Лидеры
.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)



Популярный контент
Показан контент с высокой репутацией 16.02.2021 во всех областях
-
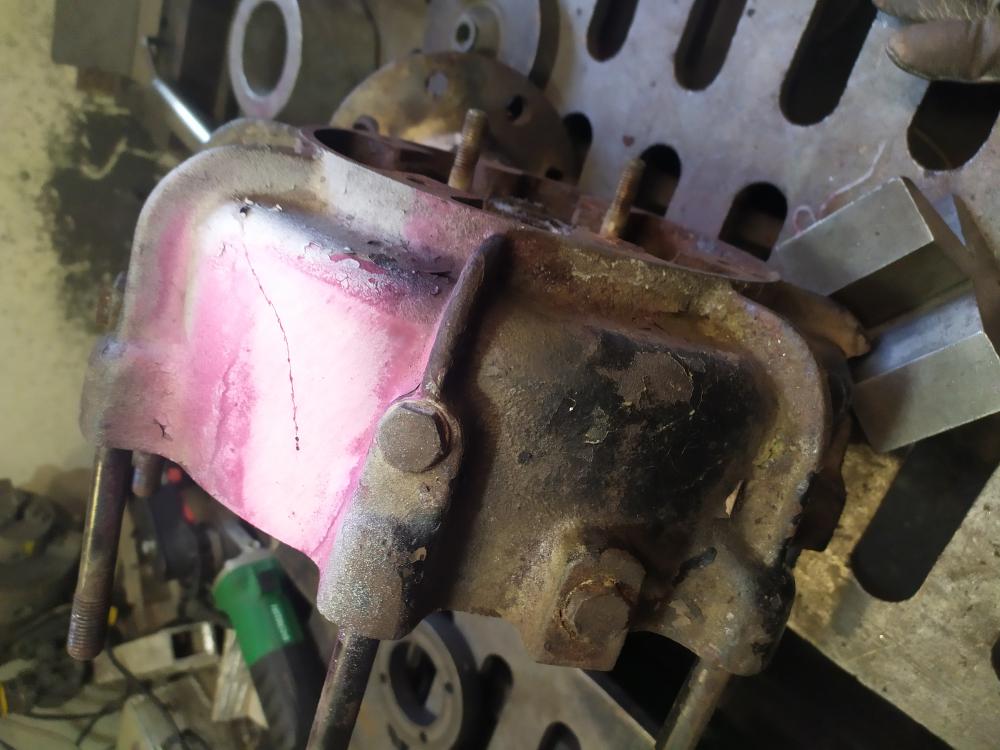
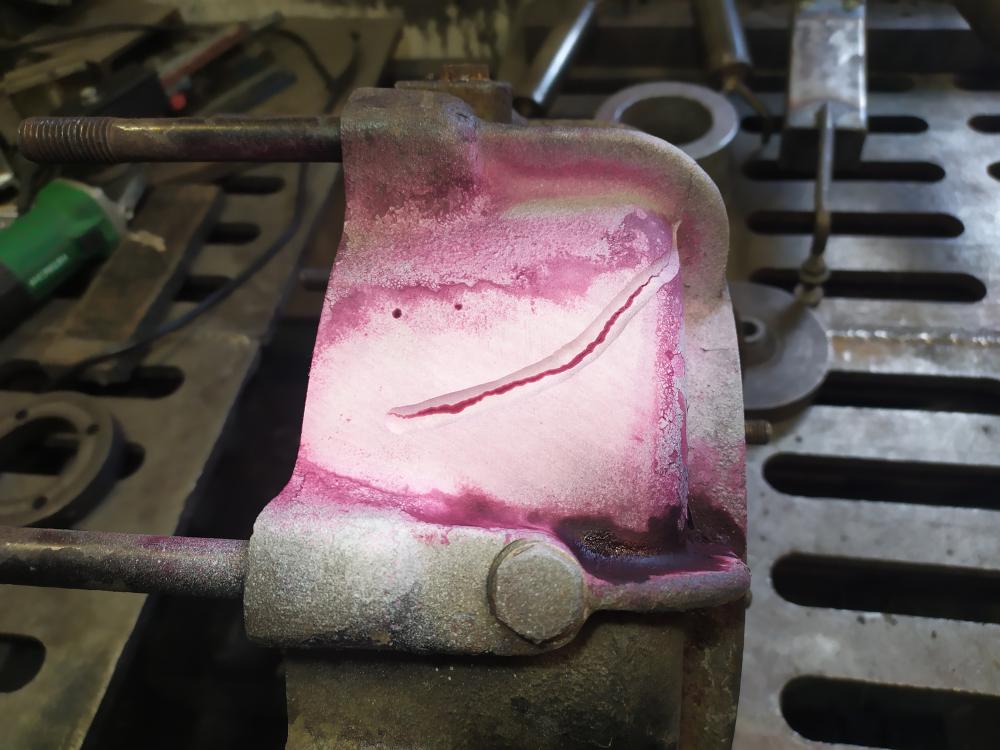
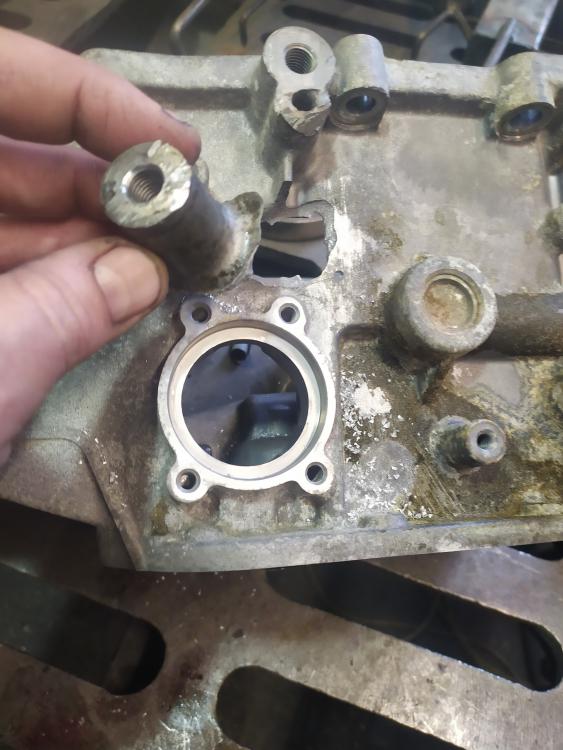
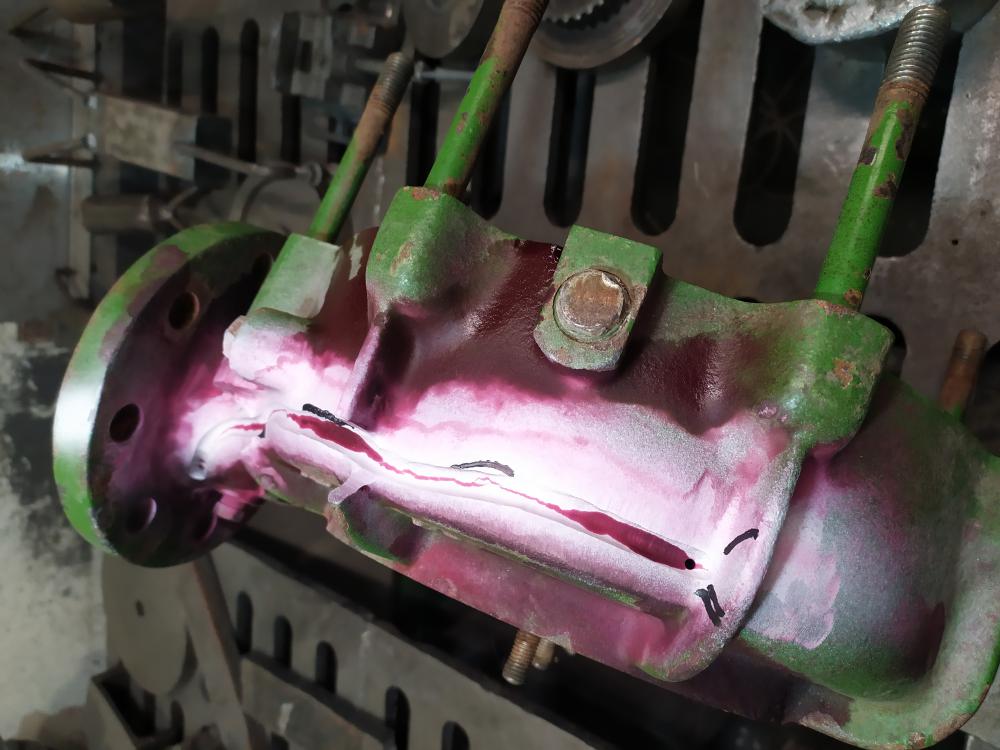
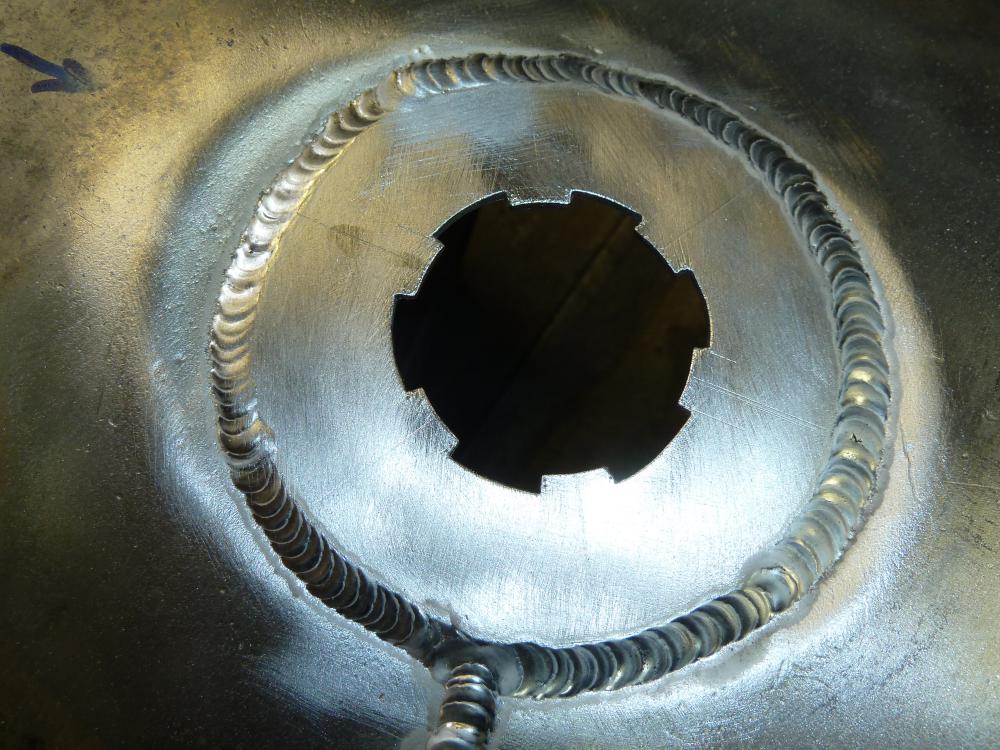
Закончил работу со второй трещиной на улитке насоса. Задолбался гоняться за окончанием этой трещины,пока не снимешь верхний слой ничего не понятно.
 9 баллов
9 баллов -
Слесаря ломают...молодцы,наверное не перестают пользоваться кувалдами! Пескоструй помогает избавиться от грязи.
8 баллов
-
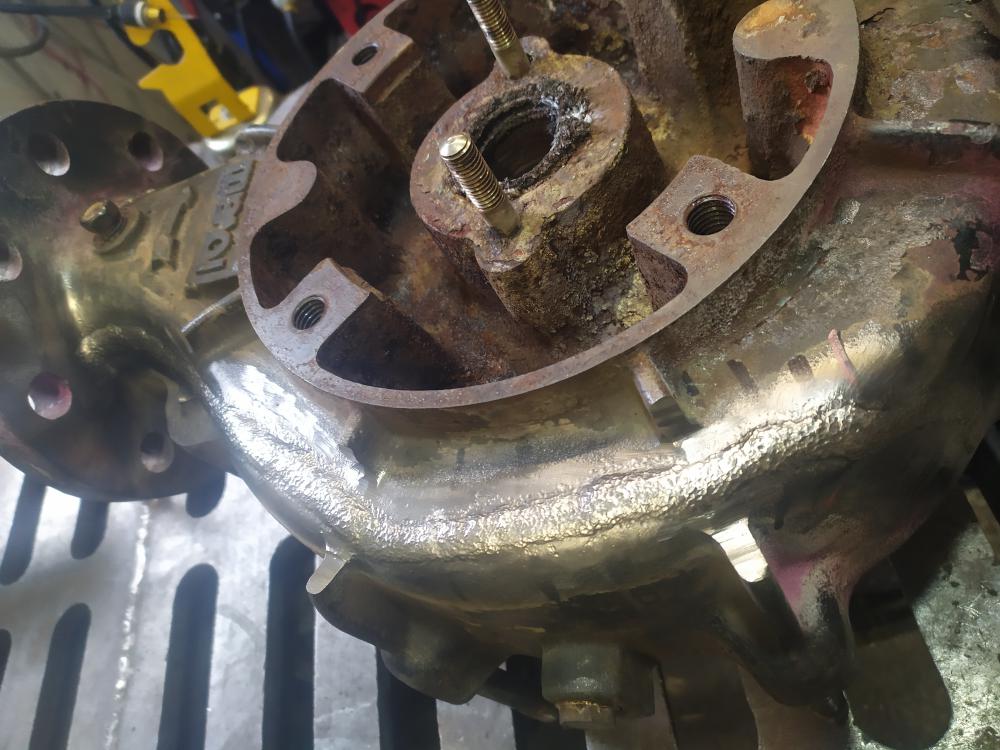
Я про теорию и практику. Разнятся они,как не крути. Хотя надо(и приходится!) почитать то,что раньше было и как сегодня бывает. Разные материалы,разные сварочники,разные руки и т.д. Не стоит на месте развитие в этом плане. Теория твердит,что Панч-ем сваривают на малых токах и движения горелки только вдоль шва. А вот на видео наглядно,хоть и не очень чётко видно,что движения поперёк шва и токи приличные были при сварке улитки.Всего 2трещины, 37+48 см=85см х в 2 прохода=Всего 170см шва . Там где потоньше до 130 ампер,там где горловина и ребра жесткости,то доходило до 160ампер. Просто ложишь и топишь пруток и заливаешь,педальку в пол.Но не до дури,контролировать сплавление надо. Кстати,если вы видите плёнку в ванночке,значит ток маленький,лужица ванночки должна быть чистой. У меня получается,что очень схожа ванночка ,как при сварке алюминия - аналогично.И всё делать шустро. Снимал на телефон через маску,первый раз. Стояло 13 дин,но всё равно немного ярко.7 баллов
-
Горловина местного производства, если заказывать- месяца три ждать.
