Лидеры



Популярный контент
Показан контент с высокой репутацией 21.08.2020 во всех областях
-
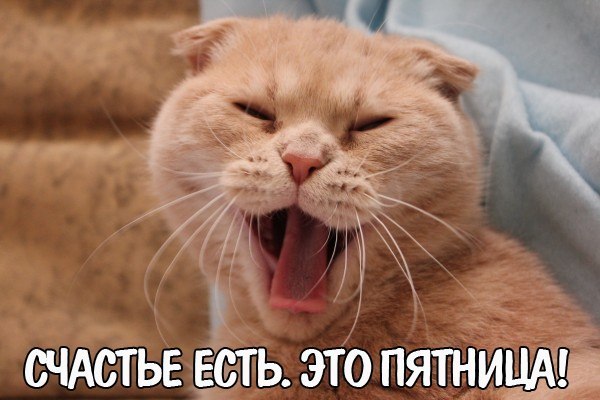
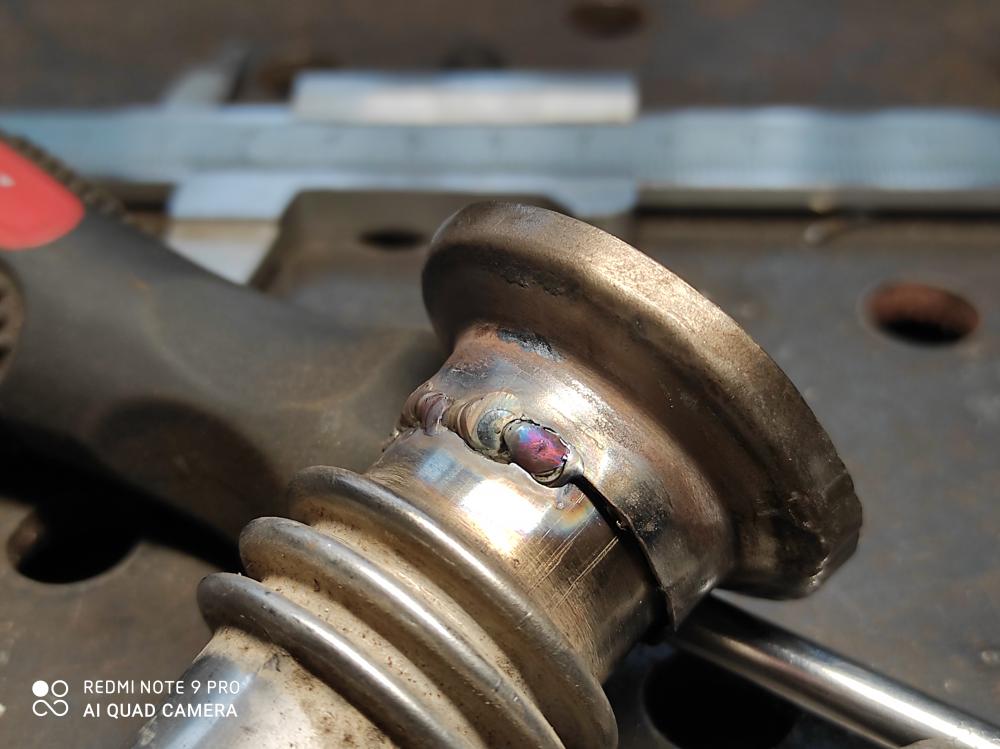
ну как всегда Пятница ,,,,, а они ломаются и главное срочно надо . ресиверы ДАФ что то красные и много входов-выходов ,,,, вот в сим месте и прогнили . Полечили и дальнобой скорее уже в дороге . ЗЫ, и все же .....
 9 баллов
9 баллов -
Не думал, что такая чепуховая на вид работа затянется более чем на половину дня, и это еще и с помощницей ))) Привез знакомый ограждение с прицепа. 50 тонн загрузка = плохие дороги....не выдержало колесо, выстрелило и в результате оргаждению каюк Пришлось делать вставки для соблюдения размеров. Да и сам люминий желал бы быть лучшего качества, с верху выглядит отлично , а под шпаклевкой и краской больше пыли, че металла.
7 баллов
-
Всяко разно. Выкрутил обломыш.Поправил резьбу. Радиатор после " чистки"."Маули "м-7, изготовление новых оболочек и замена " свирелей- флейты".Интеркуллеры "Актрос"постоянные клиенты..И ещё один аэродром "завоёвываю". Як-52, элементы фюзеляжа.
7 баллов
-
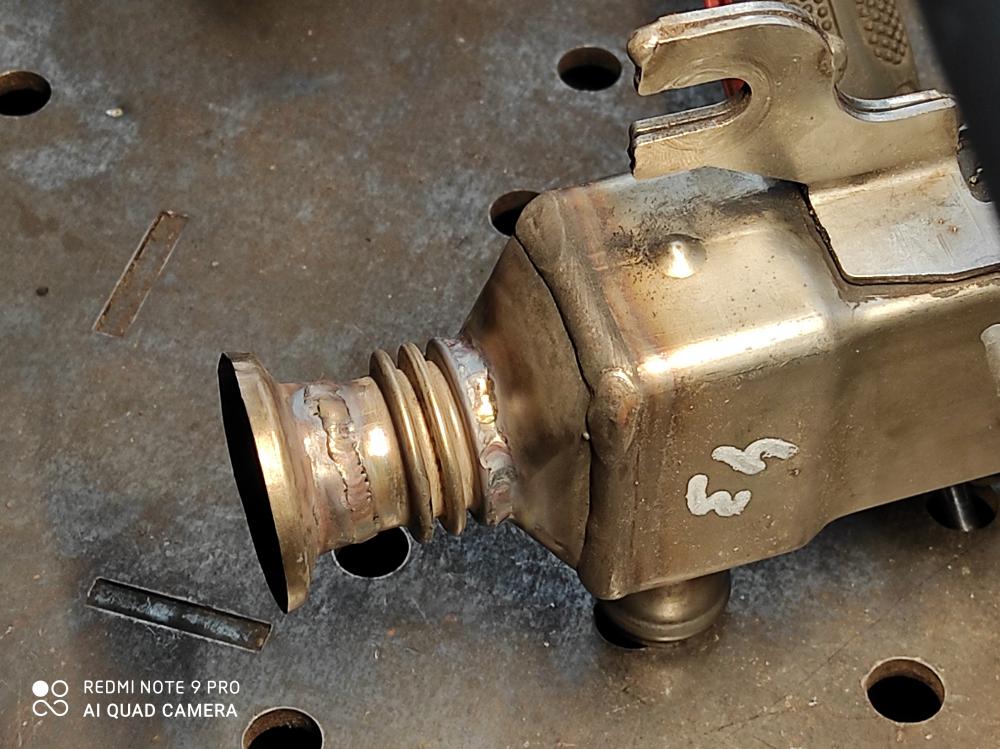
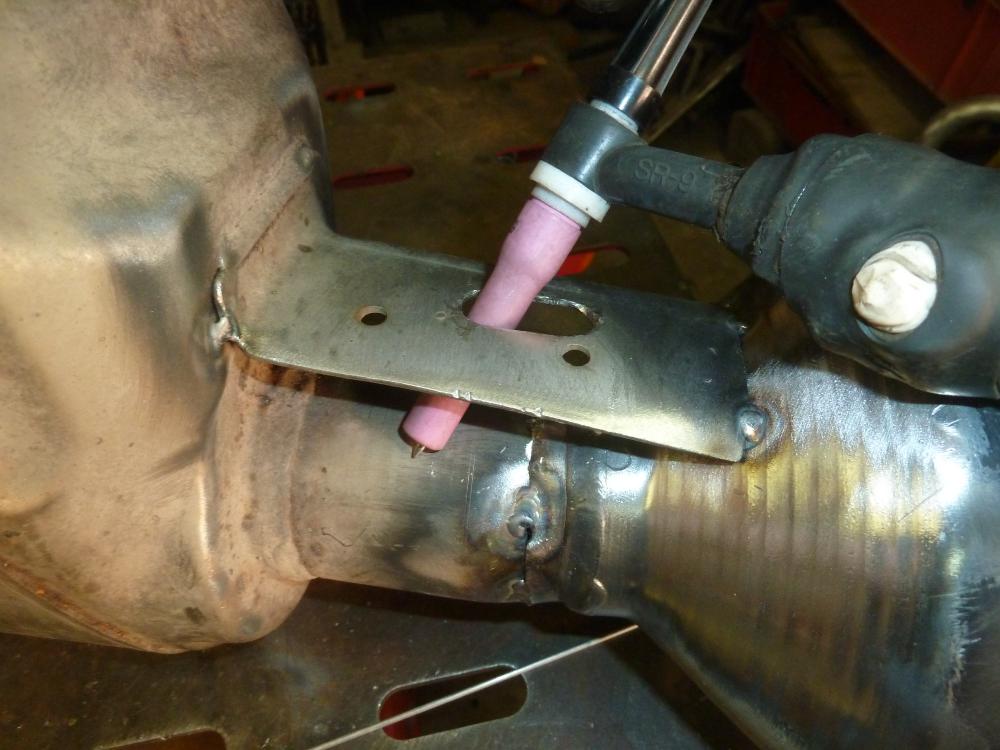
А в чем загвоздка, вот гофра, 0,3 с гофрой 0,3 Форсажем 315 сварены, и какой в Вашем понимании большой аппарат? @Victor Kotyara,Тонкое к массивному. Толщина стенки трубки- 0,2мм. Точечная TIG сварка. "Большим" сварочником в пульсе такое можно варить.
6 баллов
-
 Однако классическая электросварка с помощью углеродного электрода (изобретённая, кстати, уроженцем Херсонской губернии Российской империи Николаем Бенардосом) была достаточно сложным и трудоёмким процессом. В идеале он нуждался в автоматизации, однако углеродная дуга была крайне нестабильной и требовала постоянного внимания высококвалифицированного специалиста-сварщика. Одна ошибка – и в шве возникают дефекты, сильно снижающие его прочность. Выход нашли в применении другой технологии: так называемой сварки под флюсом, открытой Николаем Славяновым. Идея заключалась в том, что само пространство, в котором горит дуговой разряд и происходит сварка (сварочную камеру), изолируют от окружающей среды слоем флюса – вещества, препятствующего выходу паров металла наружу, а также попаданию внутрь воздуха и других "посторонних" веществ. В результате процесс сварки становится более устойчивым и управляемым. Открывается возможность его автоматизации, что могло позволить колоссально увеличить производительность сварочных аппаратов. Именно этой проблемой занимался основанный отцом Бориса Патона Институт сварки в Киеве. Именно на этом поприще молодому инженеру предстояло сделать свои первые шаги. Доводить до ума технологию приходилось в буквальном смысле в военных условиях: впервые автоматическая сварка по технологии Евгения Патона была применена в промышленных масштабах в Нижнем Тагиле, куда Институт электросварки эвакуировали с началом войны. Сварочные установки Евгения Патона стали настоящим прорывом: во-первых, производительность труда существенно возрастала, во-вторых, снижались требования к квалификации сварщиков, что было немаловажно в условиях войны, когда на военных заводах нередко приходилось работать даже детям. Примечательно, что в нацистской Германии технологию автоматизированной сварки освоить так и не смогли. Именно поэтому – среди прочего – так и не удалось наладить действительно массовое производство своих грозных "Тигров" и "Пантер": изучение "взятых в плен" после битвы на Курской дуге немецких танков показало, что все швы на них были сделаны вручную. Однако у автоматизированной сварки патоновским методом был недостаток: получаемые в результате швы оказывались крайне хрупкими. Как известно, сталь представляет собой сплав железа с другими веществами, в первую очередь с углеродом. Чем больше в стали углерода, тем она твёрже, но и хрупче. Чем меньше – чем сталь более мягкая и вязкая. Для качественной танковой брони необходимо вполне конкретное содержание в стали углерода, чтобы снаряды не могли её ни прогнуть, ни разбить. Однако в сварочном шве углерода было куда больше, чем надо. В итоге шов трескался даже от сравнительно незначительных повреждений. Решение этой проблемы стало одним из первых больших изобретений Бориса Патона и его коллег. И оно было просто, как и всё гениальное: в щель между свариваемыми пластинами вставляли проволоку из стали с пониженным (относительно брони) содержанием углерода. В результате в парах металла в сварочной камере, а значит, и в готовом шве, углерода оказывается ровно столько, сколько нужно. Вторая мировая и Великая Отечественная война во многом были не только битвой солдат, но и битвой научных умов. И в этом смысле Борис и Евгений Патоны внесли в победу нашего народа в той войне огромный вклад. Евгений Патон и его сын сыграли одну из ключевых ролей в Великой Победе Евгений Патон и его сын сыграли одну из ключевых ролей в Великой Победе "Русская сварка" Автоматическая сварка под флюсом стала прорывной технологией для своего времени. Однако она не совсем годилась для ряда задач – например, сварки металлических деталей большой толщины, используемых в строительстве и других подобных работах. Проблему в Институте сварки решили с помощью разработки принципиально новой технологии: электрошлаковой сварки. Работает это так. В зазор между двумя свариваемыми деталями помещают