Лидеры




Популярный контент
Показан контент с высокой репутацией 01.07.2025 во всех областях
-
Сегодня притащили 3 ящика латунных деталек, к концу первого ящика произошло что-то вроде резкого озарения или внезапного понимания как с этой бякой работать (присадка cuzn), очень воодушевился, долго она мне не давалась, я уже начал думать, что у меня руки не из плеч растут правильно тут на форуме не раз писали, что на все нужно время и нарабатывать опыт и сваривать как можно больше, все, что есть под рукой. Вчера ещё первый раз в жизни приготовил плов в казане чугунном (готовил на газовой плитке), получилось очень вкусно, вполне на уровне с ресторанами моего города или быть может даже лучше. Жизнь хороша
 3 балла
3 балла -
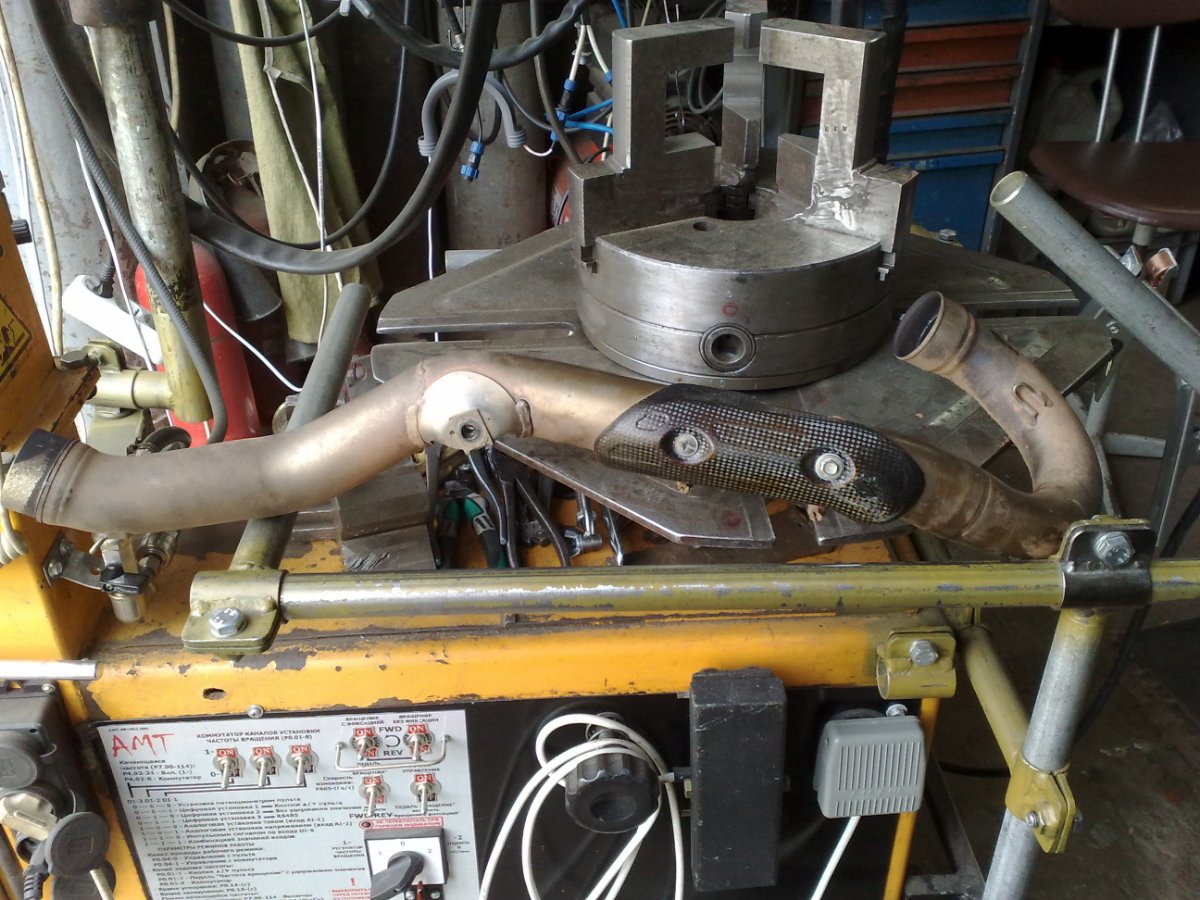
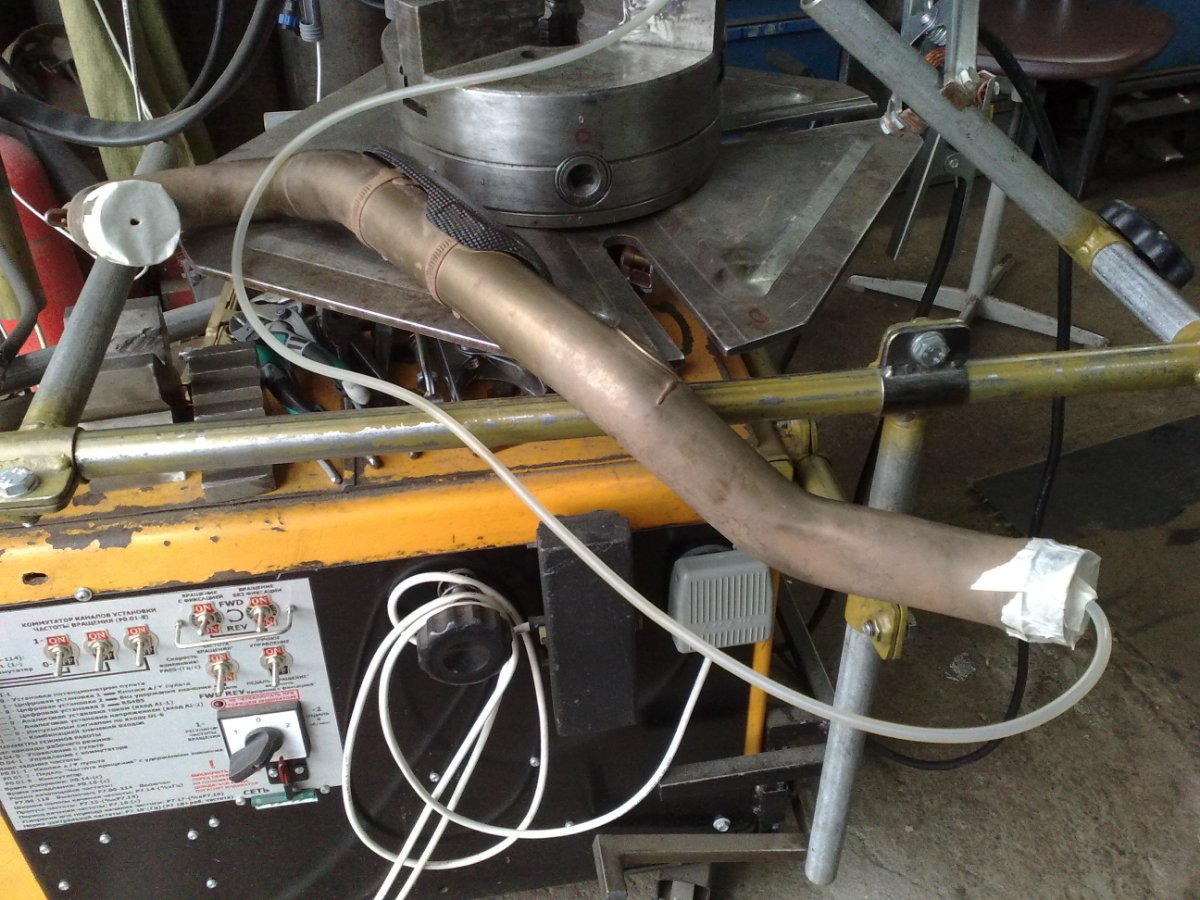
