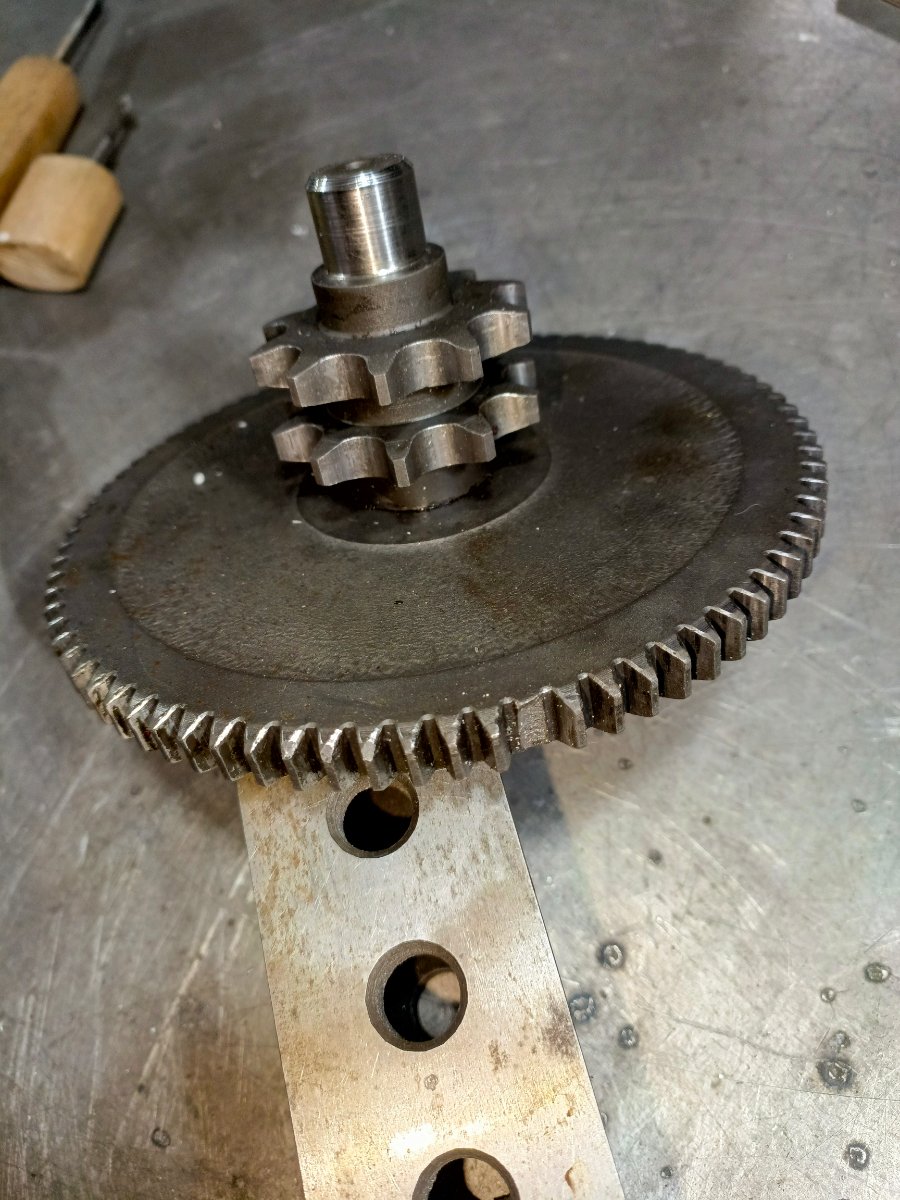
Хотя это и мотоблок советских времен,но близко к теме. Шестерня. Подслой 316,наплавка Р6М5 и слой В3К. В3К несколько мягче основного металла для приработки поверхности зуба шестерни..,может быть,поживет какое-то время. Припиливаем по шаблону.
8 баллов
-
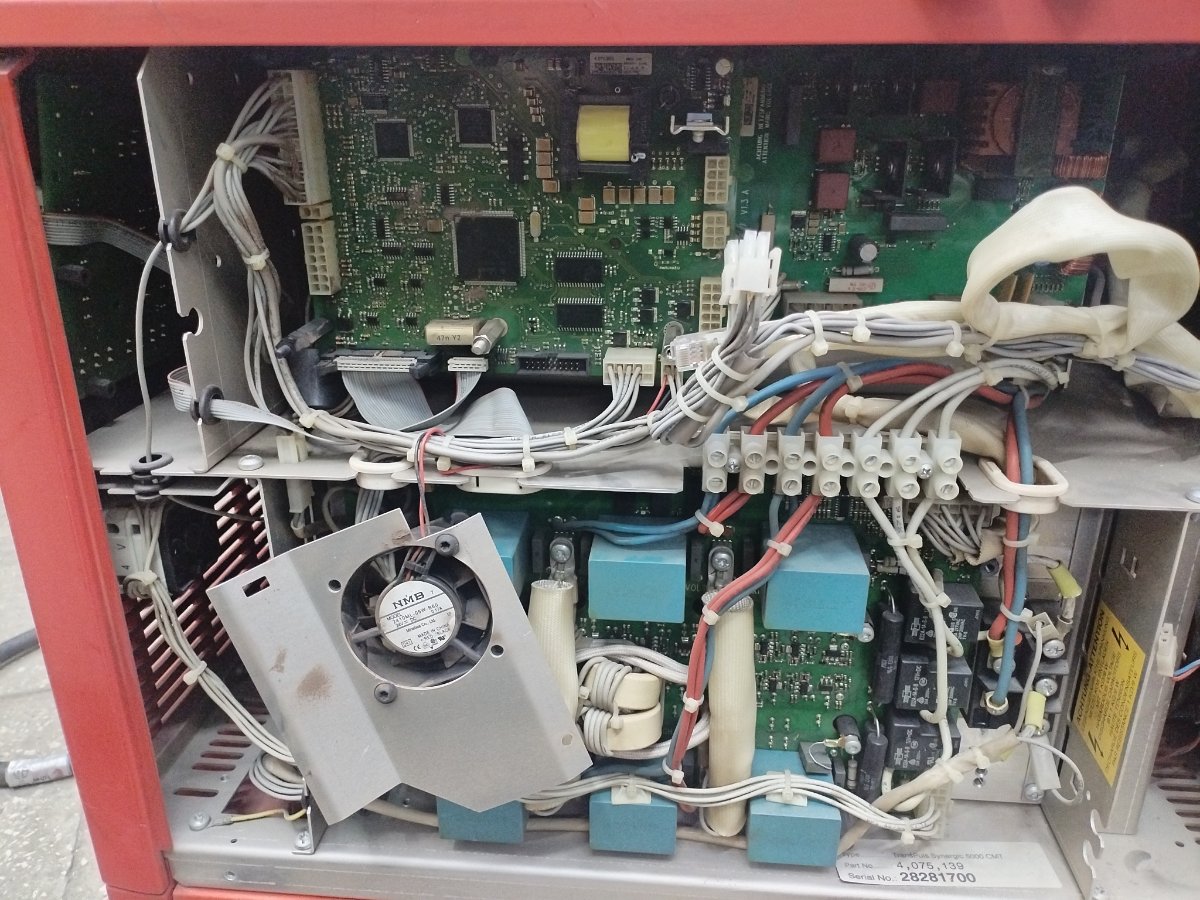
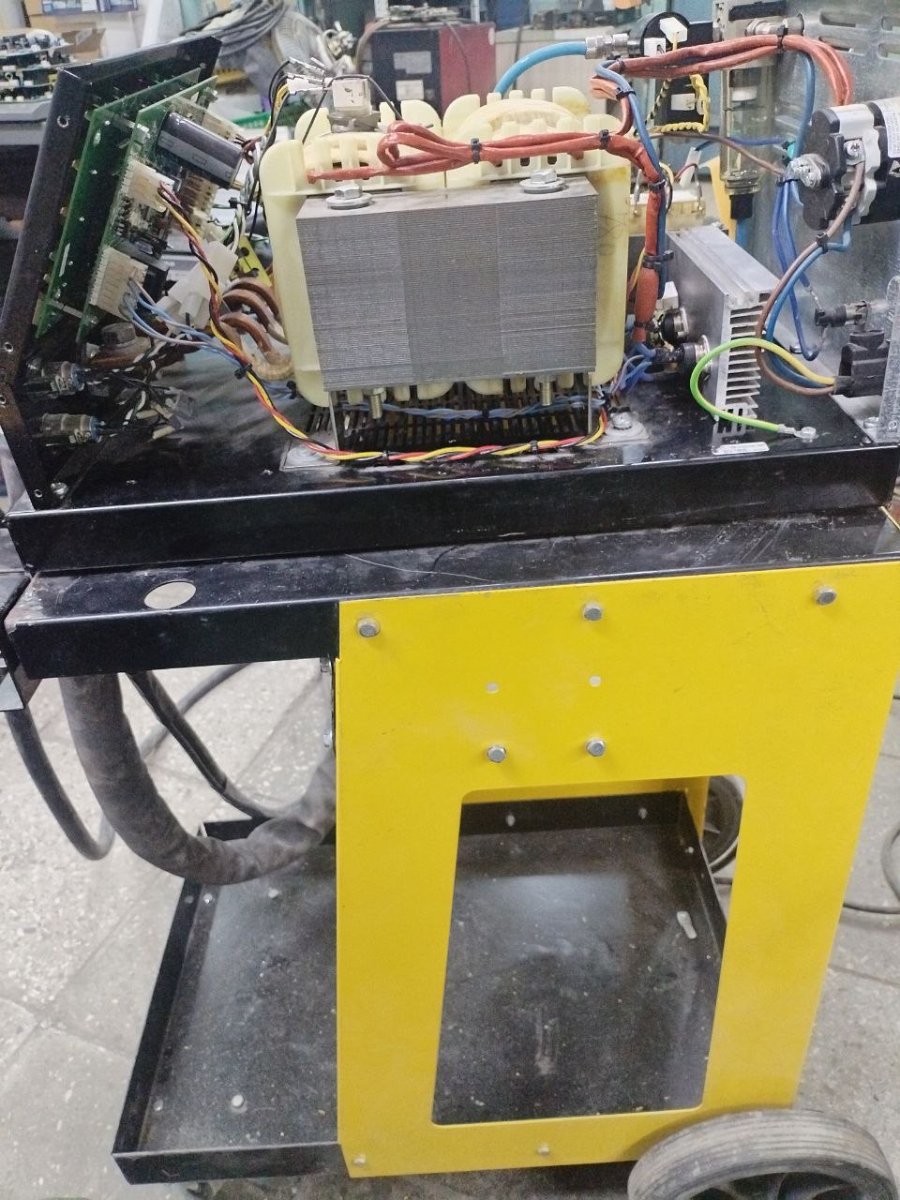
Интересную задачу поставили. Запустить Фрониус СМТ, из комплекта с роботом, для работы простой горелкой. Причем заковырка в том, что c ней вылезала ошибка по LHSB. Инфы перелопатил кучу, полезного ноль. Пришлось решать самому. Получилось, правда головёнку поломать пришлось.
8 баллов
-
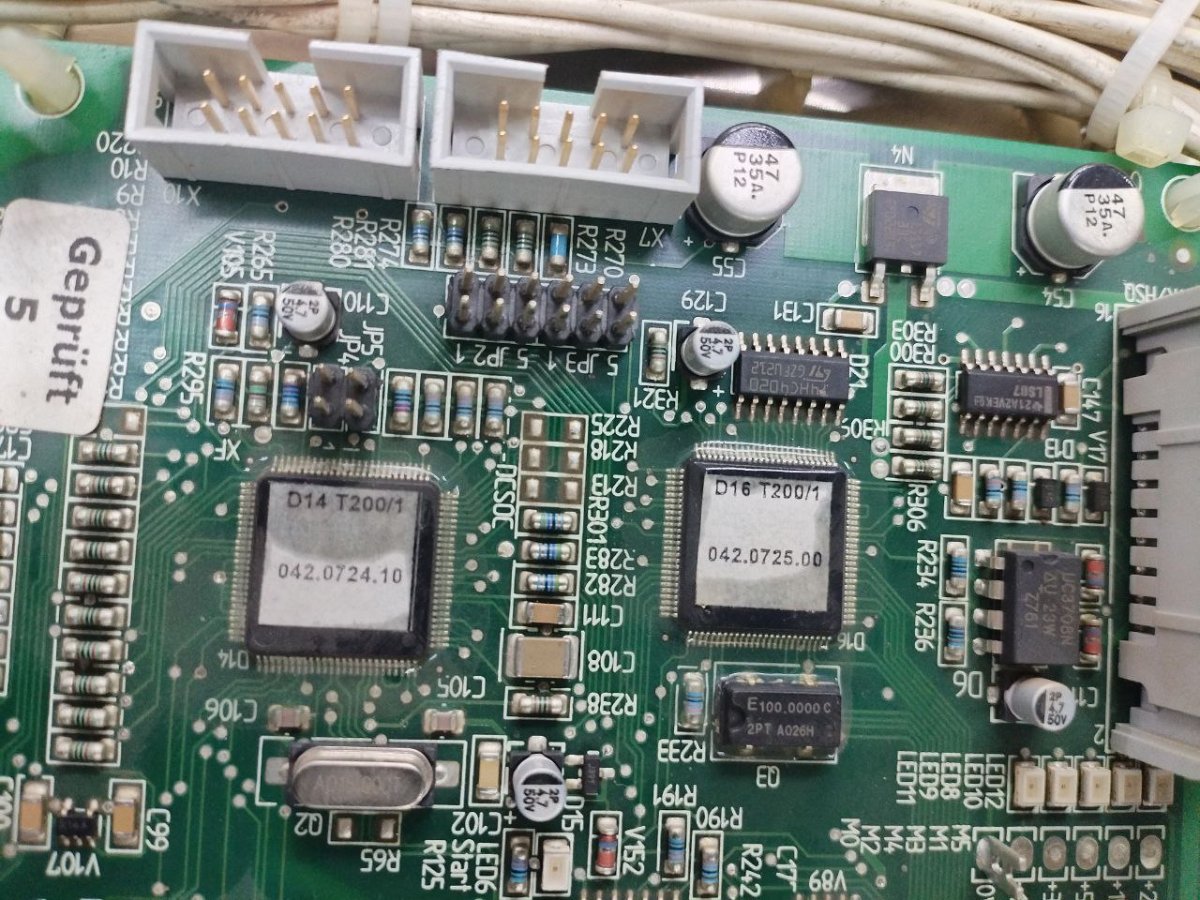
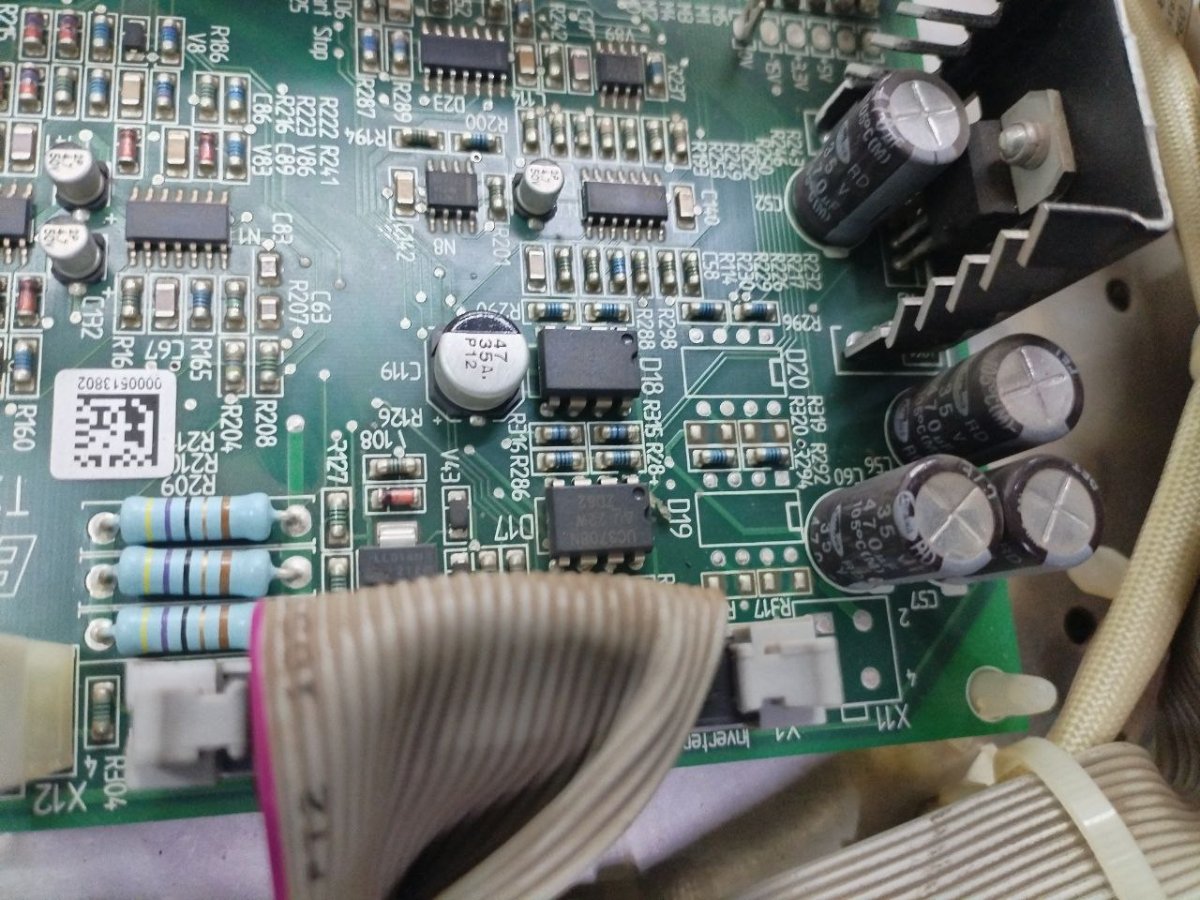
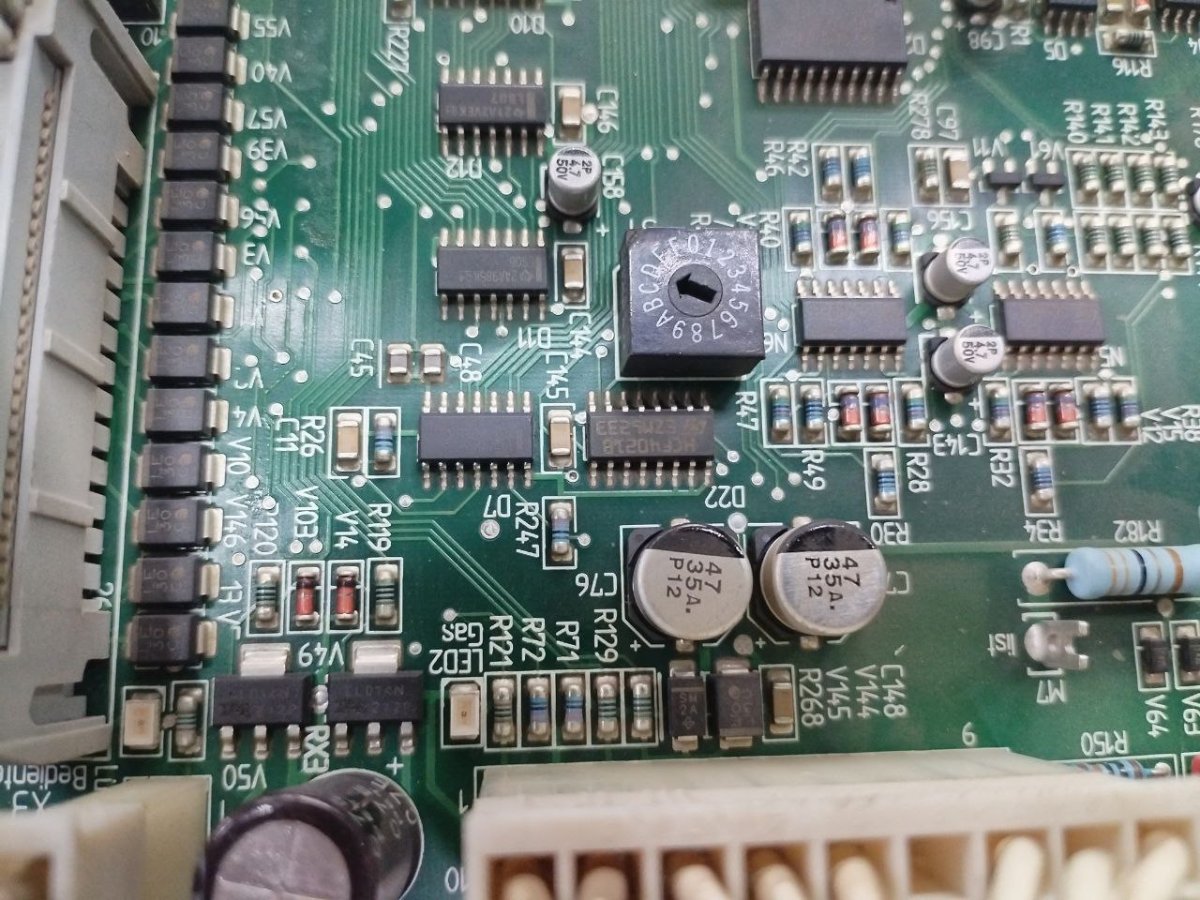
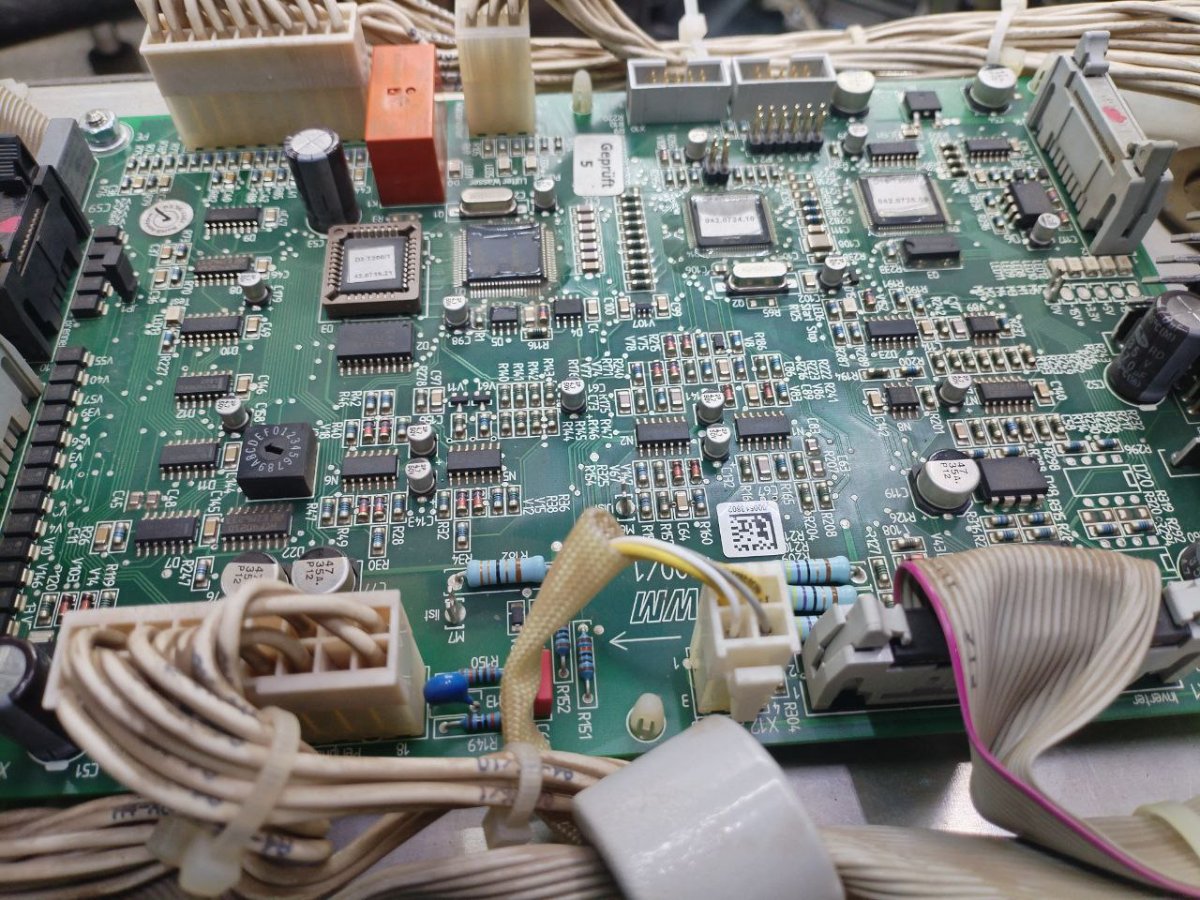
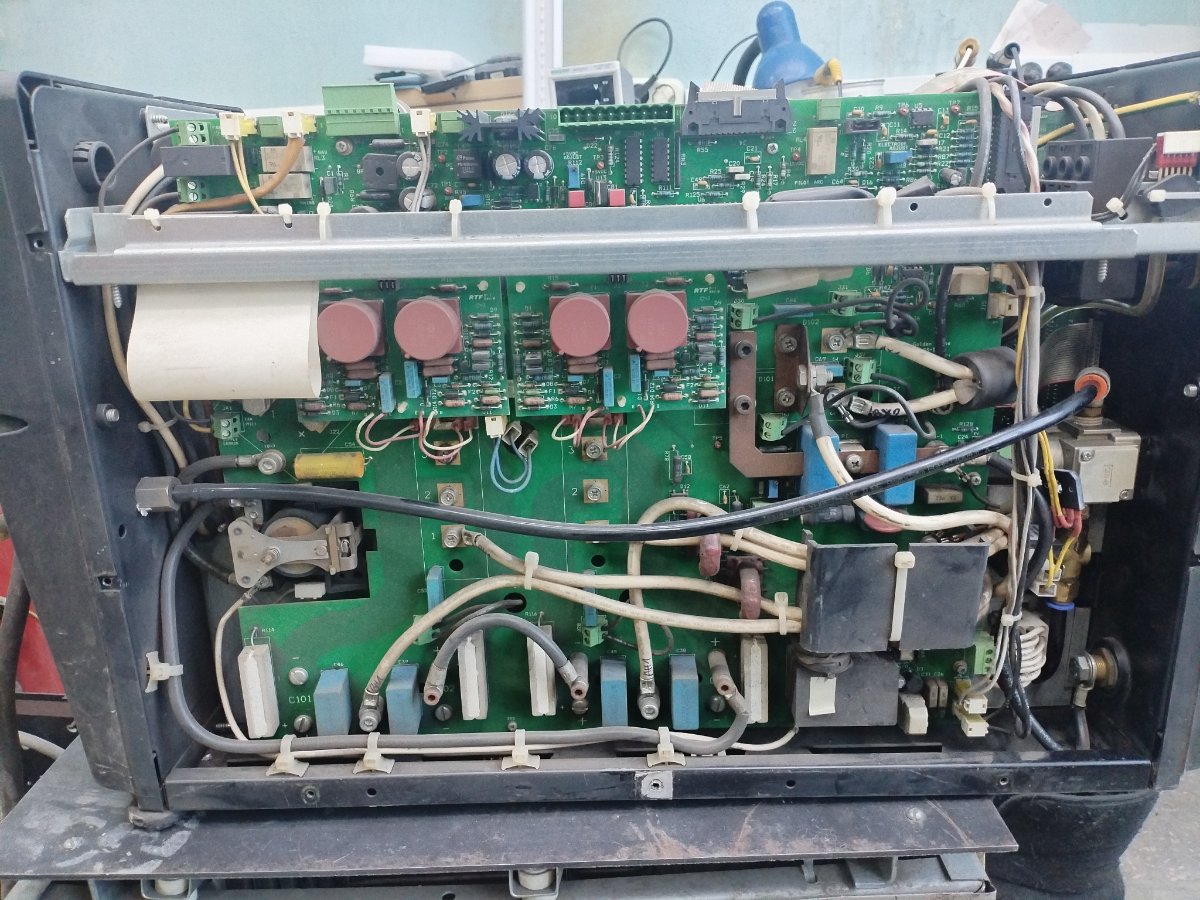
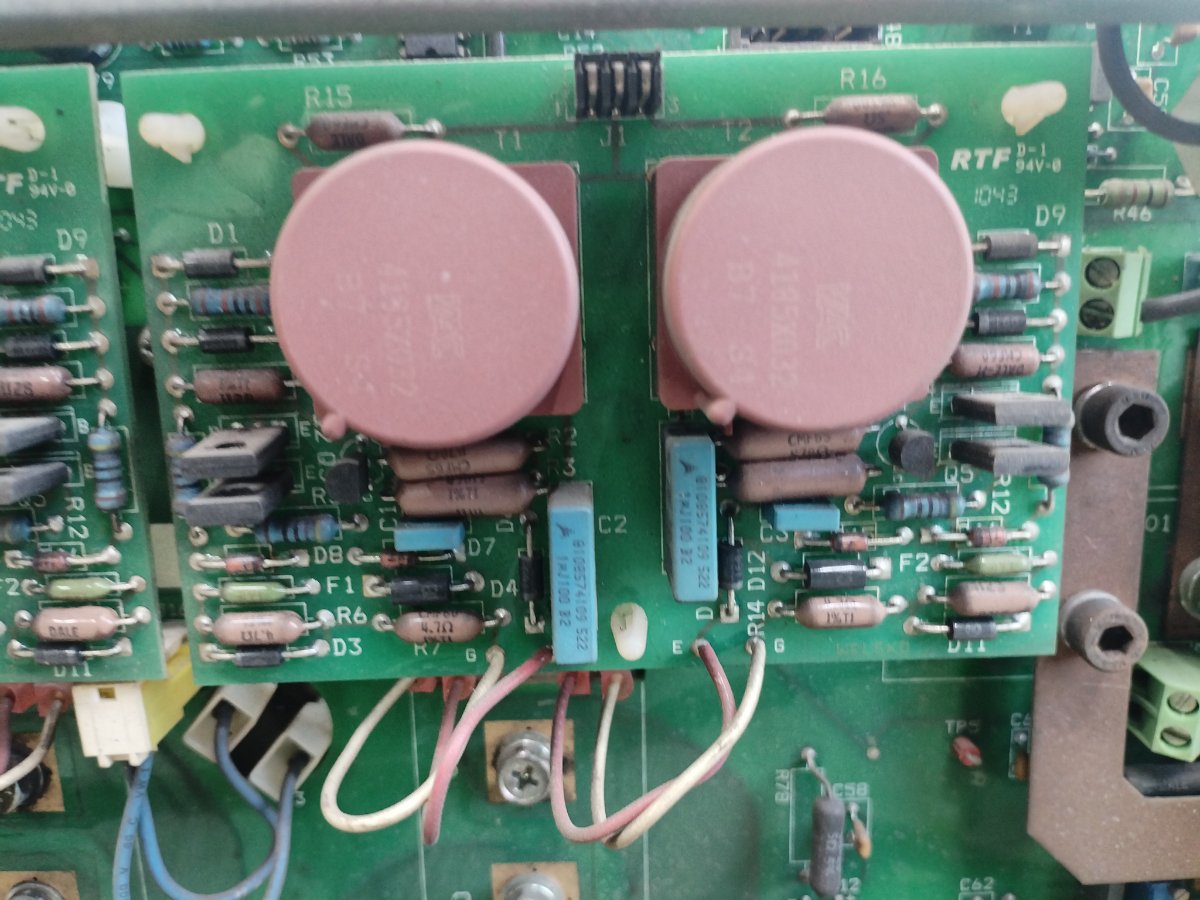
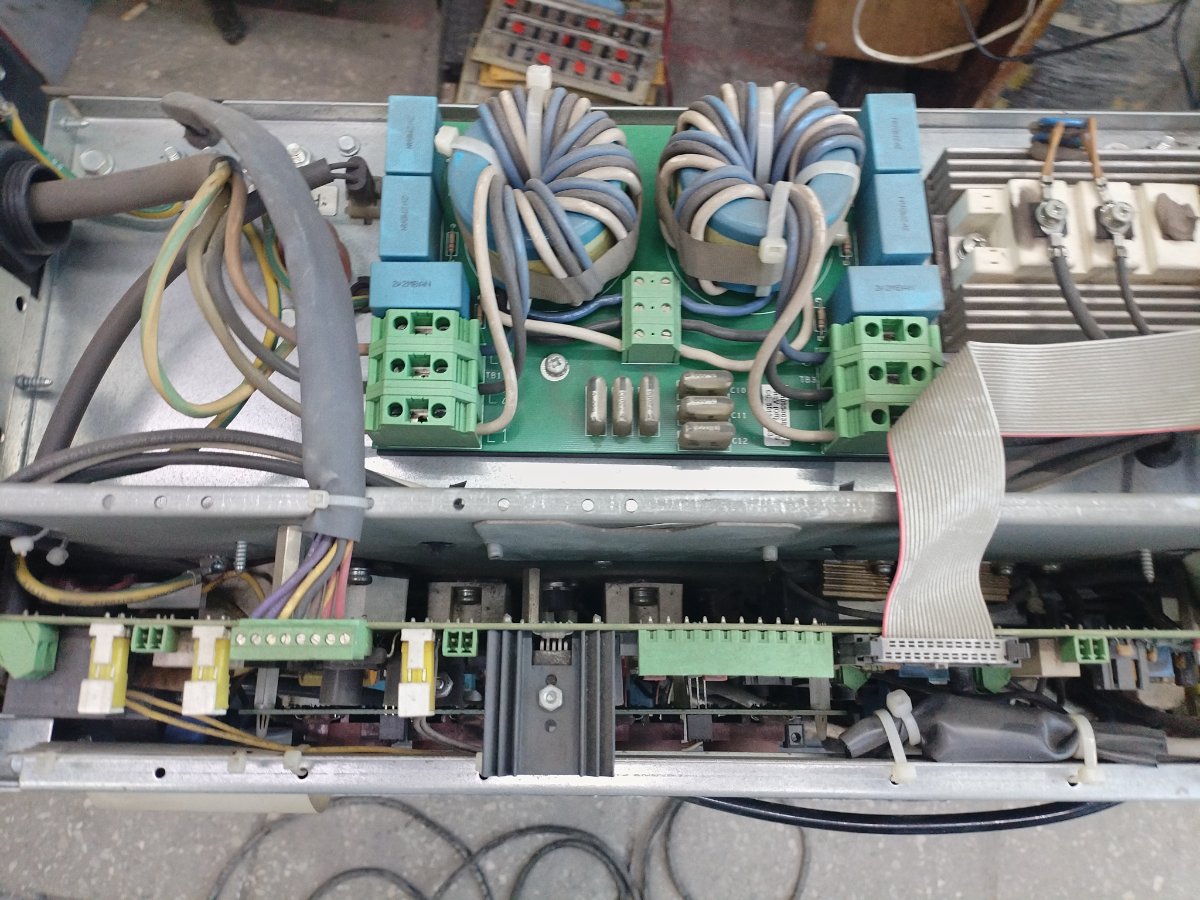
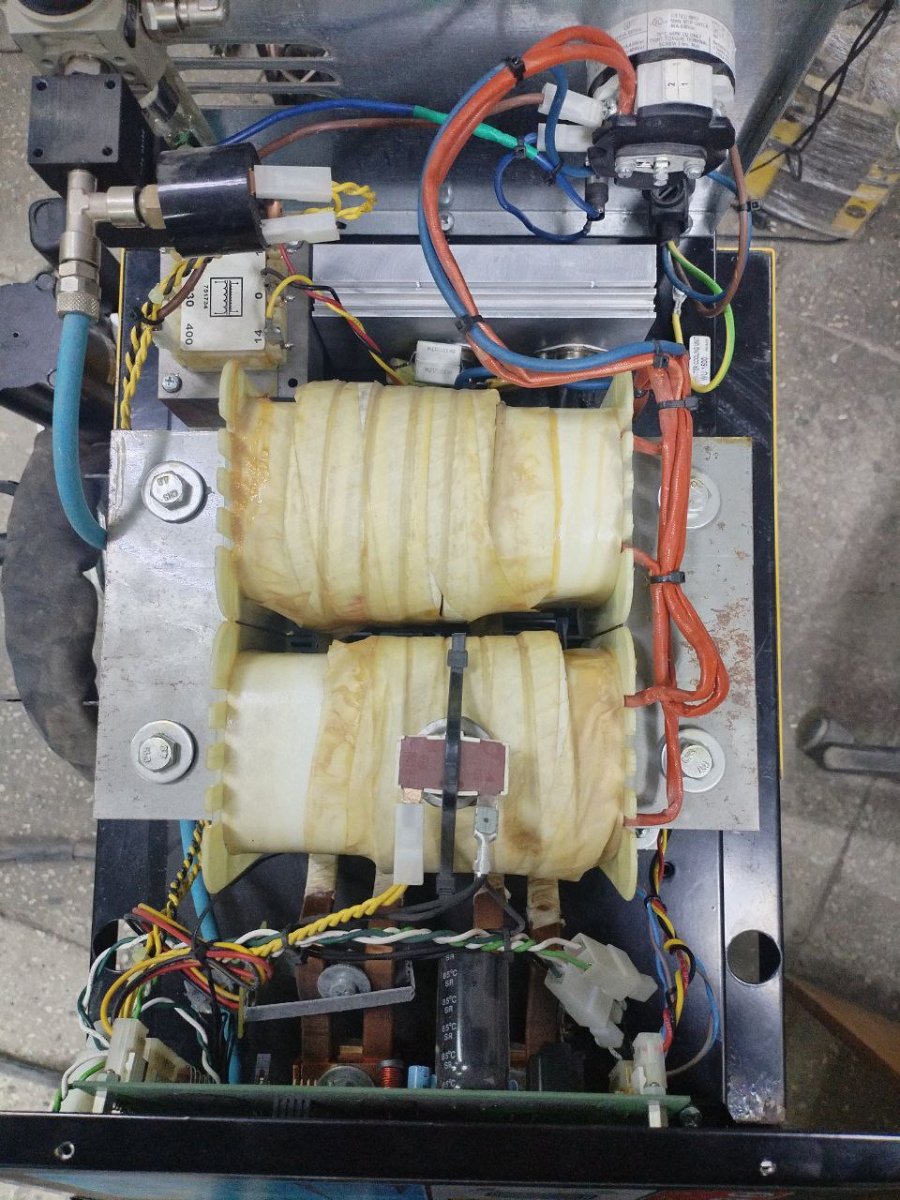
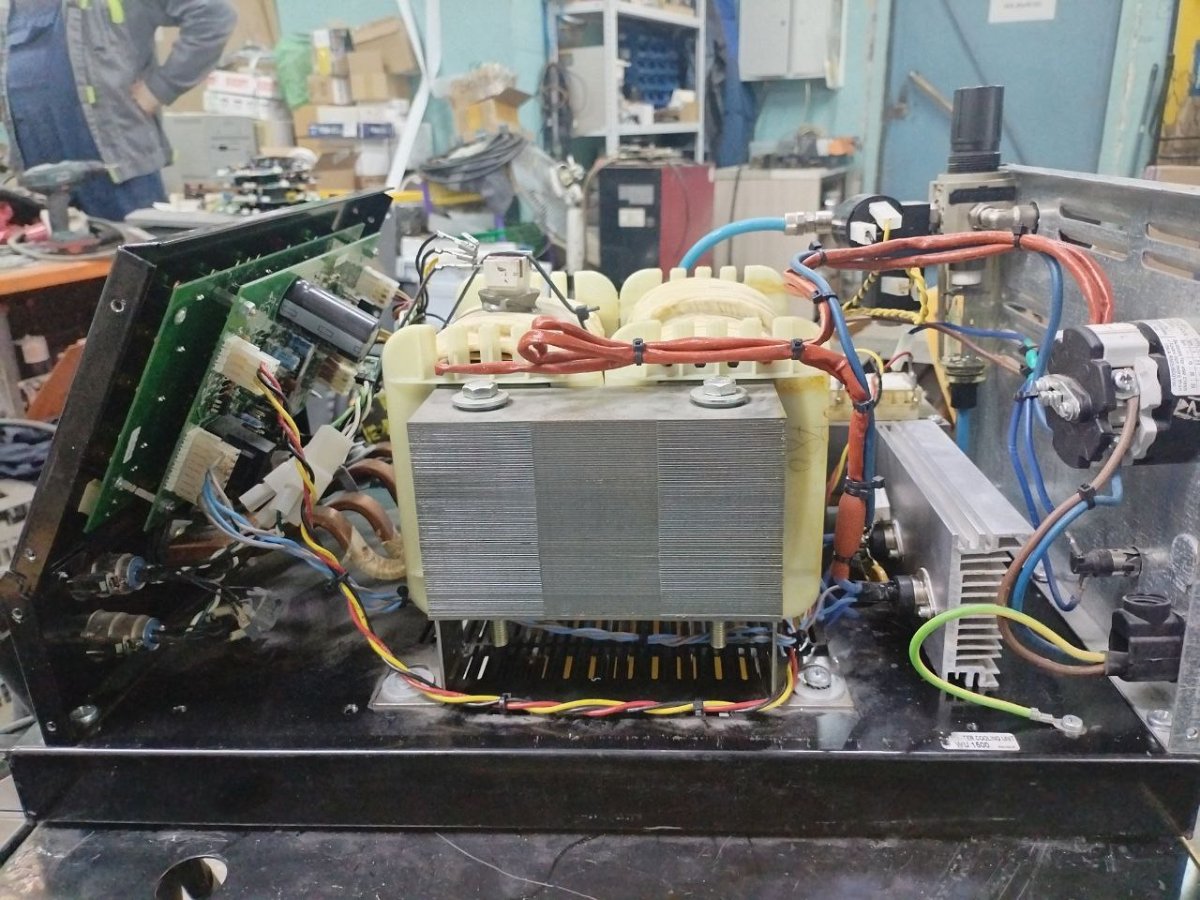