6 баллов
-
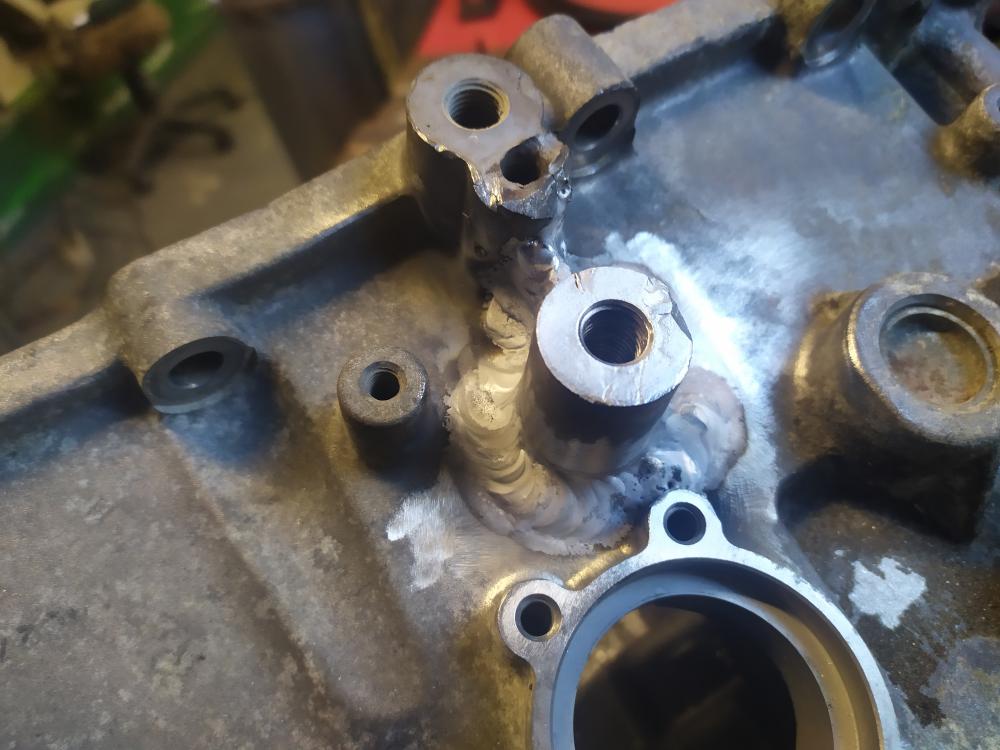
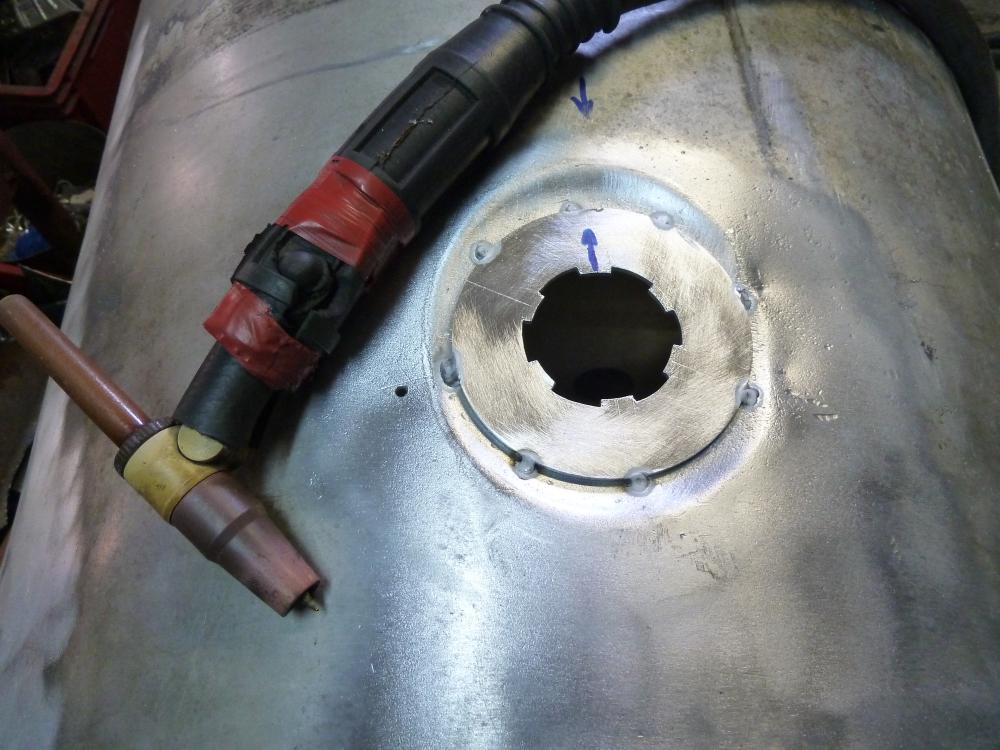
Какой-то нестандартный поддон. Выломали резьбовое посадочное место. Сварка с обоих сторон,проверка на мел.
