Лидеры




Популярный контент
Показан контент с высокой репутацией 19.07.2018 во всех областях
-
Лодка с баржей не разошлась



 14 баллов
14 баллов -
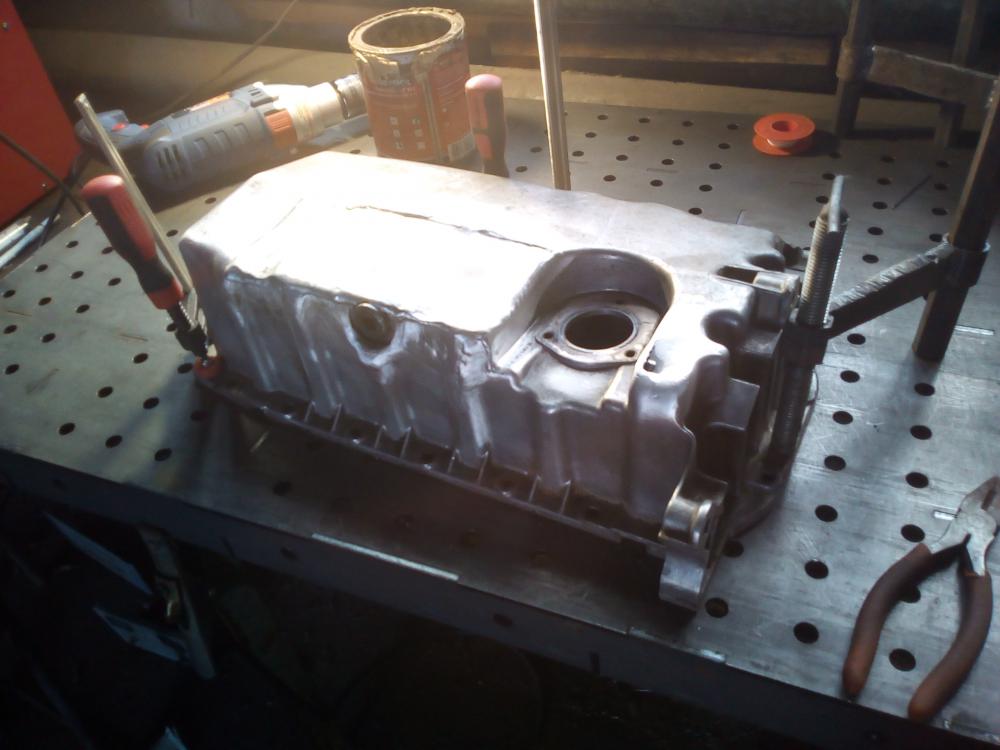
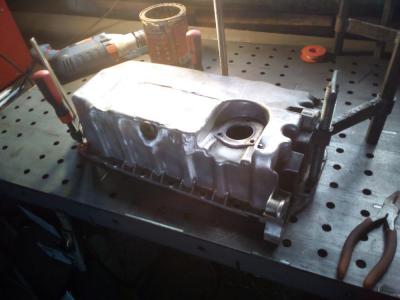
Принесли 2 поддона от Фольксвагенов, один варили в Кирове, лопнул рядом со швом, а у второго пробило " братской рукой". 4 часа я с Кировским возился, холодная сварка и не знаю чем ещё там мазали. Со вторым проблем не было.








 10 баллов
10 баллов -
Садовая скамейка с именем владельца (владелицы) выполнена из следующих материалов: проф труба 20*20 мм квадрат полнотелый 12мм полоса4*40 с прбитым рисунком. лист 2мм (хомуты). Фото закину завтра Так же используется полоса 4*20 мм , доска 75*45*137,5, мебельные болты М6. Процесс изготовления заключается в создании гнуто-сварного каркаса скамьи из профтрубы, путем загиба профиля на профилегибочном станке (тоже кстати самодельном) с последующем соеденением путем сварки п/а, в СО2. Художественные элементы в виде "валют бубликов выполняются из полнотелого квадрата 12*12мм методом горячей ковки, буквы изготавливаются тем же методом со сваркой их частей, с последующей зачисткой УШМ. Кованые элементы соединяются между собой и каркасом путем сварки с последующей зачисткой, и затем закрываются декоративными хомутами с их посадкой на изделие путем горячего обжима, с заваркой тыльной части хомута и последующей их зачисткой УШМ. Поручни скамейки в верхней части для удобства имеют широкую изогнутую поверхность, полученную накладкой декоративной полосы, крепится данная полоса методом сварки с тыльной стороны. Затем к изделию будут крепится доски на болты изделие будет вычищено от окалины и ржавчины, окрашено, доски так же будут обработаны защитным декоративным составом. Продолжение описания и фото добавлю по окончании работы над изделием в ближайшее время.




 7 баллов
7 баллов -
только что закончил ваять трубы на компрессоре Соляриса Хундая. Фото не делал хозяин над душой стоял. Низовой удар(поймал бордюр) трубы скручены в винт и обломаны по самый самой от фланцев. С начало хозяин сказал что дорого(я установил цену 5000 р с заправкой) Припаять два фланца отрихтовать трубы перепрессовать два стаканчика 16 мм и 10 мм трубы . Он наивный думал что новые дешевле купить. Поехал на магазин Автосити у нас есть такой а когда вернулся вид был . Трубы продаються комплектом и цена 12100р. Ну я ему еще штукарек накинул и того 6000р. Аж бегом согласился....6 баллов
-
6 баллов
-
@mehanik1102, Фото вот ну уж какие есть телефонные... Вот собственно говоря процесс.Все основные моменты видны. Сама пайка это уже,вернее момент пайки на фото не передать. Разделку трубы я показал обычным ударным эспандером он дешевле. Цанговый тоже самое разница лишь в том что не нужно зажимать трубу в струбцину. Просто вставил цангу нужную в трубу и растянул до нужного размера В 192 кастолине флюс внутри прутка припоя. Сейчас в магазинах химпродукции его цена который ЧДА около 3000р за литр










 6 баллов
6 баллов -
В принципе сложного в технологии пайки только поймать момент когда нужно подавать припой и равномерность прогрева стыка. А так что нужно знать1. Для пайки нужен резак для трубы роликовый(можно конечно и болгаркой) 2. Нужен риммер (устройство которое торец трубы внутреннюю часть ее делает выборку по 45 градусов) 3. Эспандер(есть ударный есть цанговый)ударный дешевле конечно цена его в магазине порядка от 550 до 1000р цанговый конечно удобнее но цена от 15000р) он нужен для того что бы потом трубу в трубу вставить и струбцина по диаметру трубы разборная зажимать трубу (можно сделать самому можно купить в магазине. 4.Если трубу стыковать к фланцу (как у меня на фото выше) набор сверел ну например если труба 1\4 дюйма(6.35 мм то естественно сверло 6.5 мм ну и так далее по всем диаметрам трубы это для того что бы был зазор и было куда припою попадать. 5.Горелка.Ну тут кому что удобно.Я работаю RTM3660T+MAPP газ. 6.Припой.Это очень важное составляющее удачной пайки.