Лидеры



.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)
Популярный контент
Показан контент с высокой репутацией 10.02.2021 во всех областях
-
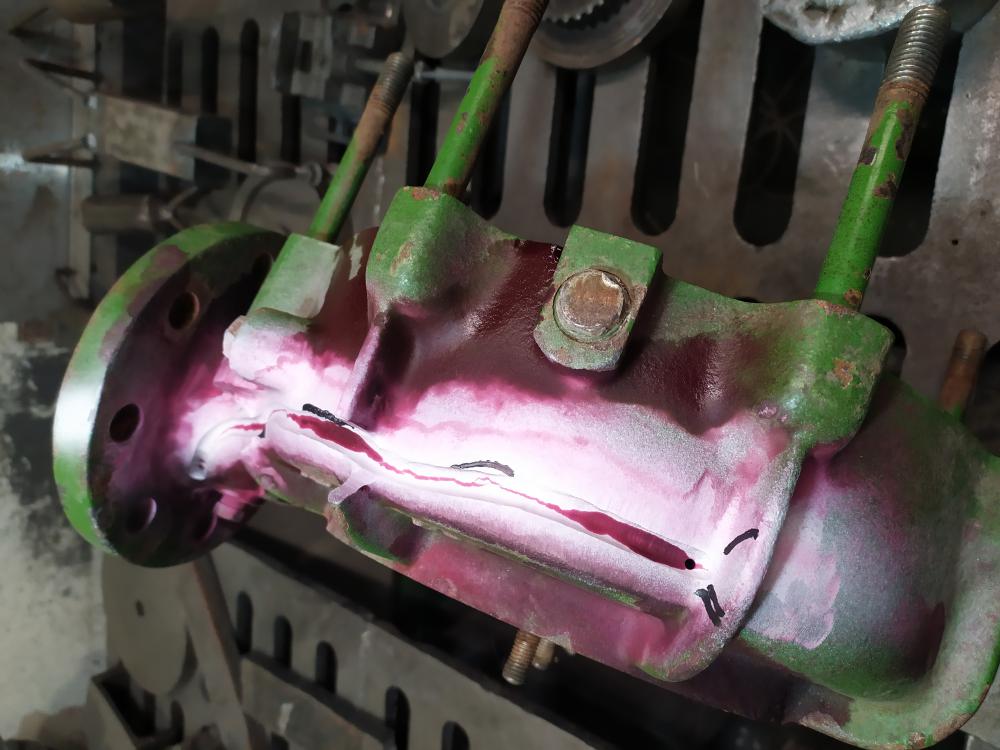
Если ещё не надоел с чугуном,то уже неплохо. В работу пришла "улитка насоса" с двумя трещинами. Пока работаю с одной и лишний раз убеждаюсь,что перепроверять окончание трещин всегда надо обязательно.
 7 баллов
7 баллов -
Не ну можно и с гарантией , например со шпилечками сварганить . но цена тогда минимум 5 руб не меньше , и то наверное мало и что такое сейчас 5руб - два раза в Пятерочку сходить и то не за красной икрой .6 баллов
-
@Сергей64, всё емкостное оборудование, тем более работающее под давлением делается с АМГ.6 баллов
-
Да Виктор с этим не поспоришь . Вот только по осени была сия проблема у соседа через дом , он на Газели, ГБЦ заломил шпильку выпускного коллектора , ГБЦ снимать ой как не хотелось пришел ко мне в общем балон + аппарат в зубы и к нему , приварились выкрутили , мне хорошо и он счастлив. На следующий день приходит и говорит хотел прогнать резьбу и заломал метчик да так что он во внутрях примерно 5мм , в общем сваркой уже не подлезть да и тем паче не удобно на машине . Посоветовал ортофосфорную , ну и тройку дней он ей периодически подмазывал заломыш и потом пинцетом остатки выкрутил , и говорит больше резьбу не буду прогонять опять сломаю , пришлось мне идти резьбу прогонять аккуратненько. В общем вывод сила есть ума не надо . вот так и действовал сосед.5 баллов
-
Да нет и как это надоел , это очень пользительно для всех и меня тоже , выкладывай все не чего не таи4 балла
-
Охох,да за пятеру их же кондратий хватит)4 балла
-
Как это не выкручиваются . Заломыши прекрасно видно и они за подлицо с деталью , и по сему включаем ТИГ и проволочкой 1 или 1.2мм от ПА навариваем без фанатизма и не спеша капелька за капелькой и можно пережидать пока остынет немного и следующую капельку, то есть поднимаем шпильку на 3-5мм , ну и потом надеваем гаечку на наваренное и если надо то подгоняем напильником чтобы гайка села ну и привариваем ее , даем остыть и тряпочку промоченную ВДешкой или керосином на тройку часов . И по прошествии сего времени без фанатизма пробуем открутить и можно пробовать на откручивание и на закручивание и куды быстрее пойдет наша главная цель стронуть заломыш с