6 баллов
-
Давно не общался на форуме, а тут решил выложить собственное изделие по своим чертежам в "голове"! )) https://youtu.be/7HuL3v9xRvo4 балла
-
3 балла
-
в щели алюмниевых застревает да и так может въедаться, не знаю сильно корундом не балуюсь на радиаторах, легко и аккуратно чистит сода и медный тоже, пайки не мешает, кислота в помощь для латунных.3 балла
-
@Sakhalin_Cat,В вашем случае, нужно сделать расчеты под ваше оборудование,могу Вам по рекомендовать книгу Лащинского "Основы конструирования химической аппаратуры" Для проектирования емкости можете взять за основу документ ПБ 03-584-03 Правила проектирования,изготовления и приемки сосудов и аппаратов стальных сварных.РД 24.200.11-90 Правила проектирования ,изготовления и приемки сосудов и аппаратов стальных сварных. ГОСТ 32569-2013 Трубопроводы технологические стальные. @Sakhalin_Cat, Еще хотел добавить, если Ваши сосуды будут находится на улице нагрузки от снеговой и ветровой нагрузки нужно будет выбирать согласно СП 20.13330.2017"Нагрузки и воздействия" согласно региону эксплуатации.3 балла
-
Трещина интересная и по толщинам, и по переходу в ребре рядом с посадочным местом шпильки. Задача была на переходе "вгрызться" глубже(в пределах разума) и залить так,чтобы потом возможно было уложить по плоскости шайбу с гайкой. Педаль,панч осветлённый от Александра,керамика 5L резанное пополам(удобней управлять\варьировать), вольфрам 2.4мм WT-20, горелка WP-20,сундук Edon 200,шаловливые ручки и дурная голова - молдавские
3 балла
-
Раньше делал похожее, со свариванием и наплавлением недостающего на кронштейнах крепления заднего резонатора американца "Audi Q5" Проблема заключалась в том, что резиновые подушки не возможно было снять из-за боязни вообще разломать детали Пришлось варить частично погрузив детали в банку с водой.
2 балла
-
В двух словах: cтруйный перенос происходит на куда меньших токах чем при сварке сплошной проволокой, получается очень красивый литой шов, КЗ на токах выше 140-160А сведены практически к 0 поэтому и брызги практически отсутствуют. А вертикалы поднимать вообще удовольствие, при должном навыке их будет не отличить от нижнего положения, это я про тавровые стыки Маловато для 10-ки, интересно какой максимальный ток КЗ выдаёт машина. Для сварки в CO2 для 1,2 нужно хотя бы 500A, а лучше 600-650.2 балла
-
День первый-сварка контрольных образцов процессами 111(труба 114х8, С17, Ст20А,Н45), стыковых соединений 10 и 16 мм( процессы 136, 135/ положения В1 и Г, С17 по 14771-76), тавровых соединений(Т1), в нижнем и потолочном положении в угол. Контроль-ВИК и РГК -завтра. Фоторяд.
2 балла
-
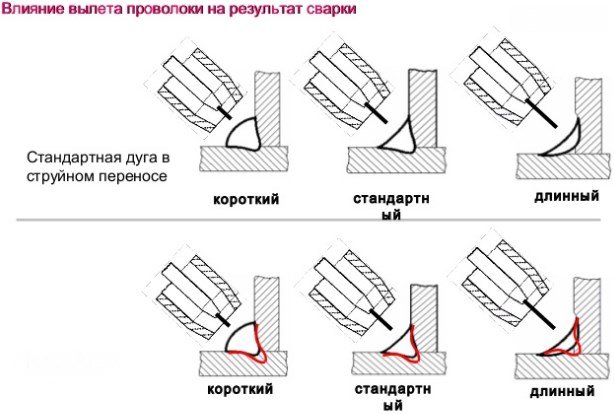
Ну на первом видео все таки есть отличие спрея от КЗ , ну и на втором видео дуга "зажата" разделкой и ясно что процесс там жарче . Вот даже вылет проволоки влияет на проплавление . Ну и сейчас многое решается сварочным аппаратом и заложенное в него ПО . Вот почитайте и есть интересное у них , в прочем все интересно . http://технотрон.рф/ru/about/stati/
2 балла
-
@круазик,https://x22bjqhnr7i3lgcqcgmtekww34-adwhj77lcyoafdy-www-netwelding-com.translate.goog/history_tig_welding.htm2 балла
-
@круазик,Все вроде бы логично,но мне не встречались документальные подтверждения применения немцами ТИГа,а Линде выкупила патенты на горелки уже после войны,кроме того в США всегда была дюймовая система мер.Да и алюминий можно соединить и другими методами.Ракеты собирали кстати и советские пленные,а они не могли бы не сказать на допросе в НКВД о этом методе,однако в СССР ТИГ развился гораздо позже США.Нестыковки выходят.2 балла
-
@Kurt1, не всё так просто. Любая техника лишь инструмент, многое зависит от того, как применять. Никто в здравом уме, не мог и подумать, о замене классической ударной и истребительной авиации, на СВВП. Речь всегда шла, о дополнении. В ходе операции "Ромб", Як-38 пробовали применять в Афганистане. И результат был очень положительный. Притом, что как уже говорилось, радиус действия и боевая нагрузка, сопоставимы с ударными вертолётами, работали они с тех же площадок, что и вертолёты. Однако скорость у них не сопоставима, а обычная ударная авиация, работающая с нормальных аэродромов, находится гораздо дальше. По итогу, всего пара ударных СВВП, кардинально меняла обстановку, в радиусе своего действия, т.к. наземные силы, по экстренному запросу поддержки с воздуха, получали эту поддержку вдвое быстрее. Да, БК всего на пару заходов, но за это время успевают подойти обычные штурмовики и вертолёты. А это жизни солдат. С палубным применением тоже есть нюансы. Обычные палубные самолеты, взлетают по одному и первый взлетевший, мотает круги, пока взлетят остальные. Таким образом, радиус действия ограничен запасом топлива, первого взлетевшего самолёта из группы. Естественно данный процесс ещё и занимает время. СВВП же, могут взлетать группой практически одновременно, в режиме укороченного взлёта по диагонали взлётной палубы, фактически строем. И это отрабатывалось и практиковалось на Як-38. И не надо думать, что янки или англосаксы тупые, они имеют весьма не малый опыт эксплуатации харриеров, в том числе боевой и про все эти плюшки прекрасно знают. Да, концепция всей программы F-35 довольно спорная, из-за попытки максимально унифицировать три очень разных самолёта. Но именно F-35B, который СВВП, от этой унификации как раз не пострадал. Пострадали две другие модификации, которым достался фюзеляж с раздутым, под подъёмный вентилятор, миделем при отсутствии того самого вентилятора. Буран же вообще отдельная тема, экономикой там и не пахло, убит рикошетом, от выстрела, которым СССР, в лице тогдашнего руководства, осознанно застрелился.2 балла
-
В общем, все таблетки подъедены, марки тоже наклеены....Начинаем... Доводим до ума детали и оборудование, сверлим, заменяем... Огромное спасибо всем партнёрам- монстрам оборонпрома:Авитеку, КМП, Лепсе, стремительно набирающему обороты ТПК "ХАНХИ"( торговые марки Русская Дымка, Вейн), предприятиям "Кузовспецсервис",Промсварка, ТД"Стройбат",Сварогу и Авроре за оказанную поддержку. Отдельная благодарность компании ТопВелд за обеспечение сварочными материалами. Ну и фоторяд. Следите за новостями.. .. Танк собирал как образец наш сотрудник, который со сваркой пока очень на Вы.... Так что-не кидайтесь тапками...