Я повторюсь: с защитой и без защиты сварного соединения, особенно на тонком, это совершенно разные сварки. Поддув сильно влияет на процесс в плане охлаждения. Без поддува можно предварительно настроится, но не более. Вот выпускная труба мотоцикла. Она иногда до красна нагревается. Вроде по логике чего ее поддувать, внутри уже и так все окислилось. Но сварить ее без поддува - пустая трата времени.
3 балла
-
Цвета побежалости это интерференция света в прозрачной окисной пленке. Цвет напрямую зависит от толщины этой пленки, которая в свою очередь зависит (косвенно) от температуры. Следовательно способность металла окисляться и будет влиять на то, при какой температуре какой цвет будет. Для справки: все сплавы окисляются по разному.3 балла
-
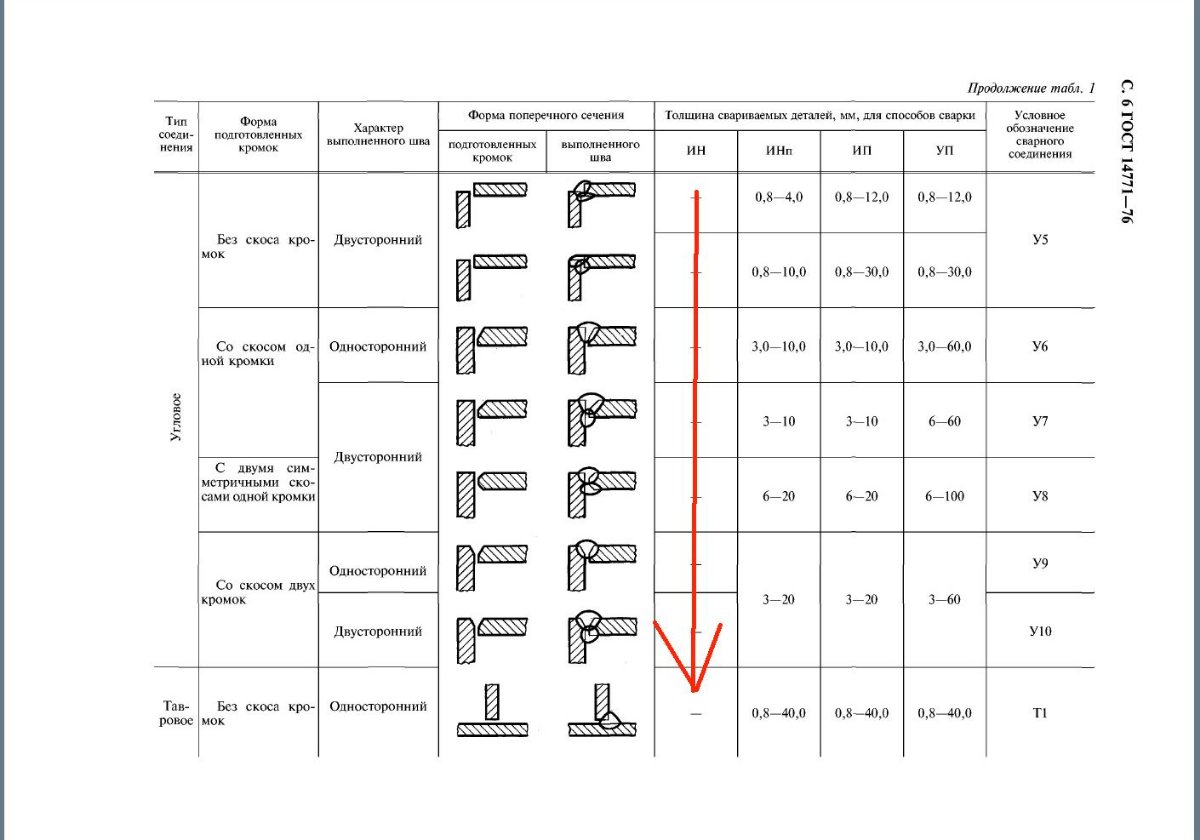
Вот что гласит ГОСТ 14771 про сварное соединение Т1 без присадки (ИН).