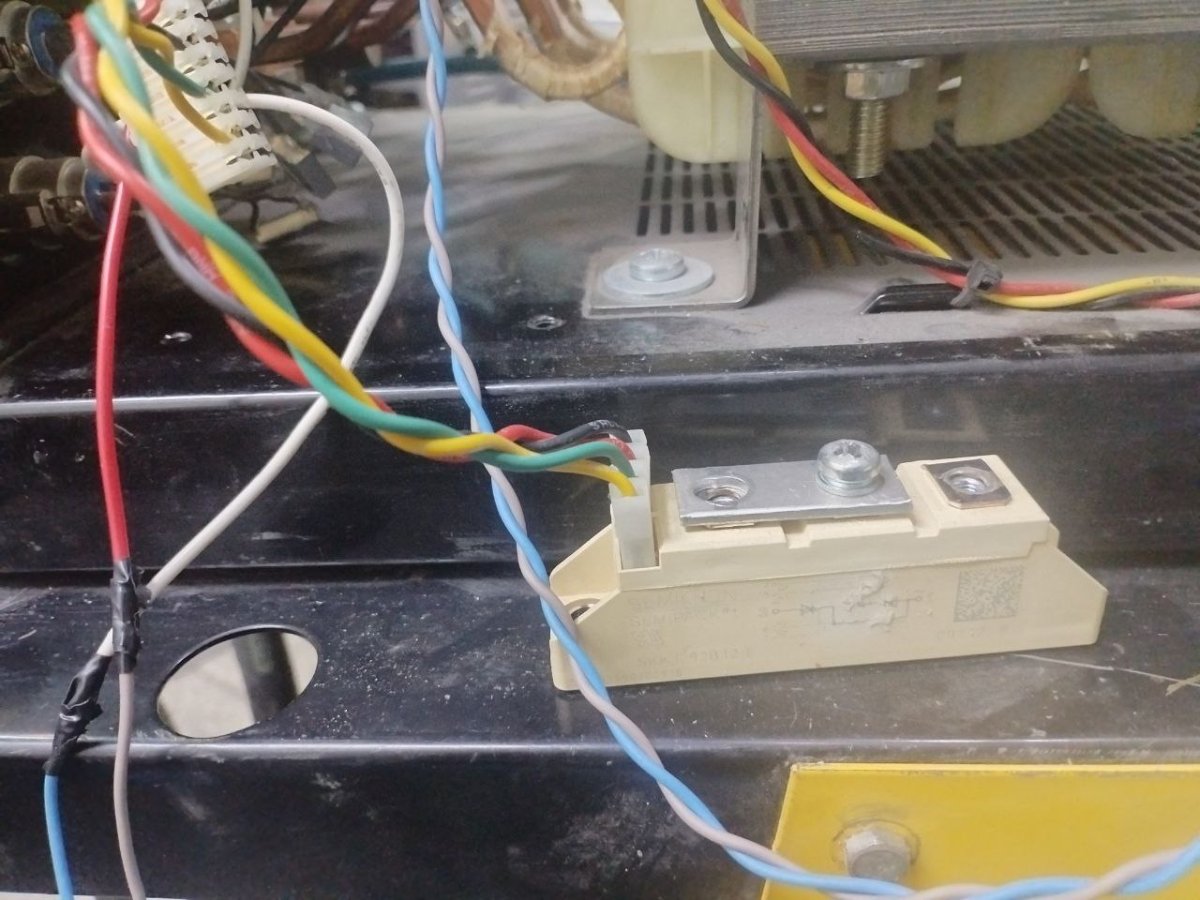
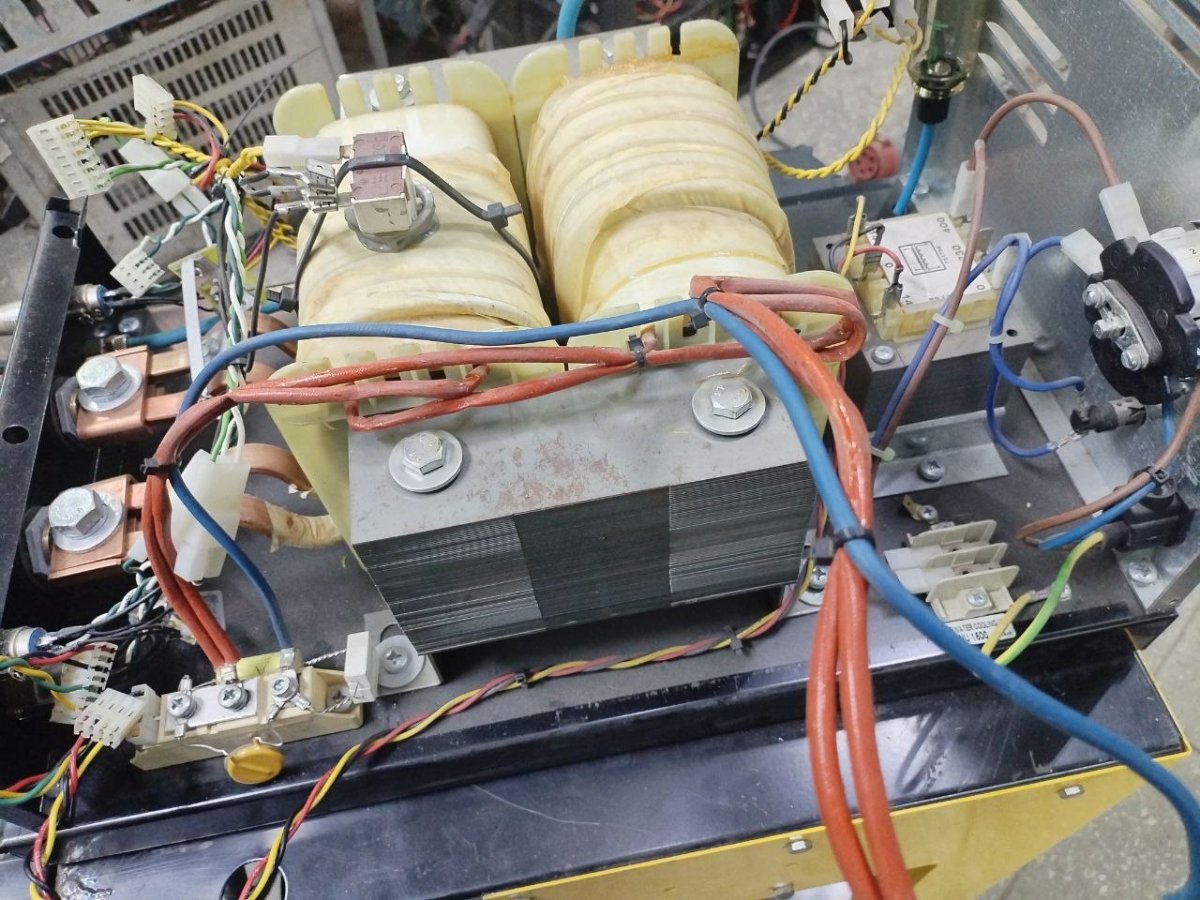
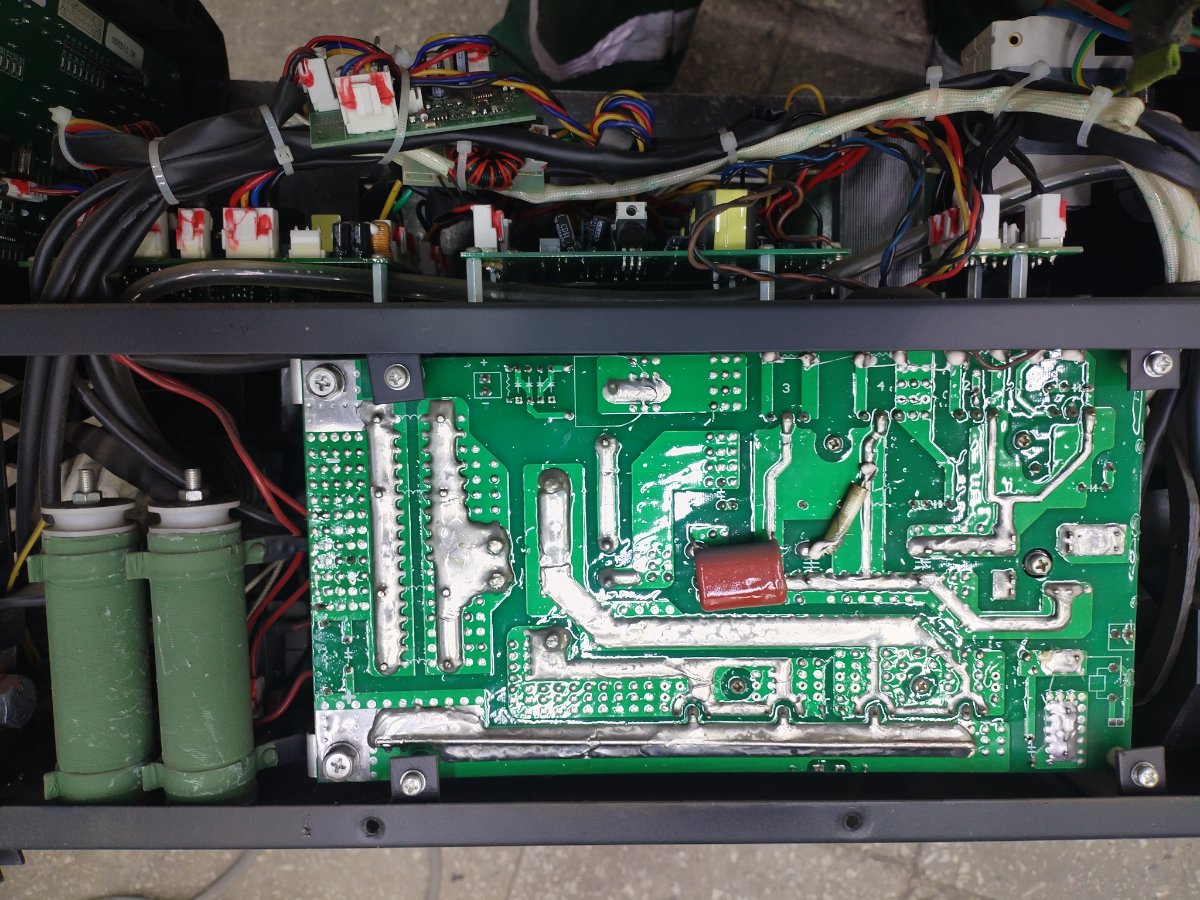
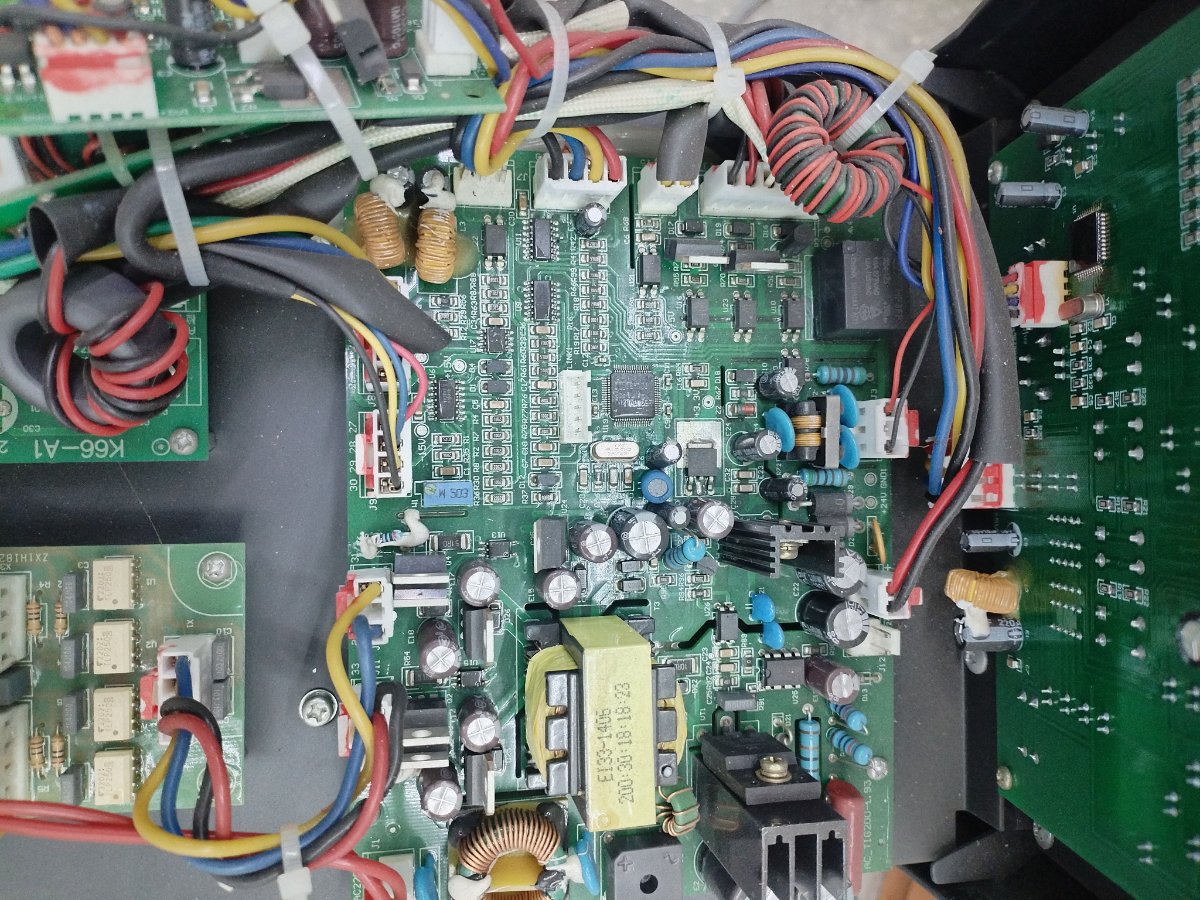
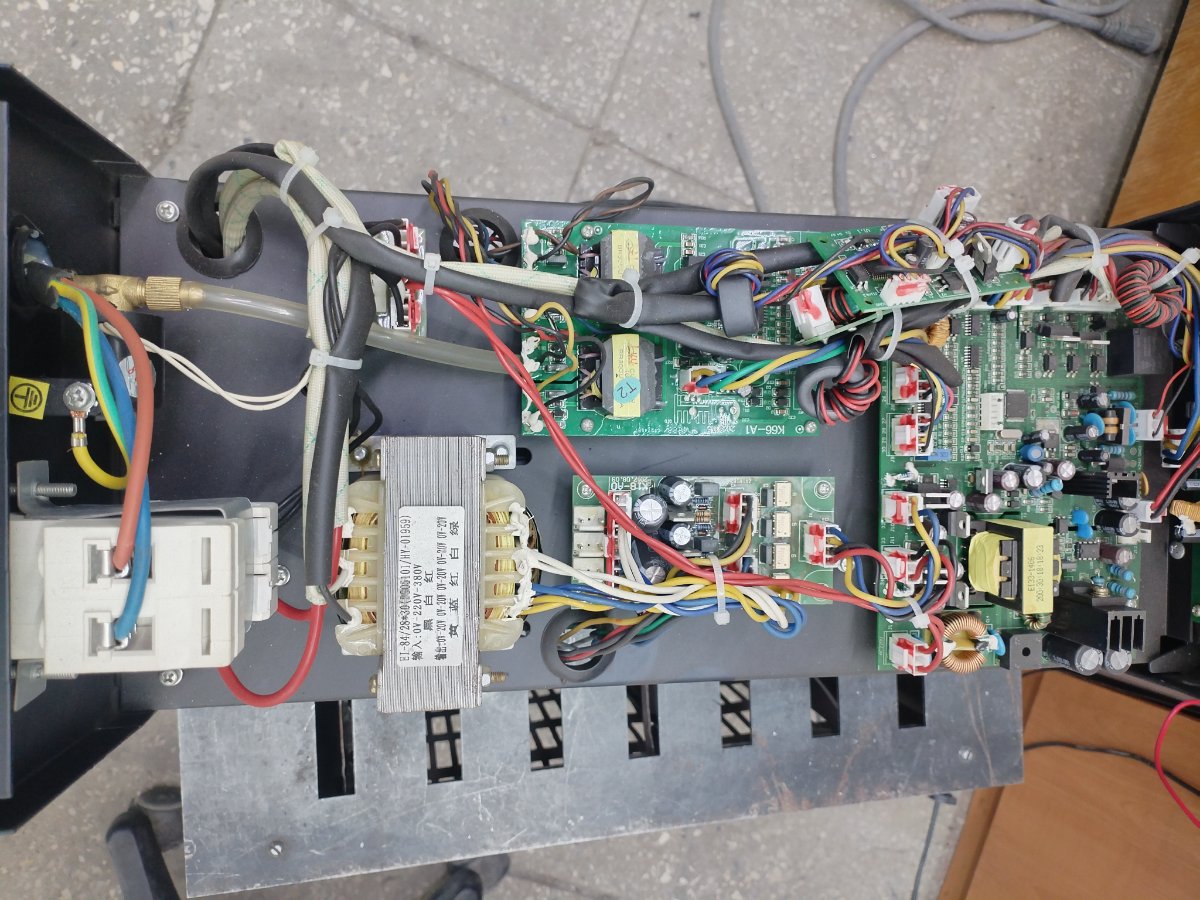
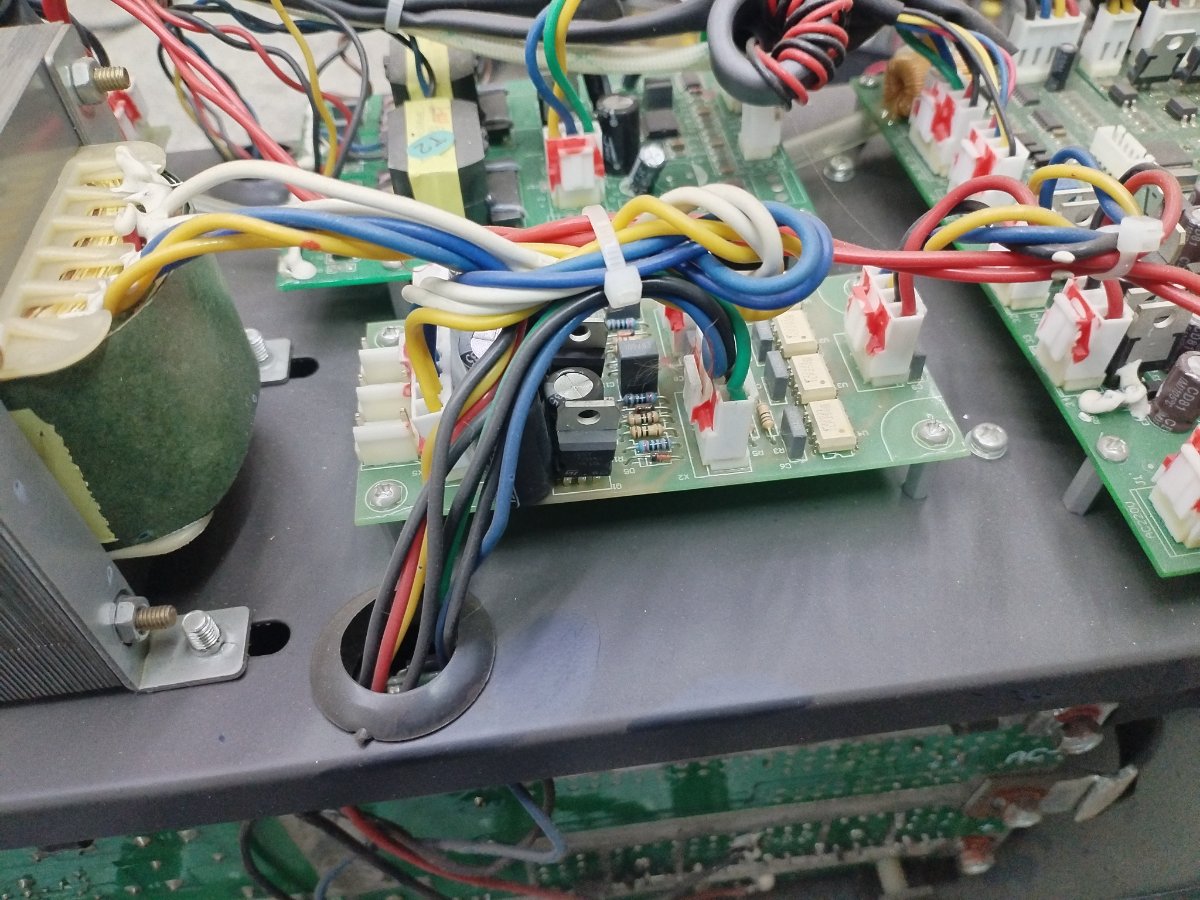
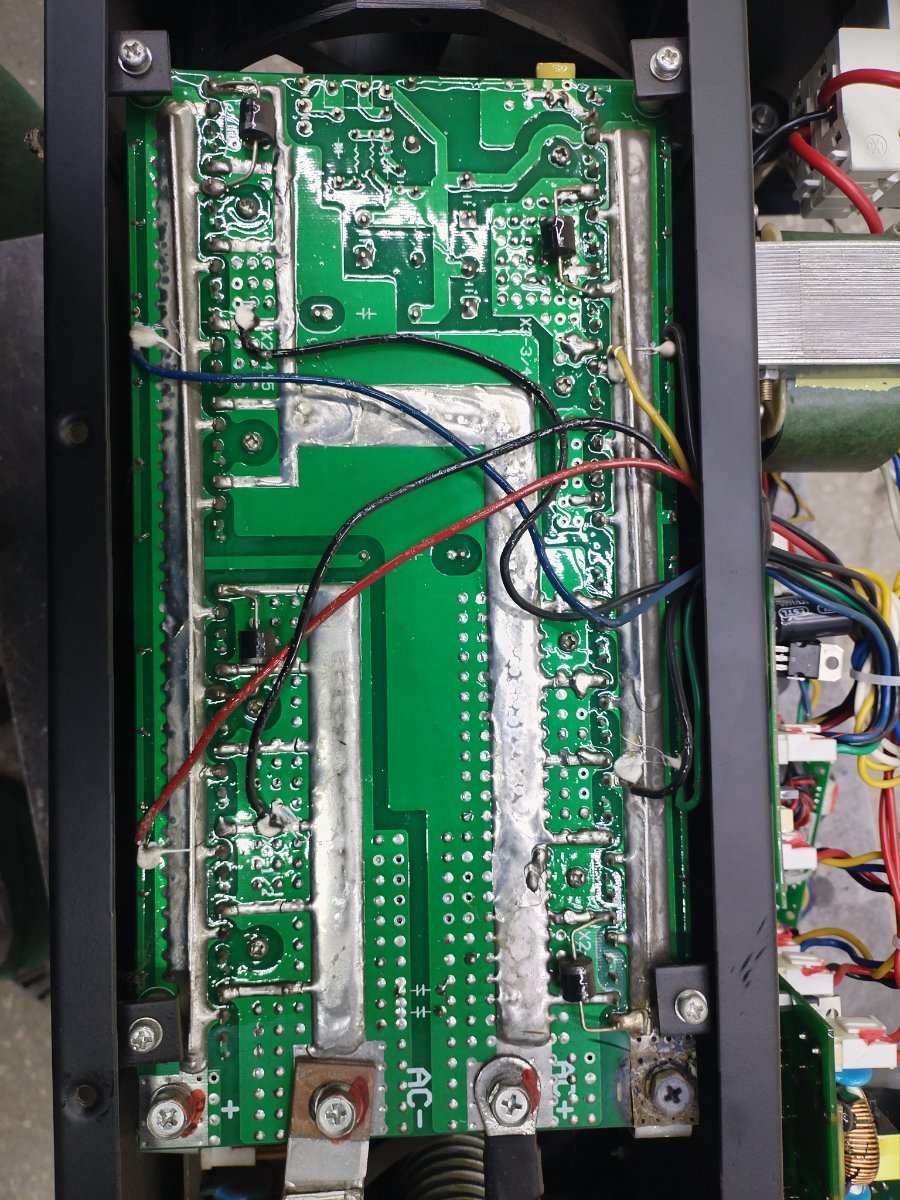
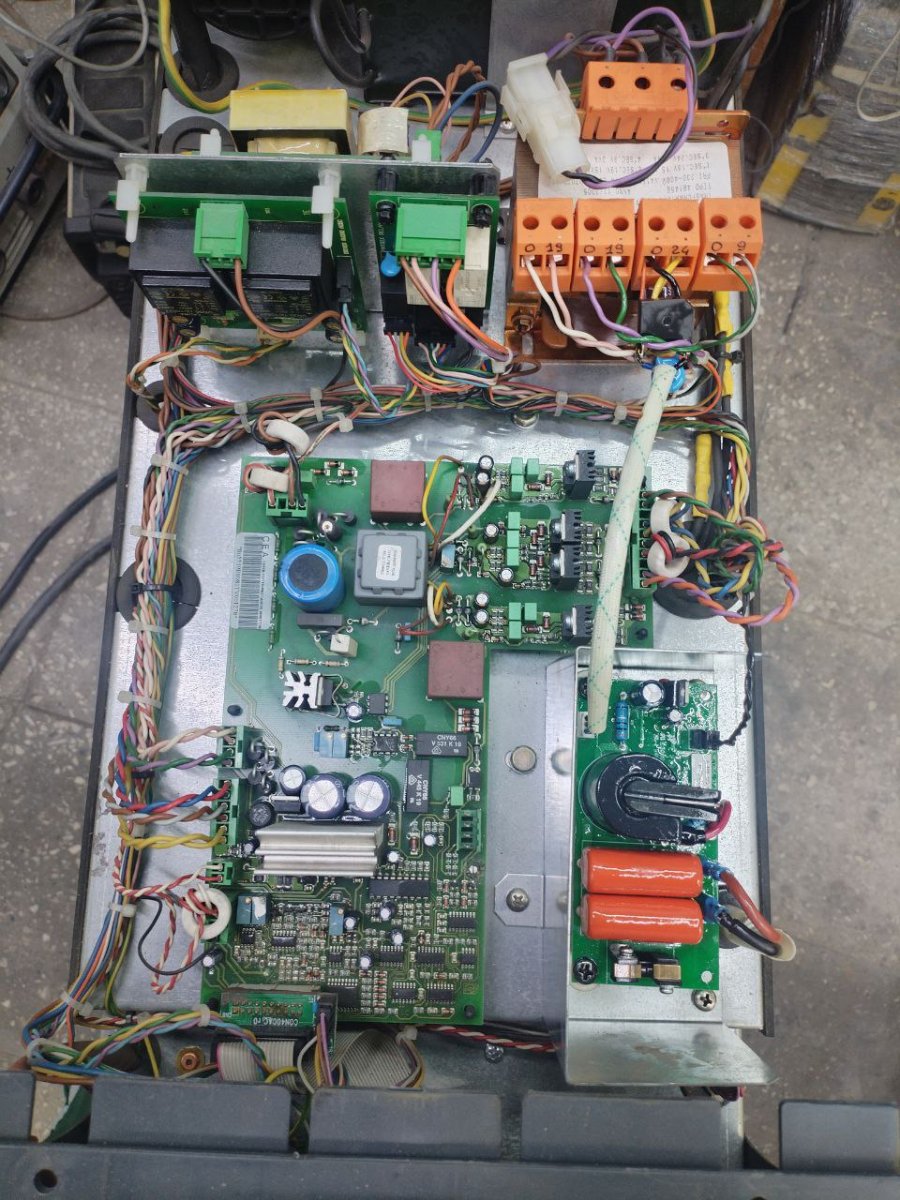
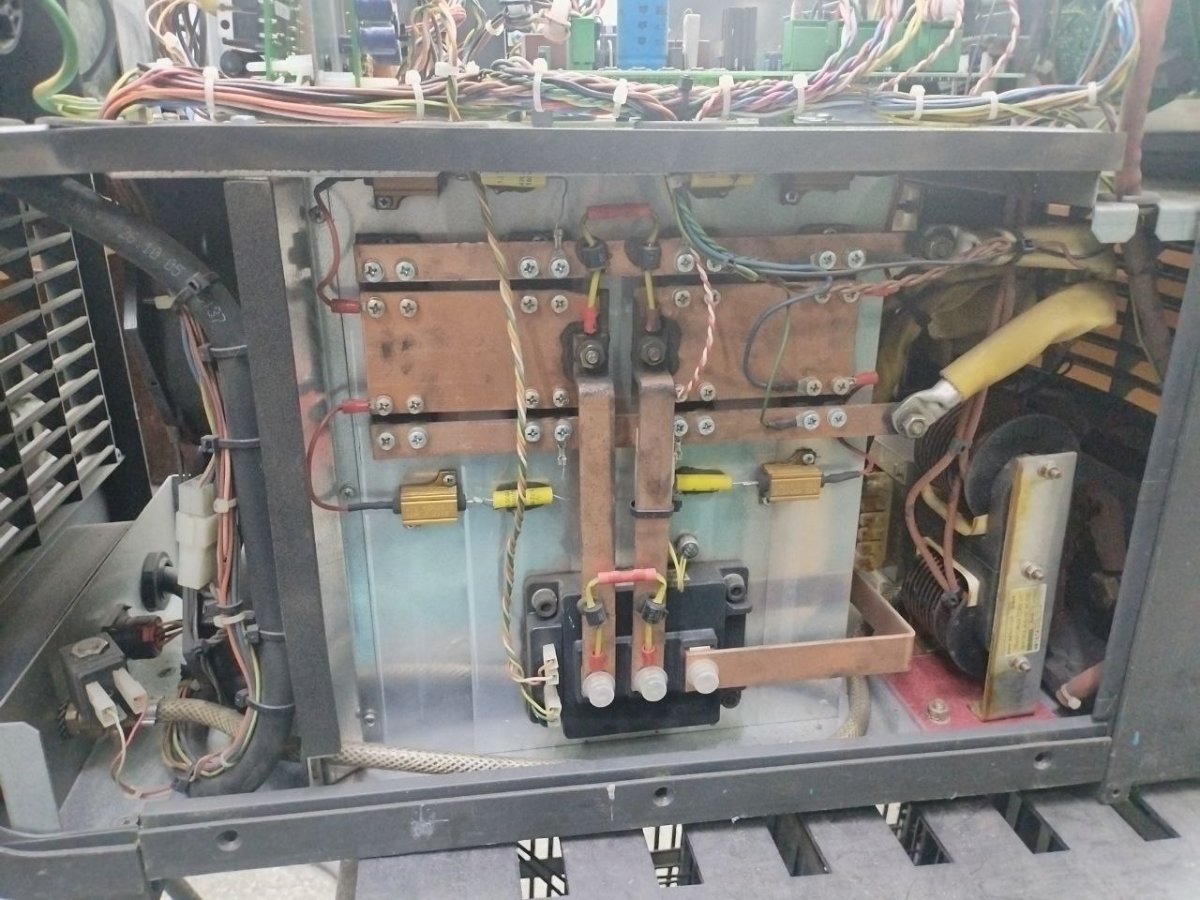
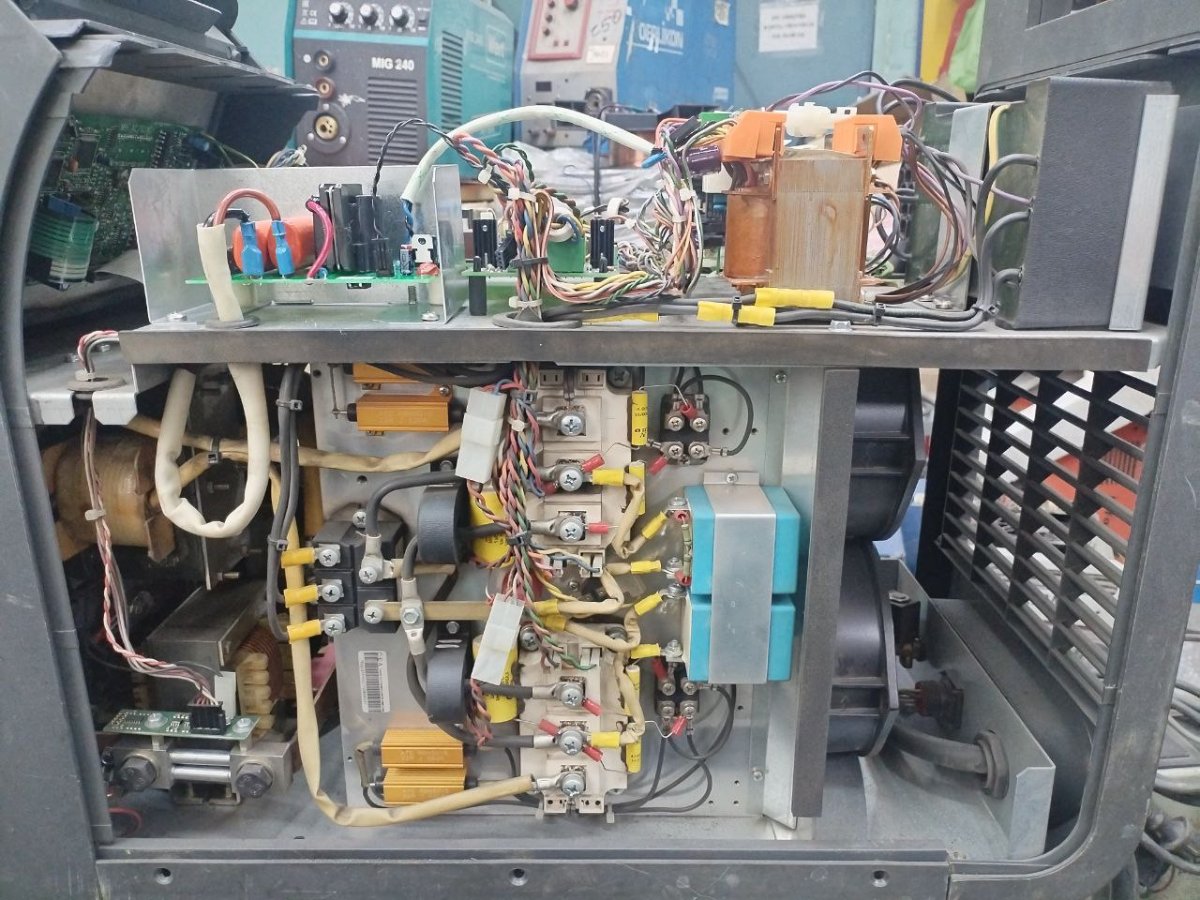
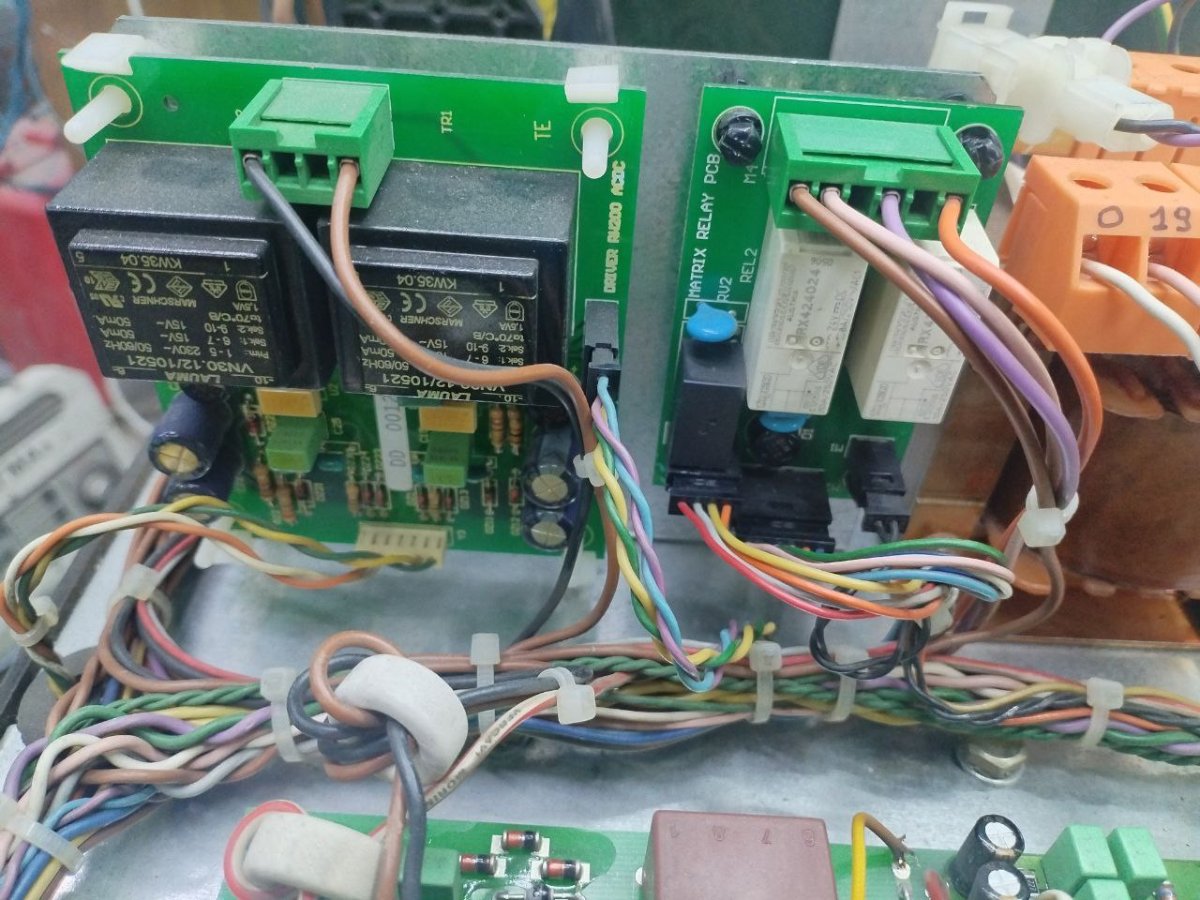
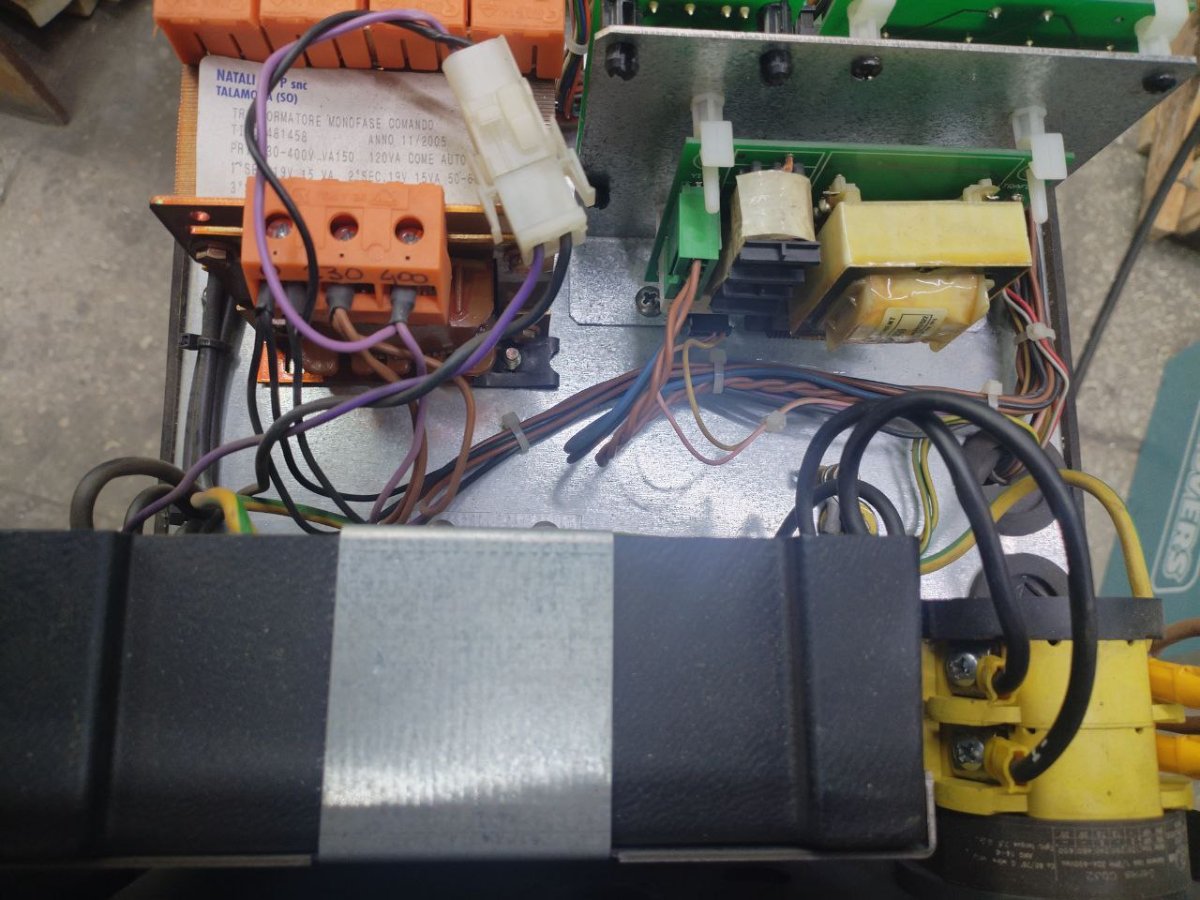
Привезли споттер и КМ в одном корпусе. Жалоба на непровар и выбивание автоматов. Проверили тестером, всё ОК. Модуль целый. Но более ничего не показывало, потому решил на соплях сделать аналог модуля на дискретных компонентах от больших контактных машин. Сделал, проверил, работает отлично. Родной модуль мал по теплоотдаче. Подгорел видимо один тиристор и происходило замагничивание силового транса, вот и выбивало автомат. Перекомпоновал немного детали, нашёл хороший радиатор, тиристоры давно готовы были под него. Совпало всё просто отлично. Собрали, работает как часы. Мощно, ровно и правильно. На последних двух фото видно, как и какие компоненты были ранее установлены.
