Лидеры




Популярный контент
Показан контент с высокой репутацией 05.07.2020 во всех областях
-
Сегодня все получилось. Почти. Чуток неравномерно по толщине, но вкус божественный. Наверное потому, что я своими очумелыми ручками к тесту не лез. Начинку сделал и испек. У жены это гораздо лучше получается. Теперь лежу, весь такой обожранный, перевариваю.
 7 баллов
7 баллов -
Продолжил с котлом.
7 баллов
-
Воткнуть можно, но дрель в руках не удержишь, будет постоянно выпрыгивать. Для этих фрез нужно 25000-35000 об/мин.6 баллов
-
4 балла
-
Поискать ракурс и любой пирог можно показать . Я вот тренируюсь в ленивых варениках. Идеальный завтрак. Очень быстро. У меня уже мука пределов доски не покидает . На новой кухне научился мясо жарить не забрызгивая всё подряд. Увидите такую прелесть покупайте. Заместо всяких чеснокодавилок. Эту минитёрку хоть по быструхе можно помыть. И быстро натереть чеснок. А также сделать минидраники и миниборсч.4 балла
-
Тесто любое- ничего сложного. Я его раньше тоже боялся. Самый главный и смешной принцип- дрожжам нужен сахар. И как в любом деле нужно всё время нужно пытаться. Особый шик в этом деле для мужчины всё сделать без разгрома на кухне.3 балла
-
Уже много лет посещаю примерно в первых числах декабря специализированный "Международный промышленный форум" Вот в прошлом году также немец строгал люминь подобной фрезой. Впечатлило. Так же "нарисовались" будущие диллеры, обещали прайсы сбросить.... но видимо что-то там не срослось..... Общался с русскоговорящим представителем того немца. Он утверждал, что немец (уже кстати не молодой) всю жизнь посвятил разработке этих фрез.... много чего интересного.. Немец строгал за стеклянной перегородкой и за день, видимо, мог настрогать до бочки стружки (там засыпано было очень прилично.) Резюме — вещь дествительно хорошая.... для определенного вида работ, но и дорогая.3 балла
-
@Ferio,не съезжайте с темы- как наксовский функционер, мозги Вы умеете пудрить знатно-зачёт Вам по данному билету...Речь о том, при всём уровне общественной опасности неадекватных водЯтелов права на вождение опасных технических устройств не надо подтверждать каждые 2 года- а дай нЯксу волю и каждый месяц-не удивляет.... жадность надсмотрщиков от сварки Так вот в чём дело-представим, что Вы победили.... ...И что? Вся Ваша возня -за денежные потоки, уши отовсюду торчат....Представим, учебное заведение города N, выпустило 25 "сварщщегов покрытым электродом" "частично механизированой сварки/наплавки"-без разрядов,без категорий....думаете, они к вам в цоки ваши ломанутся? Три ха-ха.... , во первых-кто платить за банкет будет? Потенциальные работодатели? Ещё более смешно.... надеетесь , что госбюджет Минобра местного Вам отстегнёт? А с хрена ли? ОУ свою функцию выполнили, обучили, профессию присвоили-а насчёт уровня -дело добровольное-Я понимаю, Вы хотите обязаловки типа ОСАГО-морда не треснет? Надеетесь, что всех продавят к Вам бежать квалификацию подтверждать .. и чем чаще-тем лучше..для вас....как говорил известный персонаж из "Брата-2"-" Вот уроды..." Отмена обязательной итоговой аттестации в ОУ приведёт ещё к большему падению уровня подготовки.... именно спецов низового, рабочего звена...