Лидеры




Популярный контент
Показан контент с высокой репутацией 20.10.2020 в Сообщения
-
А вот без пульса.6 баллов
-
5 баллов
-
Просто похвастаюсь от избытка эмоций. Благодаря замечательному человеку из Кропоткина Краснодарского края, взял по очень вкусной цене четыре маленьких столика. Металл 10мм толщиной, шаг отверстий 50, 16-я система, вырезано лазером. Столики можно соединить между собой сделав один большой (широкий или длинный, максимум до 2,4м длиной при ширине 0,5м, или почти квадрат 1,4х1м), или использовать по одному для небольших работ. Пара столиков достались собранными, только ноги приделать, еще пару надо собирать Стглики пойдут в новую мастерскую с красивыми кафельными полами, высокими ровными стенами и водяным отоплением. Короче, готовься к пенсии с молоду)
 5 баллов
5 баллов -
Эвоспарки, там пульс в ММА есть и в МИГ и в ТИГ машинах,.. в ТИГ диапазон пошире и переменка есть. И всё очень адекватно работает.Студиозусы очень его любят. Прощает многие ошибки в технике.Особенно на трубе неповоротной и в потолке.Иногда приходиться ограничивать, жёстко декларируя линейный режим. Всё равно: по-тихому кнопают в пульсе. Но Большой Брат(система ВелдВеб) видит всё, и сдаёт с потрохами "нарушителей конвенции".4 балла
-
Вот оно небо под АЛ и Нерж + остальное все ,,,,, так хотелось поработать- потестить такой3 балла
-
Называется "говяжья". Судя по вкусу "безродная". Хотя стоимость как у "родной". Рыба форель - походу норвегия. Стоимость недецкая. Когда покупал старался сохранить невозмутимый вид. На следующей неделе купил горбушу значительно дешевле и народу она больше понравилась. Вообще запечёная рыба на этой решётке в духовке классная штука. За 25 минут готовится. Открытие сезона . Ну а чтобы не с пустыми руками сюда вот это. Воспоминание о лете. Хотя помидоры ещё есть.2 балла
-
Можно вполне,малоответственные изделия, только перенос КЗ , и от этого брызги мелким бисером покрывают детальки. Улучшит процесс тефлоновый канал, правильный ролик , наконечник,недлинный шланг-пакет, не закрученный в бараний рог...2 балла
-
, Это в МИГе,где функция ММА вторична, тем не менее, в огромном диапазоне сварочных задач подобной частоты -хватает за глаза.Если этого мало( хотя я с трудом пока представляю ситуацию, где этого мало) , заводите ЭвоТИГ и жарьте на все деньги, на все 500 Гц. Так в МИГе диапазон-0,5-5 Гц.Для ММА-весьма неплохо. Отображение по времени, в секундах, с шагом -0.1с.2 балла
-
Теплые учебные классы. Как в школе.2 балла
-
https://www.youtube.com/watch?v=Y-dhlgHwmDs А родословная у той сосиски в первом ряду, 4-я есть? А у рыбы?2 балла
-
@Глобул, Вот кстати список вакансий этого славного омского предприятия "Полет" , строителей ракет будущего для дальнего космоса.
2 балла
-
Плавка чугуна в домашних условиях населением Китая во время Большого скачка тоже довольно информативна,только стоит ли этим заниматься?2 балла
-
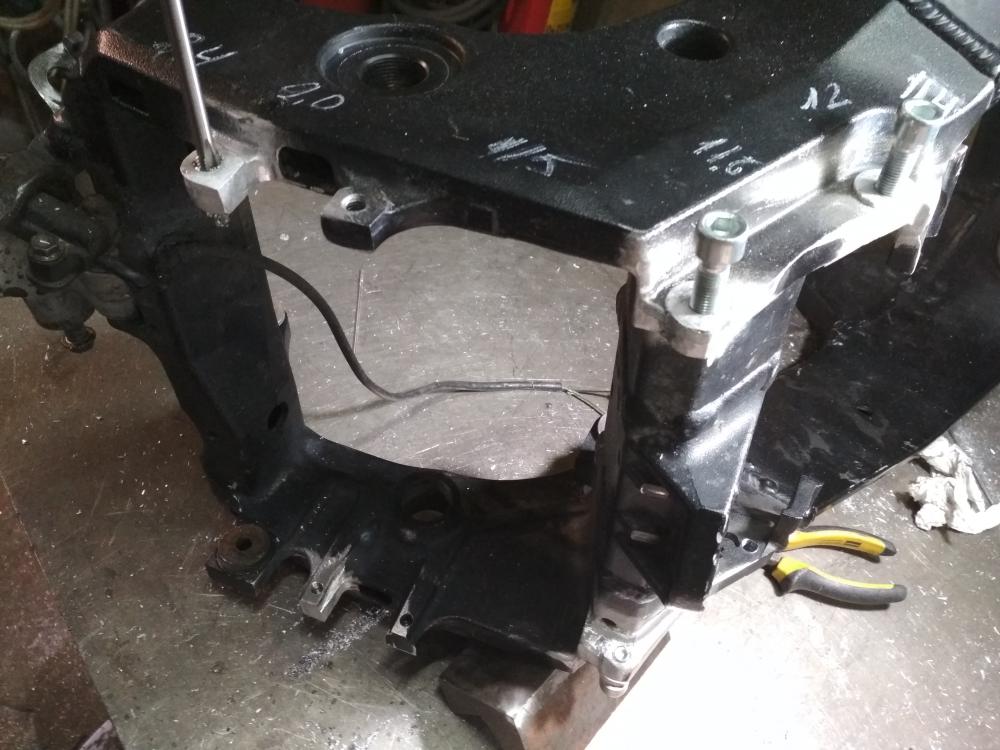
Думаю,нужна ли тщательна доводка? С одной стороны,необходима,а,с другой стороны,лучше знать,что покупаешь.Сделаю эту раму так,что ее невозможно будет отличить от новой,а вот подрамник не буду.
2 балла
-
А вам слабо ? Приехал варить клетку для быка Вадика а тут отел принять надо, я парень деревенский ))
2 балла
-