места ну и добавляем ВД или керосина и откручиваем в 90% случаях заломыш откручен и деталь цела . Мне часто с лодочных моторов приносили примерно такие заломыши , и там вода и алюминий окисью намертво схватывал шпильку , но после приварки гаечки обычно окись (или локтайт иногда и на него сажают ) ослабляла свою хватку и заломыш успешно доставали .4 балла
-
@sherwood, Тормозишь, но с опытом это пройдет. Может кому пригодится....3 балла
-
3 балла
-
а хоть инфаркт с инсультом, а то скоро дойдем что работа будет стоить меньше бутылки самогонки...3 балла
-
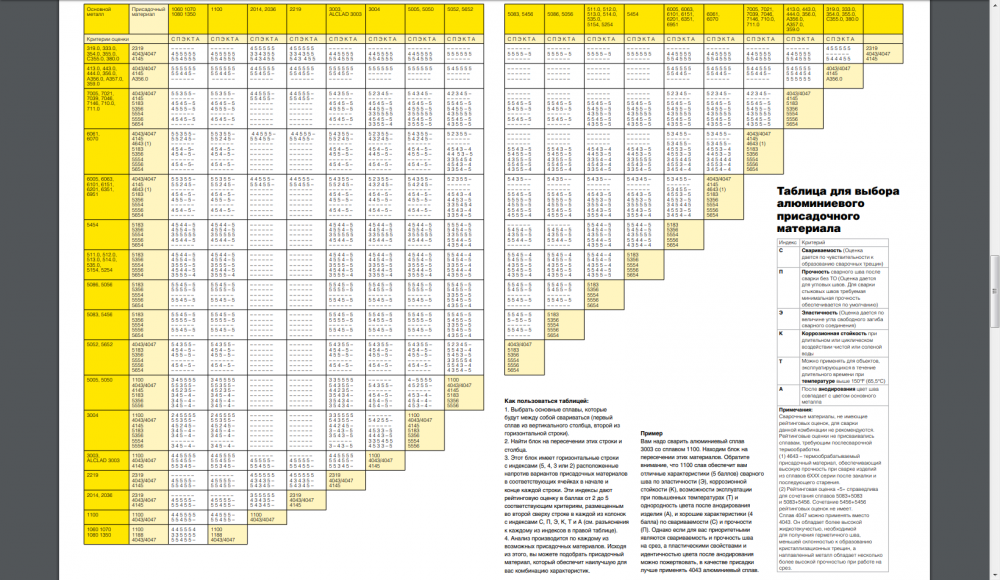
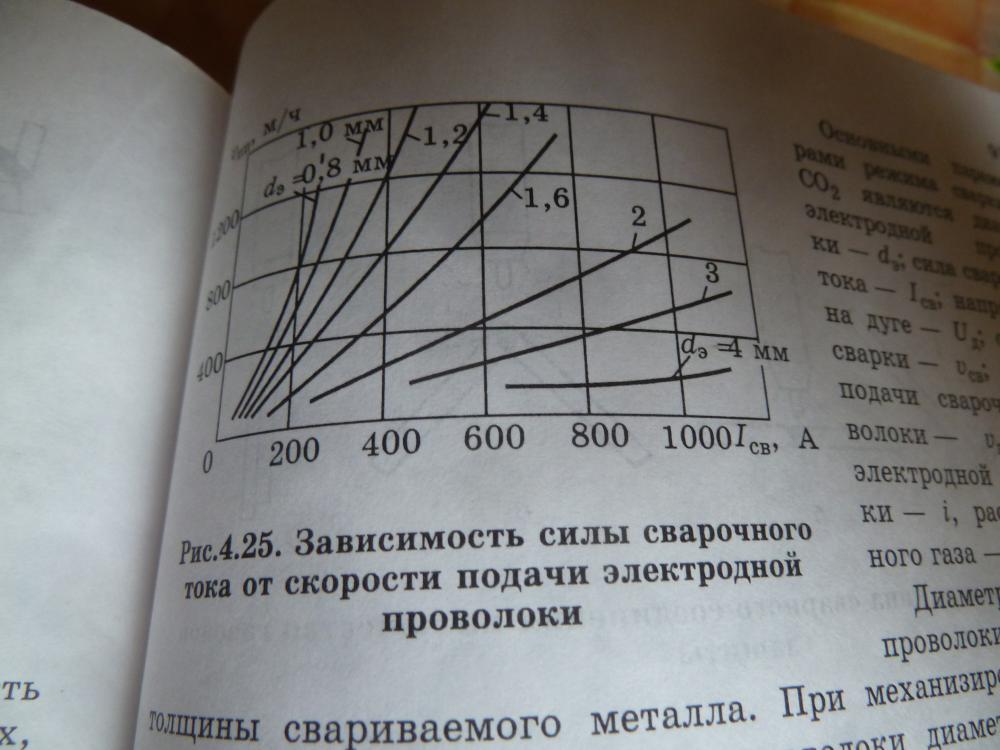
Ну там речь совсем не 0.8 , впрочем и о ней . Речь в том посте о применение проволоки 1.2 на однофазном аппарате и 100% поддержу сказанное там, что 1.2мм не для однофазного ,,, не ну конечно можно но не тот "компот" будет , вот 1мм и аппаратик скажет вам спасибо и " компот" охотнее сварить , я же показывал таблицы и только у ЕВМ есть програмка 1.2 и то под КЗ и оставим это на совести немчуры, а вот под импульс вообще только 0.8. У китайца под сталь макс только 1мм и ниже как в КЗ так и в импульс , да есть 1.2 но это под Ал сплав и тут все понятно как белый день .
3 балла
-
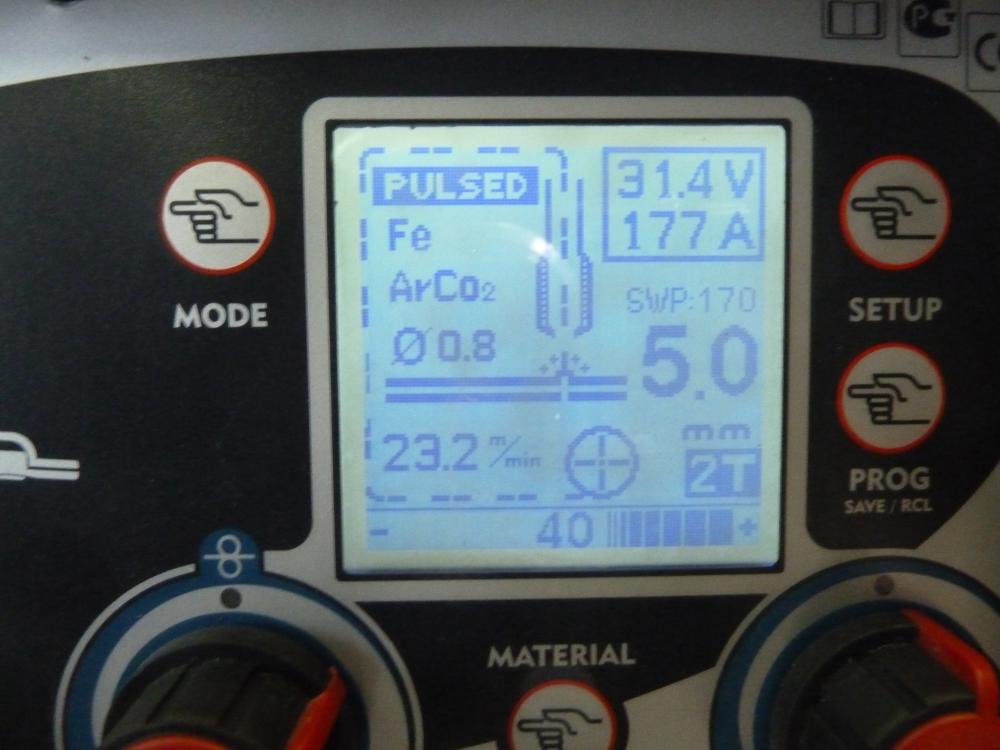
@Schlosser,Конечно вы правы- и от положения в пространстве. На 20-ом листе проволокой 0,8 без разделки делать нечего. Табличку, которую выложил- это параметры рекомендованные фрицами для фронь. У нас по цехам на аппаратах стоят средства слежения за сварочными параметрами на тех или иных операциях. Минимальные отклонения в настройках возможны. Все нарушения по вайфаю выводятся на комп технолога по сварке и он временами корректирует новичков или наглецов удаленно урезая накрутки. Фиксируются и "моточасы", затраченные на ту или иную операцию. Вобщем приучают работать определенным алгоритмом. Проварить точком побольше и побыстрее и свалить в курилку становится все меньше возможным. Конечно это не на всех аппаратах, окупит эта электроника себя или нет- пока не знаем, все в режиме тестирования. Ну и естественно варить Ме толщиной 20мм ни кто не станет- нерентабельно.3 балла
-
