Лидеры




Популярный контент
Показан контент с высокой репутацией 25.07.2025 во всех областях
-
Одни из вас играют хорошо, другие играют плохо. И никакие лекции не изменят этого соотношения сил. Если каждый из вас, братья, ежедневно, ежечасно не будет тренироваться в шашки! В шахматы! (с) Ильф и Петров3 балла
-
Сварка профильной трубы. Мифология и реальность. Как говорил незабвенный Виктор Степанович Черномырдин: "Отродясь такого не бывало, и опять то же самое"…в смысле, сколько эту тему не мусолят в интернетах и прочих разных форумах–а всё равно, желающих (неофитов, в основном от сварки) узнать «за секреты» сварки профильной трубы не уменьшается. Нам тоже не удалось соскочить с этого мейнстрима – поэтому что-то написать придётся. Постараемся сделать это максимально интересно и читабельно. Самый главный и самый страшный секрет сварки профильной трубы покрытым электродом состоит в том, что этот метод не является оптимальным для толщин 1.5/2 мм. То есть для толщин самых массовых труб для бытовых конструкций. Да как так-то? Да вот так, и ничего с этим поделать нельзя. Одним из требований успешной сварки покрытым электродом является условие превышения толщины свариваемого металла над диаметром применяемого электрода. То есть сваривать условное соединение из профильной трубы 20х20 с толщиной стенки 1,5 мм электродом даже 1,6 мм – технологически неэффективно. Скажете, все варят и НИЧЕГО! Ага, НИЧЕГО хорошего, даже если сразу не отпадёт, и дыр не наделаете. А какие электроды (марка и тип в данном случае не имеет значения) у большинства домашних/дачных/гаражных сварчеГОФФ? 3 мм!! Крайне редко – 2,5 мм. 2 мм и 1,6 мм – вообще днём с огнём не найдёшь… да и ими работать – удовольствие ниже среднего. И ценник за кг выше, чем за электроды 3 мм. Сплошная засада, в общем. Теперь за технологию. Как правило, для сварки профильной трубы наиболее часто применяются соединения типа С2 и Т1 по ГОСТ 5264-80.