По первых шагах Вам проще работать с Кастолином 192(температура плавления 270-290 градусов при том что алюминий плавиться при 700-720.Кастолин дорогой но начинать лучше с него. К припою 4047 и Флексу 190 подойдете когда "поймете мелалл" потому как там уже температура порядка 500-600 градусов работы с металлом и очень легко не поймать эту нраницу между работой припоя и когда уже труба потекла.... 7. Подготовка поверхности. Это особая часть ритуала.Трубу нужно чистить как говориться как у кота одно место.И самое сложное чистить ее внутреннюю часть. Тут можно использовать от наждачки 400-той до борофрезера(я работаю им и микрощетки по металлу). Обезжиривание обоих поверхностей или P12 или 141 Хладон(им конечно лучше но литр стоит порядка 1500р Гексан еще дороже) 8 Вот и Вы подошли к моменту пайки.Состыковали подготовленные детали,обязательно фиксировать обе детали так как припой застывает достаточно долго и если Вы его тряхнули или качнули детали случайно будут поры и начнете все с начало. 9.Самое важное сам процесс нагрева деталей он должен быть равномерным(ели трубы то обе и внутрянку и наружку) Если паять фланец больше времени нагрев фланца так как масса фланца и толшина больше. 10. Момент пайки. Алюминий хитрый металл(это не медь та краснеет перед тем как расплавиться) алюминий просто раз и потек. Так вот момент когда подавать припой его видно цвет алюминия меняется он как бы начинает серебриться как изморозь зимой как бы искриться.. Это соответсвует температуре нагрева порядка 300 -350 градусов . В этом момент вы в место пайки подаете припой который от нагретой поверхности детали срацу плавиться и затекает в зазор между деталями.И подаете припой до заполнения места пайки периодически подогревая детали горелкой. 11.Далее не прикасаясь к деталям даете остыть (лить воду или дуть воздухом не в коем случае нельзя! Так как припой содержит порядка 70 процентов цинка.И в силу резкого охлаждения поверхности паяной детали внутри цинк при застывании просто порвет и будут поры. Вот собственно и как то так. Жалко что у меня нет видеокамеры заснять все это. Но что нибудь придумаю. Попрошу сына(приедет на каникулы в августе) у него айфон заснимет выложу весь процесс наглядно. Если будут вопросы рад буду ответить.6 баллов
-
@Глобул,гор.старт в разных аппаратах по разному реализован.Был гроверс,там ток накидывался ощутимо,допустим тонкостенный профиль было нереально заварить-прожигало металл при поджиге,пришлось отключать,сейчас евм на руках,в нем немного наброс тока идет,но все комфортно,проблем не испытываю.Такая же история с форсажем дуги,если наброс тока небольшой,то нормально.Вообще регуляторы нужны для таких функций.6 баллов
-
Как работать с фланцем. С небольшой оговоркой. Начинающим лучше работать сверлом и шуруповертом или дрель с четкой регулировкой по оборотам. Я как говориться уже наблатыкался и делаю это просто борофрезером и фрезой. Вот конечный результат.От заводского не отличишь и никаких гургулен вокруг трубы не навалено. @Dmitry1962,У нас один единственный магазин и тот в Ростове на Дону.Там таряться и менты эксперты там типа химбазы. Так вот у них такая цена.Больше взять у нас негде. В Москве да,но почта России эти вещи не пересылает категорически.А транспортных компаний у нас в городе нет а самая ближняя за 100 км @mehanik1102, Да. Она калибрована так что ее диаметр как раз с зазором больше наружнего диаметра трубы








 5 баллов
5 баллов -
- Дети, все наделили спасательные жилеты? Мы отплываем.
 4 балла
4 балла -
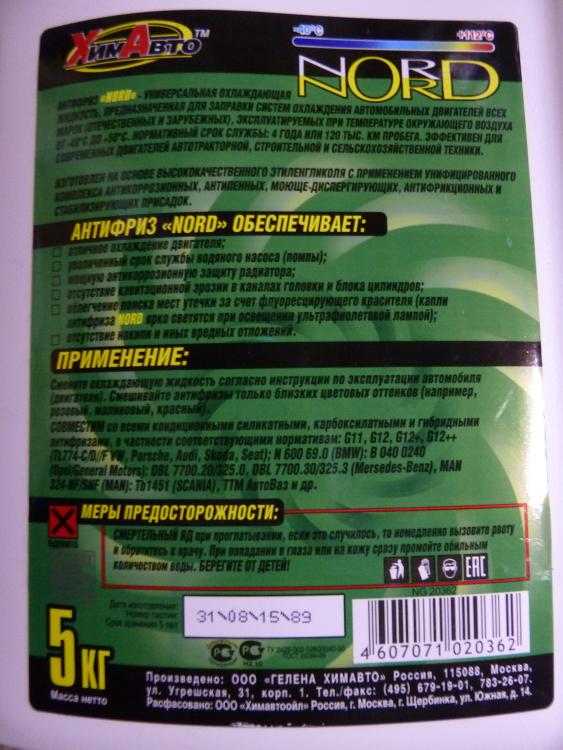
Тосол жрет головки , антифриз не знаю и вот пользуюсь G12++ и все нормально уже 4 года залит в охлаждайку . Вот спецы по отоплению говорили что антифриз в отоплении служит 7 лет а потом превращается в кислоту , у меня в отоплении антифриз и год назад поменяли , но что то я в старом не нашел кислоты и на вид он как будто вчера залили . Ладно я немного припозднился с "отчетом" по Агни27 и немного потерпите усе будет. Ну и сегодня от Мерса груз кронштейн генератора и выложу тут как варил это старушкой АГНИ , до подарка руки не дошли да там надо электроразъемы согласовать с моими .