Нет, коллега, в настройках не учавствовал. В своё время была задача рассмотреть оборудование СТП для одного проекта по сварке панелей. Поездил по предприятиям, поговорил с людьми, почитал публикации, прикинул затраты, изложил своё видение... в результате предложение отклонили т.к. посчитали, что дорого( наше предприятие многотысячное). Поэтому, я бы не назвал эту технологию "народной". Для окупаемости нужен конвеер, тонны однотипных заказов и т.п. Применение какой-то гаражной конструкции, управляемой Джамшутом, сводит в данном случае всё на нет. Качество и повторяемость результатов этой технологии основаны на автоматизации и унификации, но этого не достигнуть, если, например, усилие прижатия осуществляется поворотом штурвала "на глаз" или ручной выбор соотношения скорости сварки и вращения шпинделя тем же Джамшутом. На видео из серии "очумелые ручки" изобретатель проверял качество сварки на излом вручную - "прикольно". Основными параметрами процесса СТП являются скорость сварки, частота вращения инструмента, усилия прижатия и перемещения инструмента, размеры и угол наклона инструмента. Режим устанавливают в зависимости от типа материала, формы и толщины свариваемых деталей. Размеры и форма инструмента зависят от материала и толщины изделия. Плоскость бурта, например, выполняют в виде вогнутой поверхности для лучшего истечения пластифицированного металла ... Короче тонкостей очень много. Кстати, если интересно, при СТП металлы (вы же поняли, что это применимо к любым) нагреваются максимум до 70% от Т плавления. Вот для Al сплавов нагрев кратковременно доходит до 550 °С отсюда и низкие деформации, но они всёже есть. По данным (15-20)% от значений полученных при дуговой сварке. Подготовка кромок к сварке требует минимум операций, не нужно даже удалять оксидный слой. Трещин нет, так как нагрев идёт до температуры ниже солидуса. Литературы действительно мало т.к. способ очень специфичный, но по сути это сварка трением упоминание о которой есть везде. Для справки, насколько мне известно, разрабатывался малобюджетный станок для сварки трением с перемешиванием (СТП) "Странник", но о нём я ничего не знаю.2 балла
-
Новинка UNO MIG 200 SYN, на скорую немного побаловался в миксе, больше было мне интересно миг-пайка, обычной проволокой тоже пробовал по тонкому, толстенькое тоже жарит и разливает, я пока в восторге Кабели люминь, горелка 25 ничего особенного, прикрутил старую и привычную Бензель 15 . Полная синергия CO, MIX, TIG, РДС с возможностью коррекции напряжения и индуктивности, все работает, но как то необходимости пока не нашел, синергия попадает точно. Крутилка энкодер, вентилятор безумный, крутится всегда, но шумит не сильно, дует сзади вперед. Память на выставленную настройку, после сварки запоминает сам, в том числе коррекции. Сброса коррекций нет, надо кнопочку втыкать и обнулять крутилкой. Пока всё, как вставлять фото ни понял, пусть так будет. http://f26.ifotki.info/thumb/eeb62a5bf1b2de25b12b27ea491f2ce84e557e360050975.jpg http://f26.ifotki.info/thumb/662386ee6c97bfaf99873c1891df58874e557e360050975.jpg http://f26.ifotki.info/thumb/38bd39da00bcc86e43a59006e33fa4af4e557e360050975.jpg Кому что интересно спрашивайте, за праздники постараюсь запилить мини обзор, есть проволока сталь 0,6 - 0,8 - 1,0, CuSi 0,8, порошковая 0,8, газы СО, Mix 80/20, электроды были какие то.1 балл
-
Два кума пьют - Куме, я вже не можу. - Так шо, я выливаю? Открывает рот - Выливай!1 балл
-
Шибко умная техника ))))1 балл
-
Никакой богомерзкой чешуи Аппаритик заточен больше под микс. 0,8 проволокой в миксе может жарить очень сильно, индукция и вольты на максимум. В 0,8 программе дуга пищит на 120а, в 0,6 от 100а. Железки на фото 4мм. Проволоку 1,0мм жарить не умеет, не хватает силенок ) заливать зазоры в стык нормально. Бронзу в миксе можно на кузовнине варить и не париться, в аргоне чуть красивее, но не настолько чтобы бежать за баллоном.