2 балла
-
Зачем? Вменяемого импульсного капельного переноса в углекислоте не получить. Для сварки в CO2 средних толщин вам подойдет любой трехфазник типа сварога/гроверса/форсажа и т.п. Для красивых швов без брызг на толстых деталях и в CO2 нужна порошковая газозащитная проволока, но она дорогая1 балл
-
проблема именно в том что - смотрел. надо варить, разрушать и варить. От материала очень сильно зависит от проволоки от газа. Ну и главное во всем этом - режим сварки. Сварочный ток в процессе далеко не последнее место имеет. Получить КЗ, да и на больших токах КЗ получается. Можно получить и струйный перенос. Поменял углекислоту на смесь и вот вам струйный перенос при относительно малых режимах сварки. Я к тому, что надо учитывать равные параметры. Струйный перенос он может быть и мягким (плавя проволоку на поверхности) и довольно жестким, пробивая в глубину материал. В КЗ режиме мы имеем более холодную дугу, поэтому надо рассматривать отдельно, что за материал, какие толщины и прочее. Поэтому по видео не возможно уловить особенности одного от другого. Тут надо смотреть на другие параметры: количество брызг, стабильность дуги, управляемость процесса. На тонких деталях, углекислота может быть предпочтительнее смеси. А на больших толщинах бесспорно выигрывает смесь. СУГУБО ИМХО.1 балл
-
немного по другому, как вектор развития, когда его использование не сопоставимо с расходами т.е. горючки на взлет и посадку столько сгорает что уже и лететь куда либо на задание очень короткое плечо ну если только для показа что есть такой самолет, отчасти и Буран был свернут по причине экономического использования и безопасности, на что пиндосы в конце концов и наткнулись а наши это сразу просчитали.1 балл
-
Антон, ты слышал про Фау1-Фау2.При строительстве ракет с ЖРД( Жидкотопливный Реактивный Двигатель) необходимо сделать топливные баки, легкие и прочные, для этих целей подходит РАДС лучше всего.Известная фирма "Линде" стандартизировала и упорядочила из разнообразного количества горелок,( немцы всё таки ) и стала выпускать серийно для нужд оборонки.Весь ассортимент расходников старались делать взаимозаменяемым.После окончания второй мировой, заводы перевезли в америку ,как и Вернера фон Брауна ( сразу стало в штатах развиваться ракетостроение). Естественно весь необходимый инструмент переводился на дюймы, что и заметно по более ранним моделям горелок. После смерти Брауна ,ракетостроение приходит в упадок( сейчас очень хорошо заметно),за многими конструкторами амеры гонялись, например Зильберфогель- ракетостроитель работал в смежном направлении, не нашли его , его разработки могли бы достать до Нью-йорка.Так что, очень востребована была Радс во время войны.1 балл
-
@Kurt1, Вряд ли это было про Як-141, не было его никогда в строевых частях, на вооружение он не принимался и существовал, если мне склероз не изменяет, в количестве 3-4 лётных экземпляров Один был потерян при неудачной посадке на авианесущий крейсер, во время лётных испытаний. После чего программу прикрыли, это было время "гласности" и "демократических преобразований". Насколько мне известно, один образец живёт в музее Задорожного. Тем не менее, это первый в мире сверхзвуковой истребитель с вертикальным взлётом и посадкой. А не приятное прозвище "самолёт обороны топмачты" получил Як-38м, тоже СВВП, но не истребитель, а ударный и дозвуковой. Аналог британского харриера. При всех недостатках имел и очевидные плюсы. Аварии бывают у любой техники, до старфайтера ему ооочень далеко по этому показателю. А разработка, производство и опыт эксплуатации, позволяют делать следующие шаги в развитии данного направления. Так что насчет "не нужен", как минимум спорно. С точки зрения нынешнего вектора развития государства, конечно не нужен, как и вся авиация в целом, как и многое другое.1 балл
-
для ремонта радиатора достаточно и пачки соды...1 балл
-
Я сравнил те котлы которые я варил. Я обычно врезал от пяти до десяти трубок. Старые магазинные котлы Тайга в которых по трубкам идёт огонь должны быть мощней чем в котлах где в трубках вода,ну это моё мнение.Регулировать дымоходную заслонку терморегулятором? Эта идея мне кажется рискованной,хотя встречал это на котлах Барин. Там крепился датчик температурный непосредственно к дымоходу. Замудрёный котёл,посмотрел я его, заглянул во все дырки и отпало желание разбираться в нём. Да и в таких котлах собирается метан в бункере что черевато. Зола не красная. Пока этот котёл очень даже устраивает,хотя может ещё какя нибудь шальная мысль посетит что нибудь замутить.
1 балл
-
Края ванны, это края ванны, а не разделка кромок. И то что край ванны видно, ещё не значит что его контролировали. Если металл ванны "смачивает" основной, то он точно сплавился. По границе это видно прекрасно. Естественно. Если у нас шов без колебаний горелки, то это ниточный шов. Нахрен он нужен в режиме КЗ ума не приложу. Разве что двойку варить.Если это режим струи, то шов всё равно узенький. При нормальной геометрии будет катет около восьми, а ванна своими краями будет слизывать неровности разделки, и брызги будут плавиться и стекать в ванну на расстоянии миллиметра от её края. Я это вижу. Если он не замечает такие подробности, то значит он не смотрит и не видит. Он просто ведёт пятно света по разделке.1 балл
-
Я указал что это часть двигателя . Такой самолёт это сплошные компромисы. Удивляет автоматизация тех лет. Такой самолёт поднять, посадить и тем более лететь более чем непростая задача. Когда появились более не менее мощные микрокомпьютеры, планеры самолётов стали более нестабильными. При отсутствии компа летчику невозможно управлять таким самолётом. Таким образом нынче можно заставить летать любой утюг. Как примеры F-16 или F117. Или шатл или буран. Буран сажали автоматически без пилотов.1 балл
-
Как раз — самое ТО, а если еще добиться плавный переход от темного к светлому.... то ваще будет шикарно1 балл
-
Тоже про это думал. Получится разными цветами?1 балл
-
Если металл шлифованный (набита хоть какая-то риска), то можно после обезжирки задуть акриловым лаком либо бесцветными эпоксидкой или полиэфиркой, ржаветь точно не будет. Этот вариант просто для сохранения стального вида. Для прочей покраски есть куча вариантов.1 балл
-
Пока ни чем не покрыта. Даже не знаю стоит ли красить чем нибудь. Может кто то посоветует, стоит ли чем нибудь покрыть? Делал волка из металлолома и потом зашлифовал его потом покрасил, первый вариант на моё мнение был симпатичней.
