Лидеры




Популярный контент
Показан контент с высокой репутацией 21.02.2022 во всех областях
-
Ну нерж вертлявее чернухи и чернуху можно без присадка но правильно сказали подгонка П-в П. Александр , но не всегда профилегиб подходит и проще бывает надрезать и сварить а можно только и прихватить и не куды не денется. Вот профилегиб обычно внутреннюю стенку заминает и чем меньше радиус тем выше проблема . Да и вот для себя одну две детальки можно "покромсать" болгаркой , ехать к гибщикам и это означает потерять весь день , во первых они без работы не сидят и вряд ли ваше начнут сразу ну и настройка станка и т.д. убьет не мало времени . А , чо ФАНЕРА тоже наше все , вот канальчик посмотрите , очень грамотная "борода" и творит чудеса и о поводках и прочем можно узнать и в "память" на всегда забить . https://www.youtube.com/user/covellron
 5 баллов
5 баллов -
Здесь мой вариант тележки для TIG.
5 баллов
-
Мда , а я грешным делом подумал что Егор выше показанный Ал варил 131 процессом то есть ПА . Егор , куды задрал для этой "железяки" ток в 160А и ей с лихвой бы хватило 120А и спад большой по времени и на половину убавить время да и амперы до 30 и тогда будете чувствовать себя спокойно и властелином этой "железяки" кстати и не особо сложной , но вот выше 100% она вами командовала . Егор , летом приезжай дня на три и я тебя научу за сие время как красиво и правильно с Ал работать .
4 балла
-
Валера! Я лишь свое мнение высказал. Сейчас сходил, посчитал.....41 надрез. Если профильная труба 20х40мм, то общая длина швов заварки = 41х( 20+40+20мм)= 41х 8см = 3м28см. По уму, считаю, что будучи перфекционистом, необходимо все же полностью заварить все швы, ибо даже малейшее попадание воды.....а в межсезонье — даже банально влаги, вызовет наличие ржавчины на не заваренных участках шва. Учитывая толщину стенки трубы 2 - 2,5мм еще необходим и кое-какой опыт заварки, что б не наделать на трубе дырок или поверхостных какулей, которые после необходимо будет счищать. Прикидывая, что наиболее удобным будет сварка в нижнем положении, то трубу придется довольно таки долго вертеть во все стороны. Это еще все при правильной процедуре сваривания и при условии, что трубу не начнет крутить в бараний рог))) На выхлопе можем посчитать затраченное на всю "эту эротику" время, материалы..... Лично у меня, внутренний голос говорит — а оно тебе надо???? Вот по сему я лично бы отдал на профилегиб. Когда-то давно, еще в своей прошлой жизни , имел подобную беседу с настоящим долларовым миллионером (второе лицо в кап. банке), доказывая, что всю простую работу можно делать самостоятельно.... На что, он мне возразил, что специалист сделает эту же работу намного быстрее и качественней, а он на своей работе заработает столько, что заплатит специалисту... и еще и самому денег останется. Это я к тому, что надо ценить свое время. А к уровню того дядьки, многим еще работать и работать... в том числе и мне. Видел его работы...особенно с английским колесом. Личность — мирового уровня.3 балла
-
Мне такой режим нормально, Спасибо большое, но вынужден отказаться, защита диплома, вахты. Кстати, когда мне сказали время пошло, меня что то самого мандраж тряхнул2 балла
-
@БекасЧе, реакция не медленная- там полный шланг повышенного давления. То есть клапан открылся, газ из шланга пошел, а на ротаметре расхода еще нет, так как со шланга не весь газ вышел. И опускается шарик медленно, так как клапан уже закрылся, а шланг еще не наполнился до давления, на которое накручен редуктор. Соответственно во время старта и времени стабилизации расхода идет повышенный расход газа и вероятно с подсосом воздуха в рабочей зоне.2 балла