1 балл
-
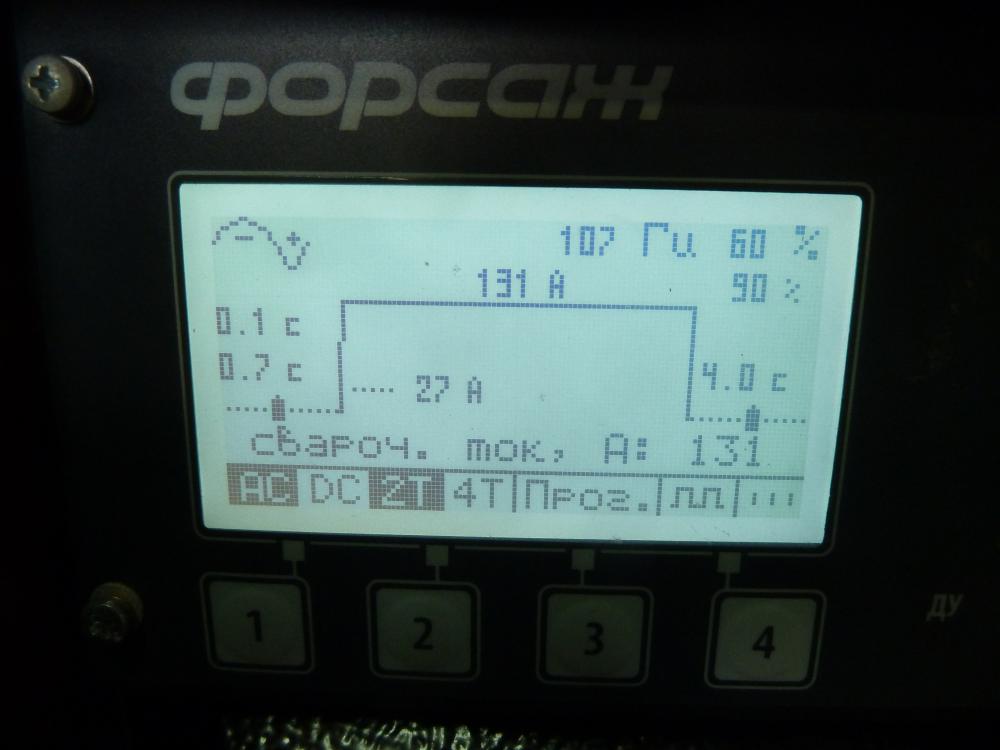
Вот так выглядит на моем китайце. Пример: ps = 200 [A], pb = 100 [A], ba = 50 [%], cz = 1 [Гц]. При таких настройках сварочный ток будет изменяться один раз в секунду, поэтому он будет составлять 200 [A] в течение 0,5 секунды и 100 [A] в течение следующих 0,5 секунд - и так далее. При изменении баланса «ba» на 25% произойдет одно изменение за одну секунду, но ток 200 [A] будет длиться 0,25 секунды, а ток 100 [A] - 0,75 секунды. Установка баланса на 75% меняет ситуацию. Устройство имеет возможность плавной регулировки частоты от 0,5 [Гц] до 6 [Гц] и баланса в диапазоне от 10 [%] до 100 [%]. Пиковый ток ps можно регулировать в диапазоне от 20 до 220 [A], а базовый ток pb - от 30 до 100 [A]. Однако следует помнить, что пиковый ток ps никогда не должен быть ниже, чем базовый ток pb. Практические испытания показали, что оптимальными настройками для сварки нержавеющей стали нержавеющим электродом типа E 308L-16 диаметром 3,25 мм являются: Пиковый сварочный ток, пс: 150 [A] Базовый сварочный ток pb: 60 [A] Остаток ba: 50 [%] Частота: 3 [Гц].1 балл
-
На 90% закончен. Доделывают переменку.1 балл
-
Чего чего? 5 гц всего максимум в мма?1 балл
-
5 Гц на МИГ,500 на ТИГ в DC,АС в линейном режиме1 балл
-
, можно попробовать выключить синергетику и в ручном режиме отстроится. Если и так работать не будет, то явно дело в горелке. Сейчас на выставке Технофорум. Если после выставки найду горелку более 3-х метров, то можно было бы попробовать. Не уверен, что найду горелку. На выставке нет сварочного стола, нет демонстрации. Сопротивление без протекания тока и под нагрузкой может меняться. Поэтому, я бы не акцентировался на этом. А вот попробовать другую горелку, но более менее качественного производителя, это хороший опыт.1 балл
-
@copich, добрый день. Канал поменян на синего цвета (до 0,9мм). Целостность канала и рукава проверена не раз-канал доставался раза 3-4. Подсоса нет- при сварке "губка" не образовывается, металл не кипит. Расход кислоты до 20 л/мин повышал.Разъем и горелку разбирал-запресовано..большего сказать не могу.Опрессованые гильзы в процессе экспериментов не греются. Рукав прозванивал (без канала)-0 Ом (профмультиметр с точностью до 0,1 Ома).Могу мостом Е7-... померять, но это уже слишком глубоко . Озадачился... Надо будет снять со старого п/а 15горелку 5м.+5м обратного попробовать. А 36-ю на старом попробовать....1 балл