3 балла
-
Сугубо мое мнение: импульсная сварка (наверное я про автоматическую сварку), если не серия из 10-ка, 100-ни штук - это дрочево (извините меня за мой французский). Пока настроишься, пока добьешься приемлемых результатов - глядишь и обед (или ужин). А красота (да и тепловложение), она вроде и так на приемлемом уровне. И самое главное - характеристики сварного шва гарантированы. И какая металлургия получается при переходных процессах на импульсной сварке, еще может потребовать и контроля.
3 балла
-
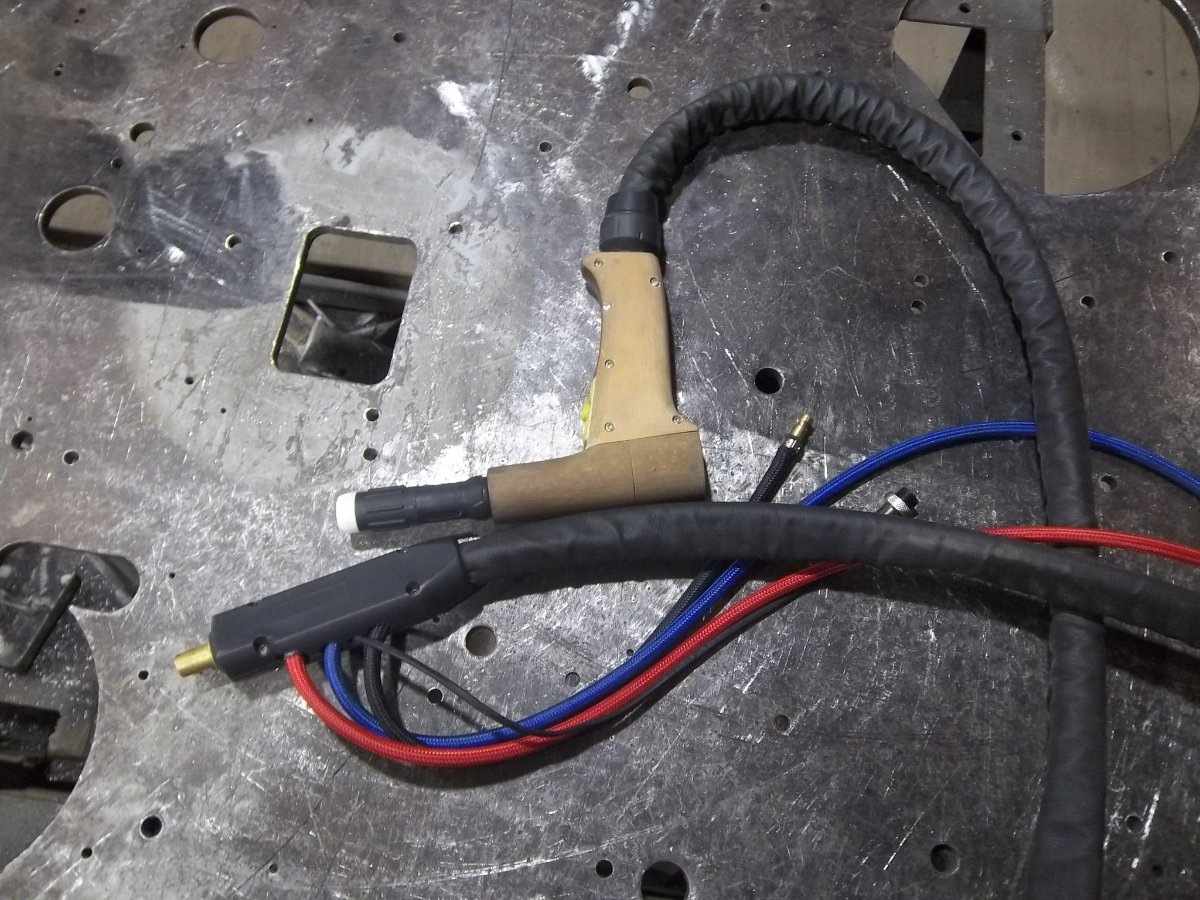
Сделал для тиг-спота сперва такую горелку.,В процессе эксплуатации " вскрылась " недоработка и пришлось изготовить новую.