1 балл
-
Есть у меня порошки самофлюсующихся сплавов для ГПН. Сообщите сколько надо. Настораживает, что наплавлять собираетесь методом ГПН. Это может привести к поводкам. Какой диаметр вала (лучше эскиз), Почему именно 60 HRc? Как будете обрабатывать валы после наплавки. Одним словом максимум информации, можно в личку.1 балл
-
Электронная лаба потихоньку обрастает мясцом. Становится всё уютнее и уютнее.
1 балл
-
Вы знаете что, как в поговорке - "Нашли труп хороните, меня в это дело не тащите". Я тут вообще мимо проходил, а меня Вад11 подписал под это дело. А по поводу видео что мы видим, дык это натренированность человека который не первый месяц, может год делает эту работу. Да круто, что человек натренировал до такой степени свои руки. Можно посмотреть книгу рекордов и там тоже будут поражающие факты каких высот может добиться человек постоянными тренировками и имея большую силу воли к достижению цели. Что касаемо ВАШЕГО (selco,sherwood, Сергей09, NikOtiN, Георгий 11) вопроса, то понятно, что один человек может сваривать TIG сваркой так как показано на видео, а второй менее опытный будет сваривать MIG, то понятно что скорость сварки и наверное тепло-вложения будет меньше у человека который П/А берет в руки по большим праздника. Вообще то это надо очень сильно "поперчить" NikOtiN, он сделал это вброс. Написав что я борюсь с тепло-вложением. Я в данный момент борюсь с постановкой рук, и попутно задаю разные вопросы для информации.1 балл
-
Масенькая цацочка чугунная,которая работала в масляной ванночке и поломалась. Сделал саму ось для позиционирования куска и выточку в оси,чтобы не прихватить обратным валиком,т.к. места мало и пришлось душить педальку.
1 балл
-
@SAV, я в принципе не понимаю в чём проблема -- диапазон настроек для заполнения на вертикале довольно узок -- в основном стараешься уйти от подреза и всё. Остальное видно прекрасно, если ты видишь край сварочной ванны. А если её нет -- то тут и гадать нечего -- это режим сварки автожестянки. В остальном тебе к тов. @BelaZZ -- он больше расскажет.1 балл
-
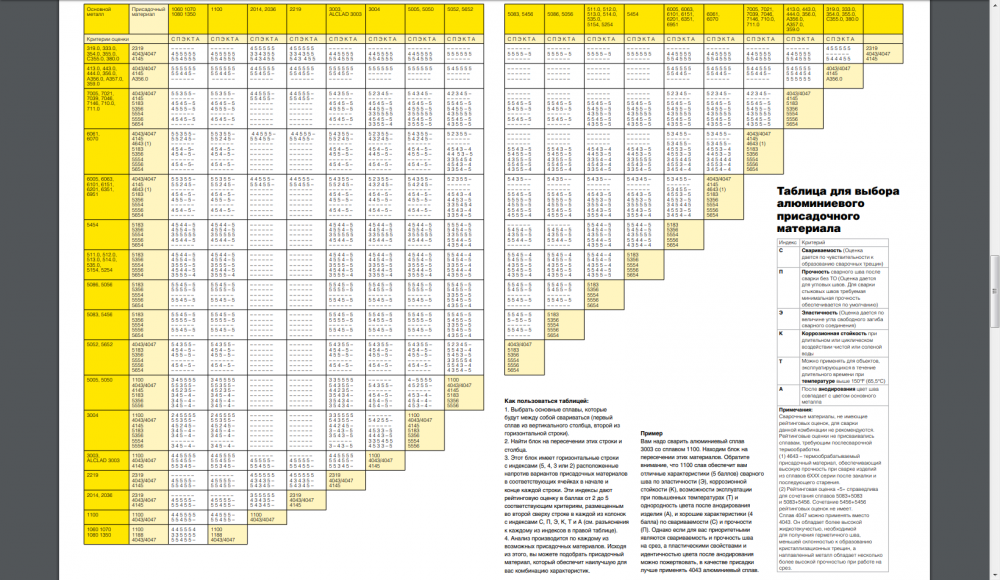
@Calma, Александр , добавлю с твоего позволения тоже самое но в формате PDF Aluminium Brochure 2015.pdf1 балл
-
Я никогда не сверлю трещину по длине. Когда происходит разделка трещины фрезой,то местами прорезаю насквозь стенку -это происходит не умышленно,так как выбираю больше чем на две трети толщины,но для полуавтомата большого значения это не имеет.Допускаю,что на снимках кажется - это сверление,но это не так. К чему могут привести оставленные перемычки между отверстиями? Нарушается сплошность никелевого шва включениями фрагментов чугуна.Это может привести к поперечным горячим трещинам в связи с повышение концентрации серы в этих местах.1 балл
-
Не знаю то ли что требуется:
1 балл
-
Если ещё не надоел с чугуном,то уже неплохо. В работу пришла "улитка насоса" с двумя трещинами. Пока работаю с одной и лишний раз убеждаюсь,что перепроверять окончание трещин всегда надо обязательно.