 4 балла
4 балла -
Зря вы так про керосинорез говорите.Надежная техника.Во времена перехода нашей страны на капиталистические рельсы поступило мне предложения разрезать транспортеры бревен и мех.пилы с кантователями на одном почившем в бозе лесокомбинате.Самосвал у мну был в личной собственности,множество баллонов.Работал в пополаме с хозяином этой территории.Грузил Манипулятором и сам сдавал.Выхлоп был космический.До сих пор лежит стопка всякого полезного металла с того мероприятия. Но что я вам скажу, парни-пропан в резке толстого металла- жалкое подобие правой руки.Так что никого не слушайте и покупайте керосинорез и осваивайте ацетиленувую резку.Только помните-керосин и кислород соединившись вместе высвобождают ацкое количество энергии.Поэтому , правила ТБ соблюдать свято!!!! Иначе можно превратиться в скрюченную обугленную тушку или пораскидать кишки и другие части тела по участку.Ну а хуже всего- остаться инвалидом. Да, совсем забыл- внимательно учитывайте траектории падений металлоконструкции и не режте элеметы который находятся под нагрузкой и могут с легкостью убить вас .4 балла
-
жестоко, но справедливо. Нам, на служебный уаз (не к ночи будет помянуто это чудо), сегодня только за заправку два куска попросили. Плюс шланг потёртый поменять штука, плюс сам шланг изготовить в фирме (сами они не делают). Так что, если и работать себе в убыток, так только 1 апреля и то ради хохмы. подогреваете пруток горелкой и макаете во флюс. Получается шуба. Прикасаетесь к нагретой поверхности этой шубой, если флюс потёк с прутка на поверхность, значит температура почти оптимальна. Можно чуть чуть добавить и паять. Если не потёк, то прогреваем дальше.3 балла
-
@mehanik1102, К припою 4047 Флекс 190 например. Я им пользуюсь.Но смотрите это высокотемпературный припой. Флюс работает при температуре от 500 градусов. Начните с 192 кастолина Вам будет легче понять систему пайки алюминия. кастолин 192 во первых уже с флюсом.Во вторых у него рабочая температура 250-270 градусов. @mehanik1102, Ну вот например http://holodps.ru/catalog/refrigerationtool/fluxes/0056451.html3 балла
-
@Кустарь, В принципе можно. 4047 это присадка для ТИГ сварке но ей можно паять но с использованием флюса. А 192 кастолин он уже идет внутри прутка с флюсом3 балла
-
@pasha_d, сколько человек в бригаде? Или вы наивно полагаете в одного за месяц успеть? Количество человек умножаете на желаемую ЗП в месяц и умножаете еще на 2...3 балла
-
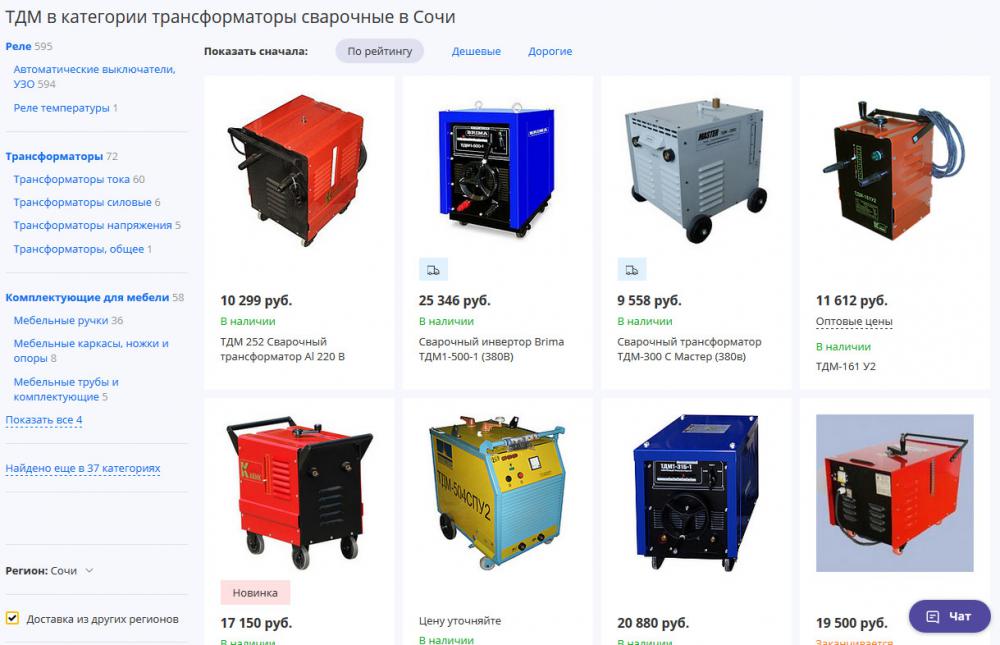
8-10 трансформаторов ТДМ-300/303/315 на 380в. от 10т.р.(тдм 300) штука.
 3 балла
3 балла -
Приглашение, охфицальное получил, по "звонку" приедешь.А там и кок-тал, и плов, по всяко разному будет. Алексей, после "покатушек" требую видео, фото.Иногда смешные моменты происходят(для меня) Кольцо, 10-12 экипажей,Есстеснно засадные места, один "выполз" , другой за тот же якорь зацепился, по трассе 5-6 якорей "валяются" и не спрашивают- Это чей?. А с оригиналом ,не выдержал "стены" 1,5м.на 3 раз.Масса 1760. Потом в л/с последние инновации на "Ладоге" сброшу.В общем, мои личные наработки отдам , есть страждующие ,казахстанцы.3 балла
-
Я 4-ре сделал, думал себе, нет ни одной у меня. С мангалами та же история.Но противни под коптилку и готовый продукт ,с мангала ,не отдаю, не вернут, проверено.3 балла
-
Может и отхожу от "стандартов", применяю противень , если жир с рыбы будет проливаться то, "прогорклый" вкус будет.3 балла
-
Сваял на досуге коптилочку из 2мм листа. Размеры 450х250х300. Внутри двойная решетка под рыбу. Стыдно сказать, адаптировал по просьбе заказчика старые решетки от холодильника. Предлагал из нержавейки собрать решетки, сказано было - дорого! Зато рыба не прилипала бы, я так думаю

 3 балла
3 балла -
@so_er2,тогда для начало изучите тб и литературу по газорезки(если интересно могу скинуть пару книг)оно вам очень пригодится.Вам понадобятся: резак,баллон пропана 40л,баллон кислорода 40 л,рукав кислородный и для горючего газа,два редуктора кислородный и для пропана,защитные очки для газорезки,сварочные краги.3 балла
-
@alexofarada, Если Вы варите в таком положении(нижнем), то добавьте тока примерно 120 А, и держите дугу на более толстом металле, краем дуги колебательными движениями цепляя трубу, у Вас мало тока. Рутилом вообще комфортнее работать на большем токе. Приподнимая кончик электрода, сгоняйте шлак, назад от св. ванны. И наблюдайте как варит наставник, и постепенно придет понимание процесса.2 балла
-
Нет там ничего сверхсложного. Добиться ровного реза - сложно, но это зависит исключительно от постановки рук.2 балла
-
Сами переделали. Теперь нужно "вилы" для сена на него как нить собрать...