слой флюса, через который пропускают электрический ток. Под его действием флюс (шлак) плавится, формируя так называемую шлаковую ванну. Расплавленный шлак нагревает, а затем плавит прилегающие поверхности. В шлаковой ванне образуется смесь расплавленного металла и шлака. Состав шлака-флюса специально подбирается таким образом, чтобы расплав был легче расплава металла и шлак всплыл вверх, приходя в соприкосновение со следующим слоем металла. Оставшийся под шлаковой ванной металл по мере подъёма шлаковой ванны остывает и твердеет. Так как этот процесс идёт более медленно, чем при классической электродной сварке, шов получается более однородным и прочным. Кроме того, как уже говорилось выше, за один проход можно сваривать детали почти любой толщины (до полутора метров). К сожалению (как, надеюсь, ясно из предыдущего описания) такой способ подходит лишь для вертикальных швов. На международной выставке в Брюсселе в 1958 году этот вид сварки был отмечен большой золотой медалью "Гран-при" и получил неофициальное название "Русская сварка". Данный метод нашёл широкое применение по всему миру: в США с его помощью построены многие знаменитые небоскрёбы, а в СССР она использовалась при строительстве мостов – первым в этом роде стал знаменитый мост Патона в Киеве, одновременно ставший и первым цельносварным мостом в мире. Мост Патона в Киеве. Фото: ua.igotoworld.com Сварка на орбите После смерти Евгения Патона в 1953 году, Институт сварки, названный в честь своего основателя, возглавил Борис Патон. Среди прочих задач, которые пришлось решать учреждению под его руководством, была разработка систем сварки в космическом пространстве, где обычные методы соединения металлических изделий не работали из-за вакуума, отсутствия силы тяжести и резких колебаниях температур. Loading... Проблему решили путём применения технологии электронно-лучевой обработки металла, разработанную в Московском энергетическом институте в 1958-м. Идея заключается в том, что металл нагревают, облучая мощным фокусированным пучком электронов до температуры его плавления и испарения. В результате получаются очень тонкие, как их ещё называют, кинжальные швы с глубоким проплавлением металла. В атмосфере Земли такая сварка невозможна: молекулы воздуха поглотят электроны и нарушат электронный пучок. Космический вакуум, являющийся проблемой для обычных методов сварки на орбите, открывает возможность применения этой технологии. В октябре 1969 во время космического полёта корабля "Союз-6" впервые сварили металлические детали с помощью разработанного Институтом Патона аппарата "Вулкан". А в 1984 году космонавтами Светланой Савицкой и Владимиром Джанибековым была проведена первая в истории операция по сварке в космическом пространстве. В ней использовался сварочный аппарат УРИ, также разработанный институтом Патона. Космические сварщики Светлана Савицкая и Владимир Джанибеков Космические сварщики Светлана Савицкая и Владимир Джанибеков Хирургическая сварка Одним из последних изобретений Патона - к сожалению, не слишком известных сегодня - является электросварка мягких тканей при хирургических операциях. При любой такой операции ткани требуется разрезать, а затем соединить снова, чтобы они могли срастись. Обычно для этого используют сторонние материалы, такие как нитки или скобки, но это не всегда удобно. Организм не лучшим образом реагирует на чужеродные предметы, создаются риски нарушения кровоснабжения (нити и скобки передавливают или смещают мелкие кровеносные сосуды), нити становятся каналами миграции болезнетворных микроорганизмов, могут возникать аллергические реакции, спайки и т.п. Все это приводит к образованию, в частности, послеоперационных швов – не слишком эстетичных, а иногда и мешающих нормальному функционированию прооперированного органа. Поиск способов бесшовного сшивания тканей на протяжении многих лет является одним из важных направлений медицинской науки. И Борис Патон предложил оригинальный и весьма перспективный способ решения этой проблемы. В основу положен эффект так называемой биполярной коагуляции. Если через сжатые между собой края разрезанной ткани пропустить электрический ток высокой частоты, то ткани, по которым он течёт, начинают нагреваться. Белки, из которых состоит эта ткань, представляют собой сложным образом сплетённые молекулярные клубки, и в этих условиях они начинают раскручиваться – денатурировать. Если затем внешнее воздействие убрать, то процесс поворачивается вспять – происходит ренатурация. В результате распустившиеся, а затем снова "скрутившиеся" белковые клубки перепутываются друг с другом, соединяясь в одно целое. Таким образом, соединение тканей происходит без внесения в них посторонних предметов. Технология проста: с двух концов сшиваемого участка закрепляют электроды, после чего по нему пропускают электрический ток. Когда сварка тканей закончится, электроды переносят на следующий участок. В 1992-1993 годах эксперименты на животных (крысах, кроликах и свиньях) показали принципиальную эффективность данного способа сращения тканей. В 2000 году электросварка тканей была применена при операции на желудке в Центральном клиническом госпитале СБУ. Впоследствии экспериментальные операции были проведены для сварки желчного пузыря, желчных протоков, толстой и тонкой кишки, маточных труб, матки, брюшины, кожи, подкожной клетчатки. В