Карантинная работа лета 2020. Приехал скай на переварку банки. Разные диаметры по сечению, пришлось изгаляться. Старая и новая банки. Сужаю Отпилил поворотный фланец, прикинул по месту. Фланец готов, прихватил конечные удлинители. Мои корявые швы на кронштейнах. И на обварке поворотного фланца. Ну и резонатор с переходниками. К сожалению, конечный вариант уехал, сфотать я уже не успел.
3 балла
-
@Шурпет, http://tctena.ru/oborudovanie/manipulyatoryi11/materialyi-dlya-svarki/aluminium2 балла
-
сталь нерж. или черная? , но вижу скорее черная . Да нормально все и потихоньку набиваете руку , присадочка 1мм думаю маловата в смысле подавать ее сложнее и возьмите 1,2мм или еще лучше 1,6мм с ней проще будет .2 балла
-
Да скорее туда , у кого рука набита то не промахиваются почти. Вот смотри 08 импульс и протравил пастой ЕСАБ для осветления швов нерж., можно ортофосфорной кстати в пасте Есаб ее больше всего ,,, и в аптеках продается ортофосфорная, это тем кто не знает где взять . ЗЫ забыл совсем протравленные образцы это вертикал в импульсе с низу вверх , видео на канале , но и думаю горизонт тоже в полном порядке если распилить . Ну и посмотрите дядьку-американца еще если не наскучил и включайте субтитры с переводом и с ними намного все понятнее, и кстати у него проволочка 0035 то есть по нашему 09мм .
2 балла
-
Ну я могу распилить,тока проволока 1,2/1,6, газ 82/18, толщины- любые.Не думаю впрочем,шо кто-то что-то новое увидит...2 балла
-
Яж работаю на казённой работе. Мне там пилить некогда просто.Вот в этой теме насмотрелся на эти микрошлифы, и задумалси -- а ведь действительно -- тебеж не зря говорили: "Кинжальное проплавление". То есть его можно и сильно не туда закинжалить на угловом шве. Теперь вот варю, и думаю: "а куда я кинжалю?" и зачастую получается что направлено не в стык между деталями, а в нижнюю сплошную полку. А если направить правильно, то можно и наплыв отхватить. Значит надо шевелить горелкой на нижнюю полку... Вопчем есть над чем репу почухать. А так то да -- пилить хочется. Только надо порешать вопросы -- как шлифовать, и чем травить. Может и найду время распилить тавр.2 балла
-
2 балла
-
@selco,зачем судить,мы же не звери,достаточно сказать,что был не прав,ничего в этом зазорного не вижу.2 балла
-