 2 балла
2 балла -
Леха вот предвижу что изучение нормативов мало пользы даст и это работает когда опыт а если двойной опыт то будет даже экономия от нормы нормативов . Вот раньше когда водилой работал и часто в черметы возил металл и был в Подольске обособленный чермет для военных и П/Я вот там видел как резчики распускают Танк или еще чо на "буханочки " как черный хлеб ножом , только поднес и уже резать начал а там толщина на 200мм и я этому всегда удивлялся и дома пробовал и конечно не 200мм а 10мм и сразу как у них не выходит начать резку да и вообще этому надо учится у наставника хорошего . Так что баллонов он много истратит выше норматива , а вот бывалому резчику думаю хватит по 1 баллону того и того а может еще и останется.2 балла
-
@so_er2, изучайте на здоровье Юрьев Пособие по нормированию сварочных материалов.djvu2 балла
-
ну так брать то что с гарантированным сервисом. Если вдруг что, то напрягать есть кого. А в китай стучаться как лбом стену ломать. И конечно если есть конкретные задачи, то обязательно через пробу (тест). А то сейчас кому не лень пишу все и вся и верить сейчас ... мягко говоря, нельзя. Особенно себе любимому брать и потом мучатся не очень хорошая перспектива. Уж если брать то сразу, гарантированно. Предприятие еще может проглотить, один два аппарата не рабочих, что тоже не хорошо. Но работать есть на чем если вдруг, что.2 балла
-
ни коем образом.Я же делаю.Ничего не грею. @pavel83, Павел,это что бы меня дважды не беспокоили.....И поумнели а то думают что мы их типа разводим на деньги.....А не согласился бы поехал искать счастье дальше..... Я при них позвонил другу в Шахты на фирму.Рассказал проблемму. В ответ "Только замена трубопроводов (они там парой идут склепаны хомутами.12000 трубы+2000р поставить их (там чтобы их снять надо правую подушку на двигателе снимать так не выведешь)+2000 р заправка и того 16000р Ну это фирма это понятно Я сделал проще вывел вверх трубы отрезал резиновые трубы в аккурат возле стаканчиков.Отремонтировал трубы.И наместе опресовал кримпером новые стаканы. А что бы трубы не снимать открутил их от ТРВ вторую сторону и они свободно повернулись вверх.2 балла
-
БаржА подводная была? Как умудрились днище пробить??? Судя по фото оно 2мм всего. Что за посудина?2 балла
-
2 балла
-
@serga01net,долбить эл-м приходится потому,что конец зашлаковывается,если шлак убрать,то нормально все зажигается и без конского г.с.Поэтому и писал,что в идеале регулятор должен стоять,если без регулятора,то небольшой наброс тока возможен.Вот для чего иметь три аппарата.Я пойму допустим пару:на 220В и на 380В,или вообще один можно типа торуса 255-го с хорошей проводкой,хоть в нем и нет этих функций,но нормально тянул уони на стройках,где просадка сети и длинный удлинитель.Не знаю почему в аппараты на 220В не ставят эти функции регулируемые,максимум г.с. регулируется,да и то не факт,что он там есть.2 балла
-
А какой сваркой вы сейчас работаете - ПА, ТИГ? (Странно слышать про ГС на ММА такие отзывы). Если варить ПА, то да- нафиг не нужен. Но во всех нормальных инверторах ММА он есть. И нормально там реализован. Ставить прихватки, например, без ГС - один гемор. Либо надо ток накидывать выше положенного. Пока разогреется электрод и металл, нормально прихватку не поставить. (Я попробовал с ГС и мне к садо-мазо без ГС уже совершенно неохота возвращаться). Может, дело в том, что мне чаще приходится с тонким металлом дело иметь (а ПА нет или варить надо на хорошем ветру)? У меня есть три аппарата (с БОЛЬШИМ ГС, совсем БЕЗ ГС и с почти нормальным ГС) и кое-какие выводы уже напрашиваются. Совсем без ГС - как-то скучно. Ежели гнать длинные швы после прихваток - им делаю. Прихватки же ловчее ставить Интерсколом с его щедрым ГС. Третий аппарат - тяжеловат, особо не таскаю его, у него все хорошо, есть ГС, есть ФД с регулировкой, но его надо тащить в ремонт - у него минимальный ток в 72А на выкрученной в минимум крутилке. Макс- 235 А. Но профтрубу 1.5-2 мм им варить почти невозможно. 2 мм еще нормально (электродом 3 мм), а вот 1-1.5 мм уже гемор сплошной (где они, собаки, берут такой тонкий профиль?) И "двойкой" не подлезть - на 72 она жжет дыры, только чуть зевни. Когда колосники варятся из арматуры - мне особенно понравился БОЛЬШОЙ горячий старт на Интерсколе. Поставил тока нормально (для негорючих УОНИИ ЕСАБ Мост - пробовали ими варить?) и шарашь себе без остановки. Отрываясь, электрод не успевает остыть и легко поджигается на новом месте без стучаний и прочей лабуды. УОНИ! Потому что Интерскол на токе 105 А дает 160-170А горячего старта. Все, что хочешь загорается. Одну за другой арматурину шарашишь, пока не сгорит весь электрод. Красота. А вы говорите - кривой костыль. Понятно, на таком горячем старте "в отрыв" на трубе не поработаешь.2 балла
-
@alexofarada, спасибо что изъяснили ситуацию. Теперь мы понимаем чего Вы добиваетесь, да и Нам урок будет. Ну можно назвать чутьём, конечно. Но для меня это выглядит так -- начинает подтекать металл, когда вроде бы ещё не должен. Я понимаю что невозможно объяснить как я это определяю, видимо это и достигается только практикой. Он просто сгоняет шлак -- создаёт температурные условия когда шлак уже течёт а металл ещё нет. То есть если место сварки слишком холодное, то вам придётся варить по шлаку -- надо нагреть сразу до такой степени чтоб обнажился наплавленный металл. Ну и конечно думать куда потечёт шлак, и как его оттуда выгонять.2 балла
-
Ну, может и не очень много, согласен. Но всё-таки такое направление лучше начинать осваивать с азов. Нас на практике в реч.порту к этому виду оборудования не подпускали (пока несовершеннолетние были) под угрозой набития морды + письма в училище о грубом несоблюдении ТБ и указаний сварщиков-наставников. Перенести газобаллонное оборудование, понаблюдать в сторонке, убрать рабочее место за газорезчиком - пожалуйста. Самим даже в руки брать - НЕЛЬЗЯ. Впервые доверили только по окончании училища, под плотным контролем мастера и опытного резчика. Тогда казалось, что просто разводят бюрократию и пр. Однако, после моего первого (и пока единственного, три раза "тьфу") обратного удара ( год 2008 или 2009, вроде уже какой-никакой стаж / опыт был) я осознал всю правоту моих учителей. "Не умеешь - НЕ БЕРИСЬ", и фсёо тут)))2 балла
-
Приспособа хорошая спору нет.Но только не для кондиционерных трубок.Потому как на кондиционерах равные участкми трубы это редкость обычно такие фендибоберы что иной раз думаешь что перед этим курил дизайнер или разработчик сиего авто? А варятся они - иной раз ничего аж на ура а иной раз всех чертей вспомнишь.....И что интересно чертей в процентах 70 вспоминать приходится. А все потому что как правило варить трубы заказывают с машин которые в принципе пора бы сдать на гвозди. И плюс ко всему те клиенты которые(типа перекупы или скупердяи).Но если труба побита коррозией с наружний стороны Я не треплю себе нервы о просто поясняю либо делаем как я скажу либо ищем счастье дальше.....2 балла
-
@so_er2, а-та-та. Если нет (вообще) никакого опыта в газопламенных работах, то начинайте с теории + углублённая часть насчёт ТБ и ПБ. Во избежание бадабума, возгорания и прочих неприятностей...2 балла
-
2 балла
-
@so_er2, дешевле будет кого-то нанять, чем всё покупать. тем более если работа разовая. практически во всех городах есть конторы, которые вывозкой металлолома занимаются. сами приедут, сами всё срежут, сами вывезут, ещё и денег заплатят.2 балла
-
- Не ругайся сильно, насяльника.. Просто Джумшут немного промахнулся на парковке.