настоящее время технология хирургической электросварки активно применяется в Украине, России и Белоруссии: всего проведено более 80 тысяч различных операций с её применением. Выражали заинтересованность в ней и западные специалисты, например в США и Израиле. Однако там пока шире применяется несколько иной метод – лазерная сварка с использованием присадочного белка, по мнению отечественных учёных, несколько менее эффективная и более сложная. После Патона Смерть Бориса Патона с новой актуальностью ставит перед Украиной уже давно назревший вопрос: сумеет ли наша страна сохранить и умножить научные достижения в сфере, где мы по праву до сих пор можем считать себя одними из мировых лидеров? По состоянию на 2020 год в Институте Патона работали 634 сотрудника, более половины из которых были старше 60 лет. За последние 15 лет финансирование института сократилось почти вдвое (с 56 до 33 миллионов гривен в год). При этом около 80% этих средств уходят на зарплату, ещё 10,5% — на оплату коммунальных услуг. На приобретение материалов и оборудования, а также на другие затраты, связанные с проведением научно-исследовательских работ, остаётся менее 5%. Чтобы выживать, институт вынужден активно сдавать помещения в аренду коммерческим структурам. Раньше у института были собственные производственные мощности, которые – в теории – могли бы приносить предприятию неплохой доход. К примеру, акционерное общество "Опытный завод сварочного оборудования Института электросварки им. Е. О. Патона" довольно успешно реализует свою продукцию на рынке, получая около 5 миллионов дохода ежегодно. Правда, предприятие находится преимущественно в частных руках: около 40% акций через офшорные компании принадлежат сыну председателя правления завода Анатолию Степахно, ещё около 15% - дочери экс-депутата Киевсовета Александра Лойфенфельда — Инне Лойфенфельд. Еще 24,4% акций завода принадлежит НАН Украины. Институт Патона переживает не лучшие времена. Фото: 2gis.ua Институт Патона переживает не лучшие времена. Фото: 2gis.ua Из-за недостатка денежных средств Институт Патона переведён на четырёхдневку – и всё это на фоне непрекращающихся разговоров правителей страны о необходимости развития высокотехнологичных производств и отраслей. После смерти бессменного руководителя, являвшегося самым авторитетным учёным страны, вопрос о дальнейшем развитии или хотя бы выживании научного направления, в котором наша страна все еще является мировым лидером, становится чрезвычайно остро. Вот ушел ещё один человек-легенда, который разрабатывал и внедрял со своим коллективом те процессы и технологии которые мы с вами ежедневно используем в своем труде, и которые повсеместно используются в промышленности и медицине. Вечная память!5 баллов
Однако классическая электросварка с помощью углеродного электрода (изобретённая, кстати, уроженцем Херсонской губернии Российской империи Николаем Бенардосом) была достаточно сложным и трудоёмким процессом. В идеале он нуждался в автоматизации, однако углеродная дуга была крайне нестабильной и требовала постоянного внимания высококвалифицированного специалиста-сварщика. Одна ошибка – и в шве возникают дефекты, сильно снижающие его прочность. Выход нашли в применении другой технологии: так называемой сварки под флюсом, открытой Николаем Славяновым. Идея заключалась в том, что само пространство, в котором горит дуговой разряд и происходит сварка (сварочную камеру), изолируют от окружающей среды слоем флюса – вещества, препятствующего выходу паров металла наружу, а также попаданию внутрь воздуха и других "посторонних" веществ. В результате процесс сварки становится более устойчивым и управляемым. Открывается возможность его автоматизации, что могло позволить колоссально увеличить производительность сварочных аппаратов. Именно этой проблемой занимался основанный отцом Бориса Патона Институт сварки в Киеве. Именно на этом поприще молодому инженеру предстояло сделать свои первые шаги. Доводить до ума технологию приходилось в буквальном смысле в военных условиях: впервые автоматическая сварка по технологии Евгения Патона была применена в промышленных масштабах в Нижнем Тагиле, куда Институт электросварки эвакуировали с началом войны. Сварочные установки Евгения Патона стали настоящим прорывом: во-первых, производительность труда существенно возрастала, во-вторых, снижались требования к квалификации сварщиков, что было немаловажно в условиях войны, когда на военных заводах нередко приходилось работать даже детям. Примечательно, что в нацистской Германии технологию автоматизированной сварки освоить так и не смогли. Именно поэтому – среди прочего – так и не удалось наладить действительно массовое производство своих грозных "Тигров" и "Пантер": изучение "взятых в плен" после битвы на Курской дуге немецких танков показало, что все швы на них были сделаны вручную. Однако у автоматизированной сварки патоновским методом был недостаток: получаемые в результате швы оказывались крайне хрупкими. Как известно, сталь представляет собой сплав железа с другими веществами, в первую очередь с углеродом. Чем больше в стали углерода, тем она твёрже, но и хрупче. Чем меньше – чем сталь более мягкая и вязкая. Для качественной танковой брони необходимо вполне конкретное содержание в стали углерода, чтобы снаряды не могли её ни прогнуть, ни разбить. Однако в сварочном шве