Причём, если С2 ещё туда-сюда как-то подходит, то Т1 по ГОСТ вообще от 2 мм. Почему? – это тема отдельного рассказа из серии «МНОГА БУКАФФ», как-нибудь в другой раз. Поэтому на производстве, где практикуется сварка конструкций из профильных труб с толщиной стенки 1,5/2 мм доминирует МИГ/МАГ и, в особо торжественных случаях–ТИГ.Или, даже страшно сказать,ЛАЗЕР! «Сектанты-олдскульщики» (OAW), гадко ухмыляясь, тоже с нескрываемым презрением следят за потугами домашних мастеров что-то изобразить приличное с профильной трубой при помощи ММА. Ну, не то это, не то пальто, в целом. А больше секретов-то и нет! Поэтому для ММА: Хорошая подгонка/резка/стыковка с минимальными зазорами (а лучше без оных) – Да! Электроды – типа рутиловых, или рутило-целлюлозных. Перфекционистам можно и с основным. Просушка перед сваркой – однозначно, да! Согласно рекомендаций производителя электродов. Зачистка поверхностей перед сваркой до металлического блеска – да . Дугу держим короткую, силу тока – по минимально возможной, для устойчивого горения (для данного диаметра) электрода величине. В Т1 можно чуть больше, чем на С2. Поперечные движения электрода с целью навалить металла пошире – нежелательны. Небольшие возвратно-поступательные – поощряются (лучшим внешним видом шва). ИТОГ: как метод сварки профильных труб ММА – допускается, но не приветствуется. Взято с https://www.top-weld.com/blog/obshchie-voprosy-po-svarke/svarka-profilnoy-truby-mifologiya-i-realnost/3 балла
-
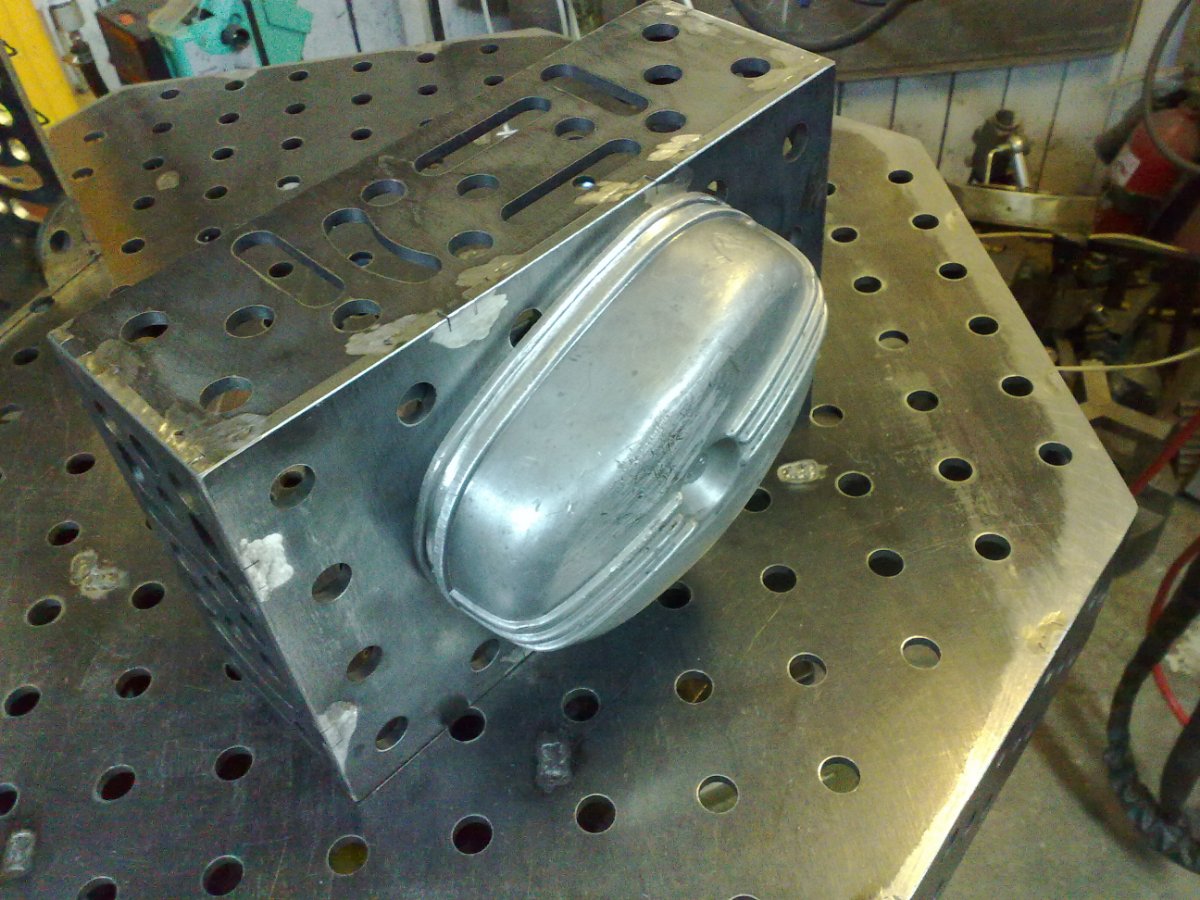
Крышка крышке рознь. Вот одна варилась плохо, а вторая отвратительно. Надо сначала аккуратно всю гряз всплыть на поверхность, замещая ее присадочным материалом.