2 балла
-
Как-то не особо он полон- в полном 150 кГ.2 балла
-
Вот такие фанатики-любители и отбирают работу шутка юмора, если что...меня, в своё время, так занесло на получение третьего образования, будучи состоявшимся специалистом и имея работу, которая кормит ( и не только хлебом с водой).Потом тут так и завис2 балла
-
Меня такая мысль посетила, в смысле что это первый совет начинающим аргонщикам, на второй день занятий. Не надо заниматься ерундой, не отбирайте работу у специалистов, каждый должен заниматься своим делом, или иди учись в учебное заведение на дневное и полноценно осваивай профессию и работай. Нет никаких метаний, но почему то интересно. Человек такая ск.... что все время что то хочется, то самогон, то пиво варить, то ковка, то ещё что то. Со сваркой был вообще ни как, как то посмотрел одно видео где америкос рассказывает про РДС, увидел сварочную ванну, потом пошёл попробовал, и помню этот вид расплавленного металла, да ещё и контролируемый, меня ну просто заворожил, и как то поехало. С начала инвертор РДС, мало, потом полуавтомат, почти сразу мало, потом тиг. Всё что то куда то тянет, что то охота, что то надо, и конца и края этому не видно.2 балла
-
Сварочная проволока СВ10х16н25ам6 Сварочная проволока СВ10х16н25ам6 используется для наплавки и для изготовления электродов. Проволока изготавливается с неомедненной поверхностью диам. 0,8-6,0 мм из низкоуглеродистых марок стали: Св-08, Св-08А, Св-08АА, Св-08ГА, Св-10Г2, Св-10ГА; диам. 0,8-2,0 мм из легированной марки стали Св-08г2с; с омедненной поверхностью диам. 0,8-1,6 мм из легированной марки стали Св-08г2с. ГОСТ 2246-70 Несколько раз перечитал и не понял, это для поржать или заплакать?Взято вот отсюда-https://www.ventsvar.ru/catalog/provoloka-sv-10kh16n25am6.html?ysclid=mceiv4fhf853855633#desc2 балла
-
Это шыдевер! Читал и плакал навзрыд! Соседи угрожают при рецидиве скорую вызвать. Психическую...1 балл
-
А это как понимать? Ааааа, увидел картинку. Это порнуху ликвидировать - и от быстросъема сразу к шлангу. Иногда....1 балл
-
как краскопульт работает? Как карбюратор работает? Как пескоструй работает? Все построено по одному принципу. Чаще всего, да, это так не работает и газ просто выходит. Но бывают моменты когда при определенных условиях все начинает работать и вот начинаются танцы с бубном, от куда это лезет как грязь в шве или приходится увеличивать расход газа и т.п.1 балл
-
"Эжекция" называется! А что тогда за фистула на байонете? Кстати, пропустил - что у тебя за аппарат? а при маааааленьких утечках и не будет пузыриков.1 балл
-
Слав, а поподробнее?1 балл
-
Понты и охота дороже денег,это факт1 балл
-