-
Да мы вообще то серьёзно. Вариантов сварганить ящик из жести приличное множество.2 балла
-
@sab0tage,TIG и то с трудом вывозят ..... про 131 процесс речь в ближайшем будущем вообще не идёт...там даже "менеджеры компетенции" далеко не айс в этом вопросе.... про регионы можно даже не упоминать.... одно слово-стало просто показуха....2 балла
-
Не поведет вообще, если сварку будешь проводить швами по 2-3см и сразу же продувать из сжатым воздцзом до остывания.2 балла
-
Канал нашёл на ютубе,мужик класно варит,и на станках работает толково-https://www.youtube.com/c/CuttingEdgeEngineeringAustralia/videos2 балла
-
2 балла
-
Вот эти толстенные шланги поменяй на тонкие и более короткие. В момент старта там расход зашкаливает и завихряет все что можно в зону сварки. Или - поставить игольчатый кран за 20 см до электроклапана, и регулировать расход именно им, а на ротаметре полностью открыть.1 балл
-
У нас в последнее время так же "осваивают" бюджетные деньги . Вот в конце прошлого года только закончили менять ступенечные марши и ограждения на пешеходном переходе через железную дорогу. Заканчивали буквально в самом конце года. https://www.google.com/maps/@49.5659897,25.5926895,3a,53.7y,71.31h,88.4t/data=!3m7!1e1!3m5!1swTVXEeY2-LYxC5jcwx0D3A!2e0!6shttps:%2F%2Fstreetviewpixels-pa.googleapis.com%2Fv1%2Fthumbnail%3Fpanoid%3DwTVXEeY2-LYxC5jcwx0D3A%26cb_client%3Dmaps_sv.tactile.gps%26w%3D203%26h%3D100%26yaw%3D65.0329%26pitch%3D0%26thumbfov%3D100!7i13312!8i6656 При этом все железо покрыли цинком погружным способом, в расплав. При монтаже правда, законцовки перил так же надрезали , гнули и заваривали. Сегодня буквально не зная о теме этого разговора, проходил и обратил внимание, что закрашенные места гибки и сварки, хоть и выглядят довольно страшно, но следов коррозии не видно, хотя закрашивали на вид обыкновенной серебрянкой, а в других местах, под слоем цинка, уже полно следов рыжья. И это прошло каких два месяца )))1 балл
-
Саш , согласен и в тоже время нет , для себя или кто оплатит сие то почему и нет??? Тут тоже согласен , но вот "специалист " может сидеть и в гараже и не обязательно ему производство и не даром я показал "бороду" и он творит чудеса и не на всяком штампе или прессе выйдет так красиво как у него . Вот некоторым "миллионерам" не нравиться замятая стенка профтрубы даже на улице перила-мангалы-лавочки от проката и просят сделать в ручную не взирая на время но тут они платят и главное сделать как хотят они. Вот у нас в платной поликлинике лавочки из трубы 70й и она так же надрезана но скорее на станке , загнута и с низу прихвачена точками ПА , сиденья штамповка и покрашены порошком , в принципе смотрится комфильно . Как буду в поликлинике но я очень редко там бываю , фотки сделаю .1 балл
-
Нет, все РАДС, время на сборку и сварку 40 минут, П А было на черной, порошковая проволока, нержавейка тоже РАДС.1 балл
-
Жаль конечно, отстаём в обучении, в Санкт-Петербурге ситуация такая же1 балл
-
разметка чертилкой, надпил по линии, дальше зажав профиль\уголок , подложив туда лист от ящика и погнуть, подбить киянкой. работа проще некуда1 балл
-
Легче всего вырезать на лазере с перфорацией под сгиб1 балл
-
Отдал предпочтение расположить ящик в самом низу тележки под полуавтомат, дабы источник немного оторвать от земли. Тележку под ТИГ источник выложу уже завтра. Вместо профильной трубы , для площадки под баллон, вполне хорошо смотрелась бы и полоса.