 2 балла
2 балла -
Режут кислородом, а пропан или ацетилен - дело вкуса. Не будет ли логичнее конкретно вам вызвать летучую бригаду, которая сама порежет и отвезет, чем ради пары тонн затариваться газорезкой?2 балла
-
Кстати он тоже требует серьёзных токов. Вот как раз тут @Вад11 не даст соврать -- порошку сразу 250 ампер подавай, а там посмотрим. Так что вы, уважаемый, этажом ошиблись -- вам выше.Обратите внимание на хелви, это вот как раз к ещё одному нашему собеседнику -- @copich, вам поможет там сориентироваться.2 балла
-
1 нет смысла. Таким током проволока не будет давать хорошего прогрева и не будет достаточного провара. 2 для 1.2 нужно более чем 250А ... Ну берет, не значит все хорошо и варит как положено по технологии. 3 конечно для подающего 1.0 в данном случае и то не ахти. Т.е. чаще всего рассчитаны под массовку это 0.8, не постоянно но часто 1.0. А вот 1.2 мотор будет работать на износ и РЕДУКТОР пластиковый. Кто быстрее тут выйдет из строя: редуктор, мотор, плата управления ... Вопрос интересный 4 бюджетно значит без синергетики. Если с синергетикой то еще и дополнительные программы, для 1.2, что еще накладывает + к цене.2 балла
-
Получите по е.. и распишитесь... http://cdn.trinixy.ru/pics5/20180716/balli_01.jpg2 балла
-
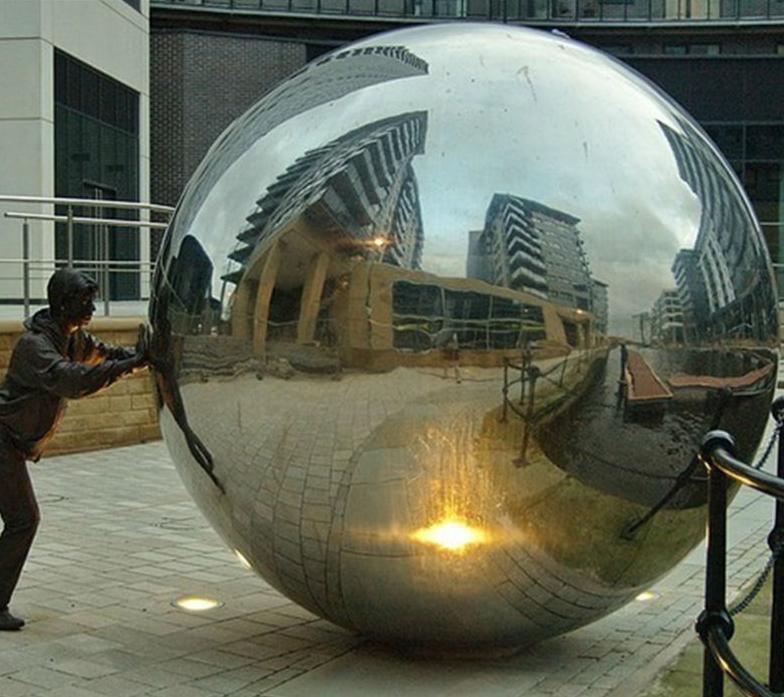
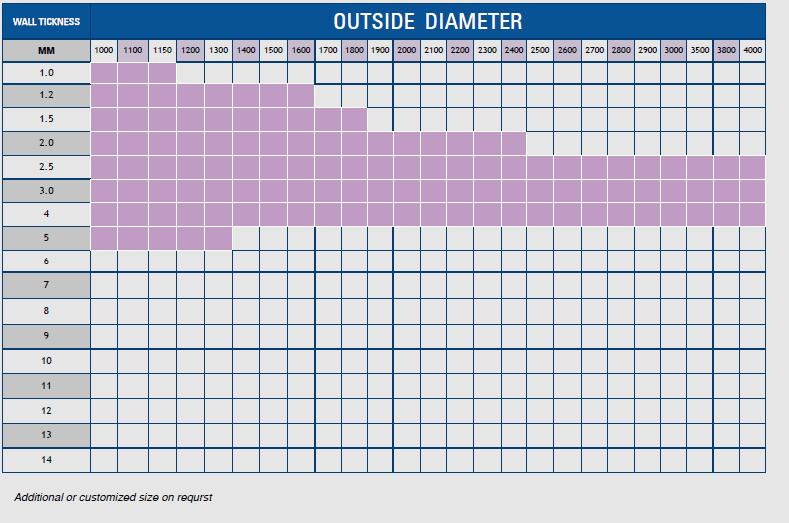
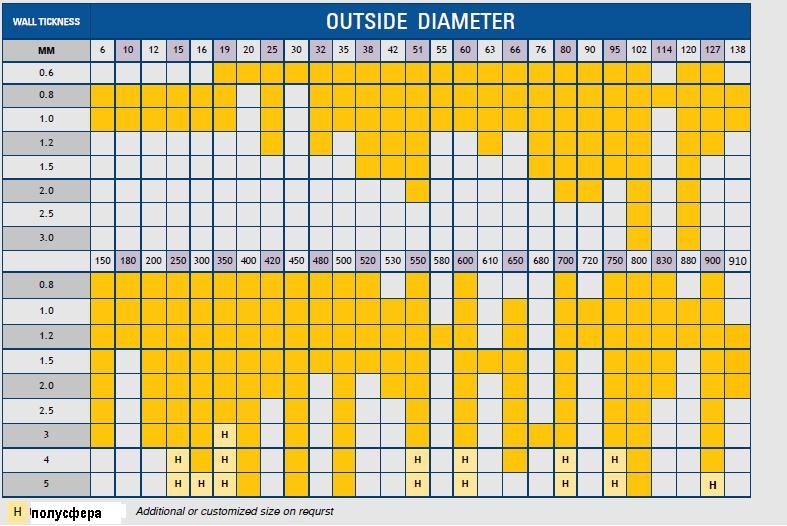
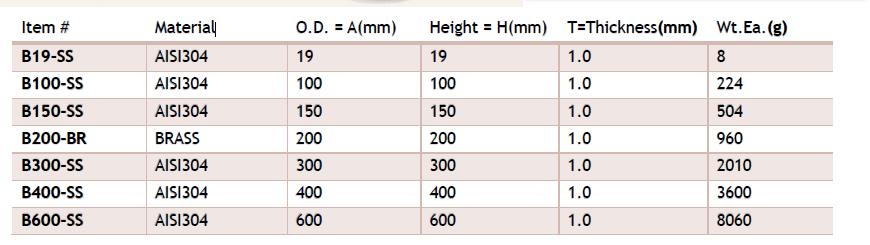
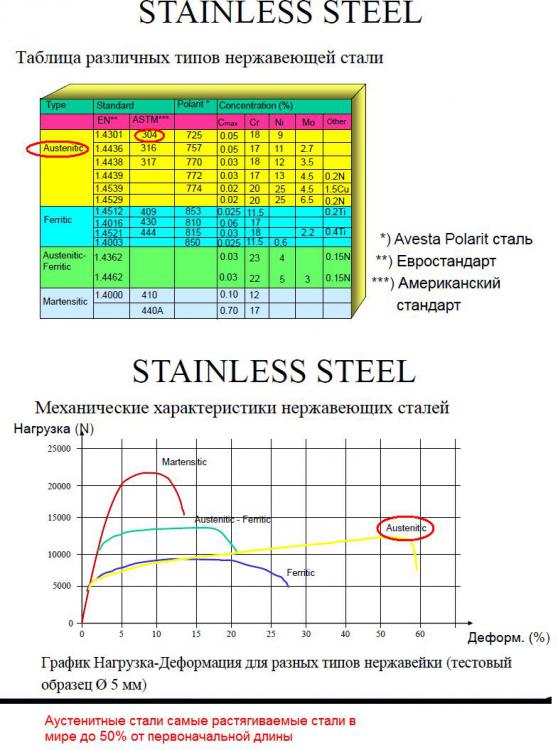
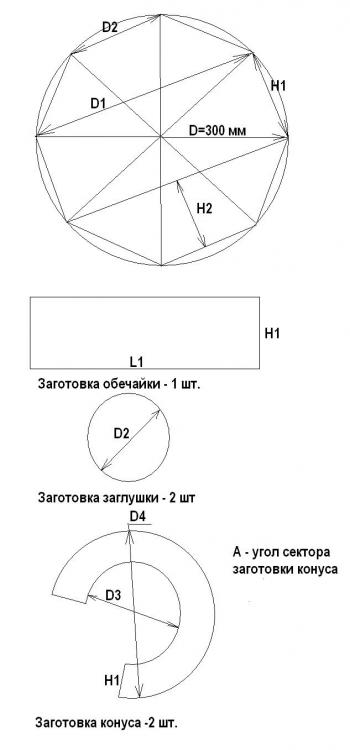
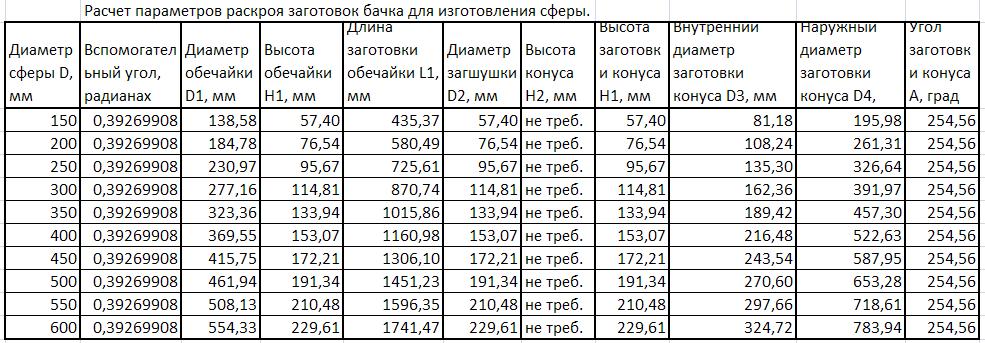
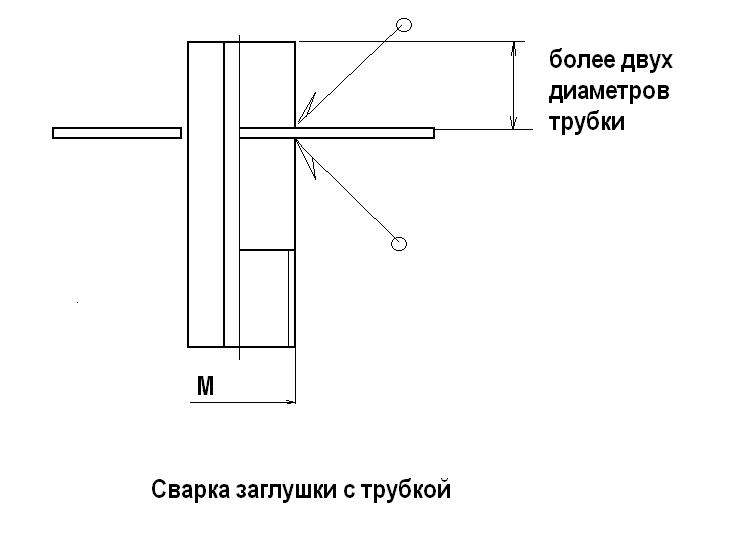
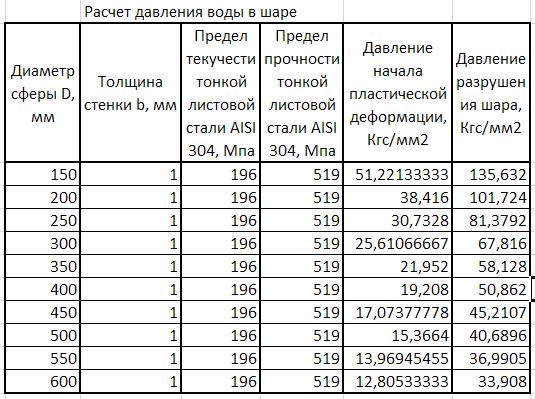
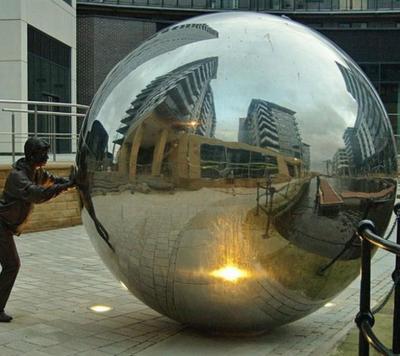
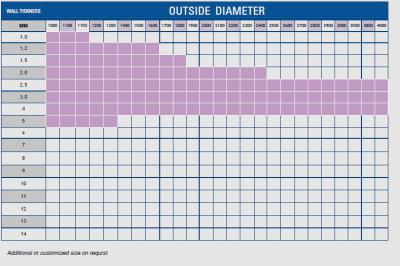
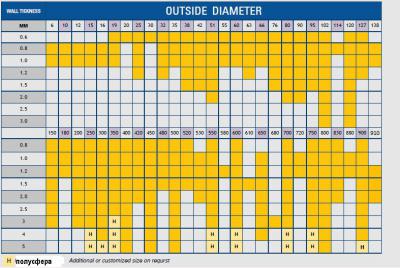
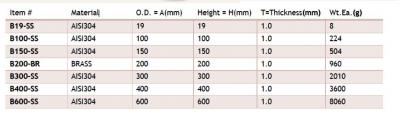
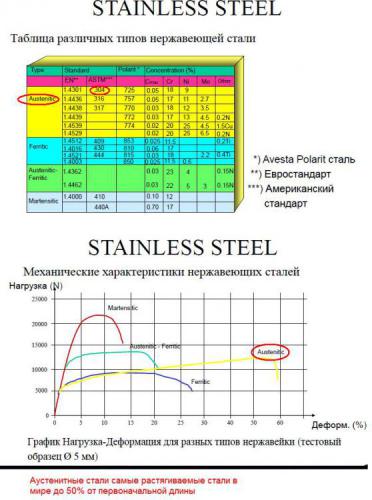
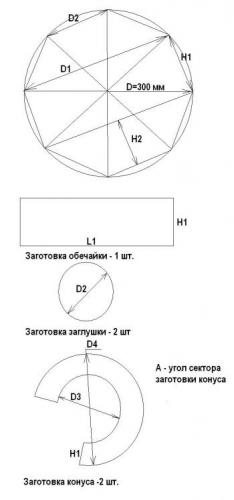
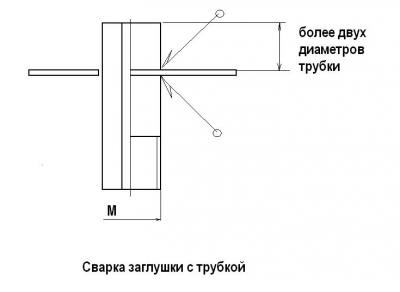
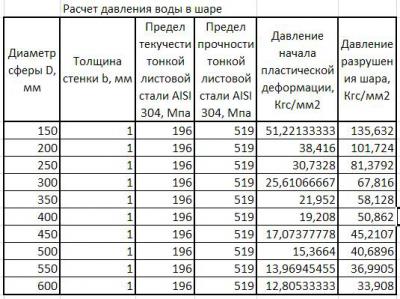
Технология изготовления зеркальных шаров. В данной теме хотел отразить технологию изготовления зеркальных шаров. Введение Под зеркальным шаром понимается полая металлическая сфера, изготовленная из нержавеющей стали толщиной от 1 до 5 мм, отшлифованная до зеркального блеска. Согласитесь, подобные конструкции выглядят довольно эффектно. Могут быть использованы как детали интерьера и скульптурных композиций. К тому же подобная технология используется для изготовления зеркальных скульптур из нержавеющей стали и куполов церквей. Один из изготовителей: www.shinydecor.com Согласно каталогам производителя данные конструкции изготавливаются в следующем ассортименте: По всей видимости, изготовление сфер малого диаметра производиться предварительной штамповкой полусфер, и последующей сваркой двух половинок. Сферы больших диаметров изготавливаются из раскроенных деталей. Как видно из каталогов материал для изготовления сфер используют AISI 304 приблизительный аналог нашей 08Х18Н10. Для получения сферического профиля шары после сварки надувают водой под давлением, как воздушные шарики. Дело в том что аустенитные стали хорошо