8 баллов
-
Поддон Опель (GM). AlSi9Cu3-F-литейная надпись. Казалось бы,обычный сплав,но... Опять это "но". Обыкновенная трещина,разветвленная порядка 150-180мм.Что сложного? Вырезать,выжечь масло и заварить. Обычно полчаса,даже меньше,но эта работа заняла около 4часов.Поддон старой машины.Сплав неплотный,большая насыщенность маслом и присутствие железа в сплаве. Пениться,пористость при нагреве,притом на всей площади поддона. Наварка-вырезка,наварка -вирезка и так без конца. Пришлось прибегать к режимам:треугольник,подогрев,4047 и ток 76а -и это для поддона. Даже не думал,что на поддонах придется применить пайку костолином 192,но пришлось и,в общем-то,надо сказать,с нормальным результатом. Дело в том,что на границе сплавления образуется течь,так как сплав слишком пористый и его надо герметизировать-похож на сахар -рафинад под горячей водой. К этом надо добавить возникновение горячих трещин-это тоже надо учитывать.
8 баллов
-
Принесли мне с утра 11 таких контактов, с первого раза в отк по итогу прошли 9 из 11. Ещё два вот только сейчас ещё раз заварил повторно, посмотрим что с ними будет. Действовал согласно вашим рекомендациям, перед сваркой отливки грел мощной горелкой вулкан, после сварки проковывал молотком (очень хорошо утрамбовывается заварка). Как по мне для первого раза хороший результат для человека не имеющего опыта с медью. Спасибо, что поделились знаниями!8 баллов
-
Два года,как умер Валера Селко.Помянем.8 баллов
-
Бывают такие моменты,когда надо ехать дальше,а замены нет и не предвидится. Амортизатор корейский. Шток закален.Разрушение хрупкое.В этом случае сварка только 316.Прочность по механическим свойствам св.шва.Процентов 30 от основного металла потеряет,но работать будет до очередного форс мажора.
8 баллов
-
Энерджи ТИГ 200 АС/ДС. Нет выходного напряжения. Неисправность силового вторичного инвертора. Ну и так, по мелочи. Пропаять, заменить шину алюминиевую на медную, что участвует в передаче силовухи с первичного инвертора на вторичный.