1 балл
-
@Calma,Я Вас таки умоляю,элементарная слесарная наколенная работа.А согнут бывает так,шо...цензурных слов нет.1 балл
-
@sherwood,Патамушо а)Радиус гиба даёт по торцам зазор б) Просто вообще моветон.1 балл
-
@sherwood,Пилите диском 2 мм толщиной,125 мм диаметром по разметке чертилкой,+к разметке на радиус гиба.Все просто.Пилить ручками.Потом гнуть по борозде.Сперва болгарку держим под углом к линии разметки,легко проходимся,потом по борозде углубляемся. ПС.Торцы варить с присадкой,зачищать лепестковым.1 балл
-
Делаю ящик в тележке выдвижной. Сталь будет 1.5мм. Вот есть два варианта. Первый сделать 4-ыре детали, это я смогу ровные и под угол. Потом их собрать в коробку и на высокочастотном пульсе пробежаться по швам без присадки. Думаю это у меня должно получится, пробовал уже вроде даже и красиво. Вот смущает то что скорее всего ящик поведет и будет весь кривой, а так как там полозья и регулировок практически нет, думаю может получится полная хрень. И есть второй вариант вырезать выкройку и загнуть 4-ыре стороны и так же на пульсе пробежаться вертикали. Сваривать придется только вертикальные швы то если поведет то наверное не значительно. Есть проблема с сгибанием. Так как у меня нет гибочного станка (очень жаль) то согнуть ровно такой ящик не получится, предполагается сделать пропилы по местам сгиба, скажем на 1мм и по этому пропилу думаю все согнется легко и ровно. Только смущает процесс выполнения этих пропилов. Не совсем понимаю как сделать ровно (допустим положу направлявшую и по ней) а на определенную глубину, потому как если не допилить а потом начинать сгибать то в этом месте будут проблемы. Под баллон сделаю такую штуку, вроде не плохо получилась.
1 балл
-
Тапочки соседей сверху? ))1 балл
-
Было- стало. В понедельник клепать буду.
1 балл
-
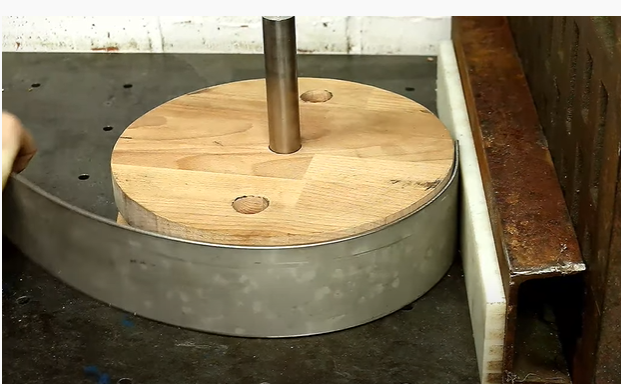
Наконец-то заимел нормальный дешман вариант сварочного столика для некоторых работ ТИГ сварки. История такова... Пригляделся я к чугунной решетке ливнеприемника. Начал мониторить размеры, наличие, цены... и все это привело к тому, что нашел в продаже старую, но не пользованую решетку размерами 700х400х50(60) Заказал, но транспортная содрала не гуманную цену. Написал претензию и они вернули чуть ли не половину суммы. Так, как решетка изготовлена литьем в землю, все же возникла необходимость торцевать внешнюю поверхность. Вот тут то меня и ожидала засада... Мало того, что необходимо было обрабатывать площадь 700х400мм, так еще она и чугунная, не отожженная и с вкраплениями земли. Можно правда было шлифовать, но цена шлифовки оказалась бы космической и на выхлопе деталь была бы "золотой". Но все же мне повезло, нашел фирму, где с директором у нас оказались общие знакомые и общие интересы в молодости.))) Короче говоря сделали они работу на координатке торцевой многопластинчатой фрезой за день, и сегодня забрал у них свою чугуняку. Местами присутствуют мелкие поры, но в целом они не влияют на общую площадь, да и цена ....можно сказать смешная по нынешним временам. В целом, стол , с доставкой и торцовкой обошелся около 70 американских рублей. Самому еще не верится, что такая халява подвернулась. ))))
1 балл
-
Потихонечку готовим к заливке плиту перекрытия малярки. На днях надеюсь зальем, а то пора уже монтировать оборудование, а полов всё еще нету. . Малярка с печкой и путями, справа за брезентом "средняя" печурка которую всё доделать никак не получается... . . Ну а это "Технологический этаж" где должно быть установлено различное оборудование обслуживающее здание. Собирается опалубка, укладывается арматура, идет подготовка к заливке. . . Завтра начнем собирать второй слой сетки, надеюсь на днях зальемся...
1 балл
-
Сегодня испытали наш обновленный старый пресс... Ну, что сказать - Печально... . В принципе результат ожидаемый, но думали всё же будет побыстрее. Очень не хотелось городить новую гидростанцию, поэтому взяли готовую от гидроножниц... Не судьба видно. Пресс давит прекрасно, только тормоззззззз... 5минут в одну сторону, 7минут в другую.. . . Пришлось пошариться по нычкам и откопать более подходящую под наши цели гидростанцию. Пресс с ней получится совсем чумной, так как на станции стоит 6-ти плунжерный насос на 500бар. Раньше эта станция стояла на вулканизационном прессе смыкание 200тн. Теперь будет шустрый пресс с цифровым управлением, думаю при 500барах тонн 250 выдаст. Но это мы уже при работе оттарируем по динамометру. . . До завтра оттает, переберем и в бой.