тянуться. Поэтому конструкции из листовой аустенитной стали можно раздувать. Рассмотрим пример изготовления шара диаметром 300 мм. Как заявлено производителем данный шар изготавливается из листа толщиной 1 мм. Такую толщину довольно сложно сварить без дефектов односторонним стыковым соединением, да и при шлифовки можно протереть до дыр, но если, например, взять толщину 2 мм то возникнут сложности. Во первых шар будет дороже и тяжелее. Во вторых будет труднее формировать заготовки. И в третьих понадобиться большее давление воды для того чтобы шар принял идеальную сферическую форму. Поэтому давайте остановимся на листе толщиной 1 мм. Раскрой.Для получения шара будем предварительно изготавливать бачок по форме напоминающий шар. Начертим круг диаметром 300 мм и разделим его на 8 секторов. Расчет параметров приложен в Excel файле. К сожалению пишет что файл Exel нельзя сюда загрузить так что пишите почту кому надо перешлю. Раскрой можно осуществить на лазерном комплексе или по старинке на ручной гильотине. Формирование обечайки и конуса необходимо произвести на вальцах. Сначала подогнуть края по шаблону, а потом вальцевать. В одной заглушке необходимо просверлить отверстие диаметром равным наружному диаметру трубы по которой будет подаваться вода. Трубка должна быть толстостенной. Материал трубки должен быть тоже нержавейка. На конце трубки должна быть резьба для подсоединения шланга высокого давление. Если трубка будет длинной это хорошо, это позволит использовать её несколько раз. Внутренний диаметр трубки должен быть выбран так чтобы в шар можно было залить воду. Собрать трубку с заглушкой. Важно чтобы при сборке трубка заходила в шар более чем на два диаметра трубки. Это позволит в последствии заварить отверстие так, чтобы не нагреть тонкий металл шара потому, что если это произойдет, место разогрева провалиться вовнутрь шара. Обварить трубку с обеих сторон угловым швом с полным проваром. Если провара не будет, при шлифовании появятся дефекты. Собрать обечайку на прихватках без зазора в стык. Сварить стыковой шов обечайки с помощью ручной аргонодуговой сварки неплавящимся электродом. Желательно с поддувом. Подрезы на лицевой стороне не допускаются. Должна быть обеспечена герметичность шва и отсутствие внутренних дефектов, так как при шлифовании они станут видимыми. Сборка конуса на прихватках ведется по обечайке и припуск по окончанию сборки обрезается так, чтобы в стыковых швах не было зазоров или они были минимальны. Когда конструкция собрана на прихватках можно приступать к сварке. Если хотите обеспечить поддув, заведите шланг в трубку и обклейте скотчем участки незаваренных швов, чтобы поддув не расходовался зря. Помните, что при замыкании последнего шва может произойти выброс сварочной ванны вверх, в связи с тем, что образовался герметичный сосуд. Это может привести к травме. В данном случае было использовано дополнительное фланцевое соединение. Но лучшим решение было бы добавление перекрывающего крана на выходную трубу. Это позволил о бы оставить давление воды 3-4 КгС/мм2 после процесса надувания и перекрыть. По моему