7 баллов
-
7 баллов
-
Так как кушать надо каждый день, устроился на вторую работу.. Машины-ЭВО 200АСDC,кетайский линейный полуавтомат на 350А, в процессе доставки Эво 350АСDC с БЖО и телегой и ЭвоМИГ500Про Ал.Будем жить... асдс
7 баллов
-
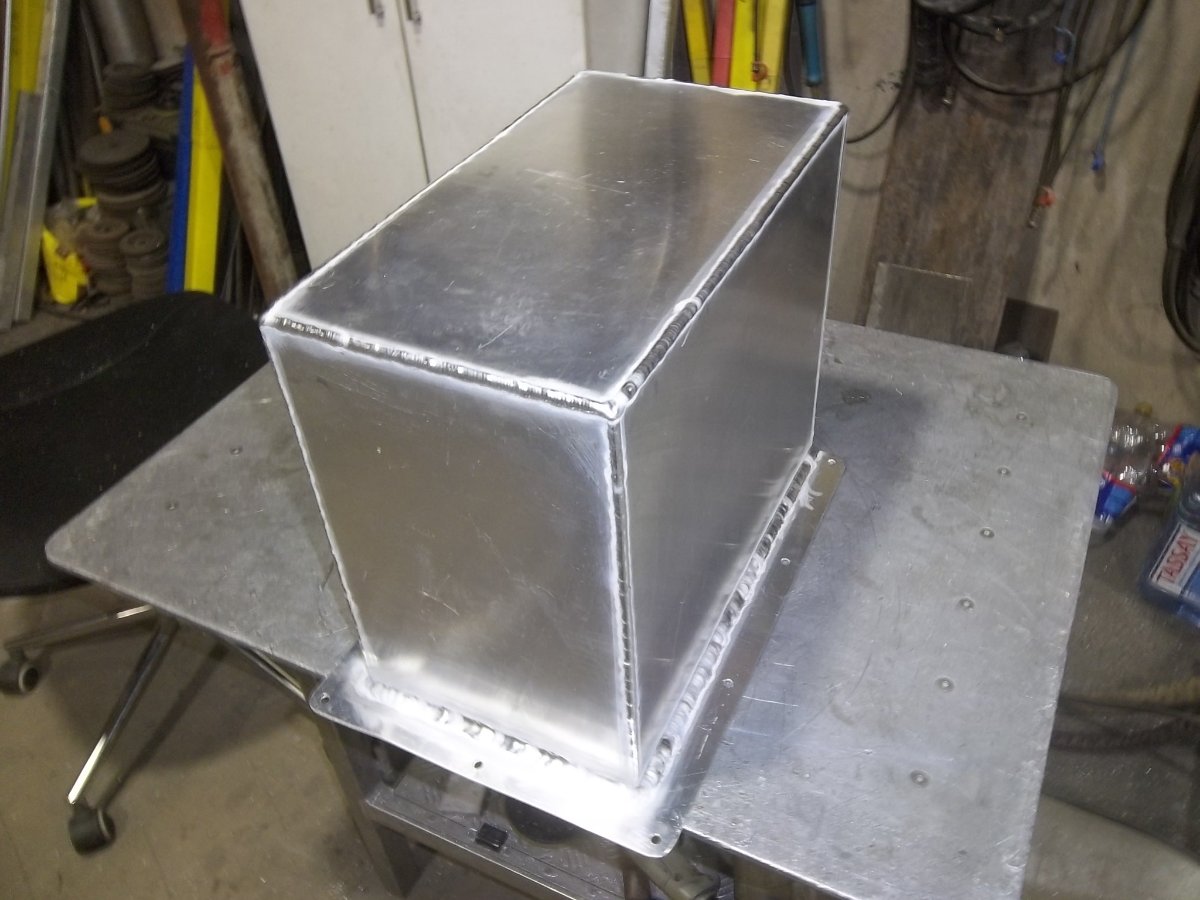
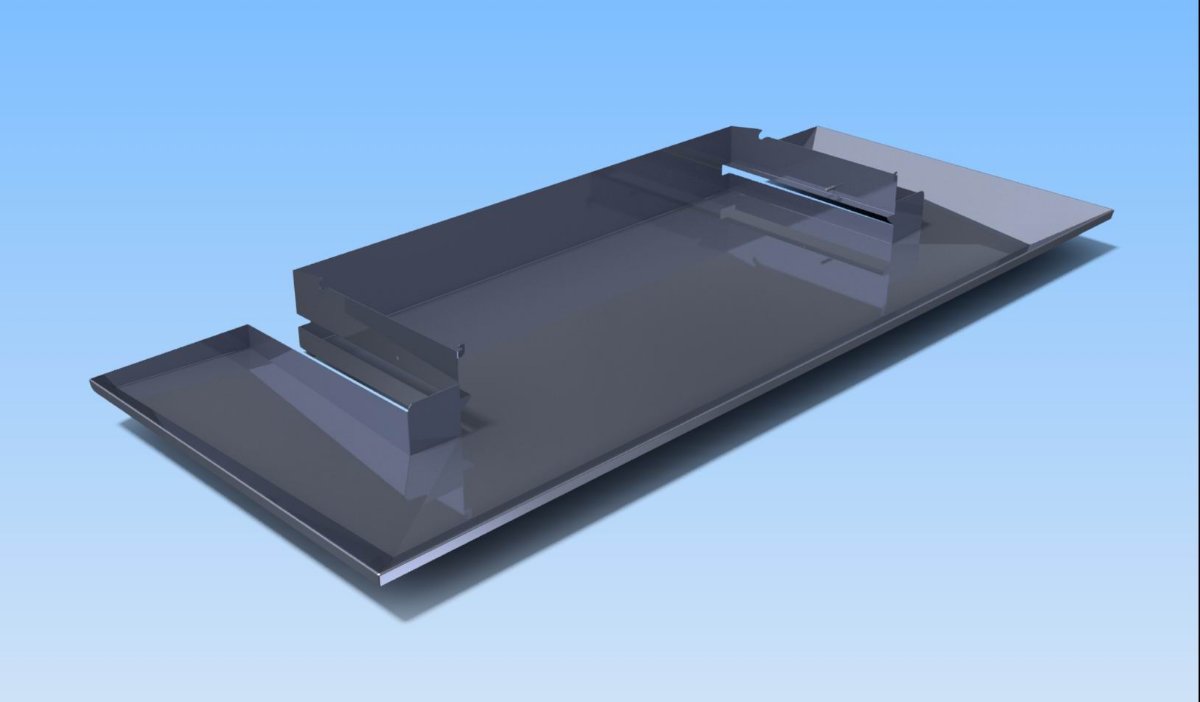
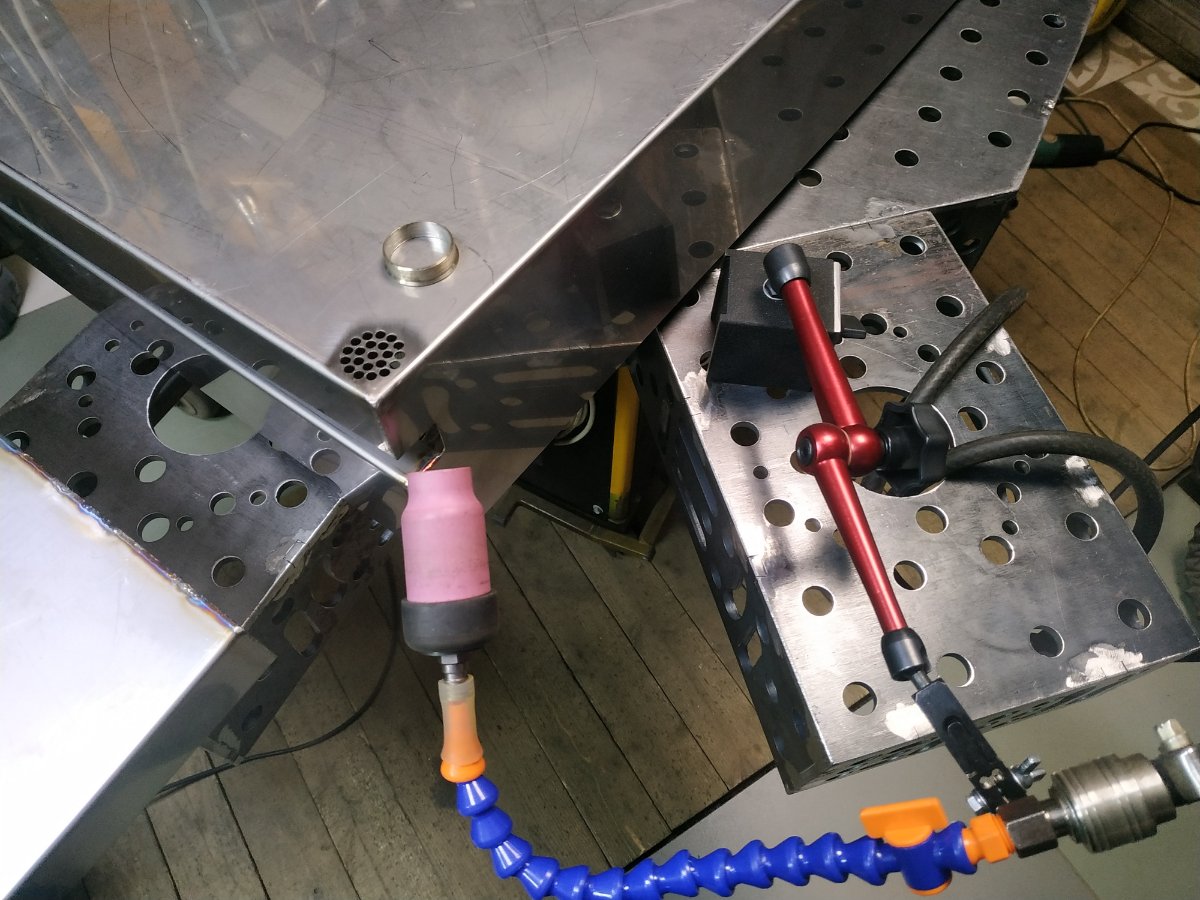
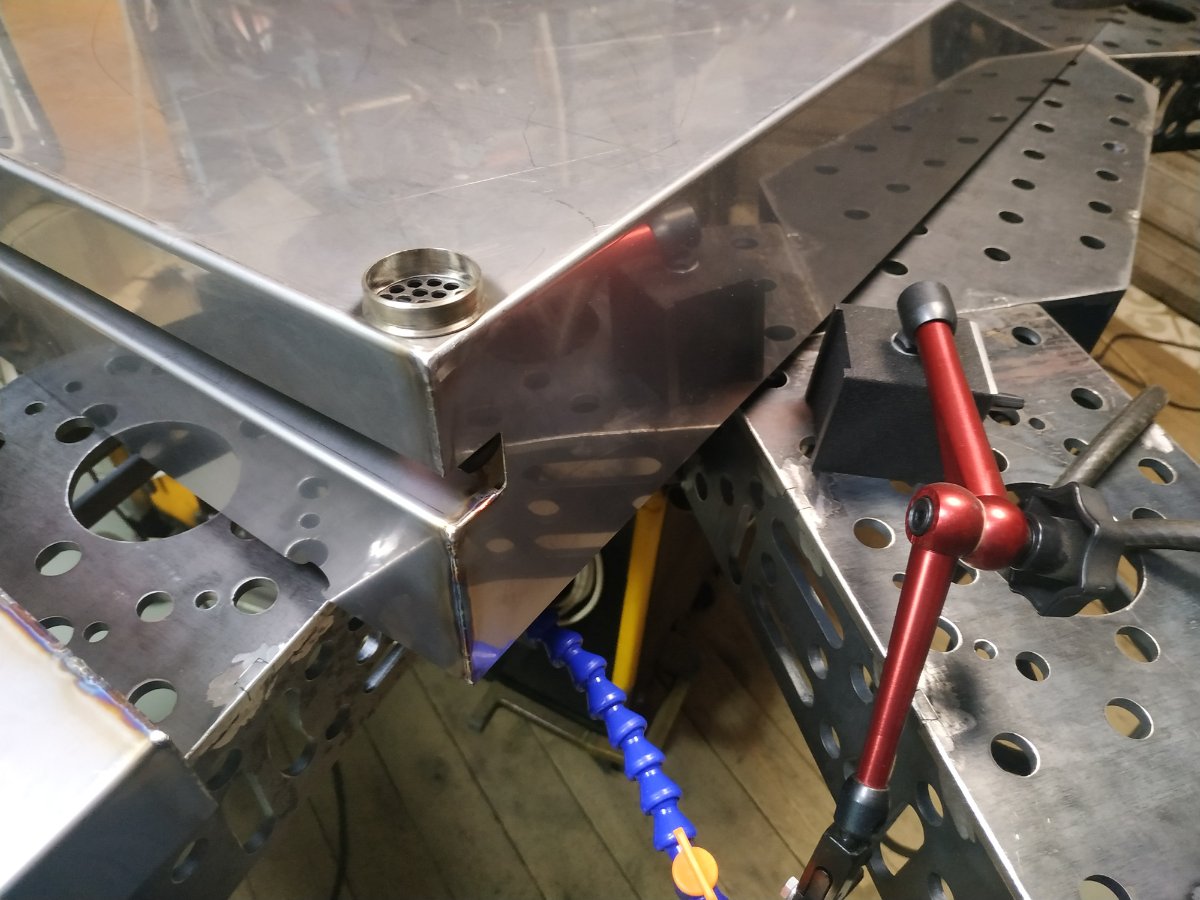
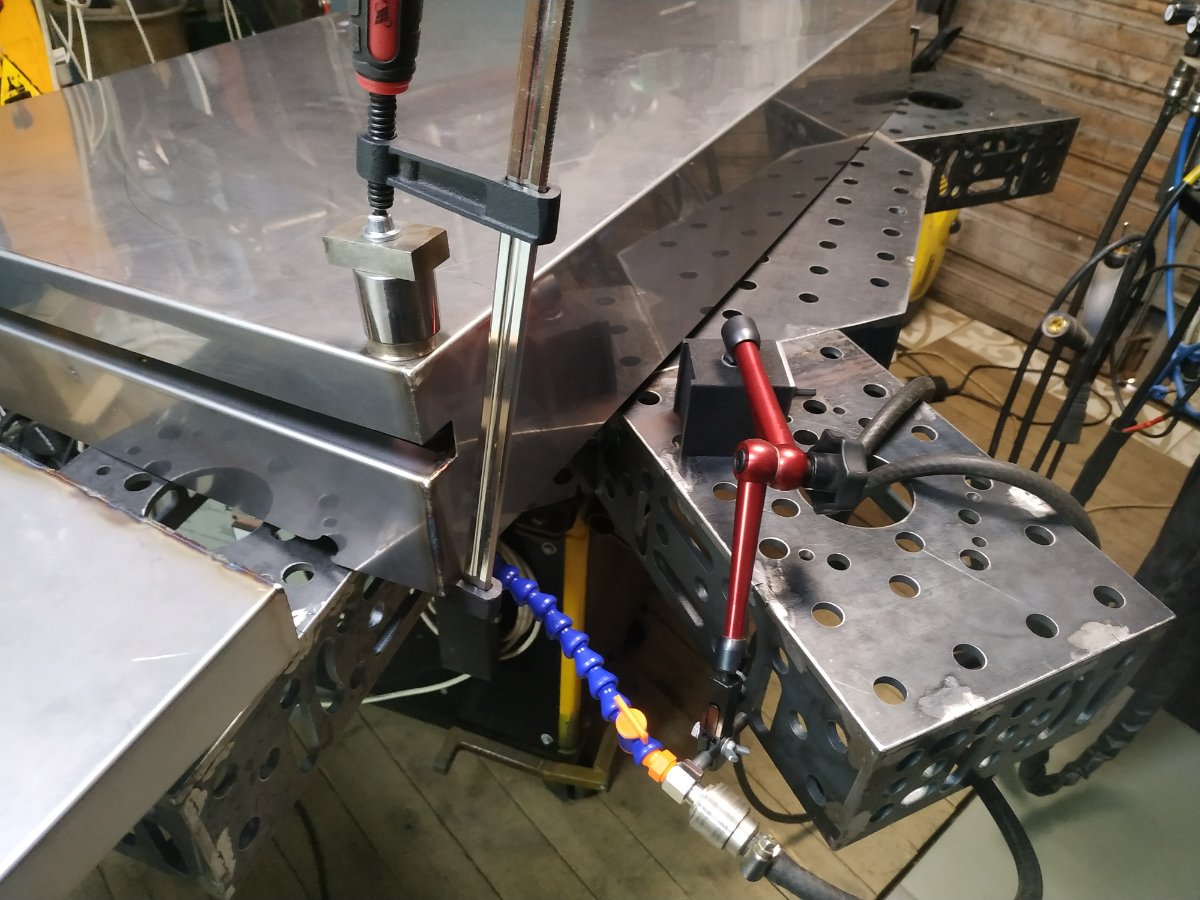
Ещё одну вакуумную камеру собрал.
7 баллов
-
Анна868686 Купите мужу Сварог Реал МИГ 200 N24002. Они есть только с горелкой в комплекте, есть ещё и с маской. Есть рыжие, есть чёрные. Это не принципиально. Ему хватит с головой и для ММА и для МИГ. Это проволокой и электродом сваривать. Аппарат без всяких контроллеров, ремонтопригодность высокая. Сварочные свойства очень хорошие. Пусть он немного дороже других, но есть за что. Единственное, что нужно со всеми такими аппаратами делать, так это периодически продувать от пыли, особенно металлической. Это я Вам как ремонтник сварочников говорю.7 баллов
-
Даже роботы за еду не работают больше ) робот.mp47 баллов
-
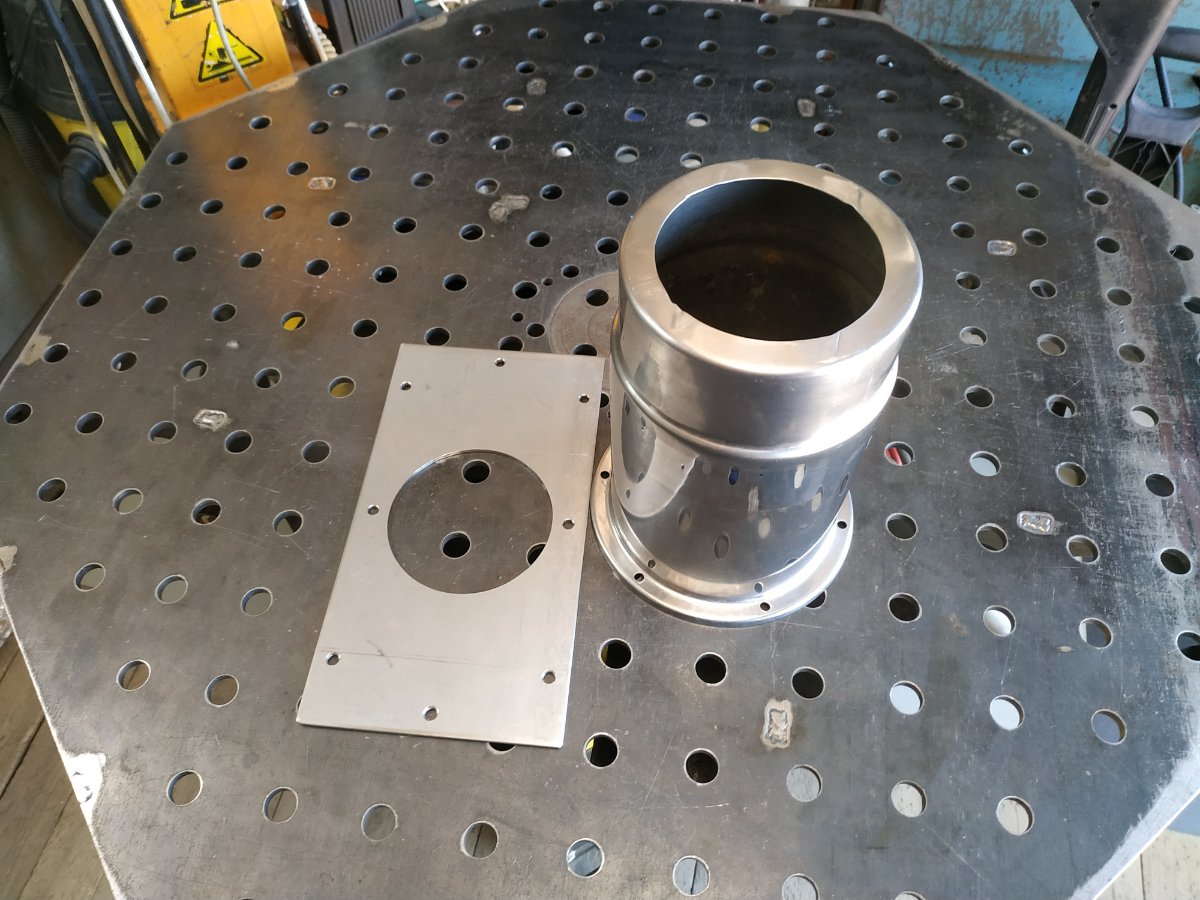
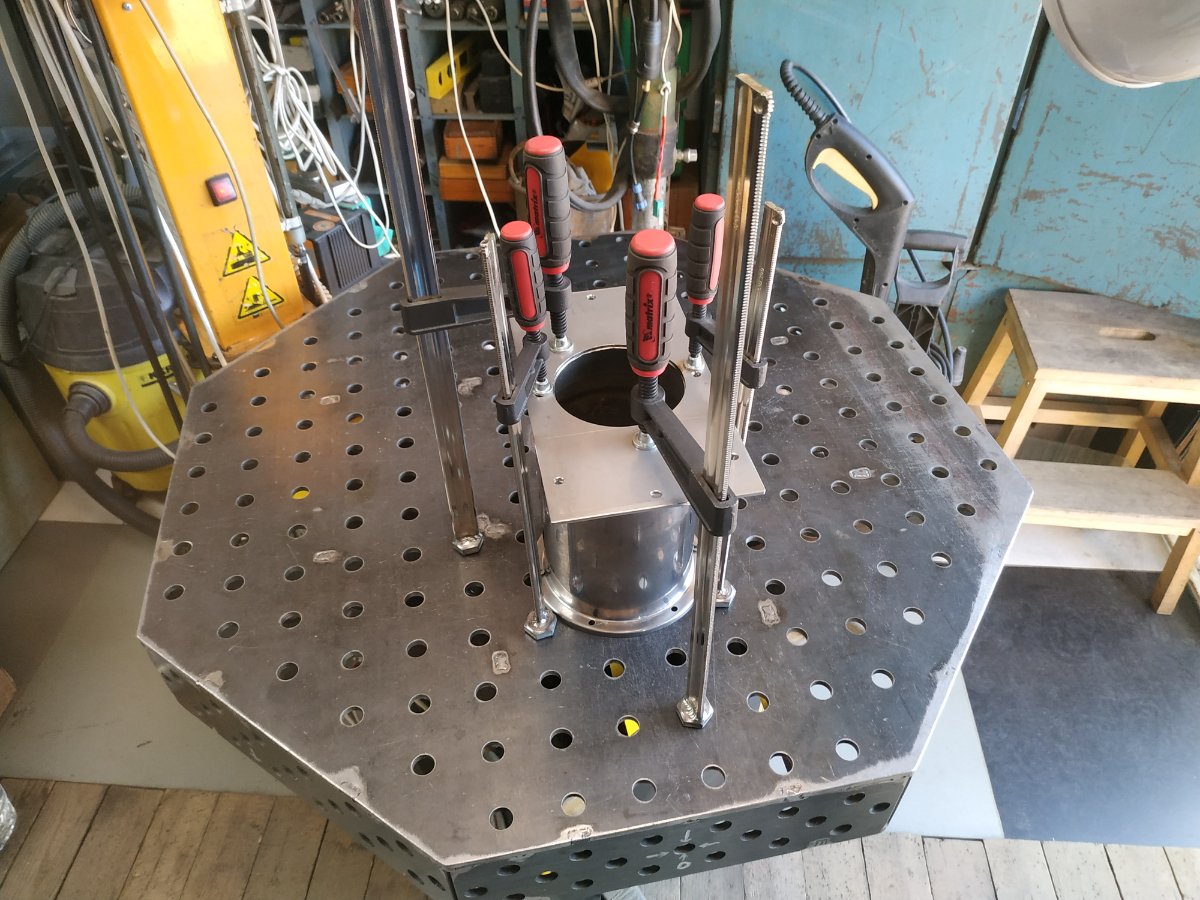
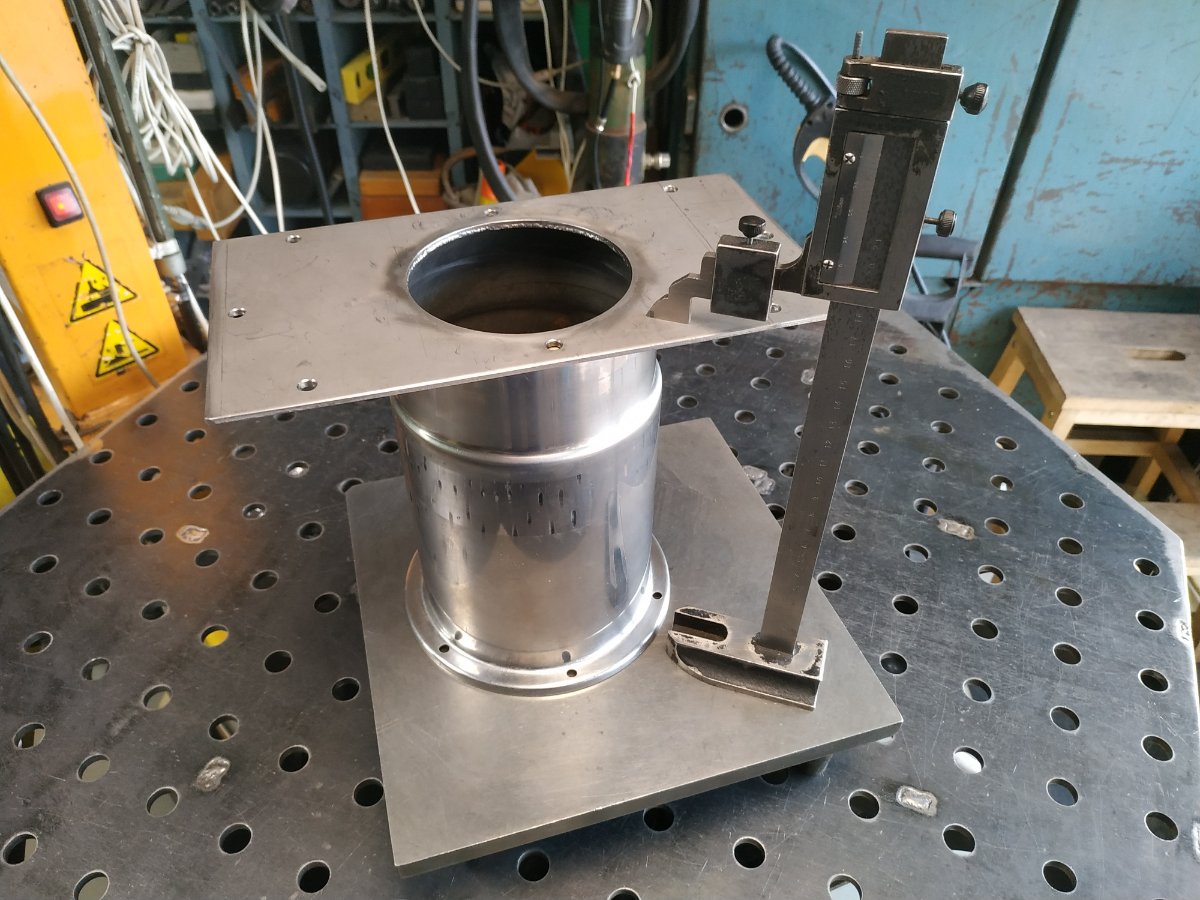
Старая работа,но вспомнить не мешало бы..Чем сложнее работа,тем она интереснее. Сложность здесь, это не сварка,а плоскость в допустимое значение.. Это небольшая част измерительного инструмента,который надо иметь дли работы.