Как мне кажется за 3 месяца работы неплохо продвинулся в навыках сварки и потихоньку наращиваю уровень респекта у коллег. Недавно например такой змеевик медный притащили с жалобой на то что вода струйками из него фигачит в разных местах, по нему подается горячая водичка под давлением, паять еще не умею и не пробовал, заварил протекающие места тигом, сильно обманулся в толщине стенки, в самом начале она 2мм, а в местах где протекает толщина по факту оказалась 0.5мм, да ещё и как назло места утечек в очень неудобных местах куда толком не подлезешь, пару часов с ней провозился, ну зато сэкономил предприятию 85круб (цена нового змеевика такого). Пока что не течет и давление держит. Ещё недавно сваривал спираль нихромовую, квест был тот ещё, сначала пробовал присадкой 308-ой, но место соединение оказалось очень хрупким, разрушилась от того, что случайно уронил (длиной она около 2 метров) наилучший результат получился используя кусочек этой же спирали в качестве присадки, что логично.Спиралька установлена куда надо и пока что трудиться. Наконец понял сварку чугуна электродами, материал этих электродов ведёт себя немного иначе, чем по стали, нужно было время на привыкание к моменту, что электрод нагревается довольно быстро до красного состояния и приходится подстраиваться под иной скорость переноса металла у электрода в разогретом состоянии, чем в начале, началось получаться довольно аккуратно, чтобы фрезеровщикам меньше "мяса" снимать. С алюминием тоже продвигаюсь, начали получаться довольно ровные шовчики, но я их перед там как отдавать дальше, все равно дугой глажу на более высоком токе, чтобы ребятам меньше времени тратить на зачистку. Пока что у меня сложности только с латунью бывают в неудобных местах, присадка не всегда прилегает куда надо, ещё в процессе подбора идеальных режимов для сварки этого сплава. И красиво заварить далеко не всегда к сожалению получается...
1 балл
-
1 балл
-
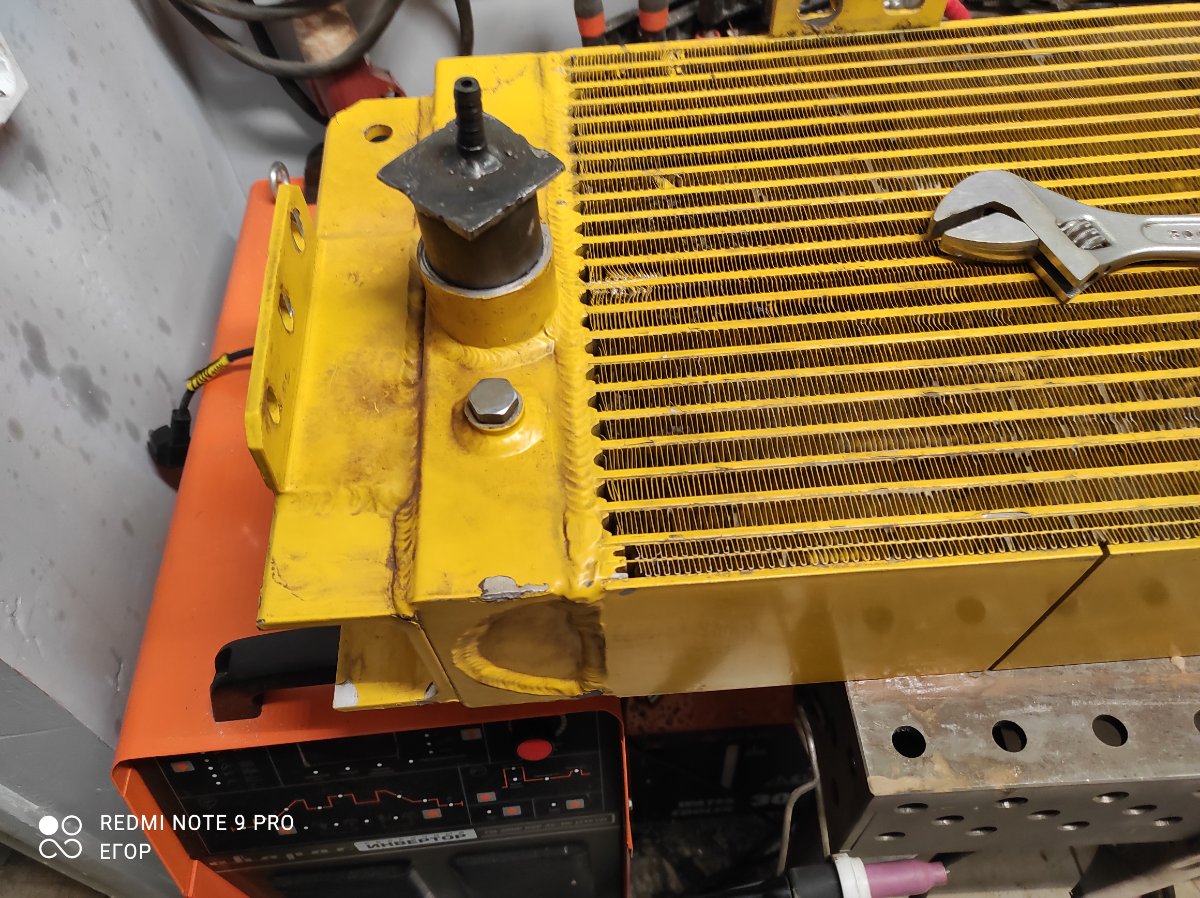
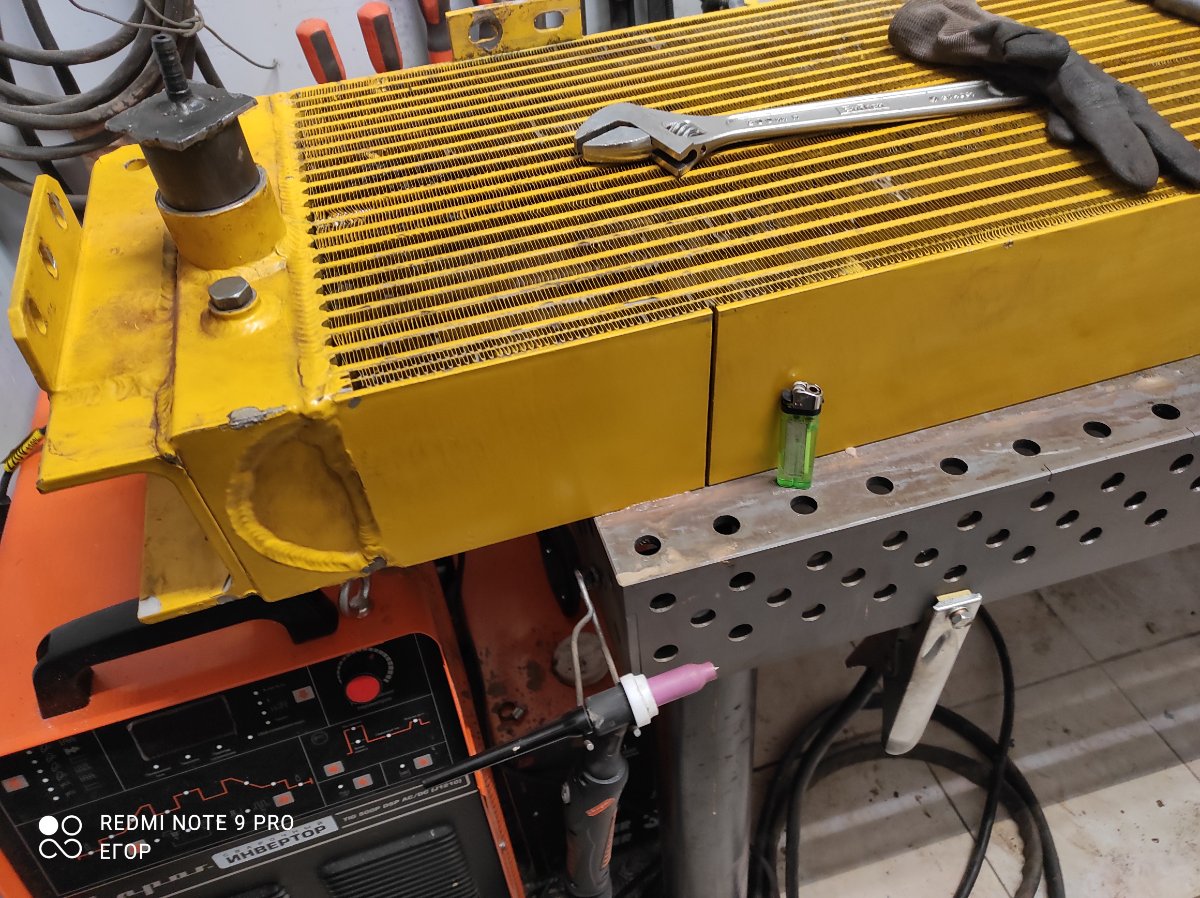
Меня проблема с радиаторами коснулась на работе, т. к. бурильные установки импортного производства, и не предназначены для работы в северных районах, почти каждый день чинил радиаторы от бурилок, конструкция интересная, во всю ширину это одна сота, не несколько рядов, а однорядный. 21 сота, глушить можно не более 2, толщина стенки бачка 16 мм, адский жар при сварке. 270-320А .глушу соты, изнутри, эх, плазморез бы
1 балл
-
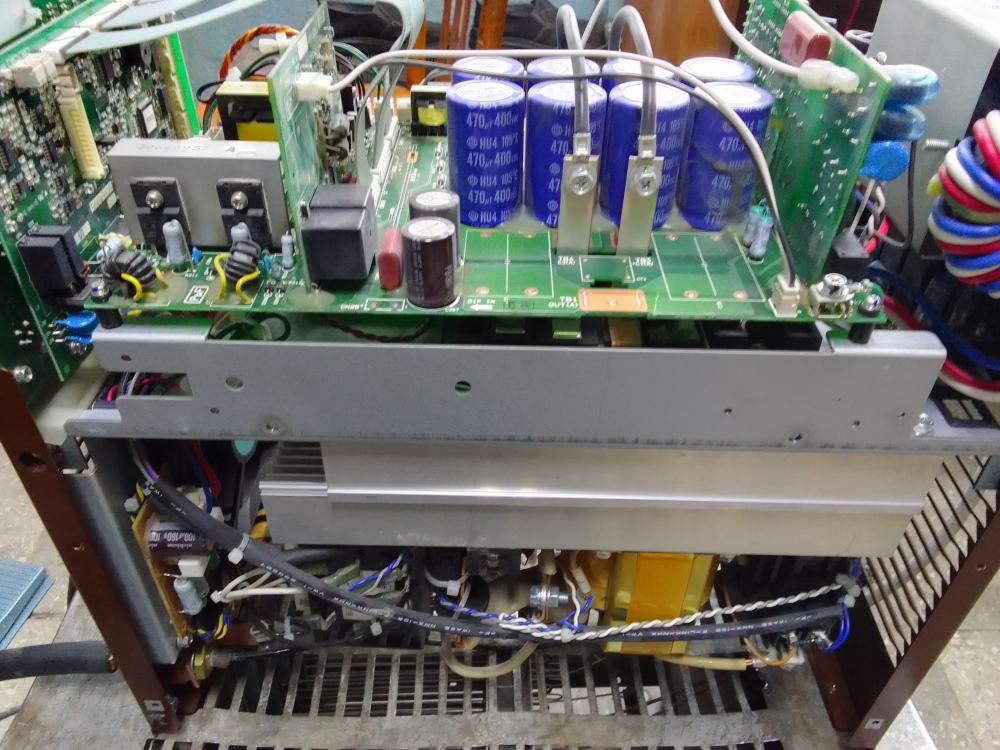
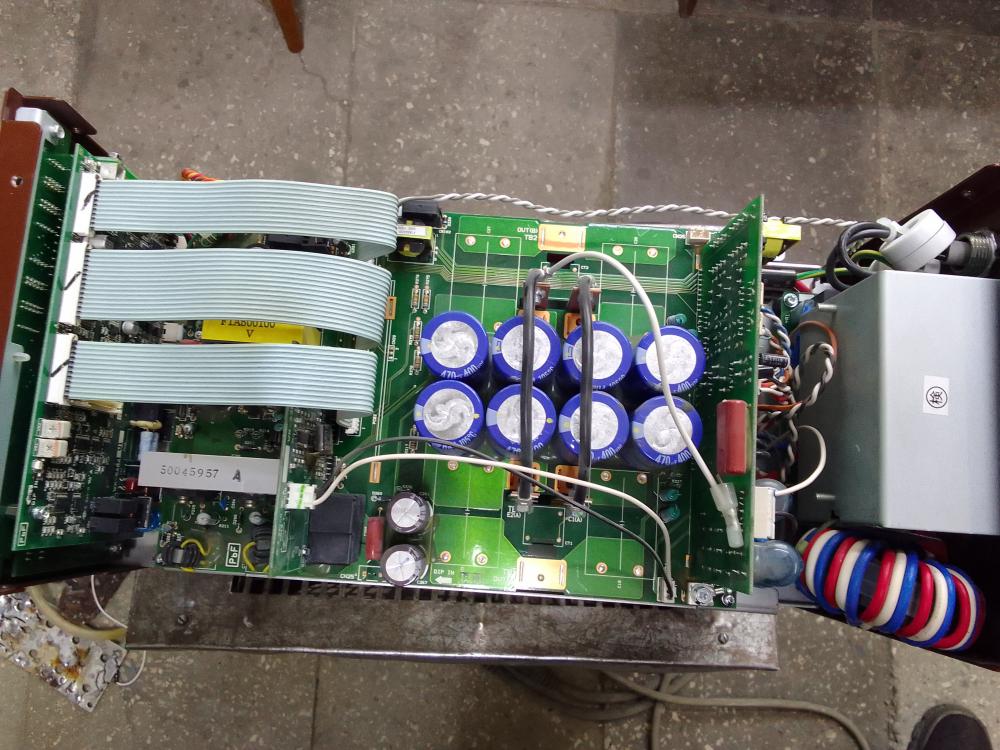
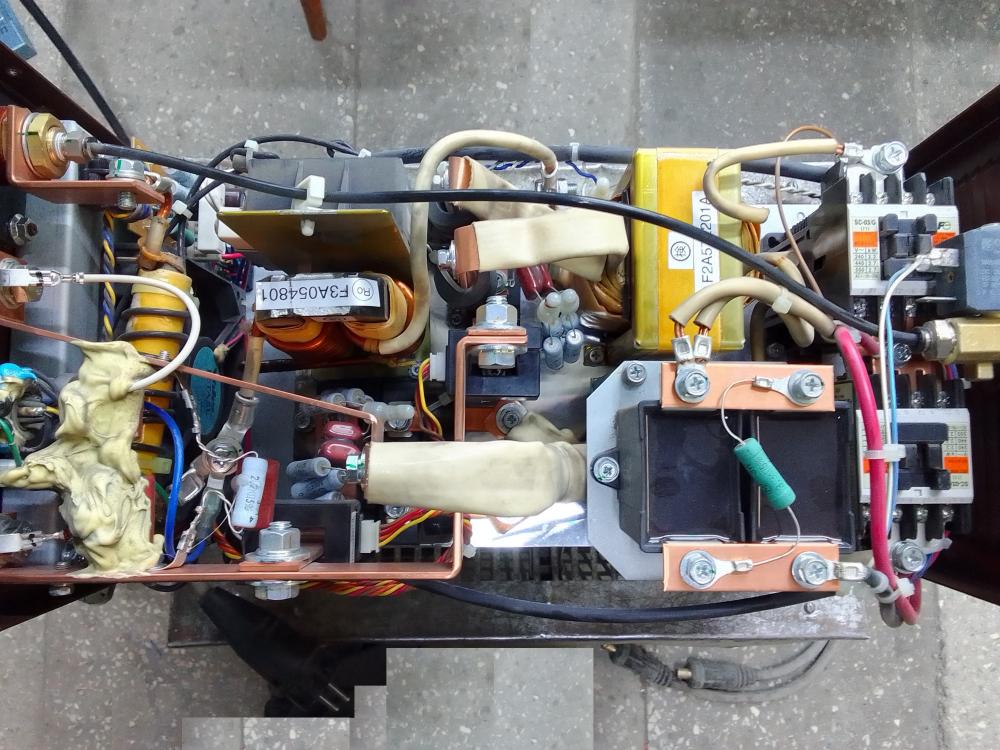
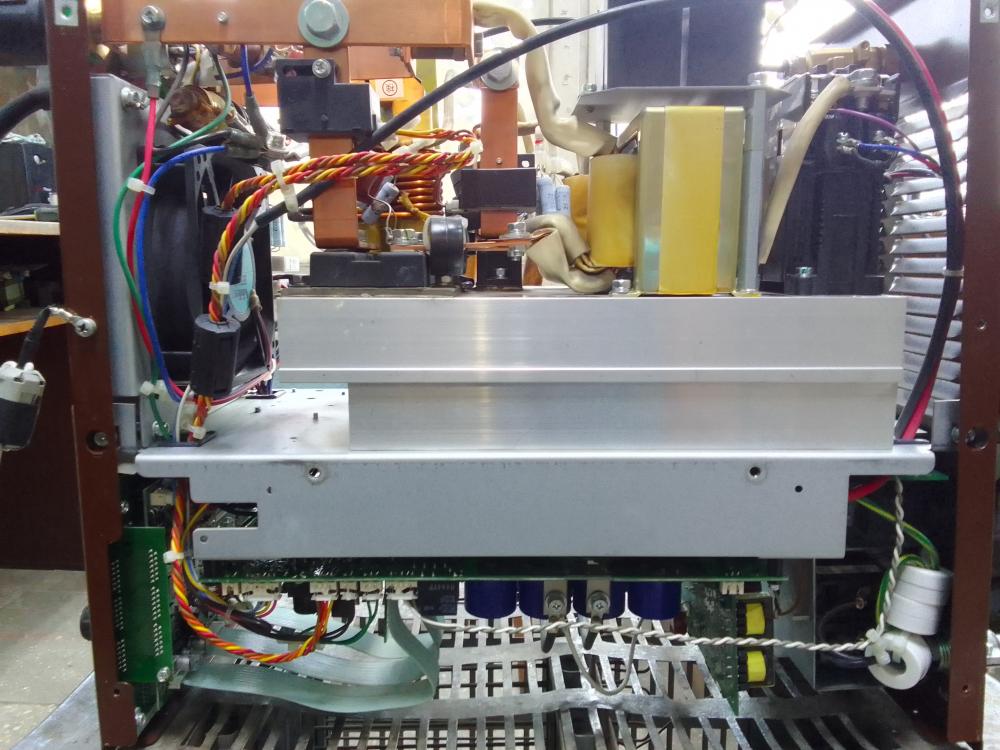
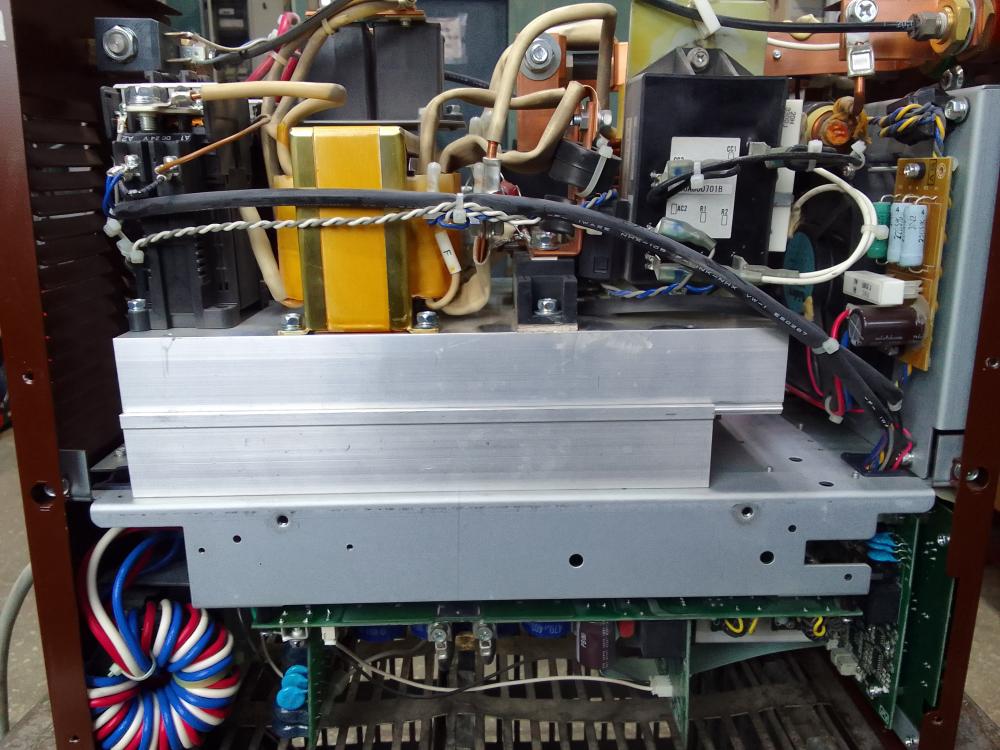
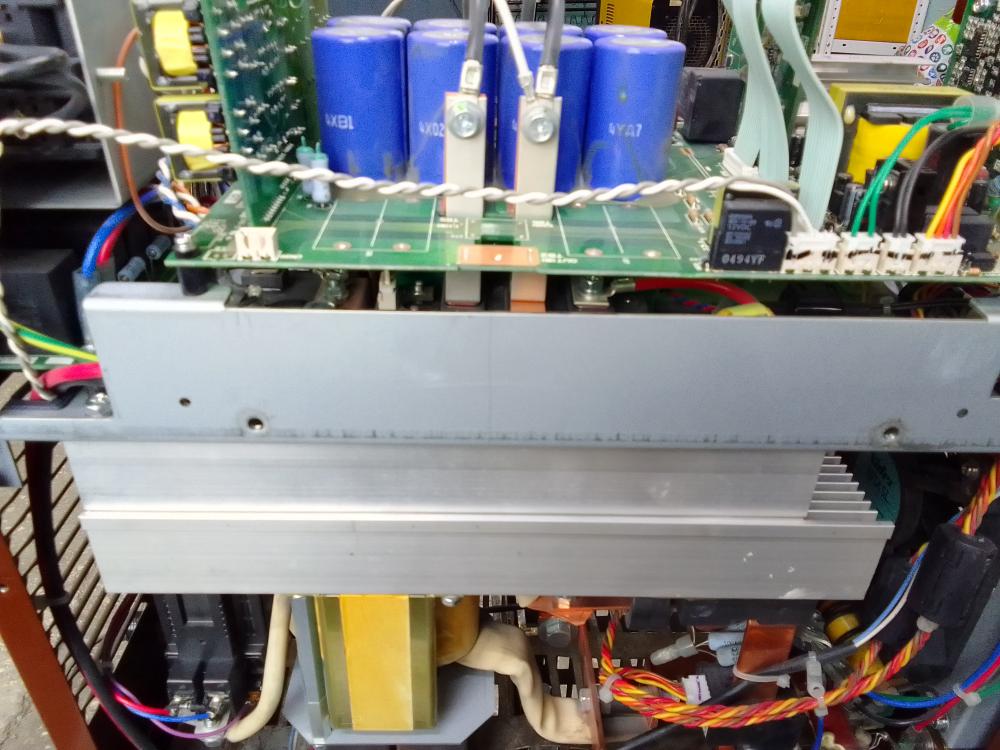
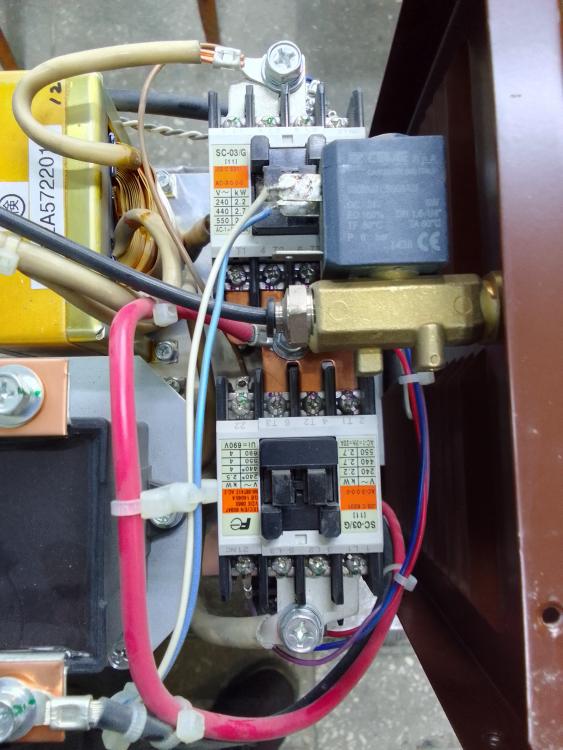