-
, что за ёмкости, в которые 5 метров длины хватает? Даже если хватает, как вы меняете режимы сварки, каждый раз вылезая наружу? Садомазохизм какой то. Хелви весит совсем немного, я с ним по автоцистернам прыгал не напрягаясь, брал с собой внутрь или ставил у горловины, любое изменение параметров в досягаемости руки, соответственно и отладка не обременяет. Ну как говорится, каждому своё.1 балл
-
А если посчитать. А в чем разница (кроме температуры)? Легко и вредно, другими словами безвредно и нелегко? Скорее не дать старому окончательно развалиться.1 балл
-
@Goodwin 359, согласен, немного небо и земля.1 балл
-
, по емкостям как раз таки лучше 3 метра и аппарат с собой брать. Это я своей шкурой практикую постоянно. В пульсах работать и 36 греется очень сильно, но работать однофазником приемлемо. На Авито каких только горелок нет, и по длине и мощности и даже цвету.1 балл
-
Я думаю, не имеет смысла сравнивать эту машинку с шерманом. Немного разные характеристики.1 балл
-
, зачем насиловать машину, 3-4 метра используйте и все будет отлично.1 балл
-
По мне так идеальный вариант: https://aliexpress.ru/item/4001039004317.html
1 балл
-
Нашел и Заказал на Алике такую вот маску BP100A приедет буду думать как подружить с щитком YESWELDER, EH-091X, который вместе с ней заказал... как вывести шланг, чтобы не мешал закрытию щитка... https://aliexpress.ru/item/4000920260327.html
1 балл
-
Игорь , хороший и качественный ремонт стоит денег ,,,,, впрочем ты и сам знаешь у тебя работы тоже одно загляденье и плохо ты просто не умеешь , в прочем как многие форумчане.1 балл
-
1 балл
-
@Шурпет, ты хочешь что бы я матом с тобой ругался? Ну давай!1 балл
-
Упаковка бывает разной.Это японский медно-никелевый электрод.
1 балл
-
Я лично такого не знал -- металл просто перемешивается на холодную.1 балл
-
У него не один был.Про пульс в мма. impulsnaya-tehnologiya-dlya-ruchnoy-dugovoy-svarki-pokrytym-elektrodom-tonkostennyh-konstruktsiy.pdfpuls-ruchnoy-dugovoy-svarki.pdf1 балл
-
Был недавно на работе у Игоря BelaZZ, понял что X350 продан и благополучно трудится в умелых руках Игоря.