1 балл
-
@kamargoo,мел-керосин.1 балл
-
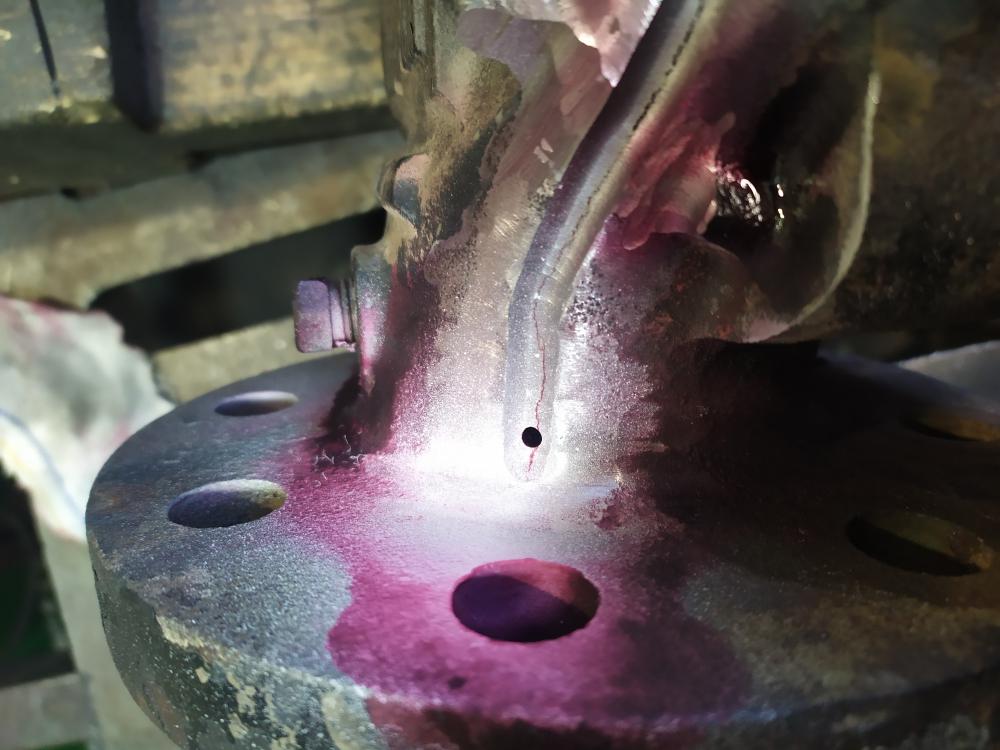
Опять "реношный" поддон и как всегда после перепроверки проявляются невидимые глазу паутинки
1 балл
-
Где-то сидит "чудо-сварщик" и старательно лепит латки поверху. И упорно варит всё это 5356. Ради интереса попробовал его ляпку на дугу - зеленей ёлки светит.
1 балл
-
Где то 60 мм Заход- загиб , где то 15мм Угол в угол можно но пришлось бы сверху бака несколько уголков - усилителей приварить и в принципе чехи и на сие согласны были и им главное доехать до своей Европы, но не красиво и решил загиб на радиусе да и так понадежнее . Вот чо удивило, чехи на таком чермете приперли в Россию и у нас наверное такого уже не сыщешь , да еще на бордюр или бетонный отбойник напоролись баком да и поддон распороли и если интерес есть фото ,,,,,, вот я им и отписал на память "не забывай Россию".
1 балл
-
Да чего только не делают , пылесос отсасывают и такое было , на чипе нашатырь пузырьками заливали . Но вот дизтопливо в баке и усе жирное и какой там может быть провар , там внутренний валик похож знаете на что? , не не буду озвучивать и скорее он опять и разбежится. Вот не одного бака не варил жирным и с остатками соляры , на мойку отправлял или сам за отдельную плату и с мытьем средством для двигателя да потом еще просушишь под дизель пушкой , как то так . Вот такой грязненький у чехов был Ну и вот я с ним работаю и чуете разницу Ну и поехал к чехам на установку и памятная надпись им . Ну а здесь вернуться выше чуток и почитать тему и Глобул не так просто ее создавал . http://websvarka.ru/talk/topic/2761-remont-benzobaka/?p=444480
1 балл
-
Простите, но я Вам ничего не обязан говорить, какие параметры выставить. Во первых, я не сварщик, во вторых, нигде не указано, что и в каком газе Вы свариваете. Если мне будет нужно, я на слух подберу параметры. Без всех цифирь. Ежели у Вас не опыта, то дело не в аппарате. Про индуктивность, она влияет. На разных токах по разному. Вы же можете и на 2-ой скорости ехать 80 км в час. Но это будет неправильно. Логично? Просто посоветую, побольше поварить чистого железа, не особо тонкого. Когда руку набьёте, будете нас собой смеяться. Вот только жаль, что сюда обычно после никто не заходит.1 балл
-
1 балл
-
коэффициент теплового расширения на нержавейке выше, если брать теплотрассу то делают тепловые компенсаторы(но это какая длинна теплотрассы), если взять котёл из нержавейки, каждый день нагрелся - остыл, подвижки в 0,001мм все ровно дадут о себе знать , шов может лопнуть(или радом), на черном металле не много не так. сварил котёл (чёрное железо) скелет с площадкой водяной на которой лежат угли, "мастера" установили котёл с вакуумным расширительным баком( всё усиленно, 4 мм металл, стяжки), ровно на 4-5 месяцев (2 раза заваривал, но хозяину сразу говорил проблемы будут, он на мастеров кивает- знают, что делают) и рвёт шов(ломает, как проволоку когда отломить надо) заменил расширительный бак на открытый, котёл перестало "надувать", уже 4 года без проблем,1 балл
-
Мне как-то стало очень интересно, как же такое, ТИГ, появилось на свет. Я начал искать. Но в рунете информации- три строчи в википедии, переведенные гугл-транслейтом! Эта статья о истории ТИГ сварки, я специально не стал вставлять все лишнее, хотя история МИГ-МАГ просто под ручку ходит с историей ТИГа, был соблазн и их упомянуть, но не стал. Как соберусь с желанием, отдельно и по нему напишу. Неделю искал статьи, они почти все на англ., допиливал, переводил, фоточки. Также из статьи вы узнаете что ЭСАБ это аббревиатура, и как она расшифровывается, а также откуда инженеры АГНИ черпали вдохновение для своих горелок. Приятного чтения! 1942 год. Идут ожесточенные бои за Сталинград между нацистской Германией и СССР. Но герой этой статьи находится на другом конце света, ждет в ангаре своего часа. Он вальяжно распластался на опорах в сборочном цеху. Его магниевый цельносварной монокок прирастает листом новейшего материала магния и получает еще один шрам в виде шва, выполненного горелкой, которой уже успели дать имя ХэлиАрк. Этот инновационный способ соединения металла только-только появился и тут же ему нашли применение на прототипе экспериментального истребителя Нортроп XP-56. Эта модель получит два прототипа и проект закроют, но в 1945 году, в одном из выпусков журнала о металлообработке, этот самолет поместят на обложке. как пример инновационного на тот момент изделия: Джон Кнудсен «Джек» Нортроп- амбициозный основатель компании, в лаборатории которой был создан и успешно применялся инновационный метод сварки, мысленно представлял свой следующий проект, это был самолет схемы “летающее-крыло” как и ХР-56, позже он получит обозначение Нортроп XP-79, его фюзеляж будет также иметь цельносварную магниевую конструкцию. Через пару лет магниевые детали будут сваривать и другие авиакомпании США. Силами военной компании сварка вольфрамовым электродом в среде инертного газа получала всё большее распространение, чтобы в будущем прочно занять свое место в мирной жизни. http://vladimirhpavlecka.com/uploads/gallery_image/18693/large_xp-56_3_1_.jpg Первый цельносварной самолет из магния Northrop’s XP-56(1943г.) Northrop XP-79(1945г.) - еще один самолет фирмы Нортроп, монокок которого сварен из магния, вместо обычных для того времени листов алюминия, соединяющегося заклепками. Но начало было положено еще в позапрошлом веке. Изобретение сварки неплавящимся(угольным) электродом. Весной 1881 года Николай Николаевич Бенардос, сотрудник фирмы «Яблочков-изобретатель и К°» отправился на Международную электрическую выставку, проходившую в Париже. Подготовка экспозиции выставки проходила в экспериментальной лаборатории при журнале «Электрисьен», содиректором которой был русский физик Николай Иванович