Люди ищут выход всегда. Дорогущий (почти как моя ипотека ! ) японский аппарат для восстановления лопастей турбин охлаждающего контура. Но тоже ломаются. Продавцы отказали в ремонте, сославшись на санкции и невозможность ремонта в России без схем и запчастей. Владельцы аппарата оказались мои старые знакомые. Просто потерялись с переездами. Весьма удивились, увидев меня. Пришлось заняться этим девайсом. Аппарат включался, но не работала ни одна функция. В нём и контактная сварка и ТИГ. Это всё с проциком и в микросекундах. Так как не знал принцип его действия, то первый день разбирался с тем, как он работает и как вообще разбирается. Потому как собран он весьма интересно. Просто и в то же время сложно. (Всё гениальное - просто !) После с внутрянкой разобрался, чтобы понять, что к чему и как включается. Один инвертор работает на два подключающихся в зависимости от типа сварки, выходных контура. Управляется контроллером с панели. Сначала запустил включение, стала работать контактная сварка. Приехал сварной из этой компании, объяснил как должна работать ТИГ сварка. Его чёткий и точный рассказ и стал нужным штрихом для завершения ремонта и восстановления ТИГ функции. 5 дней вместе с проверкой и аппарат работает.
1 балл
-
Да купил уже
1 балл
-
Оказывается 300 квадратов это не так и много. Отдельная комната для радиаторов: Поленился сделать стол подъёмный, пришлось прикупить. Классная вещь, надо было давно приобрести.
1 балл