 2 балла
2 балла -
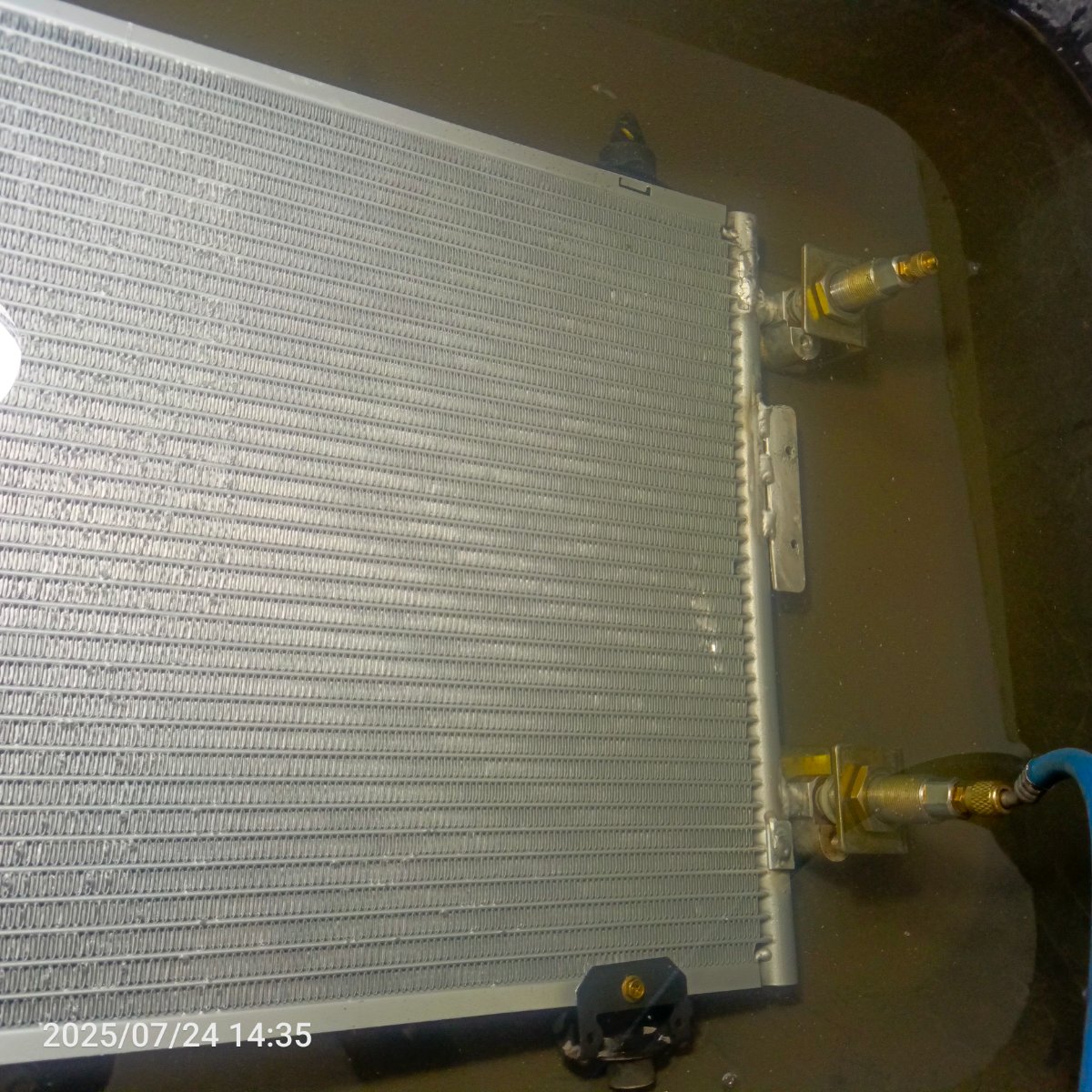
Это уже интереснее. Комбинированный китайский трехсекционный радиатор. Все секции брускового типа и один из них работает как радиатор охлаждения двигателя. Не знаю,зачем это сделано,но чтобы заглушить трубку,надо вырезать секцию,срезать бачки и заглушить трубку,а далее все в обратном порядке-это еще та работа. Но на тосоле и радиатор брускового типа -это перебор.