углерода было куда больше, чем надо. В итоге шов трескался даже от сравнительно незначительных повреждений. Решение этой проблемы стало одним из первых больших изобретений Бориса Патона и его коллег. И оно было просто, как и всё гениальное: в щель между свариваемыми пластинами вставляли проволоку из стали с пониженным (относительно брони) содержанием углерода. В результате в парах металла в сварочной камере, а значит, и в готовом шве, углерода оказывается ровно столько, сколько нужно. Вторая мировая и Великая Отечественная война во многом были не только битвой солдат, но и битвой научных умов. И в этом смысле Борис и Евгений Патоны внесли в победу нашего народа в той войне огромный вклад. Евгений Патон и его сын сыграли одну из ключевых ролей в Великой Победе Евгений Патон и его сын сыграли одну из ключевых ролей в Великой Победе "Русская сварка" Автоматическая сварка под флюсом стала прорывной технологией для своего времени. Однако она не совсем годилась для ряда задач – например, сварки металлических деталей большой толщины, используемых в строительстве и других подобных работах. Проблему в Институте сварки решили с помощью разработки принципиально новой технологии: электрошлаковой сварки. Работает это так. В зазор между двумя свариваемыми деталями помещают слой флюса, через который пропускают электрический ток. Под его действием флюс (шлак) плавится, формируя так называемую шлаковую ванну. Расплавленный шлак нагревает, а затем плавит прилегающие поверхности. В шлаковой ванне образуется смесь расплавленного металла и шлака. Состав шлака-флюса специально подбирается таким образом, чтобы расплав был легче расплава металла и шлак всплыл вверх, приходя в соприкосновение со следующим слоем металла. Оставшийся под шлаковой ванной металл по мере подъёма шлаковой ванны остывает и твердеет. Так как этот процесс идёт более медленно, чем при классической электродной сварке, шов получается более однородным и прочным. Кроме того, как уже говорилось выше, за один проход можно сваривать детали почти любой толщины (до полутора метров). К сожалению (как, надеюсь, ясно из предыдущего описания) такой способ подходит лишь для вертикальных швов. На международной выставке в Брюсселе в 1958 году этот вид сварки был отмечен большой золотой медалью "Гран-при" и получил неофициальное название "Русская сварка". Данный метод нашёл широкое применение по всему миру: в США с его помощью построены многие знаменитые небоскрёбы, а в СССР она использовалась при строительстве мостов – первым в этом роде стал знаменитый мост Патона в Киеве, одновременно ставший и первым цельносварным мостом в мире. Мост Патона в Киеве. Фото: ua.igotoworld.com Сварка на орбите После смерти Евгения Патона в 1953 году, Институт сварки, названный в честь своего основателя, возглавил Борис Патон. Среди прочих задач, которые пришлось решать учреждению под его руководством, была разработка систем сварки в космическом пространстве, где обычные методы соединения металлических изделий не работали из-за вакуума, отсутствия силы тяжести и резких колебаниях температур. Loading... Проблему решили путём применения технологии электронно-лучевой обработки металла, разработанную в Московском энергетическом институте в 1958-м. Идея заключается в том, что металл нагревают, облучая мощным фокусированным пучком электронов до температуры его плавления и испарения. В результате получаются очень тонкие, как их ещё называют, кинжальные швы с глубоким проплавлением металла. В атмосфере Земли такая сварка невозможна: молекулы воздуха поглотят электроны и нарушат электронный пучок. Космический вакуум, являющийся проблемой для обычных методов сварки на орбите, открывает возможность применения этой технологии. В октябре 1969 во время космического полёта корабля "Союз-6" впервые сварили металлические детали с помощью разработанного Институтом Патона аппарата "Вулкан". А в 1984 году космонавтами Светланой Савицкой и Владимиром Джанибековым была проведена первая в истории операция по сварке в космическом пространстве. В ней использовался сварочный аппарат УРИ, также разработанный институтом Патона. Космические сварщики Светлана Савицкая и Владимир Джанибеков Космические сварщики Светлана Савицкая и Владимир Джанибеков Хирургическая сварка Одним из последних изобретений Патона - к сожалению, не слишком известных сегодня - является электросварка мягких тканей при хирургических операциях. При любой такой операции ткани требуется разрезать, а затем соединить снова, чтобы они могли срастись. Обычно для этого используют сторонние материалы, такие как нитки или скобки, но это не всегда удобно. Организм не лучшим образом реагирует на чужеродные предметы, создаются риски нарушения кровоснабжения (нити и скобки передавливают или смещают мелкие кровеносные сосуды), нити становятся каналами миграции болезнетворных микроорганизмов, могут возникать аллергические реакции, спайки и т.