@Георгий 11, Григорий , почитаю ну и все мы ошибаемся и что уж там засудить-посадить ,,,,, зачем нам от этого да и ему легче не станет. Ну и конечно темка интересная и не раскрытая полностью думаю для многих и для меня тоже и от сель вывод , надо пробовать варить разными проволочками+разные газы и смеси ,пилить , смотреть и делать выводы ,,,,. но вот время многим в том числе и мне это не позволяет делать . Как то так усе . Глобул что то молчит и у него каждый день ПА сварка , ну и что нить бы показал-распилил и это всем интересно .2 балла
-
@selco,мы то понимаем друг друга,просто одному товарищу пытались донести,но он ни в какую не хотел верить,то на вранье его ловили,потом нормативку показали,потом саму сварку,слился почему то.Не сочти за труд,почитай бред из #70,там все его мысли по полочкам разложены.2 балла
-
Иван , мы просто не допонимаем друг друга и от сель весь сыР-Бор разгорается , но может сие и хорошо на пользу думаю всем и все из сего что то намотали на ус . . ЗЫ , вот чуток позже если время позволит сотворю видео из клочков кои на компе в изобилии с разными диаметрами проволоки и они даже журчат по разному в примерно одинаких настройках , 0.8 больше ГЦ в КЗ и по сему капелек больше или как хотите, наплавленого , 1.0 меньше ГЦ и отсель по направленному примерно равенство будет с 08й , 1.2 еще меньше ГЦ но по направленному будет больше в счет разность диаметров большая . Ну и конечно 0.8 имеет ограничения по току и где то в 180-190А со смесью 82\18 уходит в струю , коей очень хорошо варить горизонтальное , а вот вертикал вряд ли получиться , потечет усе ЗЫ ЗЫ и еще забыл , тема провар-непровар , так вот при одних и тех же настройках в режиме КЗ да пожалуй и в импульсе в неких приделах , провар 0.8 проволочкой будет повыше , аргументы - дуга более концентрирована и сфокусирована по плотнее .2 балла
-
просто DCS2 балла
-
+ шпилечки подкрутить и прическа тогда точно гарантирована на долго .2 балла
-
@Schlosser, 2500р.минимум.И без гарантии.2 балла
-
Я только озвучил и всего то , но если хочешь то попробуй и усе получиться как в лучших домах Лондона . И если уж на то пошло то 40мм и выше надо проволочку 3мм и не даром на роботе СССР такая стояла, но ясно что рука сварщика с ней не справиться и по сему 1.2 , 1.6 максимум для руки, и там были лучшие умы (ЦНИТИ центральный научно исследовательский технологический институт),,,, я был счастлив в эти года работы на сим П\Я , каждый день экскурсии сам себе делал и многое увидел и такого не на одной выставке не покажут . Вот я больше вижу тебя не диаметры проволок волнуют , а нечто еще ????2 балла