фигли напрягаться, когда экзаменовать никого не надо.... металл готовить не надо, задания разрабатывать актуальные не надо.... обратной связи всё равно нет....вот не сдала группа из N-ского колледжа наксовскую аттестацию-и что? Да ничего, как работало , так и будет работать, связи между уровнем подготовки выпускников, зарплатой инженерно-педагогического состава, финансирования ОУ из бюджета -нет практически никакой..... Вы же хотите только брать деньги за официальный вход в профессю-по сути это замена одной потенциально коррупционной схемы на другую, то есть речь идёт только о смене бенефициаров.....как раз тут с Вашими мотивами всё понятно.... А я вот на это дело с позиции таможенника Верещагина смотрю... Одно слово-наксмены .... спецы ловить рыбку в в мутной воде безвременья.. ...2 балла
-
Много-много лет назад, когда я появился на форуме, купил я у цыган сгоревший форсаж 315м, старого образца, со стрелочным амперметром. Повез его тогда на выставку в Сокольники и собственноручно передал Алексею Техсвару. Он его починил и прислал обратно в каропке. Ну, я каропку то получил, а 380 нету. Шли года, 380 появилось, но руки все не доходили до тестов и испытаний. Сегодня дошли однако, не знаю точно, сколько лет прошло, думаю четыре года точно, а может и пять..То есть все это время аппарат просто стоял. Воткнул в розетку, клац автоматом-жюжжит, довольно тихо. Постоял пять минут, думаю теперь надо точно поварить )) Варю и понимаю чего-то не хватает, дуги не слышно, не шипит, не трещит, а как-то тихо звенит, не могу передать звук, но как-то так, как раньше не слышал, а мма источников разных побольше 2х десятков наверно через мои руки прошло. Звук прикольный. Если сравнивать с 315 форсажом нового образца, с цифровым индикатором, то варит интереснее. Теперь о минусах, они очень жирные и перевешивают хорошие стороны. Индикатор сварочного тока-стрелочный, показывает только в момент сварки, и лютый БСН, который по настоящему мешает, если клепать в отрыв (хотя к вечеру приноровился). Если попадется вам такой совсем за недорого-рекомендую. На морде есть разъем под пульт. Одно могу сказать точно, удел этого аппарата-труба. МК из хлипкого профиля не его стихия. ПС Лёха, респект за ремонт! Давай может в него вмонтируем показометр человеческий и тумблер для отключения БСН? Годный аппарат, комфорта надо добавить. @tehsvar2 балла
-
Сергей,аккуратней,а то самолёт от перегруза не поднимется, танкер придётся арендовать.2 балла
-
Несмотря на это пахал на 200А переменки несколько дней при температуре окружающего воздуха 35 и выше, хотя заявленный пв у него сильно меньше 100%. @matroskin023, не забивайте себе голову.2 балла
-
А я перестал жарить мясо в сковородке. Теперь только гриль. Так вкусно, как на гриле, ни мясо, ни печень , ни рыбу, в сковородке не поджаришь. Без масла, без лишних привкусов и запахов. На сковороде только заготовку для бефстроганов.2 балла
-
Ты бы Форсаж 200-ый посмотрел.... У тебя скорее и 220 просядет на максималке, а точнее не вытянет макс ток.2 балла