1 балл
-
Ура! Получили сегодня наконец-то ворота. Быстренько собрали и радуемси. . . Бочки которые можно порубить кончились. Теперь надо сваривать.... Причем побыстрее а то места занимают жуть. .
1 балл
-
Начали подготовку к изготовлению и монтажу приточно-вытяжной вентиляции в Пескоструйной камере. Этап первый - "Изготовление частей воздуховодов" "экономически обоснованными методами из подручных материалов". . .
1 балл
-
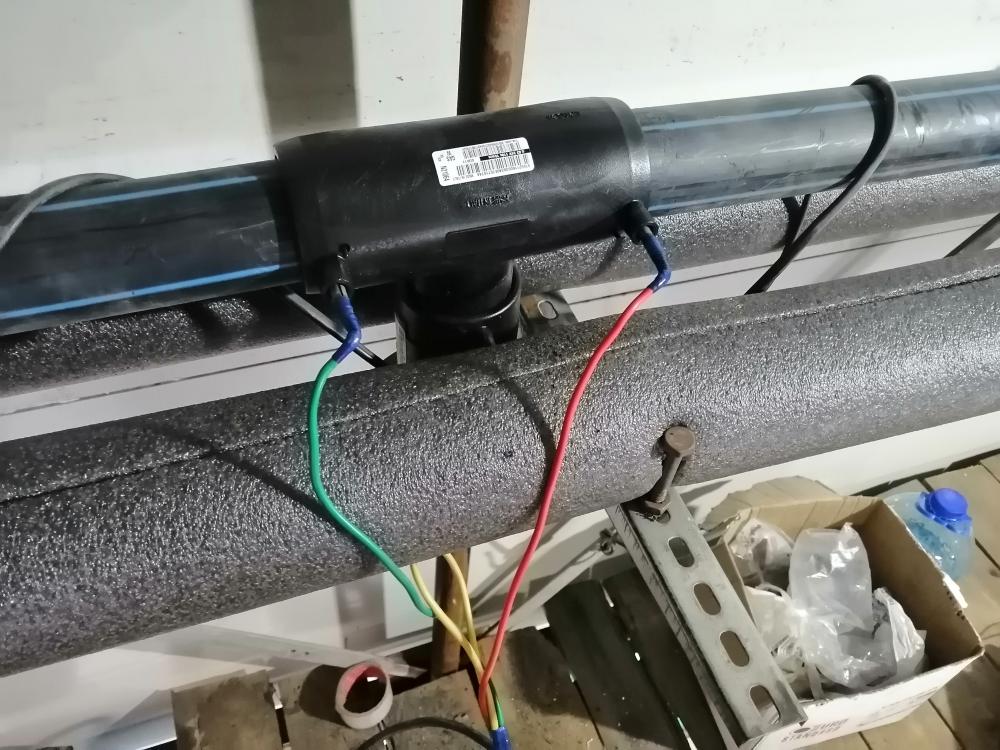
Поглядел на табличку и осознал что спать я лег не раньше чем 5 утра... Котельную в СКАДА систему прописывал и увлекся. В итоге ночных бдений система мониторинга сегодня запустилась. Ура! Осталось немного управляющие функции доделать и программы безопасности Анатолию написать и котельную можно считать законченной. . . Запаял сегодня наконец-то воздушную магистраль на чердаке, завтра попробуем подключить центральную воздушную магистраль предприятия. . . Причем паять магистрали приходится навороченным лабораторным блоком питания, так как родная паялка под эти фитинги слишком дофига стоит... . . Ну и печурка средняя потихой делается... Меееееедлеееенннноооо так... . . Ну и похвастаюсь очередным металлоломом: Удалось недорого прикупить с небрежного хранения осушки для воздуха. Откапиталим и будет нам счастье. По производительности прям под наш новый компрессор 50м3 в минуту, точка росы -40. Ну а второй откапиталим и продадим наверное. Нафига нам два осушителя... .
1 балл
-
Доделал подставочку для расточных резцов. . . Осталось теперь всё это собрать на место постоянной дислокации.