-
Спасибо всем. Короче принял решение пилить нахрен пополам и наваривать бабыху, чтобы не заморачиваться, с ценником тоже определились
2 балла
-
Виктор , я обычно пишу что делал , и не пишу того чего не делал . Твои возражения готов выслушать и даже более , принять и намотать на ус .2 балла
-
А почему и нет с определенной подготовкой да если еще в импульсе и с правильной смесью ( все эти таблицы очень древние и больше чем наполовину потеряли свою актуальность) , но кому это надо и конечно сим не кто не будет изгаляться, легче проволочку поменять2 балла
-
@averyanov,Проще гораздо ремонтные шпильки м8/м6 например,деталь я так понимаю крыльчатка,сварка как не крути даст дисбаланс.2 балла
-
Вот "хозяева" не компетентны и сразу за дрель хватаются , впрочем можно было наверное и высверлить если подойти к сему с "головой " Ну пилить не спешите , впрочем пилить то все равно придется но попробуйте так пильнуть , фрезой чуток уберите алюминий раздайте в стороны и "докопайтесь" до шпильки , ну и попробуйте схватиться за шпильку по выше изложенному и думаю схватитесь ну и дальше все выше отписано . Зато если прокатит такой вариант то вам только с верху надо будет наплавить алюминий и даже можно если останется отверстие то сразу и болтик-временный закрутить и тогда не придется ловить координаты отверстия . Как то так вижу , но конечно вам виднее и у вас деталь в руках и решать вам окончательно как исправить деталь .2 балла
-
Механически они не истребимы. Как тараканы. Есть кормовая база -- будут и тараканы. Но только ты не можешь приравнять себя к ним -- у нас права разные. У них права правящего класса, и все законы написаны ими для нас. Был в истории один товарищ, который сделал наоборот. И эти твари до сих пор, при упоминании его имени, писаются. Вот так работает этот механизм, а не выкриками о том, какие они ублюдки.2 балла
-
Котел вроде турецкого пр-ва, задняя секция. Треснул из-за перепада температуры вроде но точно не знаю. Для начала проверил не много в стороне что за структура материала плотный или рыхлый как губка, как видно 2-е, чего я и ожидал. Разделка. Подогрев резаком, рукой не дотронешся. Сварка ток не большой 90-70А Проковка, охлаждение возле печки часа 4. Котел наш с работы, как бы уже был приговорен для чермета, поэтому особо не заморачивался.