-
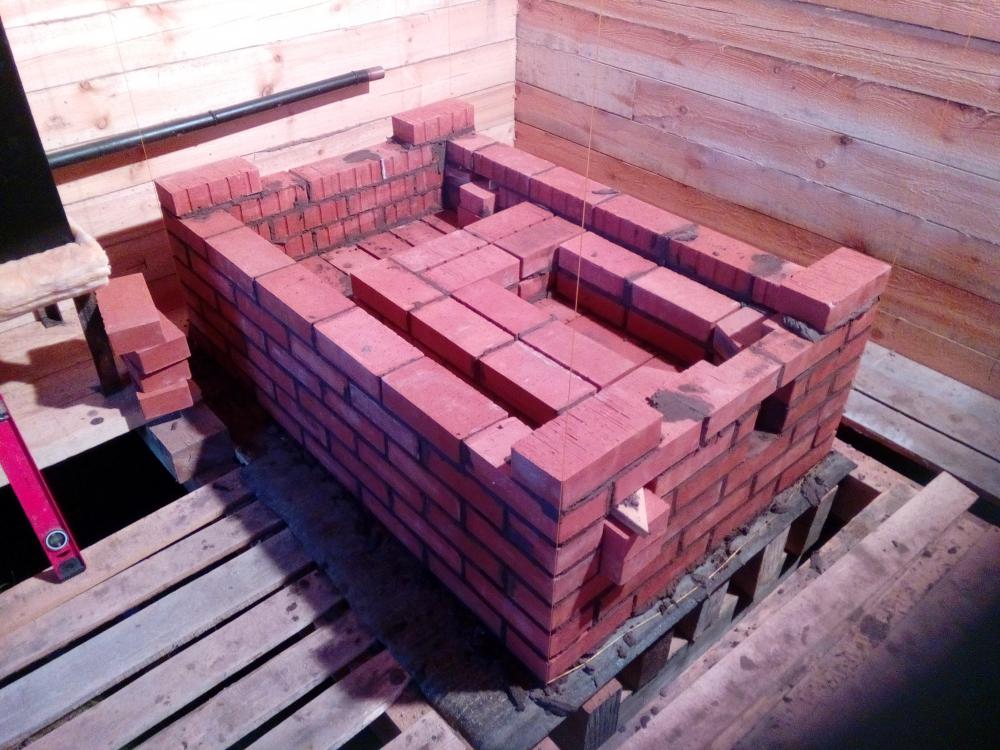
Этап следущий: кирпичная кладка котла.Хозя попросил под расшивку.Ну под расшивку, так под расшивку...Нам строителям не привыкать)))
1 балл
-
-То есть все Ваши крики о том , что без цоконаксменовского подтверждения квалификации всем - труба!?-не подтвердждается ничем?1 балл
-
@SergDemin, погуглил, оказывается у меня он есть в духовке, только электрический. Буду знать, если что.1 балл
-
У меня есть чугунный гриль классный на газовую плиту. Но на новой кухне его ещё не доставал. Все эти квартирные грили немного противоестественны. Чем то напоминает электрошашлычницу. Шашлык одно название . Толи дело свой дом. Еду на первородном огне ничем не заменить. Мой похож на этот.1 балл
-
...что-то в этом есть. Надо покумекать.
1 балл
-
@Isperyanc,обычный газовый гриль в духовке. Я когда печку покупал, захотел с газовым грилем. Сам толком не понял, почему, но захотел. Оказалось, не зря. Великолепная вещь, в отличии от электрического.1 балл
-
@vch, стараюсь фото просить скинуть на вайбер\вацап, чтоб своими глазами глянуть, прежде чем куда-то ехать. Но это тоже не всегда спасает. Буквально на прошлой неделе звонит в субботу один знакомый с детства парень. Мол, спасай, петлю на воротине ломануло, надо на место поставить и приварить, делов на пять минут. Когда говорят про пять минут, я всегда настораживаюсь. Попросил скинуть фото, действительно, просто оторвало пластину от столба, на пластине верхняя петля приварена. Думаю, ну вроде все проще некуда. На следующий день вечером договорились, что прибуду на помощь. Рядом друг был, подкинул на машине и вызвался помочь мне, а потом отвезти домой. Распаковались, подчистил старую краску, остатки шва и тут я понял, что мы несколько задержимся ) Петля наглухо прикипевшая, не двигается от слова "совсем". С помощью кувалды, вдэшки, прогрева спустя час мы сбили эту петлю, укоротили "папу", подточив его предварительно. Потом все пошло просто, напоследок подрезали снизу профлист, ибо ворота провисли и не закрывались как надо. В качестве оплаты взял пачку электродов лосиноостровского заводу1 балл
-
В принципе на фрезу не должно налипать , но это в "принципе" и дорогие фрезы имеют покрытие не знаю из чего от прилипания . Была у меня в начале 80х фреза СССР и скорее родом ВПК , смотришь на нее и она похожа на алмазное кольцо с огранкой , так вот не липло вовсе к ней и смазки не требовала. В прочем вот на выставке видел и ГБЦ можно за час в опилки превратить , болгарка сказали не пойдет к сей фрезе и спец ПШМ нужна , удовольствие дорогое не помню но вроде около 3000зеленых . http://websvarka.ru/talk/topic/11494-weldex-2018/?p=3519651 балл
-
Скорее-некомпетентность, оборудование-отстой, преподаватели-пепел ,а денех хочецца-вот вам и КАРРУПЦЫЯ....1 балл
-