п. Все это приводит к образованию, в частности, послеоперационных швов – не слишком эстетичных, а иногда и мешающих нормальному функционированию прооперированного органа. Поиск способов бесшовного сшивания тканей на протяжении многих лет является одним из важных направлений медицинской науки. И Борис Патон предложил оригинальный и весьма перспективный способ решения этой проблемы. В основу положен эффект так называемой биполярной коагуляции. Если через сжатые между собой края разрезанной ткани пропустить электрический ток высокой частоты, то ткани, по которым он течёт, начинают нагреваться. Белки, из которых состоит эта ткань, представляют собой сложным образом сплетённые молекулярные клубки, и в этих условиях они начинают раскручиваться – денатурировать. Если затем внешнее воздействие убрать, то процесс поворачивается вспять – происходит ренатурация. В результате распустившиеся, а затем снова "скрутившиеся" белковые клубки перепутываются друг с другом, соединяясь в одно целое. Таким образом, соединение тканей происходит без внесения в них посторонних предметов. Технология проста: с двух концов сшиваемого участка закрепляют электроды, после чего по нему пропускают электрический ток. Когда сварка тканей закончится, электроды переносят на следующий участок. В 1992-1993 годах эксперименты на животных (крысах, кроликах и свиньях) показали принципиальную эффективность данного способа сращения тканей. В 2000 году электросварка тканей была применена при операции на желудке в Центральном клиническом госпитале СБУ. Впоследствии экспериментальные операции были проведены для сварки желчного пузыря, желчных протоков, толстой и тонкой кишки, маточных труб, матки, брюшины, кожи, подкожной клетчатки. В настоящее время технология хирургической электросварки активно применяется в Украине, России и Белоруссии: всего проведено более 80 тысяч различных операций с её применением. Выражали заинтересованность в ней и западные специалисты, например в США и Израиле. Однако там пока шире применяется несколько иной метод – лазерная сварка с использованием присадочного белка, по мнению отечественных учёных, несколько менее эффективная и более сложная. После Патона Смерть Бориса Патона с новой актуальностью ставит перед Украиной уже давно назревший вопрос: сумеет ли наша страна сохранить и умножить научные достижения в сфере, где мы по праву до сих пор можем считать себя одними из мировых лидеров? По состоянию на 2020 год в Институте Патона работали 634 сотрудника, более половины из которых были старше 60 лет. За последние 15 лет финансирование института сократилось почти вдвое (с 56 до 33 миллионов гривен в год). При этом около 80% этих средств уходят на зарплату, ещё 10,5% — на оплату коммунальных услуг. На приобретение материалов и оборудования, а также на другие затраты, связанные с проведением научно-исследовательских работ, остаётся менее 5%. Чтобы выживать, институт вынужден активно сдавать помещения в аренду коммерческим структурам. Раньше у института были собственные производственные мощности, которые – в теории – могли бы приносить предприятию неплохой доход. К примеру, акционерное общество "Опытный завод сварочного оборудования Института электросварки им. Е. О. Патона" довольно успешно реализует свою продукцию на рынке, получая около 5 миллионов дохода ежегодно. Правда, предприятие находится преимущественно в частных руках: около 40% акций через офшорные компании принадлежат сыну председателя правления завода Анатолию Степахно, ещё около 15% - дочери экс-депутата Киевсовета Александра Лойфенфельда — Инне Лойфенфельд. Еще 24,4% акций завода принадлежит НАН Украины. Институт Патона переживает не лучшие времена. Фото: 2gis.ua Институт Патона переживает не лучшие времена. Фото: 2gis.ua Из-за недостатка денежных средств Институт Патона переведён на четырёхдневку – и всё это на фоне непрекращающихся разговоров правителей страны о необходимости развития высокотехнологичных производств и отраслей. После смерти бессменного руководителя, являвшегося самым авторитетным учёным страны, вопрос о дальнейшем развитии или хотя бы выживании научного направления, в котором наша страна все еще является мировым лидером, становится чрезвычайно остро. Вот ушел ещё один человек-легенда, который разрабатывал и внедрял со своим коллективом те процессы и технологии которые мы с вами ежедневно используем в своем труде, и которые повсеместно используются в промышленности и медицине. Вечная память!5 баллов -
 ... человечик с магистралей рассказывал : поставили установку К-700 для стыковки\сварки\зачистки ( все в одном флаконе ) труб магистрали , все показали, обучили спецы от Патона., только они уехали , установку под откос и дальше по старинке-вилочкой.Еще они создали и обкатали у себя установку для стыковки\сварки\зачистки рельсов метрополитена , в Союзе внедрялась со скрипом , буржуи брали с лету. П.С. это и еще много чего рассказывал ( Патоновский ) преподаватель ( 1987 г.) Представляю как Патону было обидно и больно ...4 балла
... человечик с магистралей рассказывал : поставили установку К-700 для стыковки\сварки\зачистки ( все в одном флаконе ) труб магистрали , все показали, обучили спецы от Патона., только они уехали , установку под откос и дальше по старинке-вилочкой.Еще они создали и обкатали у себя установку для стыковки\сварки\зачистки рельсов метрополитена , в Союзе внедрялась со скрипом , буржуи брали с лету. П.С. это и еще много чего рассказывал ( Патоновский ) преподаватель ( 1987 г.) Представляю как Патону было обидно и больно ...4 балла -
Можно, но не всеми... Валера "селко" фото выставлял где лезвие приваривал к 10мм. Вот это тонкое к массивному....3 балла
-
Тонкое к массивному. Толщина стенки трубки- 0,2мм. Точечная TIG сварка. "Большим" сварочником в пульсе такое можно варить?