7 баллов
-
Послушайте, мож умерим пыл. Ну нет реально столько плохих отзывов на данный аппарат, сколько их придумали. Тем паче по сравнению с количеством проданных. Заметьте, я ни в одной теме не охаиваю сварочное оборудование других фирм. И даже в личке. Говорю, что каждый аппарат найдёт своего покупателя, для которого он подойдёт по нужным параметрам. Очень многие про российское оборудование также думают. Хотя лично я был на производстве Эвоспарк и желаю (от всей души) им развития и процветания. Спросите у Петра с Казахстана. Я ему полностью обновил старую машину на новую. Пост от 13 апреля 23 года. Меняется управление, панель и некоторые изменения в номиналах силовой платы. И это не раз делалось. https://websvarka.ru/talk/topic/5131-grovers-wsme-200-acdc-pulsed-tig/page/28/#elControls_493357_menu Вот с этим соглашусь безоговорочно. Я всегда говорил, что друзей нигде за рубежом нет. Есть только временные совместные обоюдовыгодные дела. По Китаю покатался, посмотрел...7 баллов
-
Коробка Солярис. Износ направляющей выжимного подшипника.Чтобы согнать машину с подъемника,пришлось на выработку наложить медную накладку и припаять кастолином 192. Дичь еще та,но выбора нет-поработает или сразу накроется...это всем понятно.Когда с этим сталкиваешься,следует временное возможное решение,а потом приходит понимание,как это надо делать. Можно наплавить слой,но сложно-мешает корпус подшипника,но лучше выточить втулку направляющую /центрирующую на шлицевую часть вала с занижением на 2мм на сторону от номинала по внешнему диаметру.Из ст45 изготовить кольцевую фрезу/корончатое сверло с внутренним диаметром втулки(с соответствующими допусками.Нарезать зубья,закалить режущую часть,нагрев горелкой в воду.Прогнать диаметр-материал мягкий,делается это без каких-либо проблем.Выточить втулку из стали и посадить ее на место,можно нагревом,можно с соответстующими допусками.Поверхность втулки обработать. Внутреннее кольцо выжимного -пластик. В случае чего можно развернуть соответстующей разверткой... и будет она жить долго и счастливо,а не искать по разборкам и магазинам корпус корпус коробки .
7 баллов
-
Совершенно верно, 430, и она перегревалась от дурацкой конструкции котла, сейчас даже с наддувом, труба не краснеет, я специально раздобыл ( у знакомых выпросил) сушейших берёзовых дров, набил котел, и разогнал его практически до закипания, с наддувом, труба дымохода осталась черного цвета, цифры на табло датчика температуры стали работать как на секундомере, прямо радуюсь глядя на это, дров пошло в половину меньше за день, мне бы урановые стержни раздобыть, воткнуть их в котел, и перейти на паровое отопление, попутно генерируя энергию, и продавать ее на соседние пилорамы7 баллов
-
Спасибо за столь лестные высказывания. Хотя чем больше знаешь, тем больше понимаешь, что мало знаешь. Аргонка СЕА MATRIX 400 AC-DC. Люблю эту фирму почему-то. Досталась опосля известных ремонтников. Правда я и сам с ней поломал голову, пока не нашёл выход. У неё после некоторого времени переставал работать осциллятор. Хотя у меня он работал долго и исправно, но у хозяев ... проявлялась опять та же история. Переделал аппарат, установив другую плату осциллятора, не зависимую от напряжения ХХ. Поставил от Гроверс 200W AC-DC. Запитал от дежурного транса самой аргонки, профильтровал питание. Переделал управление немного. Ну и саму плату осциллятора тоже малость модернизировал. Получилось очень даже удачно.
7 баллов
-
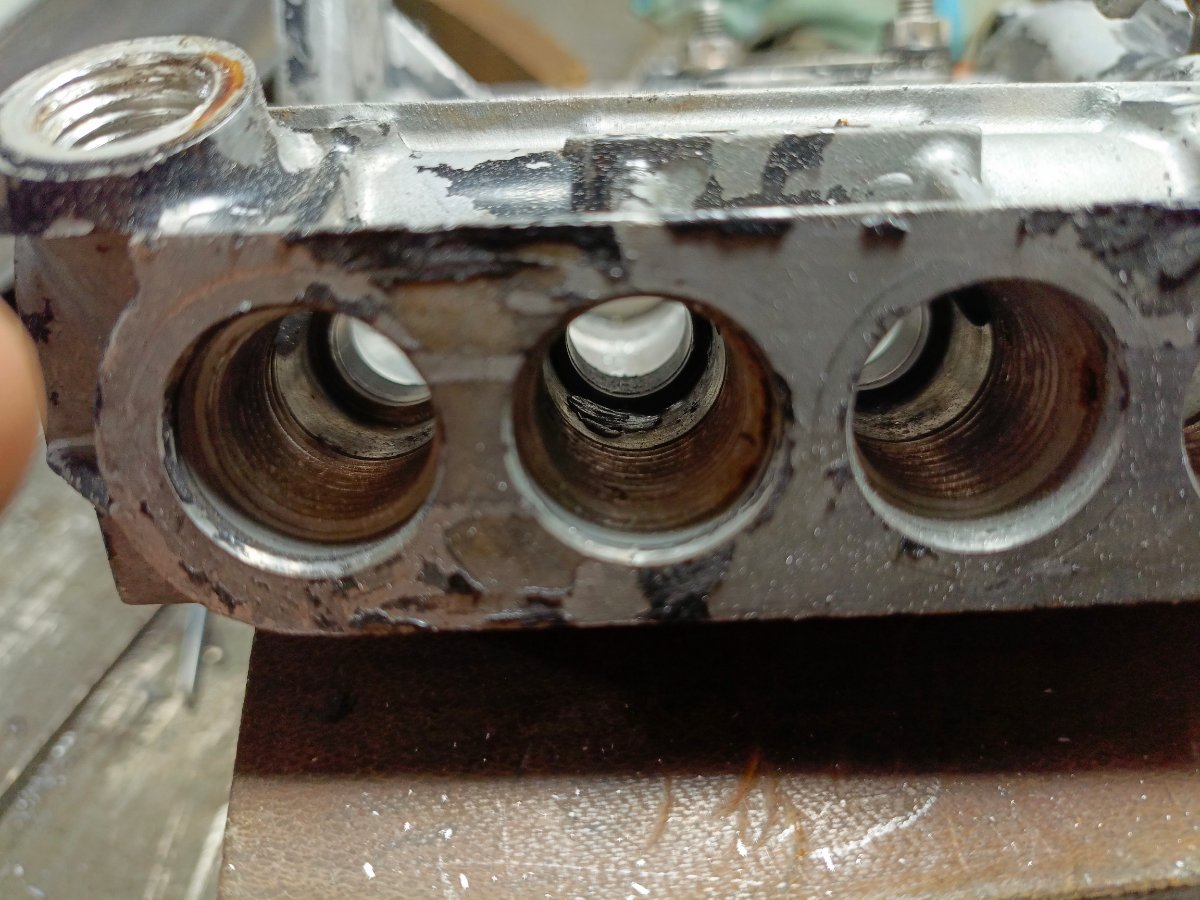
Корпус ТНВД мелкого погрузчика. В чем сложность сварки? Если бы можно было разделать трещину полностью или хотя бы на 3/4,то сварка бы затруднений не представляла.Разделать трещину нельзя,так как можно провалить шов,что и произошло в одном мест-пришлось гравером с алмазной насадкой выбирать провал. Трудность заключается в том,что удалить "грязь" сложно-она все время лезет в шов. Мыть и выжигать тоже особого смысла нет. Простенькая сварка,но повозиться надо...
7 баллов
-
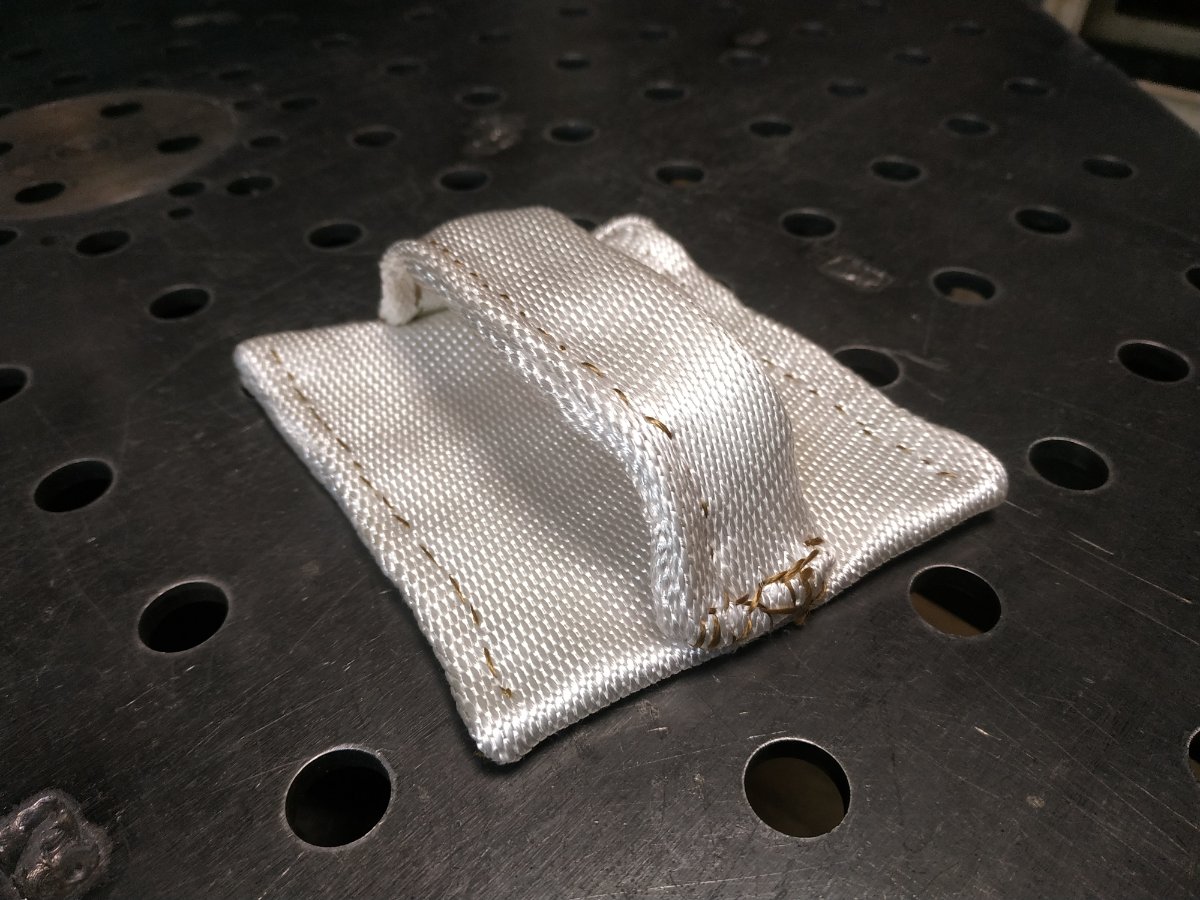
Поигрался в "Закройщика из Торжка". А то без защиты лапку жжет, варю и плачу.
7 баллов
-
Переходник М16х1,5 F - G1/4" M.
7 баллов
-
Продолжу. Чтобы восстановить несколько сорванных ниток резьбы,разрезаем плашку вдоль и поперек,подгоняем диаметр по номиналу и прогоняем наваренную часть.Желательно использовать олеиновую кислоту. Конические посадки-это сложно,особенно в условия домашних мастерских/сервисов.Особенно это касается конических шлицевых соединений.Оставим угломеры,шлифовальные станки в стороне.Делаем шаблон,припиливаем по конусу и затачиваем сверло по этому шаблону.Делаем допуски по диаметру для шлицов. Стоит ли этим заниматься? Может быть,только в каких-то экстренных случаях - в дождь без стеклоочистителя сложно. Полноценного шлицевого соединения сделать не получиться,но какое-то время стеклоочиститель будет работать. Было бы больше времени,можно нагреть втулку рычага до,скажем,350-400С и прижимая гайкой вада сформировать шлицы.
7 баллов
-
Для внутреннего потребления,в угол переместится.
7 баллов
-
Окантовка титан.
6 баллов
-
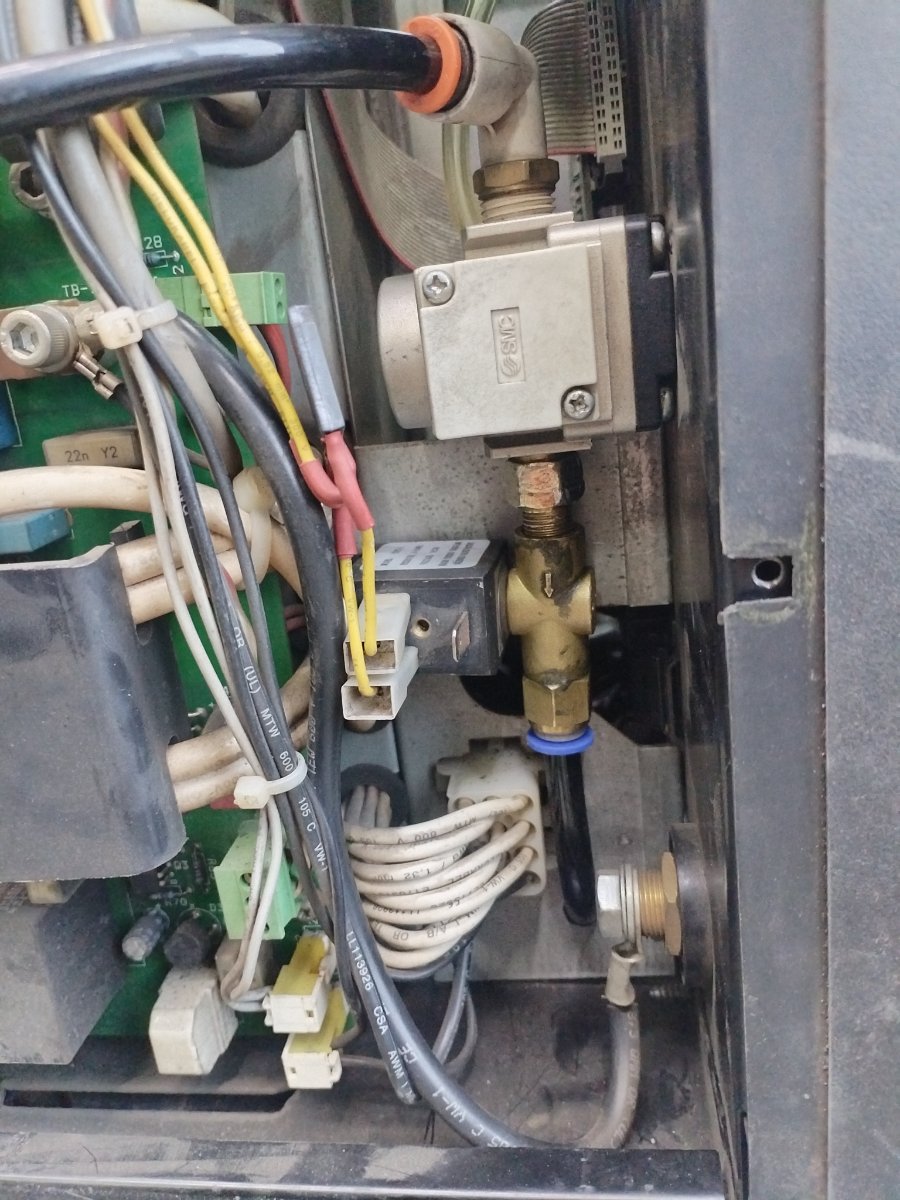
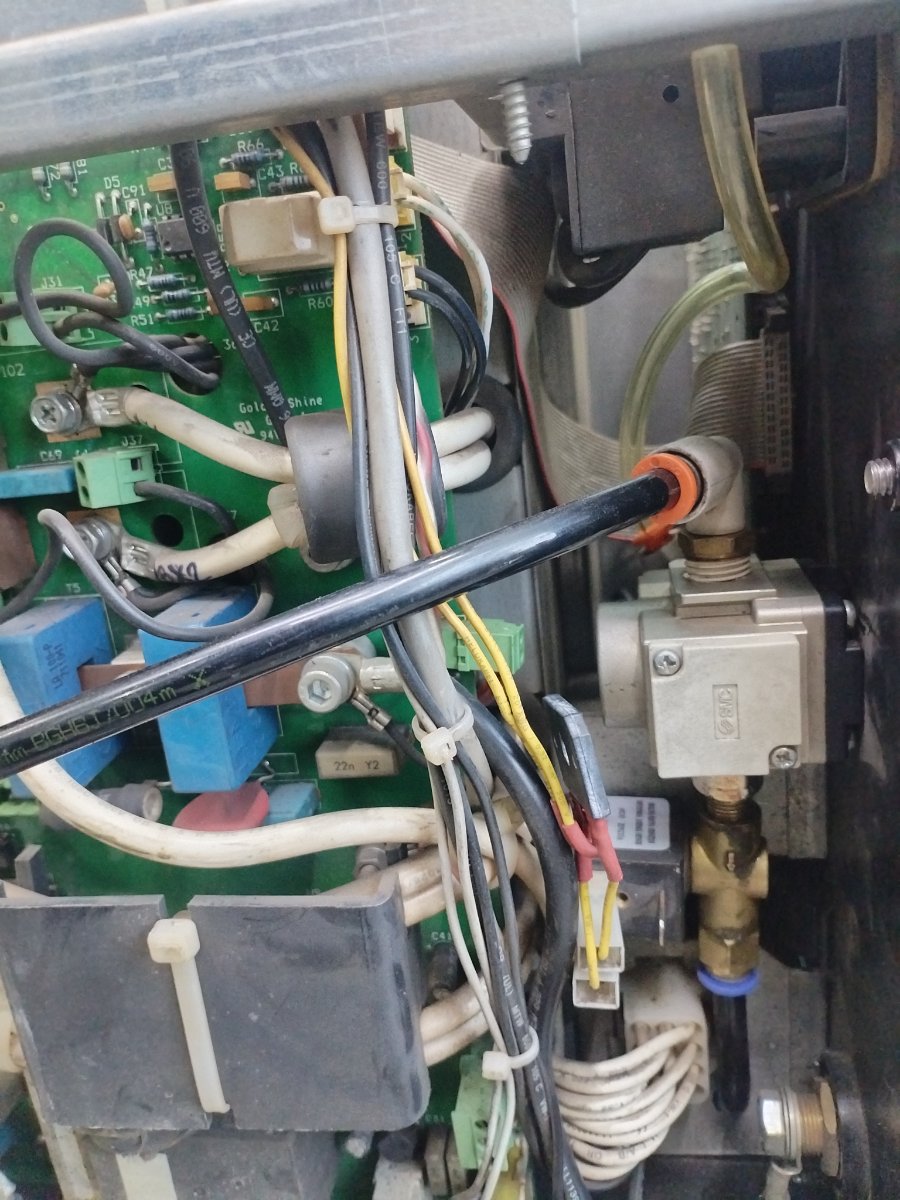
Кронштейн зеркала хонда. Увлекательное занятие,надо сказать.Жгут проводов сильно мешает сварке.