1 балл
-
Анатолий потихоньку доводит до ума щит управления котельной. . . Сегодня уже частично стали доступны по сети параметры: 1)Температура исходящего потока . 2)Температура обратка 3)Текущий расход топлива по трубопроводу. 4) Давление воздуха в магистрали предприятия. 5) Давление тосола в отопительном контуре. 6) Пропорция открытия смесительного клапана. . На днях разведутся различные дискретные входы и выходы с PLC и котельная станет управляема дистанционно полностью. В системе используется PLC Beckhoff BC9000. . Ура!!! Дядя Толя молодец!!! . Ну и наш толстенький смесительный клапан Сименс с управлением 4-20ма до кучи. .
1 балл
-
Последние несколько дней подставку делаю для резцов, Одну подставку закончил, вторую только склеивать начал, сегодня съездил половину слоев склеил и под гнетом оставил, ну и склеенную достал чтобы поглядеть что получилось в реальности. . . . Ну а это будет подставка под расточные\резьбовые и пр для внутренних работ: . .
1 балл
-
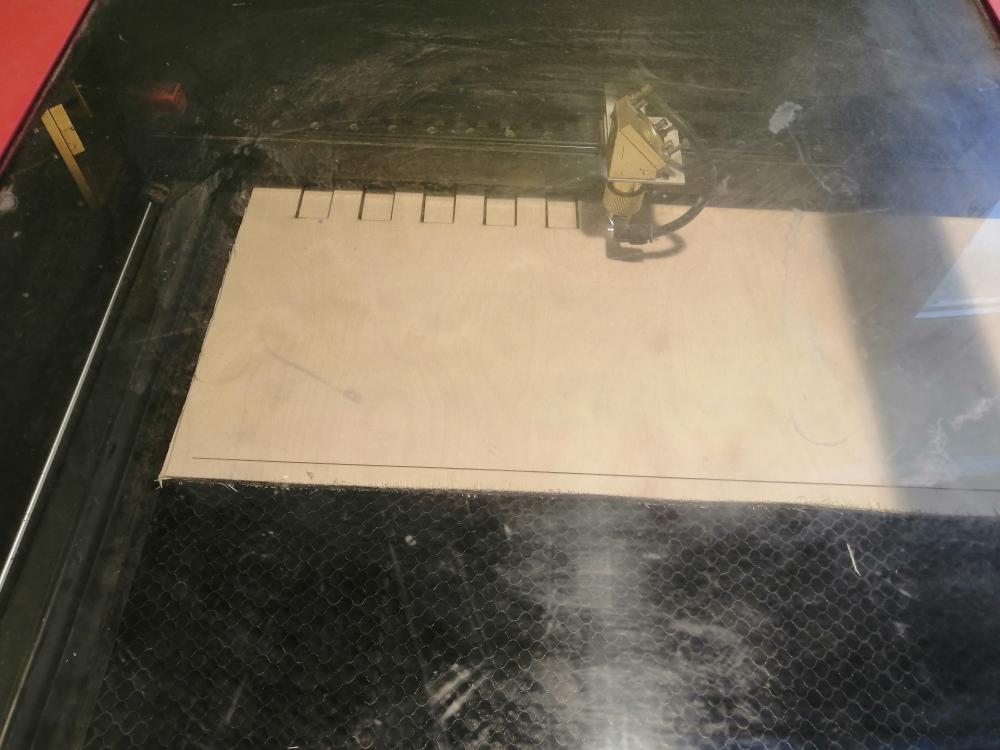
Ура!. Проведен первый тестовый запуск парогенератора. Вышли на 10% проектной мощности, завтра полная опрессовка и проверка. . https://youtu.be/dFiwhVXyVEE . Резцов стало очень много и полочек под них уже не хватает. Да и пользоваться с полочки не совсем удобно. Решено было сделать подставку. . Сначала была вырезана тестовая картонка для определения эргономических параметров подставки. . . После чего была создана эскиз-модель и запущена в работу на лазерном плоттере. Заодно станочек поработает, а то стоит без дела уже полгода. . . В результате многочасовой резки было получено 15слоев будущей подставки из фанеры от 6 до 10мм. . . Данные слои будут склеены под прессом и станут единым целым. Сегодня склеил пять слоев и оставил под гнетом, завтра приклею остальные. . Ну и сгенерирована куча прикольного мусора... .
1 балл