2 балла
-
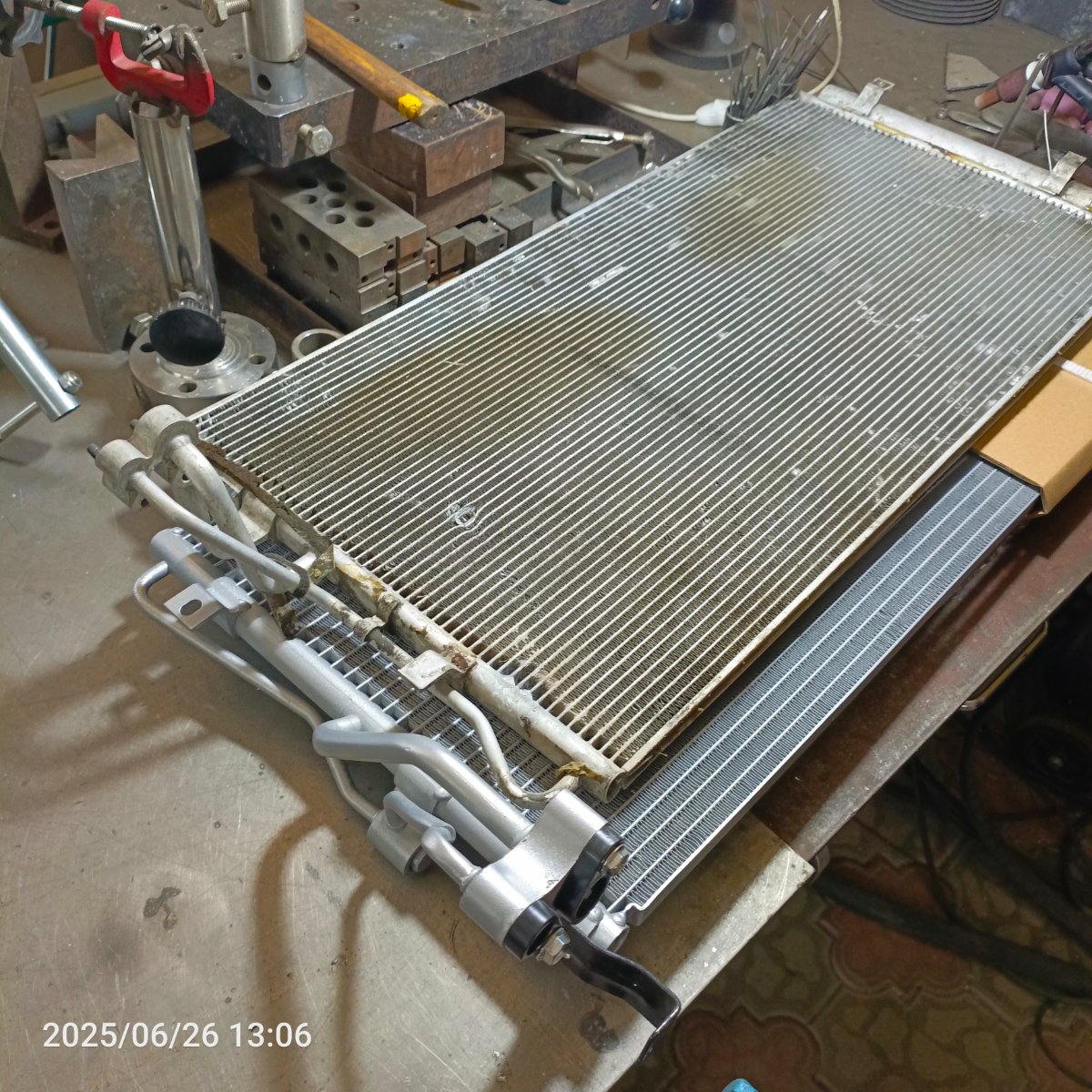
Радиатор Тойота..какая-то,впрочем приличный джип,но старый. Радиатору 24 года исполнилось.Достать новый трудно или уже невозможно. Была пара течей по трубкам у бачков. Пайка...и еще несколько трубок по бокам потекли:нагрев,тепловое расширение и надорванные или сильно корродированные,но еще целые трубки, начинают течь...
2 балла
-
Во-во. Литьё- вещь в себе. В смысле вмещает очень много вещей. Газы всякие- врядли ковш вакуумировался перед разливом крышек. Два- всякие песчинки и мусор- возможно использовали всякийлом для варки сплава. Потом скорее всего это литьё произаодилось в специальную машину, в которой подвижный поршень загоняет жидкий металл в матрицу, и служит второй части матрицы. От удара пузырьки газа, мусор, масло , которым смазали матрицы (чтобы люминь оборудование не засирал) оторвались от стенок и зависли в серединке где-то. Поры всё равно выходят на поверхность, но худо- бедно герметичность есть. Через поры масло впитывается. То есть. варить литьё, да еще и замасленное, в качестве тренировочного образца... Вам надо индусов и немцев пригласить. Я ни в Кама-с утра, ни в немецких фильмов для взрослых такой жесткой... секаса не видел. Только индусов можно бесплатно- они для души сочиняют, а немцев за деньги- у них бизнес!1 балл
-
Электрод толстый. Скачай таблицу максимальных рабочих токов электродов от толщины и типа. 2,0 -2,4 за глаза. На такие дыры сопло 10 надо бы ставить. На второй день очистку в плюс добавил,это +. По технологии попробуй так: тонкий пропил трещины 1-1,2мм. широкая разделка U или V образная с притуплением. Плакируешь(наплавляешь чистый металл присадки) сначала одну сторону трещины-не спеша,с остановками,не перегревая,посадил точку-остыл,грязь полезла-выжег дугой,вычистил до без пор-снова точку. Потом другую сторону так же. Притупление скорее всего сплавишь-поэтому можно эту процедуру провести и с обратной стороны. Чуть подправил разделку и начинаешь заваривать шов. Чистым по чистому. В принципе ты к этому и пришел в конце. Но какой ценой-сразу перекрывая (пытаясь ) весь шов.1 балл
-
Тремор рук надо побеждать, держи спокойно горелку, не кувалду держишь. Советовал, до автоматизма надо нарабатывать. Голова не успевает сразу несколько дел делать, это как на машине с МКпп, первоначально смотришь на рычаг. Особенно тавровое соединение? Для этого есть приёмы.1 балл
-
Пробовал 730-ую, 815-ую и ТМ1000, сам на постоянку пользуюсь 615-ой, которой уже 6 лет, даже самая дешёвая их маска отлично отрабатывает и ниразу не пропускала даже в импульсных режимах в тиг, в деградации светофильтр этой старенькой маски не замечен. От текмена не могут глаза болеть априори, особенно если работаете на комфортном для вас оттенке светофильтра и если вы будете ставить соответствующую режимам работы степень затемнения светофильтра, это лучшие предтоповые маски, быть может в чем-то и уступающие продукции от 3м и optrel, но в свои деньги огонь, это буквально лучшие маски из существующих на мировом рынке по соотношению цена к качеству. Ну и то, что завод текмен производит светофильтры, которые уже потом идут под брендами кемппи или Линкольн электрик тоже о чем-то говорит1 балл