3 балла
-
3 балла
-
и да и нет. Если в лоб рассматривать, то вы правы, все с Китая. А если глянуть глубже, то что идет именно на наш рынок, уже не просто абы что, а все же проверенное и с гарантией от завода, но при этом делают уже наши. Т.е. не просто продал и забыл, а все же с дальнейшей перспективой на дальнейшее сотрудничество. Поэтому идет все же уже более или менее проверенное и с каким-то шансом на успех. И по китайским аппаратам, с прошивками имеются всякого рода нюансы. Так что... Я бы не рискнул, слишком не бюджетное это дело, ошибиться.2 балла
-
 @Luckystorm, тоже видел его интервью "Культуре", необычный был Человек, увлечённый. Земля ему пухом.2 балла
@Luckystorm, тоже видел его интервью "Культуре", необычный был Человек, увлечённый. Земля ему пухом.2 балла -
Решили Бате ванну запилить.Но для начала пришлось старую выпилить,как оказалось весила она 130 кг,т.е вдвоем мы то ее поднимали но никак вынести не могли,возможно дверь ставили после ванны.Со всей пролетарской ненавистью покромсал болгаркой.Далее ,как умели залили пол и положили плитку.Батя купил акриловую новую ванну,я с ними дела не имел ранее,прикрутили ножки,которые шли в комплекте.Дичь полнейшая,шатается,тем более,что Батя около сотки весит,а вылет ножек большой .По рыхлому сварганил каркас из алюминия,вылет ножек уменьшился и разнёс несколько точки опоры .Устойчивость стала удовлетворительной.Скажу сразу,что если бы была возможность сохранить старую ванну с ее ремонтом,я бы так и поступил.Крепление новой ванны было сделано с тем учётом,чтоб ее можно было передвигать для дальнейшего ремонта,потом возможно она будет как-то иначе крепиться.Такая вот история.
2 балла
-
Это конечно хорошО , но это когда "коту ДЕЛАТЬ не чего" . А унас работа не крупняк конечно , да и крупняк не беру уже седьмой десяток и так для своего удовольствия да + на пиво заработать и внукам на шоколадки с мороженными . И так , корпус от безударной буровой бетона , варил уже им ножку отломали , сейчас проушину отковырнули . Люминь дрянь еще та , но мы постарались с Форсажиком . Глушитель . сборная аля Тойота на Газель . Хозяин пообломал шпильки + сверло 5мм "оставил" в шпильке и говорит может выкрутишь ,,,,. попробуем . Не оторвал два раза варил гайки , шпильки мертво засели . Твердосплавным сверлом высверлил ну и далее дело техники ,,, шпильки нерж . Ну и трубы отрезаем мерим привариваем . А мешать будет варить да и подстучать нужно и технологическое окно варганим Ну и усе готово , алЯ гАЗЕЛЬ с нерж глушителем Тойота
2 балла
-
Конкурсная работа "Калитка с почтовым ящиком портфелем " художественная номинация Всех приветствую , была давняя мечта сделать калитку домой себе но как обычно руки не доходили до нее , образ калитки собрался быстро в голове но вот почтовый ящик не хотелось покупать покупкой простой обычный хотелось чего под старину , так как начал увлекаться чиканкой металла решил попробовать сделать сам почтовый ящик в виде советского портфеля , размеры калитки были сняты материал закуплен и процесс начался , весь процесс шол не спешно по мере свободного времени ,варим основу калитки нанес логотип 3М После делим на секции верх и низ в нижней части решил нагнуть каретной стяжки с круглого прута ф8мм на верхнюю часть нагнули бубликов с проф трубы 15/15 процесс гибки не заснял весь остальной рисунок был так же нагнут из такой же трубы , после начал готовить материал на почтовый ящик был взят металл со старого холодильника саратов , зачищен до чистого металла ,нарезанные заготовки начал чиканить так сказать кузнечным самодельным молотком после чиканки заготовок начали подбирать размеры будущего почтового ящика в итоге размер выбрали 350/400мм оказался оптимальный под размер калитки ,в ходе сварки и наборки узора на калитку немого изменил рисунок узора хотелось сделать что то со смыслом чтоб было логическое развитие и завершение рисунка , валюты завитки бублики каретную стяжку гнул сам штампованные листочки уже готовые были куплены после того как определились с размером почтового ящика начал потихоньку придавать форму будущему ящику путем гибки и выгибания выстукивания придавания нужных форм заготовкам хотелось сделать не копию но чтоб казался как настоящий , после сварки каркаса основы ящика сделал проем для закладывания почты и окно сзади для того чтобы забрать почту не открывая калитки , края портфеля обрамлял электродами 4мм , после началась подонка лямок застежек ручки после сварки и обработки портфеля , начал варить и вымерять рамку под сам почтовый ящик потому что хотелось крепить портфель не грубо к профлисту а на жесткое основание , была сварена рамка с профтрубы во внутренней части по вертикали две полосы 20/4мм о отверстиями в них же после в в ставил болты м8 двумя гайками с обоих стороны зажал болты убрав люфты и приварил их к ящику , после рамка была приварена в узорам калитки после сварки подгонки всех мелочей зачистки швов врезал замок в дверь , ящик был снят и начали готовить опорные столбы к приварке новой калитки все старое было срезано уголки петли весь крепеж , была скручена косичка из прута Ф6ММ на станке, приварил шары, после приварили на опорные столбы, сварил распорку(с трубы50/25) на опорные швеллера швеллера расперли и приварили распорку новую так как вес калитки не малый,калитку как приварили подогнал новый замок был приварен новый упорный уголок , опорные столбы были подготовлены к покраске , на самой калитке все стыки сварочные швы примыкания узоров промазал герметиком во избежание ржавчины и подтеков ржавых после дождя далее после сварки подгонок начался процесс покраски был куплен материал грунт и краска для авто , и начали красить опорные столбы были также загрунтованы и покрашены , после покраски легкая патина под золото узоров на калитке и портфеля после того как все высохло калитку поставили на новое место ящик прикрутили и начали зашивку калики металлосайдингом так как остались остатки от обшивки дома получилось все в цвет , ну и фото до и после старая и новая калитка небольшой видео отчет из процесса работ по созданию калитки