я дешевым сегментом не интересуюсь, точнее есть ресанта и для простых задач ее вполне хватает, есть и кемпи. У кемпи есть свои недостатки у ресанты свои. Но мне хватает. В любом случае, для приятной работы есть П\А. Вот П\А для всего, если конечно по участку не надо бегать и по верхатуре не лазить. С пониженной сетью 190 ресанта вполне справляется. Кемпи еще лучше. Для работы с пониженной сетью, надо смотреть аппарат с функцией PFC, у кемпаря есть, помогает сглаживать пульсации, меньше просадки. Но в любом случае на пониженной сети, нужно учитывать. что выжать полную мощность не получится. И аппарат в районе 150А немного легче работает чем аппарат на 180-200А, ну если речь про честные амперы, а не надутые как шарики. Из личных наблюдений при одном и том же токе в 80А для сварки "тройкой", аппарат до 150А меньше потребляет, чем аппарат рассчитанный на ток до 200А. Но есть аппараты где нет рабочего реле после зарядки конденсаторов. Антизалипание работает по принципу гашения всего аппарата, таким аппаратом на заниженной сети просто не возможно работать. И для чего вам горячий старт? И почему рассматриваете электроды целлюлозные? Они мне лично не понравились. Правда пробовал от Белорусского производителя. Но для целлюлозы, нужен аппарат с повышенным напряжением ХХ. И думаю, что ХХ 60-70В будут доставлять некоторые не удобства. На аппаратах специально предназначенных для целлюлозы, напряжение ХХ порядка 100-110В, используется специальная вольтодобавка. и @Александр Волков, обратитесь в соответствующую тему форума. Там народа куда больше, кто использует миллион разных брендов и ноунеймов. http://websvarka.ru/talk/topic/13477-pomogite-vybrat-invertor-mma-2/page-11 балл
-
Вадим , проверять и проверь но скорее не чего путного не выйдет ,,,,, а вот варианты в студию чо жадничаешь и скорее они не рабочие но все равно интерес есть. https://scientificrussia.ru/articles/metal-mix - тут лазет нужон . Скорее проше перевести моциК на один вид металла титан или нерж и чо доступнее будет . ЗЫ впрочем находятся умельцы и снова как всегда CuSi3 от "всех бед" ,,,, но думаю вот заплаточка может как то и продержится но не долго , а вот трубы стыковать думаю в первый же день отвалиться .1 балл
-
Ну у меня сегодня совсем чуток , тример Хускварна отломили и сильно лупят об землю для распускания лески . Поправили .
1 балл
-
1 балл
-
Делаю, маме ворота сегодня - вчера сделал ролики 304 подшипник
1 балл
-
После такого, недовольство чуть припугнётся: https://www.youtube.com/watch?v=ZN_GYNL-_i41 балл
-
Вот как раз в тему в эти выходные... Сосед по гаражу сильно попросил бак для воды в деревне у отца заварить. Говорю мол раз побежал значит гнилой и на выброс. А он настаивает, что бежит только по шву, а остальное еще в лучшем виде. Ну, думаю, фиг с ним, транспорт с него, шашлыки с пивом - тоже. Приехали. Куда отверткой не ткни - дыра. Его отец говорит участок купили 34 года назад и бак уже был. Даже сварочник разматывать не стал. Ладно вменяемый он, мясо поели, в баньку сходили... Вот, а если самому ехать? Свое время/бензин потратил и результата нет, и еще просящий недовольный будет, что мол сварщик такой хреновый, что заварить не смог....1 балл
-
Продолжение... Установил регистры теплообменника, начал формировать топливник. Сегодня выработка небольшая-возникли проблемы с резкой шамотного кирпича. Алмазный диск сгорает.Стали замачивать перед резкой.Вроде пошло дело.