мнению, шлифовать шары нужно тогда когда в них находиться вода под небольшим давлением, металл не будет нагреваться и проваливаться. По окончанию шлифовки (или удаления усиления сварных швов) воду можно слить. (К сожалению, я не пробовал такую процедуру, но думаю, это будет правильно.) Ну что ж бачок готов можно приступать к надуванию. Для надувания необходимо рассчитать давление для каждой конструкции, при котором начнется пластическая деформация и давление, при котором шар разрушиться для того, чтобы знать в каких диапазонах можно надувать. И так мы выяснили что при давлении в шаре 67 Кгс/мм2 шар должен разрушится. Для проведения процесса надувания можно использовать водяной гидронасос предназначенный для испытания сосудов работающих под давлением. Необходимо заполнить шар водой и выгнать из него весь воздух. В целях безопасности перед подачей давления шар необходимо поместить в отдельный контейнер или комнату, в которой никого не будет до тех пор, пока давление с шара не будет снято. Иначе шар может лопнуть или соединение может не выдержать. Это может привести к травме. Первый шар лучше надувать постепенно. Нагнали давление до определенного уровня, потом сбросили, посмотрели все ли Вас устраивает. Потом еще добавили, сбросили, посмотрели. Не используйте для надувания шара воздух или газ (воздух тоже смесь газов) может произойти взрыв.Шар необходимо надувать до тех пор пока проваленная околошовная зона вокруг шва не выпрет на уровень основного листа, чтобы при шлифовке не оставались канавки между швом и околошовной зоной.Вы можете столкнуться с ситуацией когда в определенный момент появиться течь в некачественном сварном шве. Давление не будет нагнетаться. Слейте воду и подварите дефект. Место сварки слегка провалиться. Налейте воды и повторите процедуру. Качество швов без комментариев.От шов! Неужели руками? Если Вы закончили надувание, сбросьте давление до 3-4 Кгс/мм2 и перекройте входной кран. Сбросьте давление в гидронасосе до нуля. Отсоедините шланг высокого давления и перекатывая шар по ПЕСЧАНОМУ полу переместите его на шлифовку. При шлифовки тонкий металл не должен перегреваться (если конечно не усердствовать) так как внутри вода. Перегрев металла приведет к его проваливанию вовнутрь шара. Да вот так не затейливо болгаркой Вы сначала снимаете усиление сварных швов. Вода внутри. Откройте кран, слейте воду. Теперь срежьте трубку болгаркой почти заподлицо и аккуратно без значительного перегрева (благо Вы оставили хвостик внутри, который подберет тепло) за плавьте отверстие и зашлифуйте. А потом ….эх. Окончательная шлифовка. И еще. Должно быть какое-то защитное покрытие на шарах, о котором я ничего не знаю. Возможно люди, которые занимаются нанесением оксида титана на церковные купола, знают об этом. Всем спасибо. Удачи в освоении новых технологий. PS: Возможно в мои расчеты закралась ошибка. Я их не проверял. Будьте осторожны при их использовании. Соблюдайте технику безопасности. Вышлю файл с расчетами по запросу или выложу на форуме если будет разрешение модератора. На вопросы буду отвечать редко, по возможности. Работы много.
