1 балл
-
Тонкое к толстому варить можно без всяких микроимпульсных, что достигается практикой. На Чипе было видео от человека, варящего соты радиатора к донье на токе 250А, он этим по-моему 10 лет на заводе занимался, и вашу трубку тоже особого труда приварить к 2 и 4 мм трубке труда не составляет, смотрел я пару видео про эту микроимпульсную китайскую сварку, может ювелирам, или ещё кому то выполняющему какие то работы по ювелирке она и нужна, но для 99,9% работ подойдёт обычный линейный режим,а от этих моргание только глаза устают.1 балл
-
... в Америке в своей квартире не имеешь права поменять розетку ., если нет документа что ты обучен и имеется допуск .1 балл
-
Ага, расскажите про Гроверс... Ничем они в этом плане не отличаются от китайцев. Прошивку на 200С больше года ждали они от тех же китайцев. А аппарат все это время простаивал. Но так и не дождался, продал... Я при покупке тоже надеялся на сервис и раскрученный бренд... Лучше бы взял на Али, по крайней мере зная чего ожидать за более разумные деньги. А эпопея с ПА от Гроверса продолжается по сей день у других "счастливых" пользователей в соседней ветке...1 балл
-
1.0 или 1.2 мм в три прохода без поперечных колебаний.1 балл
-
Георгий 11 chdv1971 shestahin С ПРАЗДНИКОМ!!! ВСЕХ БЛАГ ВАМ!!!1 балл
-
вы из казахстана? очень там любят 1.6 . чтобы насрать побыстрее и побольше. и чудовищное количество брака их не останавливает. спрашивал- а тепловложение? отвечают- а что это? мы сварщики высочайших разрядов и ваше тепловложение нам без надобности. привет из ссср это. да. варите 1.2 обратноступенчатым с двух сторон сразу от середины к краям щахматкой. если вы не эльф 80 уровня, варите 240- 340А не больше. на минимальноустойчивом струйном переносе. у вас воздушка? значит, горелка на 360. тогда до 340А. подача проволоки от 10 до 11,5 чтоб не брызгало, а шелестело. углом вперед. сначала корень, потом два облицовочных. это будет 12. 14 и 16 я бы варил тоже без расколбаса: корень, два, три облицовочных. каждый следующий валик в слое перекрывает предыдущий наполовину. должен получиться цельный плоский шов. если хотите заварить по русски- берите 1.6 , а лучше двойку. крутилки на максимум. и в лодочку за один проход заливайте. потом готовое изделие можно сдать в утиль и получить деньги. удачи! успехов! всего! (предполагается, что Вы варите омедненкой, а не порошком)1 балл
-
Подскажите, вопрос: Тавр. Полуавтомат, проволока 1,2 и 1,6. Катет 12, 14, 16 во сколько проходов какой проволокой варится?1 балл
-
Потихоньку- полегоньку "лечим " самолёты.
1 балл
-
Ребята, , с Днем рождения! Здоровья и благополучия вам и вашим близким!1 балл
-
@Георгий 11, всего наилучшего! @chdv1971, с днем рождения! @shestuhin, с праздником! как густо сегодня.. удачи и здоровья всем!1 балл
-
Ищу эти фотки да не могу пока найти. В подвале с вентиляцией проблем нет. Когда купил гараж в подвале вообще вентиляции как такой не было. В жару на бетонном потолке висели капли. Затащил через два перекрытия две 6 метровый 160 трубы. Четыре отверстия отбойным молотком сделал. Дело наладилось. Два притока внутри гаража. Плюс осушитель в подвале стоит митсубиси(обеспечил себя водой для рукомойника). Хочу в одном из углов канальник поставить. Но принудиловка в подвале это палка о двух концах. Затягивает тёплый воздух в прохладный подвал со всеми вытикающими. Да и сваркой я занимаюсь наверху. Внизу слесарка и "кальянная".1 балл
-
))) Молоток плюсом или минусом ложить1 балл
-
К этому посту есть слоган из анекдота про ворону, которая увязалась лететь за гусями в дальние страны. Я птица гордая, я птица смелая, но на всю голову сами понимаете. Вот чем фактически занимался летом. Вернее два уже лета. Да готовился к зиме . Работал один. В подвале сделал две "порностены". В действующей подвальной мастерской самая худшая стенка: - сбита до кирпича. - вытащена вся старая известковая штукатурка. - кладка огрунтована и промазана плиточным клеем; - оштукатурена под маяки цементным раствором; - два слоя гидроизоляции. Зиму все это пережило отлично. Этим летом уже две стенки и весь потолок: - загрунтовал; - наклеена везде сетка на плиточный клей включая потолок; - на потолке два слоя гидроизоляции; - две стены отшпатлёваны в два слоя; - потолки и стены покрашены в два слоя фасадной краской в цвет крем-брюле(жизнеутвержающая краска для подвала). И всё это с постоянным перетаскиванием борохла из угла в угол и закутыванием и раскутыванием в целофан всего . И наконец ещё один верстак. Длинна 2300. Верстаков всегда мало. Профильная квадратная труба 60 на 40. Верстачок можно использовать для поспать. Размер 500 на 2300. Ну и обрастёт всяческим светом и другой оргтехникой. В подвале как в офисе. Осталось сделать две стенки значительно поменьше. Когда барахлишко раскидаю по новым местам. Ну и для пущей жесткости подпёр верстак старинным шкафчиком от вычислительной машины видеотон венгерской. У меня он уже 27 лет. Это моё фактически первое рабочее место. Вот пригодился. Справа сделаю ещё укосину.1 балл
-
Канистра из сковородок.