1 балл
-
Вазелин - синтетическая смазка. Да, обыкновенный с аптеки. Гораздо дешевле и гораздо чище с автомагазина.1 балл
-
@Менгон, Табличку повесь "Вояки не обслуживаются!"1 балл
-
Как ни странно звучит но самыми "дешёвками" оказались мои сослуживцы -военные. Как позвонит такой -за каждый "стольник" давится. И вот, давится он... "да хули тыноешь" -что я не знаю какой у тебя оклад? Тыщ полста- как минимум, -нет начинают выжимать последнюю копеечку. В последнее время стараюсь не иметь дела с "вояками" - хрен на них наваришься. Что за народ,- тащит со службы и ещё норовит со сварщика лишние 200-500 урвать -"фубля".1 балл
-
Дорогой Александр , ну каждый сам в праве считать свои деньги и тратить их на ХоббИ . В молодости был друг коей тратил все свои получки на стереопластинки "Битлз" и супер проигрыватели брал пластинку за торец не дай бог отпечаток пальца на "беговой дорожке",,,, и вот этого я не понимал и мне хватало послушать их на обычном переносном магнитофоне Юность коего у меня не было и не нужон был и слушали когда тусовались у колодца , было у нас любимое место тусовки. Вот я в свое время истратил не соизмеримо больше и не капли не жалею да и усе окупилось с лихвой ,,,,,, ну и все начинают с "велорамы" и для себя и потом перерастает прием на сварку чего либо сперва у соседей и т.д. ну и достанут если конечно качественно работать . Тащат все что не попадя и это хорошо . И вот сегодня и опять мотокросс но тут обошлись без сварки . Ну и вилочка от америки . Только собрался наплавить и маска сигналит пора меня "покормить" и уже за 7лет второй раз меняю И снова вилочка Ну и после выходных и не к спеху , радиатор Субару Форестер (Лесник) поменять пластик бачки кои не выдерживают "леса" на алюминий и исполним в лучшем виде труба 40мм есть . ЗЫ, а вы говорите "битлз" ЗЫ ЭЫ Вот кстати сегодня привозили сие "чудо" техники со своим балоном СО2 и говорят помоги настроить Так вот докладываю , сие чудо работает в СО2 только на максимальной "передаче" №5 и максимальной подаче проволоке и что в этом режиме можно сварить только 1,2мм на чем и настраивали . Впрочем в смеси моей 92х8 не чего хорошего не показал и примерно тоже что и в СО . В общем будут продавать и посоветовал Хелви ТР220 , поедут поглядеть и скорее купят , так как ИСКРА не ч темный выброс денех на ветер и это где то выше 20кр. , вот вам и любители им забор делать но чем Искрой не получиться однозначно .