6 баллов
-
Новая работа,новые машинки
6 баллов
-
извините, но какой-то манагерский высер как у "сварщика из москвы" ... Рабочая лошадка в 99% это китайщина, т.к. и работают аналогичные специалисты . вот тут давайте доказательства, видео, фото. Вот кто процесс не знает и не понимает, может ваше высказывание и пройдет. А для меня это ... не более чем маркетинговое словоблудие. Четко китайский подход. Если подумать, то первые швы для аппарата? Для вас? Первые минуты после удачных настроек? Вот возьмите прокатный профиль и покажите первые швы . ни и последнее... Покажите, что они вам показывали? Есть неокрепшие умы, после ваших слов, они вообще в разнос пойдут. Вот к аппаратам, нет претензий, да, они хорошие под свои задачи и если бюджет позволяет, то отговаривать от приобретения глупо. А вот к рекламе, куча вопросов. Одни лозунги!6 баллов
-
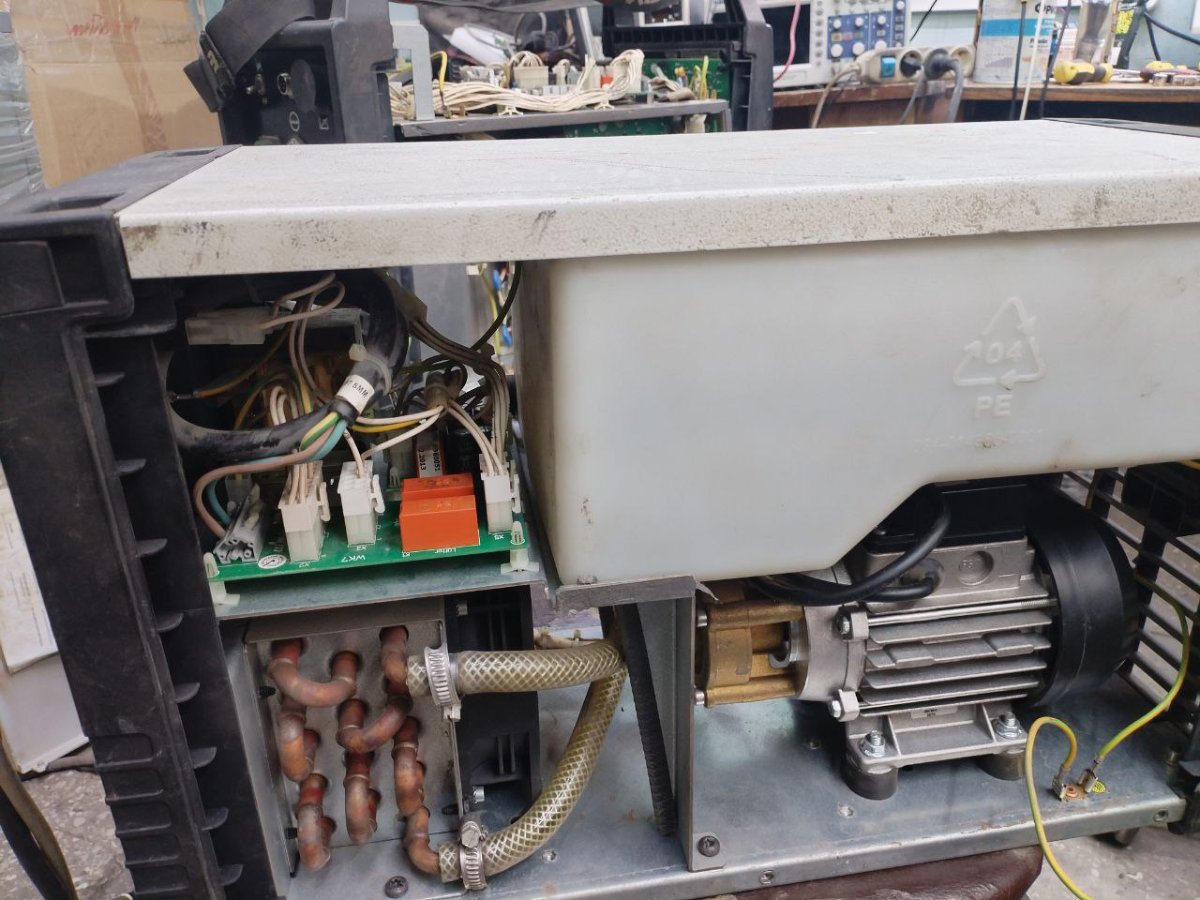
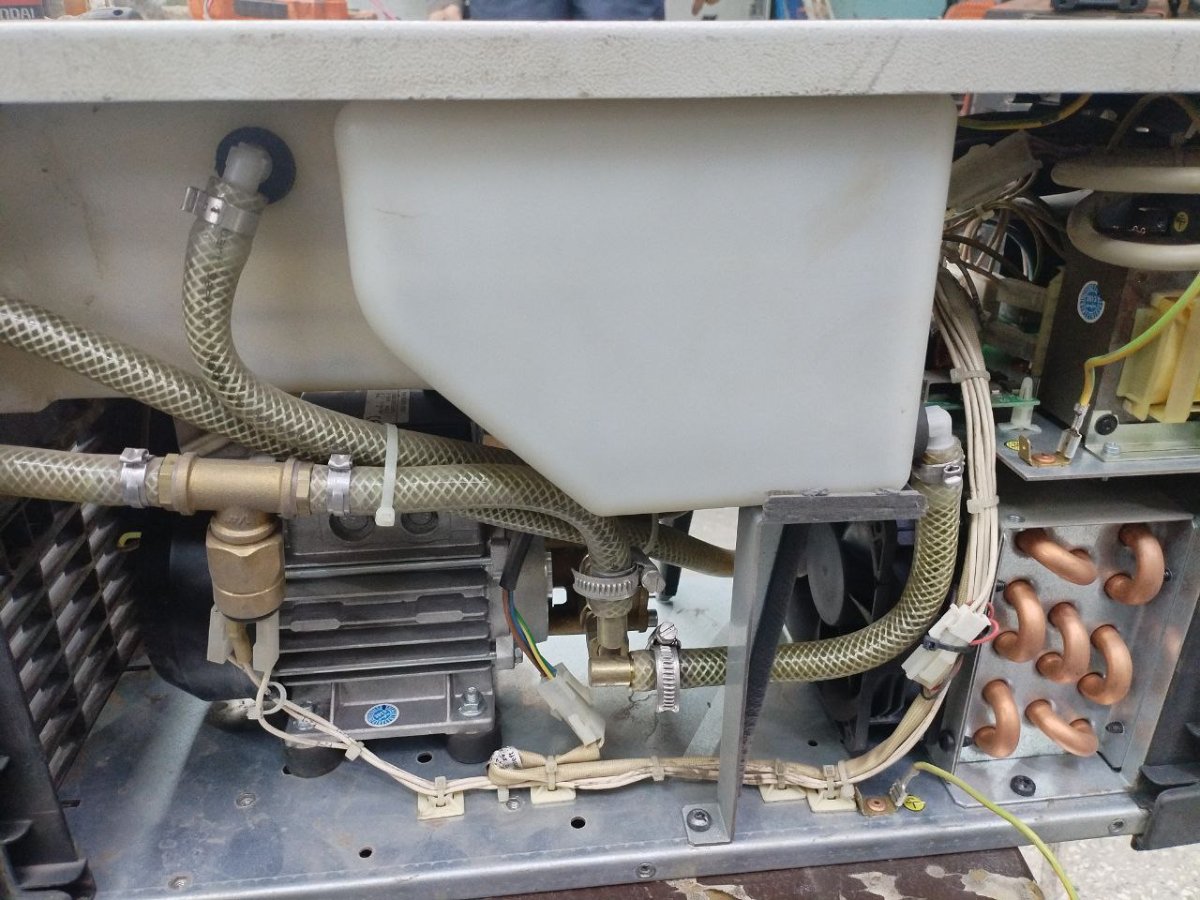
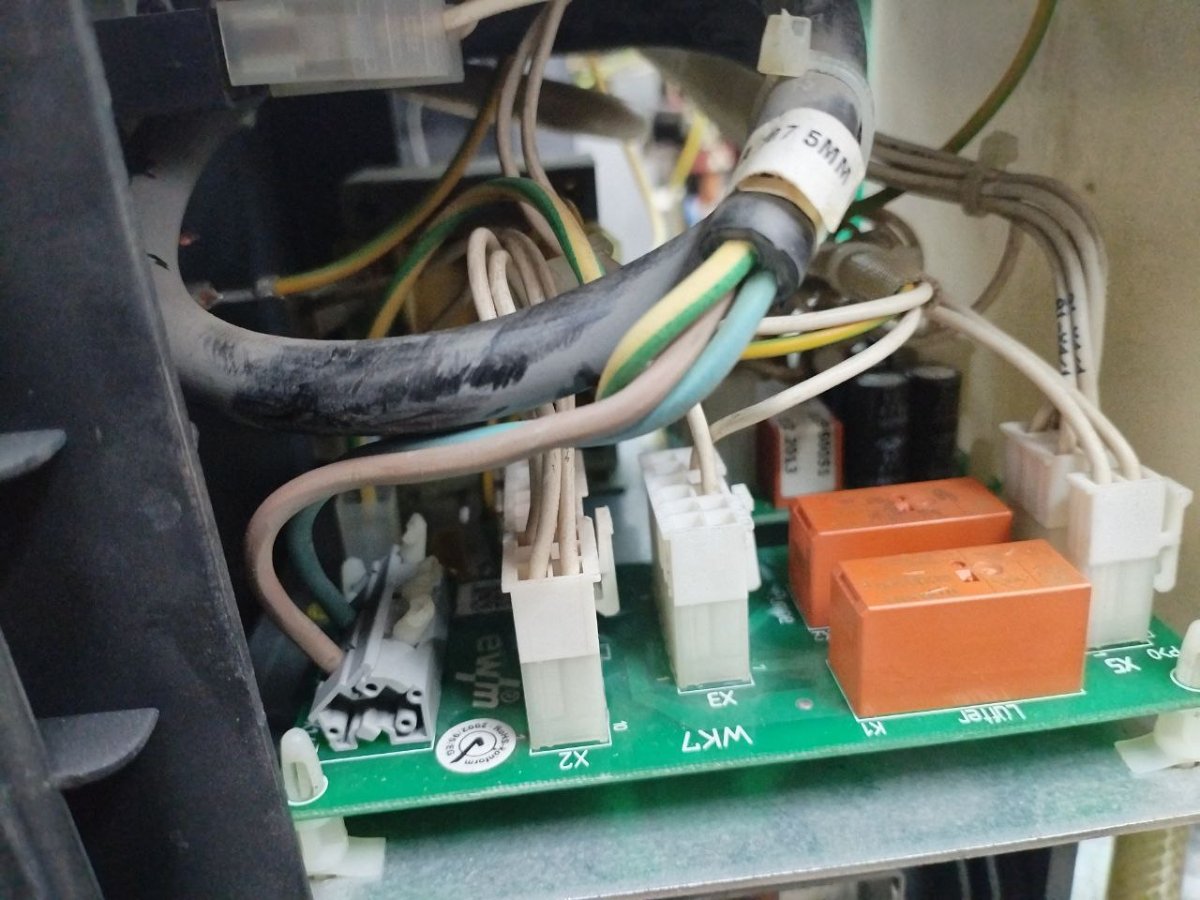
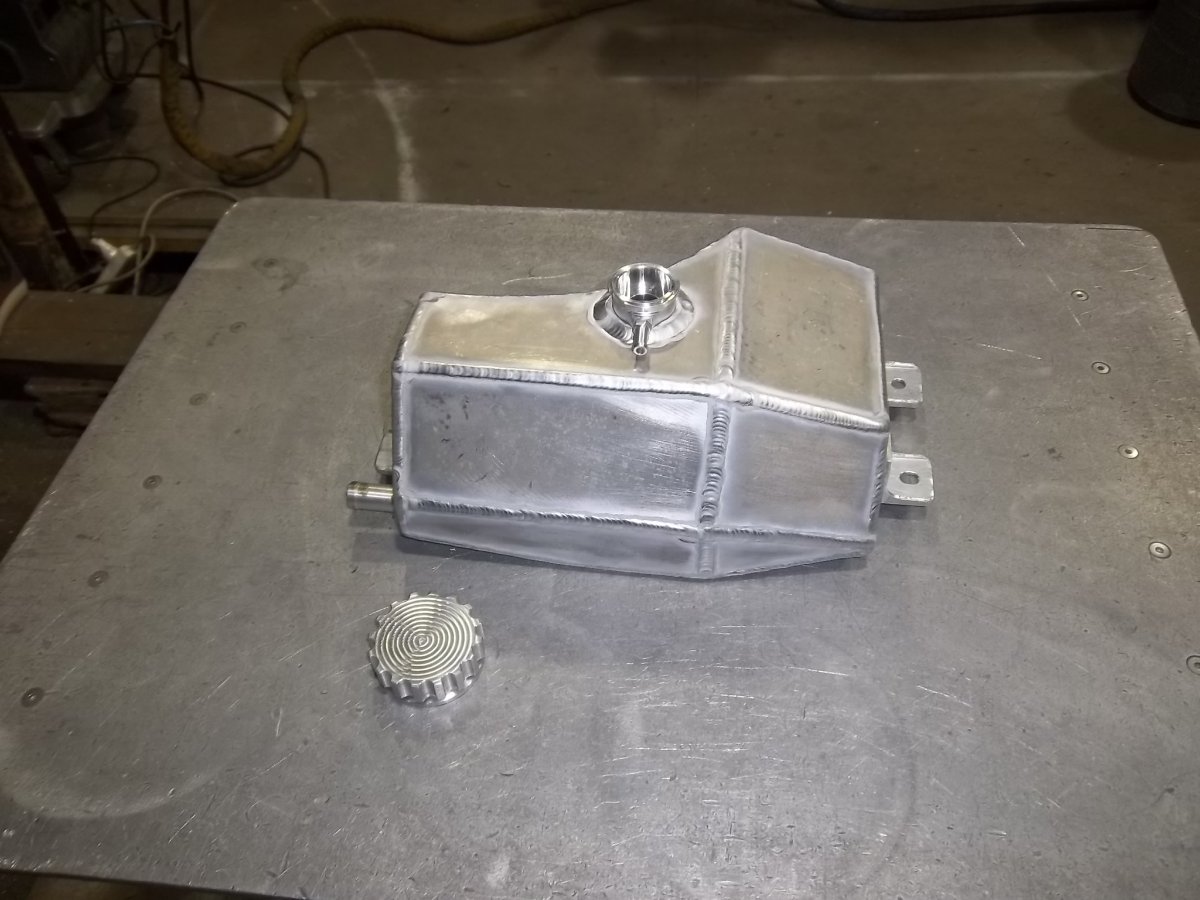
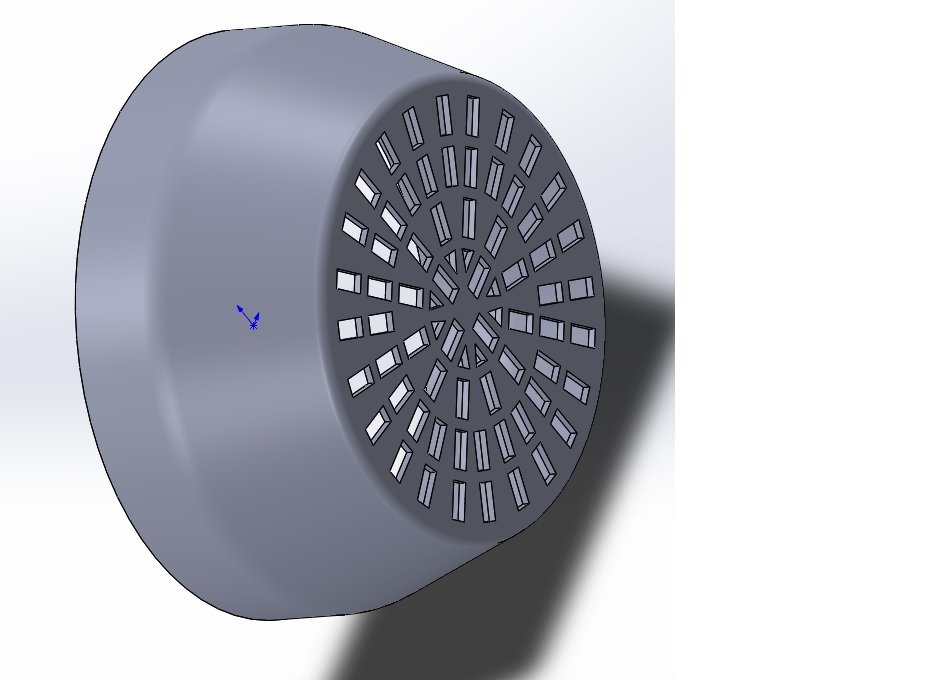
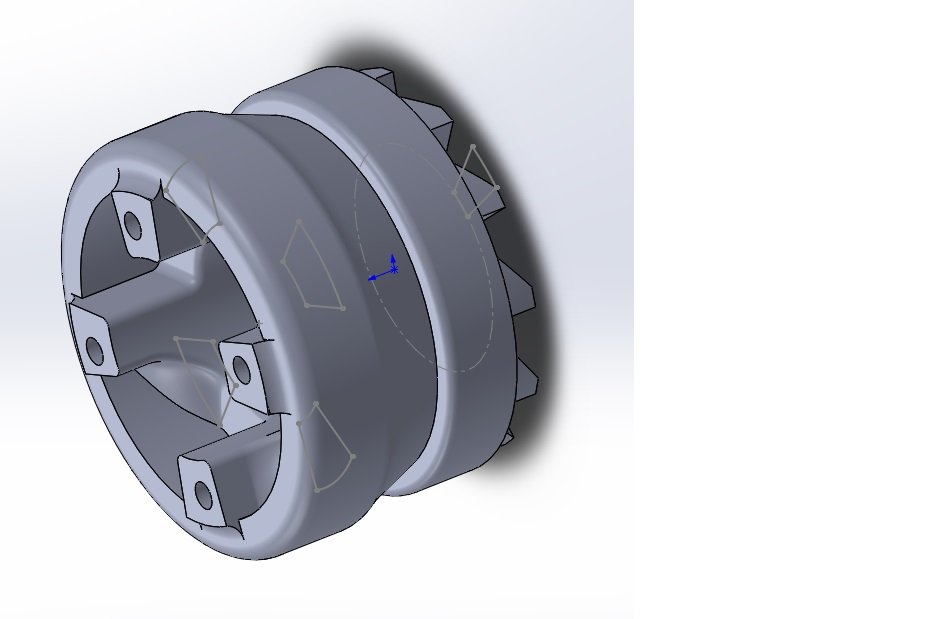
в современных реалиях, 3D принтер, сильно мне помогает. Готов ли клиент за это платить ... Но для себя много чего сделал. По работе, то же есть реализация. Пластик с дополнением карбона, очень хорош. Крышку под охлаждения двигателя в выходные напечатал для того электро мотора, что подваривал на прошлой неделе. Осталось покрасить и можно начинать собирать. После надо будет еще вентилятор спроектировать и распечатать.
6 баллов
-
и про этот раз можно забыть и не вспоминать чтобы это было круто: 1. они должны реально работать, а не картинки на панели менять, 2. сварщик должен понимать, как ими пользоваться и видеть (!!!) разницу между их применением.6 баллов
-
немного сварки: было, промежуточный итог и в итоге. Отверстие под крепление, без сверловки, в промежуточном итоге, подправил "кукурузой".
6 баллов
-
EWM Tetrix 230 AC-DC. Почти из Сибири. Слабый поджиг и не срабатывание БВА с началом работы. Осциллятор восстановили и блок полечили. Естественно, изначально проверили наличие сигналов включения этих устройств с платы управления.
6 баллов
-
Всем доброго дня, утра, вечера. Закончил с вой первый ремонт. Работал исключительно с подогревом, иначе не получалось, либо ванну придётся ждать не по три, пять секунд, а по 5минут. Сначала, китайскими горелками 2шт, плюс фен строительный 2квт. Но всё равно не то, долго и муторно, пока не взял паяльную лампу и дело пошло. При использовании паяльной лампы ток снизил до 140А по показометру. Сваривал в шахматном порядке, в разбежку, обратно ступенчатым, как правильно не знаю, но как-то так. Временами лезла чернота, временами чисто получалось, думаю руки кривые ещё. Электрод в ванну макнул раз, но заметил одну весчь, когда электрод оч.близко к ванне подносишь, но ещё не коснулся её, начинается треск. Вроде не оч.сильно повело, боле менее относительно ровно. По итогу могу теперь сказать свой первый метр сварочного шва я сделал . Будет ли ходить этот рельс не знаю, время покажет. В любом случае, всем участникам форума, спасибо за помощь, советы. С уважением, вечный начинающий vistek.
6 баллов
-
На улице у вас газовую защиту скорее всего будет сдувать, если не отгородиться ширмами от ветра. С минимумом вложений для защиты лёгких рекомендую респиратор с 3 классом защиты (например 3м 2135/6035 или аналоги), при подборе фильтра, убедитесь, что вся конструкция в собранном виде влезает под сварочный щиток - это если разовая работа, так же обязательно гладко побрить все лицо для плотного прилегания материала полумаски к коже, иначе надышитесь бяки, если же на постоянку - то смотрите маски с принудительной вентиляцией, такие маски обычно имеют приписки в названии типа adflo/papr/vento/сппв На работе пользуюсь комплектом tecmen tm 1000 c papr, работ связанных с латунью очень много, негативных эффектов не чувствую, т.е оно реально работает. Я правильно понимаю, что опыта в сварке тигом у вас нет? В таком случае для первого раза латунь (хоть даже и наплавка) непростым делом окажется.6 баллов
-
У кого то сегодня день ног, а у меня день алюминия и латуни Забавляет такое явление как парейдолия, иногда разделка или отметки отк складываются в забавные рожицы, типа детальки просят их спасти
6 баллов
-
Когда то также начинал.А потом ...