1 балл
-
Жизнь чем-то похожа на шведский стол. Кто-то берет от нее столько, сколько хочет, другие сколько могут. Кто-то сколько совесть позволяет, другие сколько наглость. Но правило для всех одно с собой ничего уносить нельзя!1 балл
-
@morgmail, Выздоравливай Геннадий, даже если простуда, сразу после нормализации не надо " подвиги трудовые " совершать.1 балл
-
Каждую пятницу молодёжь шлёт по месенджеру такие фотки. И есть же здоровье такое перемолотить и попить. Я в это время. Сардельки с картофаном. Как говорицца - ваш кефир в коридоре. Была давным давно гулянка в санатории со всеми атрибутами. Вечером пенсионеры потянулись в столовку за вечерним кефиром. А им выкатили дозы в коридор. До сих пор не забуду. Старикам здесь не место. Ну зато сегодня по-барски. Форель с луком, сыром, помидорками и орегано. Правда без напитков. Нельзя1 балл
-
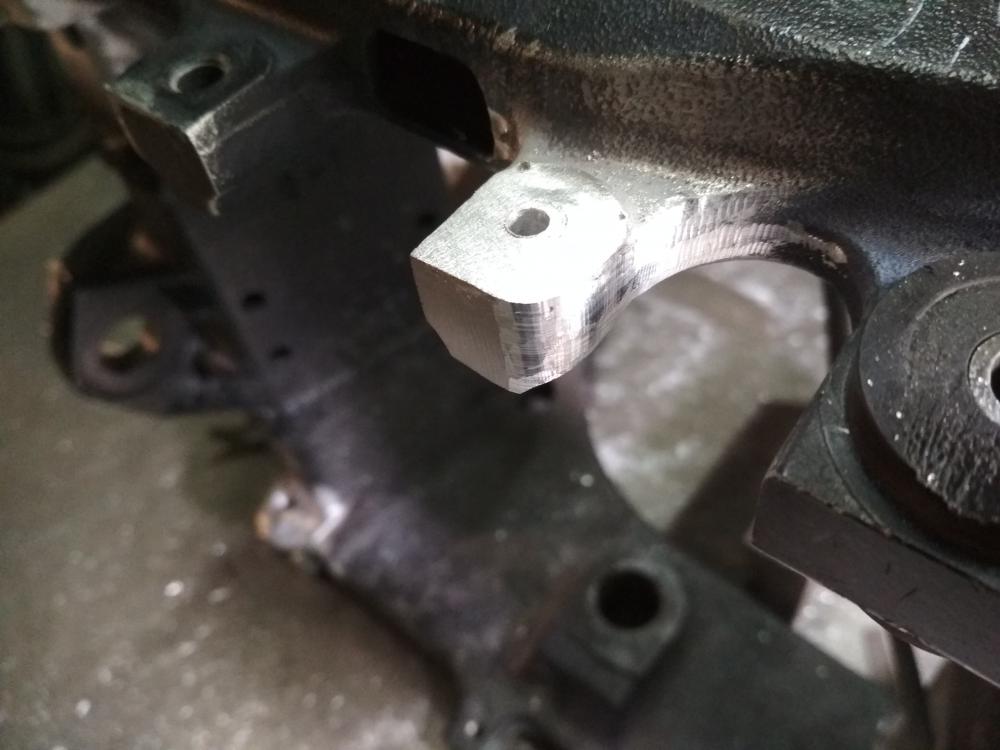
Субота и не кто не мешал и не спеша довели втулочку до совершенства и спрятали в коробочку чтобы не растерять . Ролик завтра купим , а вот ремень на следующей недели прибудет , но не страшно подождемсь
1 балл
-
@AntonP, Именно такой нам приобрели в цех. Рабочее место мечты
1 балл
-
1 балл
-
Правильно называется состояние - пластичным. Но при переходе алюминия из твёрдого состояния в пластичное до температуры плавления конечно ещё далеко. А аморфное, это немножко о другом.1 балл
-
Продолжаю изучать и мне нравится все больше, еще бы руки прямые ). MIX, программа "0,6", проволока 0,8, без коррекций. Железки 2мм. На железках 1,2мм тавр еще можно варить сплошными швами но сложно, встык уже никак. Стык надо переключаться на "0,8" программу, минимальные настройки 30 ампер, а проще зарядить проволоку 0,6. Кто то говорил, что п/а на 30А не варят, не только варят но еще и протыкают.
1 балл
-
Немножко звука )1 балл
-
Потренировался варить заборчики, микс, проволока 0,8, пока так.
1 балл