-
поэтому есть резон поставить туда пусть и внешнюю но качественную вилку. Из старых запасов еще можно найти легранд. Но надо быть внимательным, не купить украинского производства. С леграндовскими проблем не замечал. А вот все остальное 50\50. Гибкий кабель, однозначно обжимать, после двойная протяжка. Проблем после этого не встречал. Касательно предохранителя на кабеле\ розетке или выключателя, обычно это зло. На сварке долго не живут. Да и если они на улице используются, то внутри контакты окисляются. Это дополнительное звено появления проблем. Еще, на будущее, можно использовать твердую (пасто образную) силиконовую смазку, даже когда собираете вилку или розетку, т.е. винтики промазать и наконечник. Не будет окисления, меньше будет проблем. И пластик не разрушает в отличии от других смазок.1 балл
-
Все начинается от питающей сети, чья розетка примет на себя нагрузку от сварочного аппарата. Сделаешь хороший удлинитель - спалишь розетку. А на удлинитель вилки и силовые можно купить, которые на 32А (как на картинке). И переходник с силовой розетки на обычную вилку сделать не проблема. И переходник с силовой розетки просто для подключения прямо к щитку тоже. Все упрется в точку подключения. Поэтому если много разноплановой работы на выезде, то лучше сделать силовые вилки с розетками и переходники для них на сечении 2,5-4,0 кв. мм (или их комбинации из нескольких частей разного сечения). У меня "на вынос" ручник на 160А и полуавтомат на 200А. Удлинители 25м с жилами 2,5 кв. мм и 60м с жилами 3 кв. мм (в качестве жил спаренные провода по 1,5 кв. мм). Оба аппарата от них нормально работают.
1 балл
-
Иногда нужный радиатор трудно достать,будь это радиатор конденсатора или испарителя.Выбирается подходящий по размеру и переделываются крепления и колодка с трубками. Если нужно сделать отверстие в бачке и чтобы не попала стружка в бачок,то сначала снимается фрезой слой металла примерно на 4/5 толщины,а потом резцом вырезается отверстие. Старому радиатору уже 17лет.Вначале при опрессовке были обнаружены три поврежденные трубки.Пайка и..еще пять течей в соседних трубках только с одной стороны и три с другой -нагрев,тепловое расширение и те трубки,которые надорваны/корродировали на значительную глубину, отрываются. Как правило,после пайки последующих трубок,начнут отрываться близлежащие -радиатор умер,замена.
1 балл
-
Когда плотно занимался лесовозами, обратный кабель был 3 м, кабель держака 12, но это вынужденная мера, при переноске, перевозке все запутывается, таскать тяжело))).1 балл