6 баллов
-
6 баллов
-
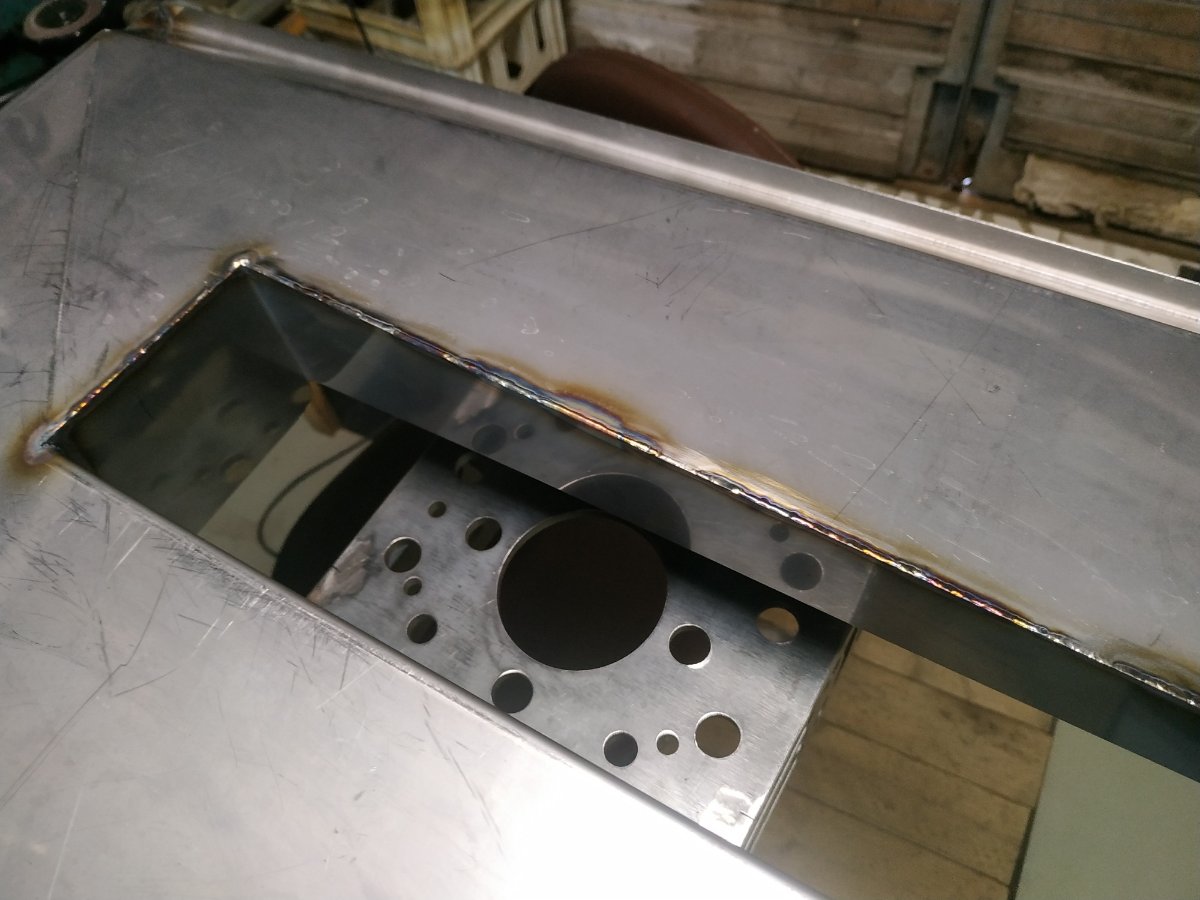
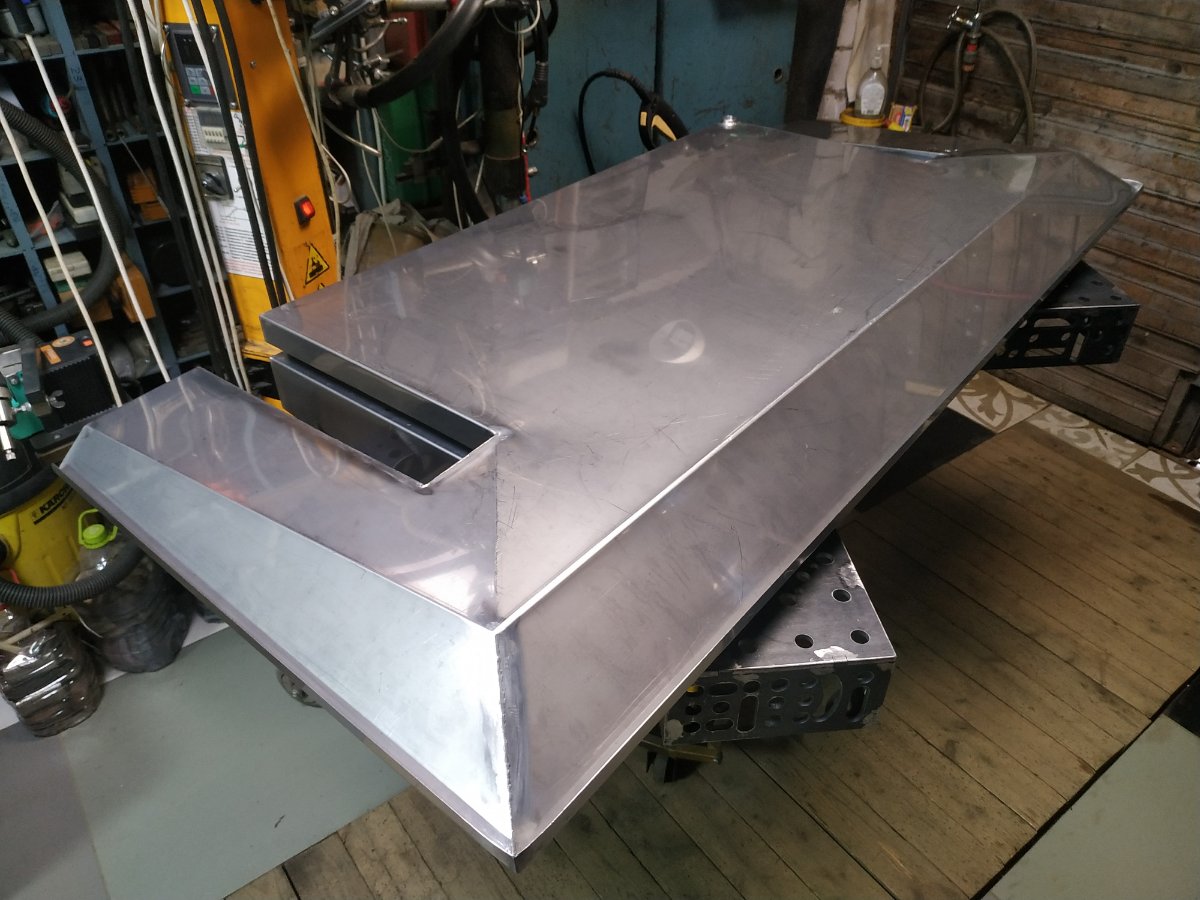
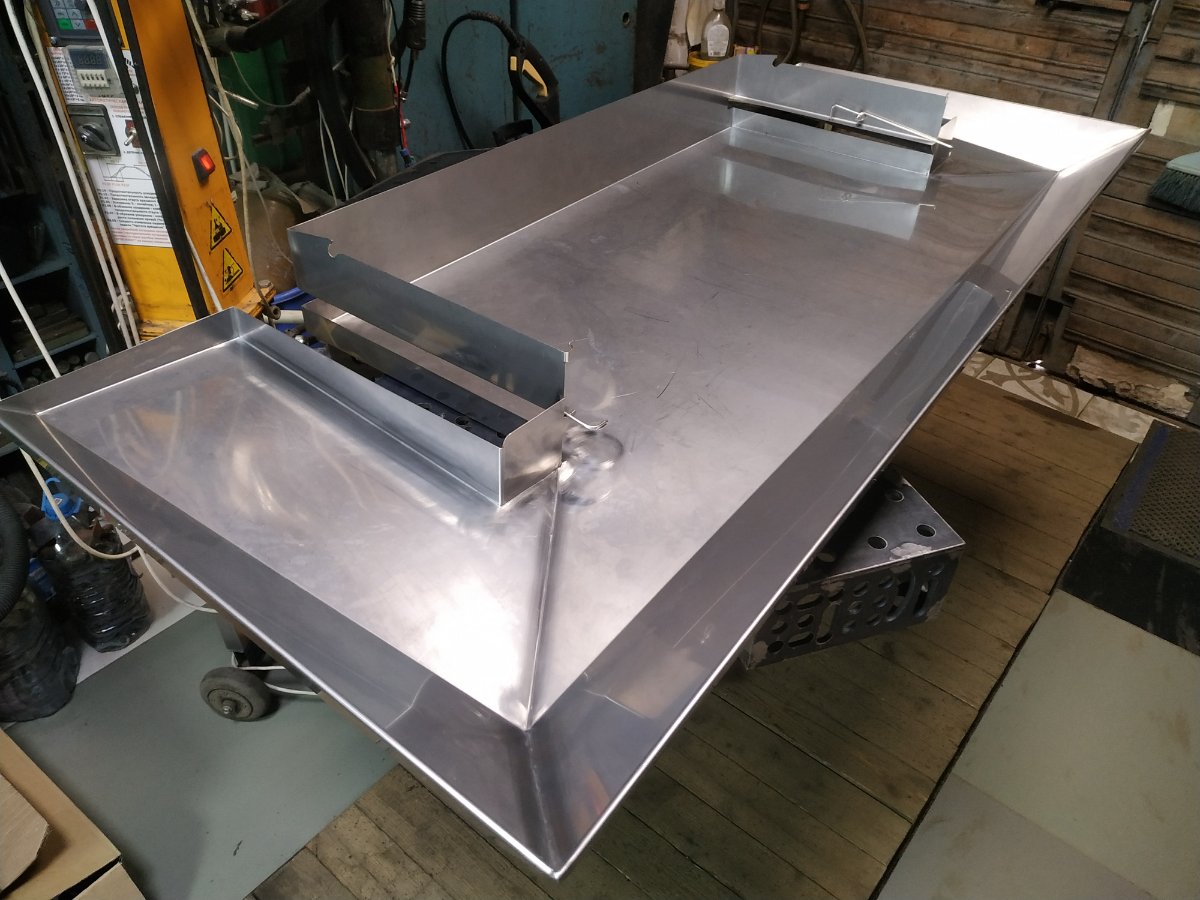
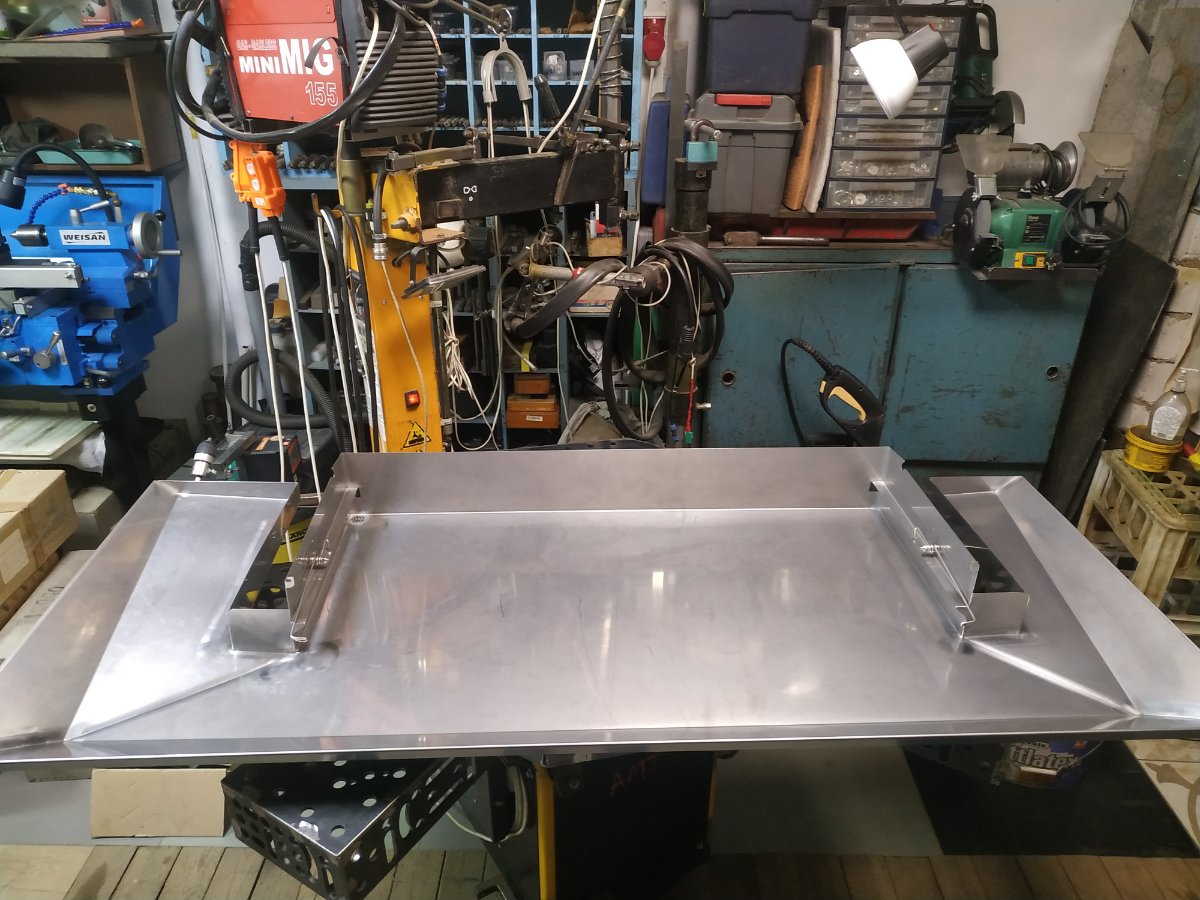
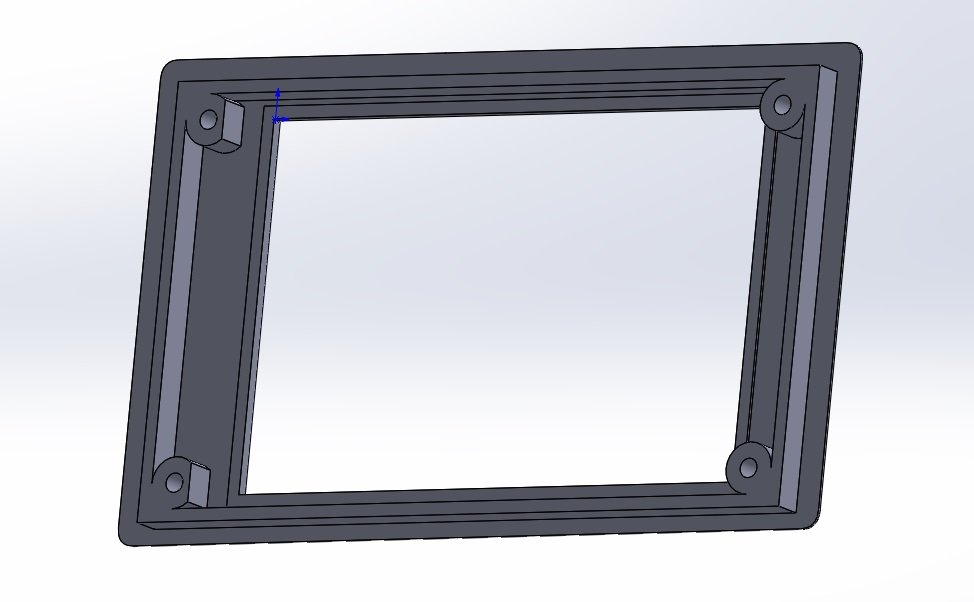
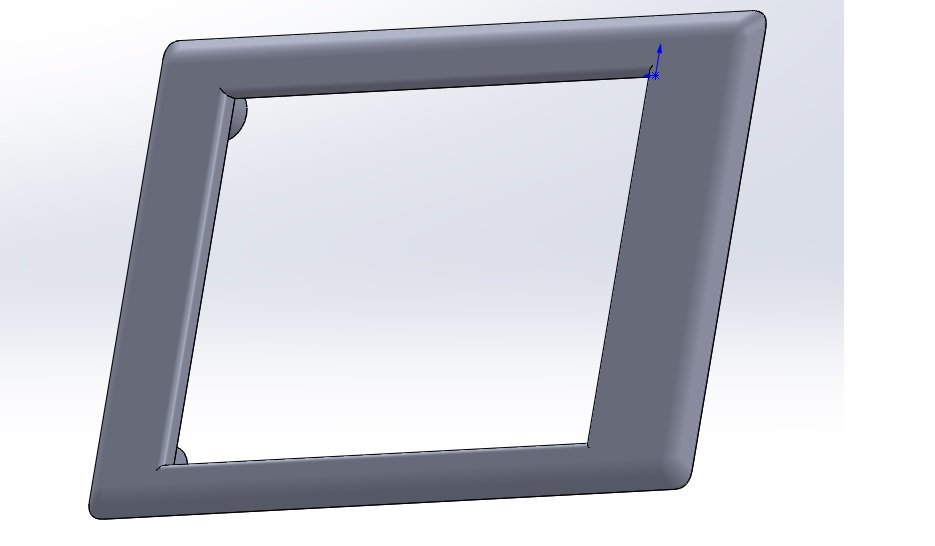
Штампованная "труба" - 1 мм, пластина 4 мм. Заказчик предполагал выполнение сварного соединения Н1 (ГОСТ 14771) с присадочным материалом (пластина сверху). Я высказал предположение о значительной деформации такого соединения и технических трудностях с газовой защитой обратной стороны шва.. Было решено расточить отверстие в трубе до диаметра отверстия пластины и выполнить сварное соединение сплавлением кромок (можно отнести к У1). Результат - деформация отсутствует и шов чистый.
6 баллов
-
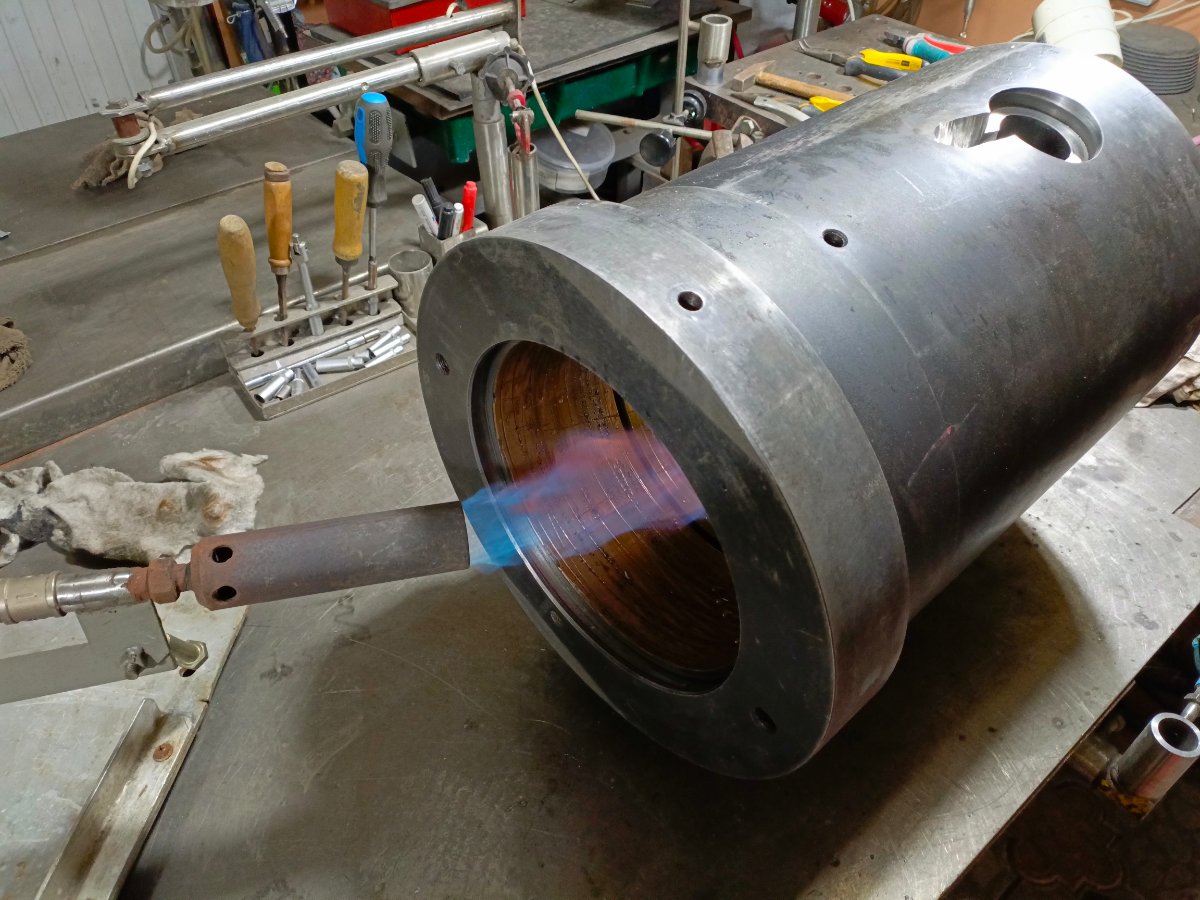
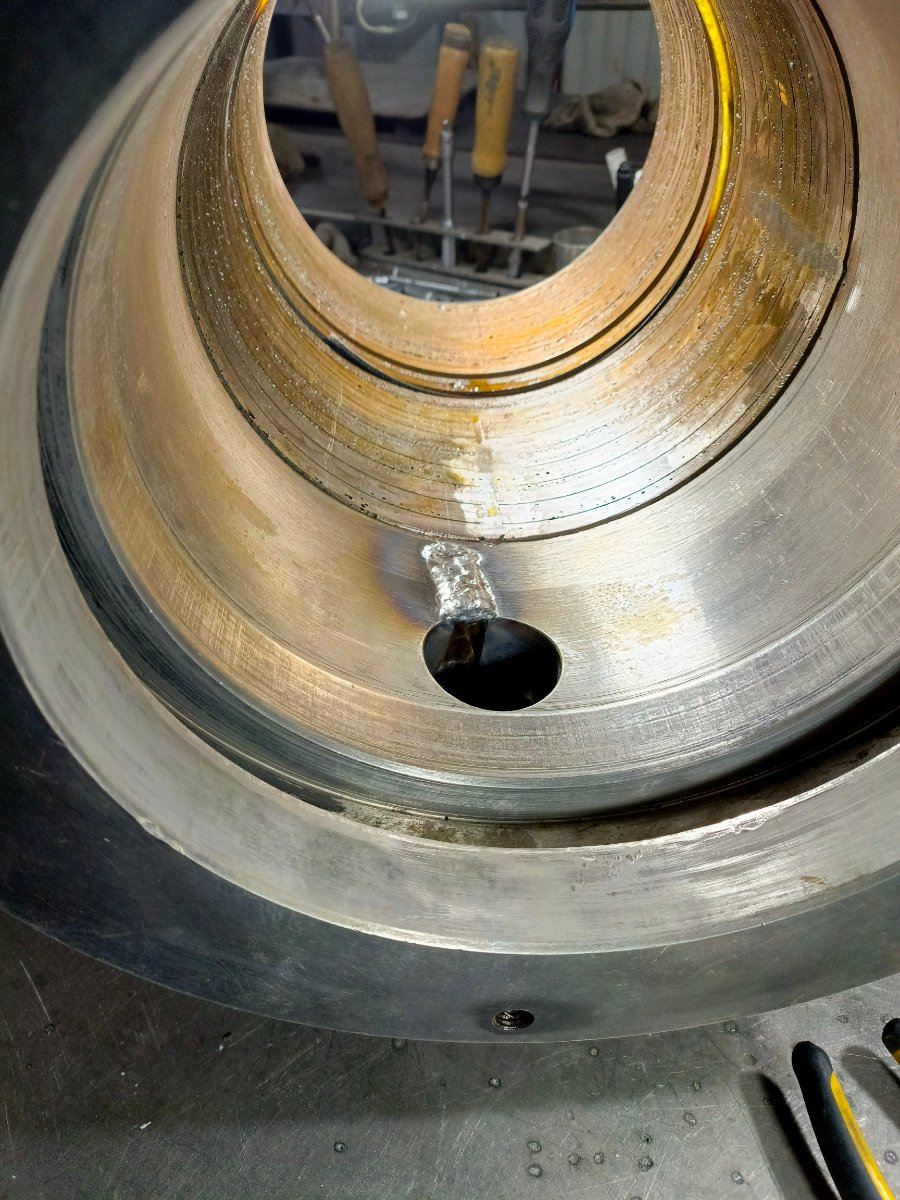
Прошел позавчера боевое крещение сварки чугуна на реальной детали бывшей долго в эксплуатации, столкнулся с трудностью что деталь ну очень пористая, много песочных включений и прилично так в себя масла впитала. Какая-то деталька от станка лопнула по середине резьбы. Понес ее к газовому посту уличному, чтобы удалить краску и максимально выжечь грязь и масло, кстати резачок факел очень классный, ни в какое сравнение с китайскими. Основная сложность состояла в том, что необходимо было прихватками стянуть деталь так, чтобы совпала резьба на половинках и ее не увело во время сварки. У меня никаких струбцин для этого не было и никто не помогал. Сваривал потихонечку, проковывая шовчики и вырезая поры, которых было довольно прилично, несмотря на мои попытки выжечь всю бяку, она все равно поднималась, давая копоть и пару раз создала даже ну очень неспокойную ванну, закончил облицовочкой на малом токе, чисто для красоты (знаю, что так не совсем правильно, но даже на работе качество выполненной работы часто оценивают только по визуальной составляющей), и отнес в остывающую печь, при сварке ниразу не было звука характерному возникновения трещины, к моей радости удалось добиться полного совпадения половинок, мне сказали, что детальку сегодня уже установили и все ок
6 баллов










































































































































.jpg.6e71c6c3998c01ea7920ab01001a1b38.jpg)
.jpg.49925af524721dc38416772c91046971.jpg)
.jpg.3a92d02e12a0b7d17ca4195aeccf177e.jpg)
.jpg.06d4bb2b12586b00e17eef611361c92b.jpg)
.jpg.47e119dbd447552cb8577ecc7560d9bb.jpg)
.jpg.829f73cbf1d45dc9aab16abbd8972e69.jpg)