1 балл
-
Ну для первого раза даже очень очень хорошо ,,,,,, а чернягу чО не показали . В общем форум не зря читаете .1 балл
-
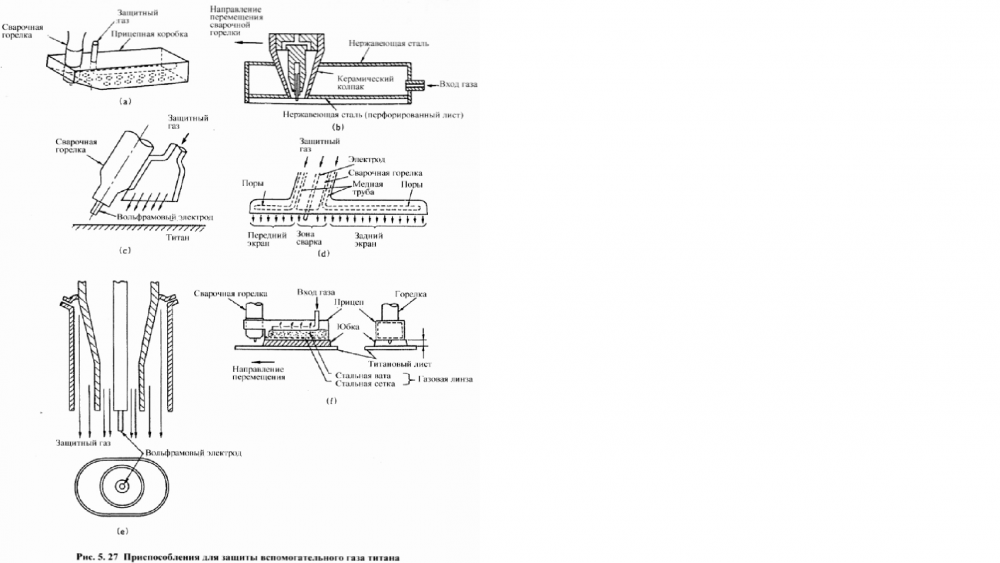
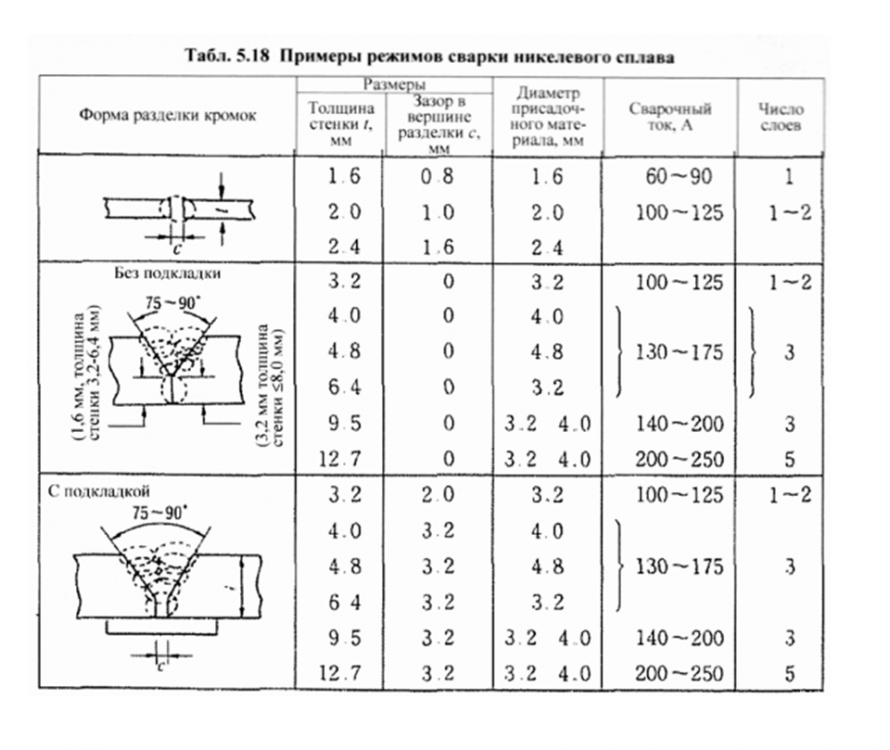
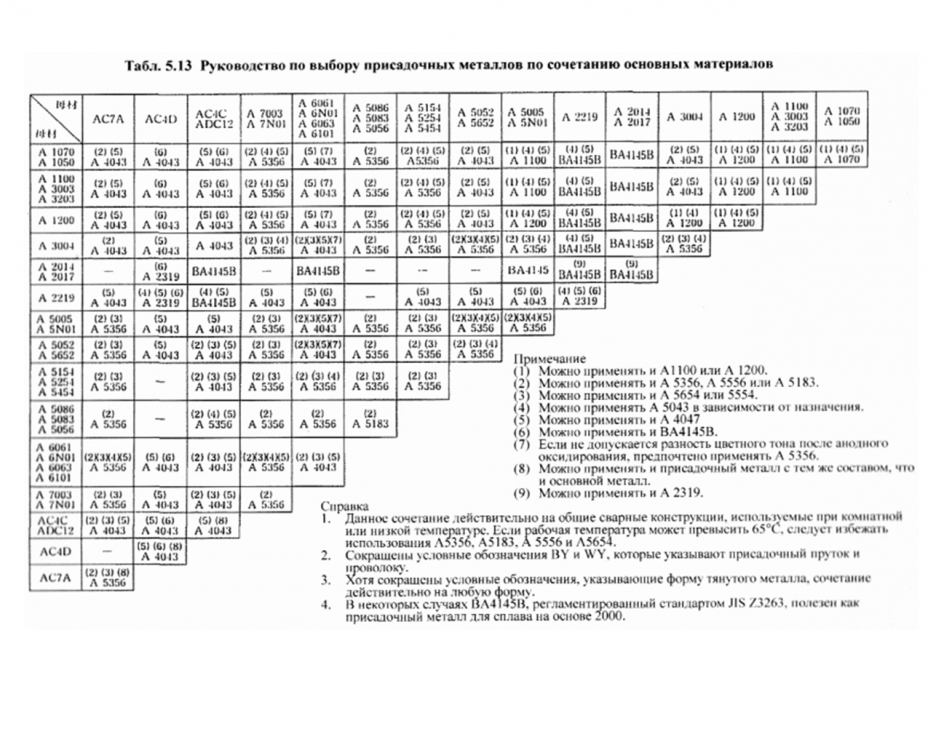
5-7 СВАРКА ПРОЧИХ СПЛАВОВ 5-7-1 Титан Благодаря превосходству по коррозийной стойкости титан применяется к коррозийно-стойким деталям в химической промышленности, деталям летательного аппарата, материалам, устойчивым против коррозии от морской воды, и пр. Титан при высокой температуре, реагируя на кислород или азот, склонен к повышению свой хрупкости, так что при сварке нельзя выставлять зону сварки и зону, нагретой до высокой температуры, на воздух. Следовательно, необходимо принять меры по предотвращению окисления и азотирование зоны сварки не только в процессе сварки, но и в процессе охлаждения, установив на горелку для Аргонодуговой сварки приспособление для защиты вспомогательного газа и подавая аргон в большом количестве. На рис. 5.27 представлены примеры этих меры. Перед началом сварки тщательно протирают поверхность разделки кромок, прилегающую к ней зону и присадочный металл ацетоном, спиртом или т.п. Чтобы удалить оксидную пленку, выполняют химическую переработку жидкой смесью из 2 - 4% фтористоводородной кислоты и 30 -40% азотной кислоты при температуре не больше 60°С в течение порядка 30 сек, потом незамедлительно промывают в проточной воде в течение порядка 1 часа, протирают ацетоном и просушивают. Также для предотвращения возникновения раковин полезна полировка стальной щеткой, наждачной бумагой или т.п. Титановые присадочные материалы для сварки классифицируются стандартом на них, приведенном в табл. 5.15. не только по палладию, алюминию, ванадию и прочему составу сплава, но и по содержанию кислорода. Присадочные материалы оказываются самым склонными к загрязнению, когда подаются в дугу высокого температуры, так что следует обращать тщательное внимание, чтобы в процессе сварки присадочные материалы не выходили за пределы защитного газа и не соприкасались с атмосферным воздухом. Аргонодуговую сварку титана целесообразно вести на постоянном токе с положительной полярностью (DCEN), дугу