2 балла
-
Не знаю то ли что требуется:
1 балл
-
Добрый совет. Мозг себе не трахай, возьми простой светофильтр 9ку и тебе откроется ВСЕ волшебство РАДС. Зону сварки подсвечивай и ВСЁ!!!!1 балл
-
@schkaliki,Как понять лежит и на вертикальном листе? Они же могут быть и оба вертикально и горизонтально и как угодно.И по ГОСТУ толщиной 0,8-40 мм.Ваша таблица видимо для стыкового соединения в нижнем положении,тогда согласен ,иначе режимы должны зависеть не только от толщины металла,но и от пространственного положения .1 балл
-
Я не сомневаюсь,что ты это делал. В алюминии сложно выкручивать заломы. Бывают случаи,когда остаток того же метчика небольшого диаметра "выжигают" кислотой - немного прослабляют травлением . Алюминий вязкий металл и небольшой задир в резьбе застопорит обломок намертво.1 балл
-
https://youtu.be/MmJE-_VEjkQ1 балл
-
@Лепило,Если о Братской Могиле Пехоты речь,то это не у нас,да и там экраны навариваются.На старой работе да,делали в другом цеху бронекорпуса БТР,они трескались.1 балл
-
1 балл
-
Что то вы зациклились на диаметре проволоки, в РАД вообще без нее можно сваривать.1 балл
-
Человек просто решил катету навалить. А как ты определил проникновение в основной металл?1 балл
-
Ну и чего удивительного то , вот бы еще распилить образец и посмотреть в профиль . @Георгий 11, Но по большому счету , все таки надо придерживаться правил которые не сегодня определены для каждого диаметра проволоки и все очень даже хорошо изучено и опробовано до нас много много лет тому назад . Вот 0.8 до 200А дотягивает с хвостиком и не больше и по сему можно и 40мм сварить но с разделкой и многопроходной . 1ММ до 400А чуток не дотягивает , вот она самая универсальная для наших потребностей в любом смысле . ЗЫ вот и выходит что для 200А аппаратика самая востребованная 08 проволочка и прав Игорь как не крути .
1 балл
-
Морской регистр, речной,далее М.О. и Ф.З при этом не актуален.1 балл
-
Инфа для Всех выходите на Алибабу завод Тайзу Ретоп Mашинери & Электрик Ko. менагер Флора Ляо . договоритесь, даст перевозчика Алексея с Гуанджоу до престольной.... Покупал 3 аппарата год назад без проблем... Цена 230 $ опт для Брима вам отдадут за 250..1 балл
-
Добрый вы..... От такого колличества пива почки посажу..... Посан — обещал вчера, посан — привез сегодня "дудки". Клиент интересный, с богатыми фантазиями..... Уговаривал 2 поршня от МАНа варить . Увидел на верхней плоскости маленькие трещинки и возжелал их заварить. Еле его отговорил..
1 балл
-
Очередной хот род. длина 31см, ширина 13см высота 11см. В нычку багажника входит пачка сигарет
1 балл
-
@selco, дёшево! Если Валера к тебе этот крупный сервис постоянно обращается, соответственно не сомневаются в качестве, значит необходимо цену ставить так, что бы плакали, но платили. Тогда все рады и любимые сердцу аппараты не надо продавать, а наоборот приобретать. Моя точка зрения такова, если клиент пришёл второй и третий раз, значит он готов платить столько, сколько потребуется. Но первый раз можно прикормить, а последующие плавно наращивать гонорар. Как сказал однажды мне хороший друг - « от повышения стоимости работы, денег меньше не становится, становится меньше работы, как правило дешёвой и дурной, за выполнением которой и едут к дешевому сварщику».1 балл
-
Вообще нет таких цифр и быть не может. Если я оцениваю работу адекватно своим трудозатратам, то мне пофигу - сколько стоит новая деталь, а дело клиента - оценить стоимость новой детали, сложности ее поиска и потери от простоя. Были случаи когда клиенты переплачивали больше стоимости новой детали.1 балл