 1 балл
1 балл -
Так а чего язык ворочать? Можно просто сказать - БРАК! Я вот лет 6 как купил резак под пропан, новый в магазине - работает без проблем, легкий, меньше совейского ацетиленового резака, которым пользовался до того. В хозяйстве самое оно!1 балл
-
@Инвертика,я по поводу вашей жидкости для охлаждения горелок.Забился у меня водяной контур в горелке все таки,антифриз лил который на форуме рекомендовали.Запустил поток в обратном направлении и постепенно пробило,вылетала из шланга какая то белая фигня типа накипи,рисковать в третий раз не хочется,думал не пробьется.Теперь к сути,вы можете гарантировать стабильную работу вашей жидкости и если да,то на какой срок?Пока залью воду (тепло),но думаю над приобретением качественной о/ж.1 балл
-
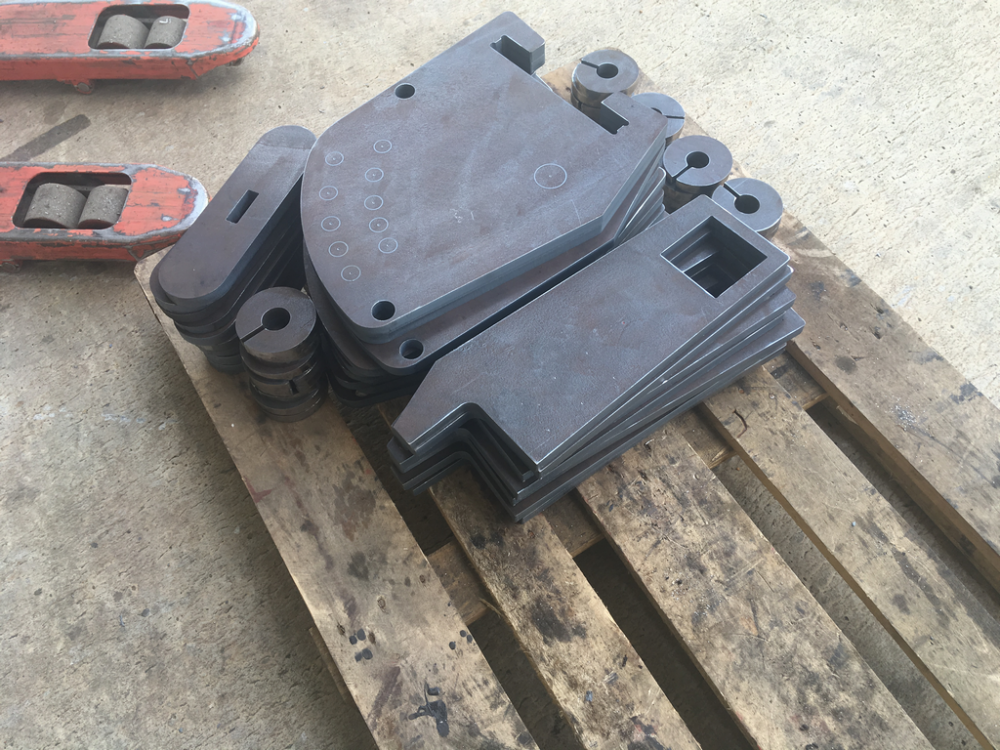
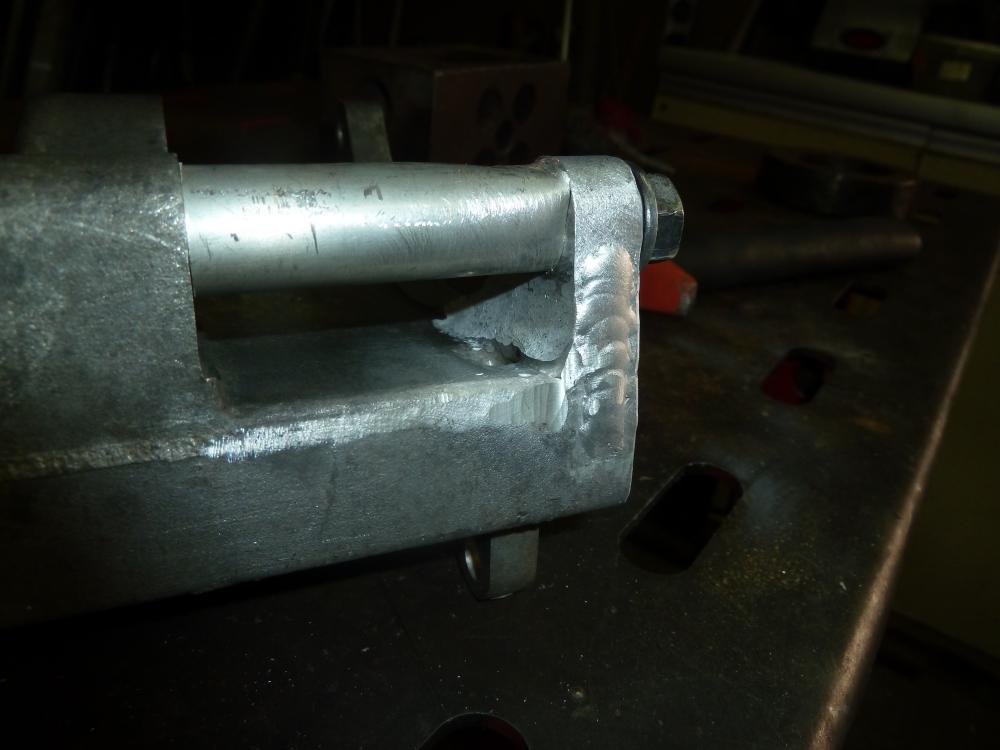
Тягу сколхозил: Отрезал лишнее, разделал, закрепил Заварил, обточил. Старое/новое Лопнуло посадочное место под палец на погрузчике: Для начала стянул и посадил на прихватку Разделал Заварил в 3 прохода Обратная сторона: Разделал, срезав прихватку Заварил в 3 прохода Палец стал на место почти без люфта. Наварил "пяточки" по краям, чтобы было в одной плоскости, потом шлифанул.









 1 балл
1 балл -
Из недавнего: каркас под зеркало для штукатуров морды лица, говоря современным языком, "мейкаперов". Сделал из профильной трубы 15х15х1,5 за полдня.Плюс приёмные трубки из 20х20х1,2 с металлолома. Фиксация - 2 наваренные гайки М6. Держат нормально. Ещё полдня на грунтовку и покраску угробил. В чертёж заказчика внёс изменения, чтоб было надёжно, чтоб в самый штукатурный момент зеркалом по башке не стукнуло. На эти уголки наварил втулки из закромов, ответную на часть каркасе сделал из болтов М10. Так будет на выставке. Все открытые части трубы закрыл стандартными заглушками, получилось всё более-менее красиво и аккуратно.



 1 балл
1 балл