1 балл
-
пятиметровая горелка- неизбывное зло. поверьте. если стационарно- 3м хорошо. с телодвижениями- 4м. про 5м забудьте. это только врагам. 1. капризная к форме- все время нужно укладывать поровнее, без резких перегибов. 2.больше греется 3. падение напряжения заметное- 1-2В как минимум 4. дуга менее стабильная, часто тупит, дергается 5. продувать нужно чаще, потому как засоряется быстрее и это ОЧЕНЬ заметно. это у меня EWM четырехсотамперный, четыре на четыре- полный привод. в основном на больших токах варю - 300-350А. на малых по мелочи. 5м горелка бесит просто. месяц пользовал. сегодня воткнул свою 4м после ремонта- сказка. сама варит- стабильно, устойчиво- дуга не шелохнется в сторону.. как будто турбонадув включили . а 5м сдал на склад и забыл- навсегда, надеюсь. 3м еще лучше- но только если варишь сидя на месте. а мотор и ролики- поверьте, буксуют любые ролики, независимо от. удачи вам. всего. ( это чисто с практической личной точки зрения- если нужно меряться пиписьками , продолжайте обсуждение 20см роликов, квт движков и километровых горелок.)1 балл
-
"Подводку" к нему надо запускать,сейчас проще гибкая,раньше надо всё собрать и не факт что протечек не будет.1 балл
-
Два радиатора с Харвестера, тяжёлые. Но там не соты, крепления восстанавливал - разбило всё вибрацией.
1 балл
-
Всем здравия!!! Ничто так не успокаивает и не радует в эти летние жаркие дни, как видеть, что сознательные и ответственные люди с задором, огоньком в глазах и радостью на лицах работают, трудятся во благо человечества.В то время когда ты, мучаясь и изнывая, превозмогая жару и исходя потом на уставшем лице, с трудом переворачиваешься чтобы не обгореть под палящем солнцем на пляже,собираешь всю силу воли,чтоб пойти и окунутся в эту прохладную,сырую и мокрую пахнущую солью, отражающую голубое небо, гладь морской воды. Держусь на характере,а так хочется,волосы по ветру вприпрыжку бежать на работу, навстречу неизведанному, скорей одеть спецовку и сварочную маску. Мысли вслух.1 балл
-
Эльдар , но это фланец и уже изделие кое точили и заплачено токарю + амортизация станка + электроэнергия что скушал станок + начальникам надо в карман положить .1 балл
-
Ух , старый уже стал и за "большое" не берусь устаю ,,,,. но на мелочевках да к пенсии добавка не плохая и иногда в месяц больше чем сама пенсия выходит .1 балл
-
Я спилковые краги обмазываю термотойким силиконовым герметиком момент, через 2е суток высыхает, не горят, не расходятся по швам, потому как они все промазаны в одно целое, дополнительный термо экран от раскаленных деталей (вспомним силиконовые перчатки и подставки под горячее на кухне), спилок так не сьеживается больше под герметиком... И искры просто скатываются как вода по силикону... В общем, срок жизни краг увеличивается раз в 5... у меня такие краги на работе живут по 3-5месяцев, если болгаркой не порежу... Швы, нитки на робе и ботинках тоже им промазываю и ни ч не прогорает не расходится... (на гладкой коже ботинок герметик не держится, мазать тока нитки и только замшу, ткань) в начале джинсы и джинсовку полностью обмазал им, осенью и весной было норм, а летом как в бане в цеху, не дышит... на солнце в плюс 35 вообще ад))) надо было сзади не мазать, только спереди... Ну за год ни че не прожег, как новая...
1 балл
-
Добавлю.
1 балл
-
Да какая тонкая и 1мм это уже не тонкая , да и швы какие то после "языка кота" - куча-сужение" и т.д. , мне это не нравится и хочется с обратной стороны шва на сие взглянуть. Вот пусть методом " язык кота" тонкое сварит и я уверен пол лезвия просто сгорит , и тут только прямой угол и очень короткая дуга меньше 1мм и это уже не дуга а плазма супер концентрированная и только таким макаром можно сие сделать и кстати ток то не малый 37А .
1 балл
-
Чуть больше месяца назад купил на пробу перчатки "Восточные Тигры". Они для слесарных работ, но п\а в них тоже варю. Недели через две-три на правой руке нитки пожог, зашил как смог обычными нитками и работаю дальше. В целом довольно удобные, можно болгаркой поработать и поварить, даже размечать более-менее сносно. Цена вопроса - в районе 800 рублей, дороговато. Подбирал под свою руку, пар 5-6 разных, чтоб плотно на руке сидели. Еще приглянулись кожаные перчатки для TIG, но они длинные были и цена в районе 1500+ отпугнули от покупки на пробу. Хотя там нити кевларовые, гореть не должны. Состояние на сегодня:
1 балл
-
а мне нравицца, жену можно выгулять после работы, они допоздна работают, она там на фонтанчики посмотрит, на тряпки всякие, купит какую-нибудь, и довольна, а мне далеко ходить не надо, под боком, да еще на последнем этаже куча забегаловок, где есть пиво и картошка фри1 балл
-
Такая у меня на работе,времен царя гороха.
1 балл
-
Сегодня в туалете электрички сфотал, да, есть междугородние электрички с туалетом и телевизором.)
1 балл
-
Пикомиг, св08г2с, проволока ф 1 мм,пластинки 2 мм. Просто настраивал аппарат на сварку в импульсе в смеси.
1 балл
-
Силовые балки. АМг 6 толщина 10, ток 300А, вольфрам 3,2 (белый), присадка 3,15 (химполировка). Сваривал в четыре приема: 1. Прихватки по краям; 2. Продавливал корень шва; 3. Заливал шов; 4. Декоративный шов.
1 балл