Кабат. Здесь Бенардос начал работу над улучшением аккумуляторов, предназначавшихся для электрического освещения, в результате которой пришёл к своему основному изобретению, принесшему ему мировую известность — электросварке, названной им «Электрогефест». Это изобретение получило золотую медаль и стало главным экспонатом Парижской международной электротехнической выставки. Патент на способ дуговой электросварки «Электрогефест», выданный Николаю Бенардосу и Станиславу Ольшевскому 17 мая 1887 года Так как у Бенардоса хватило денег только на патентование изобретения в России, патентование за рубежом финансировал купец С. А. Ольшевский, владелец доходных домов в Санкт-Петербурге и Варшаве, ставший совладельцем патентов. Николай Николаевич Бенардос В 1885 году в Санкт-Петербурге Николай Бенардос совместно с рядом капиталовладельцев основал Товарищество «Электрогефест», имевшее первую в мире показательную мастерскую сварочных работ. Менее чем через два года способ дуговой электросварки получил распространение по всему миру, а имя Бенардоса стало широко известным в научных и технических кругах за границей. Для ознакомления с «Электрогефестом», с целью его применения в своих странах, в Россию приезжали крупные зарубежные специалисты. Всестороннее освещение нового процесса сварки металлов в технической литературе и в специальных докладах видных учёных и инженеров, также весьма способствовало росту популярности изобретения Бенардоса. К середине 1890-х годов новый технологический процесс был внедрён более чем на 100 заводах Западной Европы и в США, электросварку начали применять не только для вспомогательных ремонтных работ, но и как основной технологический процесс производства новых металлических изделий. В 1920-х годах сотрудник компании Дженерал Электрик, Ирвинг Ленгмюр, предложил процесс, пригодный для высокотемпературной дуговой сварки - сварку дугой, образующейся между двух угольных электродов, которые позже заменил на вольфрамовые - в камере, заполненной водородом. В 1924 он получил патент патент США 1952927 Появление TIG. Технологию сварки неплавящимся электродом в среде защитного газа в законченном, оформленном в рабочий технический процесс, завершили в 1941 году сотрудники корпорации Northrop Aircraft Inc. Владимир Павлечка и Расс Мередит, создавшие процесс сварки неплавящимся вольфрамовым электродом для сварки магния, в защитной среде гелия и применившие его на вышеуказанном Нортроп “Блэк Буллет” ХР-56. http://vladimirhpavlecka.com/uploads/gallery_image/18571/medium_Porthole.jpg Владимир Павлечка Создавался этот техпроцесс специально для производства самолетов из магния, с целью экономии алюминия, которого требовалось все больше в условиях войны. Сварка шла на обратной полярности, постоянным током, горелкой, названной Heliarc, и уже тогда похожей на современные TIG-горелки. На разработанную тогда сварочную горелку был получен патент США US2274631 http://legendsintheirowntime.com/LiTOT/Content/1943/Northrop_AN_4308_ad_p059_W.png Статья в журнале Saturday evening post: “Магний- золушка металлов (и сварочная горелка “Хелиарк” фирмы Нортроп.)” Развитие продолжается. Оказалось, что вольфрам, подключенный как положительный электрод, склонен к перегреву и переносу частиц вольфрама в шов. Исследования показали, что перегрева можно избежать, сделав вольфрамовый стержень отрицательным электродом. Это изменение подходило для сварки нержавеющей стали, но все равно не подходило для магния или алюминия. Следующей разработкой стало использование переменного тока высокой частоты. В конце 50-х годов XX века Нельсон Э. Андерсон (Nelson E. Anderson) запатентовал метод сварки импульсным током (патент США US2784349). Это улучшило качество швов сварных соединений алюминия и магния. Линде покупает патенты и марку “ХэлиАрк”. Мередит и Нортроп продают патент и права на торговую марку “ХэлиАрк компании “Линде Газ”. У Линде, в отличие от Нортроп, был стимул тратить деньги и силы, чтобы развивать процесс, поскольку их основной бизнес был производством и продажей инертных (и других промышленных) газов. Они разработали и усовершенствовали целый ряд горелок под брендом “ХэлиАрк (Heliarc). Фрэнк Пилия, который работал в лаборатории Линде, изобрел и запатентовал горелки TIG с водяным охлаждением (патент 2468806 от мая 1946 года.) чертеж из патента на горелку с водяным охлаждением. Пит Шеллер, также из Линде( Linde), подал заявку на патент в мае 1951 года, 2685631, на горелку, у которой голова может быть изогнута по мере необходимости для доступа в труднодоступных местах, таких как сварка труб. http://www.netwelding.com/Scheller%202.jpg Газовая линза также была изобретена сотрудником компании Линде, Джином Горманом, в 1960 году. На Youtube даже есть старое обучающее видео, Heliarc https://www.youtube.com/watch?v=lg9_ZvWE2qY форма керамических сопел никого не напоминает? Линде продали бренд Heliarc и свой бизнес сварочного оборудования и присадочных материалов в 1980-х. ХэлиАрк теперь принадлежит компании ЭСАБ. ЭСАБ (швед. Elektriska Svetsnings-Atkie Bolaget)- электросварочная акционерная компания. Ссылки: https://ru.wikipedia.org/wiki/Сварка_неплавящимся_электродом https://www.lightmetalage.com/magazine/1945-issues/july-1945/ http://www.weldinghistory.org/whfolder/folder/wh1900.html https://en.wikipedia.org/wiki/Gas_tungsten_arc_welding https://airandspace.si.edu/collection-objects/northrop-xp-56-black-bullet?object=nasm_A19600303000 http://legendsintheirowntime.com/LiTOT/Content/1943/Northrop_AN_4308_ad_p059_W.png http://www.netwelding.com/history_tig_welding.htm https://www.millerwelds.com/resources/article-library/the-history-of-welding выпилено . хотите рекламировать свой блог-ставьте в подпись или делитесь здесь http://websvarka.ru/talk/blogs/1 балл