зажигают, совместно применяя высокую частоту. Как электрод предпочитают применять вольфрамовый электрод. В табл. 5.16 приведены режимы Аргонодуговой сварки титана. Когда сварные швы загрязнены кислородом или азотом, степень окисления или азотирования можно определить по состоянию окрашивания. Если участки приобрели темно-синий цвет, то их нужно удалить и повторно сварить. В специальных случаях используют сварочную камеру и в пей производят сварку, вытянув из нее воздух полностью и заполнив ее инертным газом. Если форма и размеры свариваемых объектов ограничиваются размерами сварочной камеры, можно исключить воздействие воздуха полностью, что способствует идеальной сварке. 5-7-2 Никель и его сплавы Благодаря превосходной теплостойкости и коррозийной стойкости, никель и его сплав широко применяются при едкой окружающей среде. В частности, никель выдерживает каустик и прочие щелочные растворы и применяется как щелочеетойкие материалы. Затруднение при сварке заключается в образовании раковин и горячих трещин. Сварку TIG ведут на постоянном токе с положительной полярностью (DCЕN). Чтобы предотвратить раковины целесообразно применять присадочные материалы с пониженным содержанием кислорода и азота, с целью раскисления и денитрификации к присадочным материалам добавлять алюминий, титан и пр. Для предотвращения горячих трещин, понизив содержание серы, углерода, кислорода, фосфора, кремния, предотвращают образование эвтектической смеси с низкой точкой плавления. Монель, содержащий в себе никель в доле 63 - 70%. медь 26 - 34%, железо, марганец и кремний в незначительной доле, хорошо выдерживает воздействия воздуха и морской воды, и превосходит по кислотостойкости. так что находит широкое применение в судостроении, пищевой, бумажной, фармацевтической, нефтеперерабатывающей и прочих химических промышленностях. При сварке монеля затруднение заключается в раковинах и микротрещинах. Для предотвращения их образования целесообразно уменьшать содержание примесей и добавлять алюминий и титан в подходящем количестве так же. как в случае никеля. Инконель, содержащий в себе никель в доле 76%, хром 16%. железо 8%. превосходит по перерабатываем ости, поддастся горячей и холодной обработке, превосходит по коррозийной стойкости, выдерживает окисление при высокой температуре не менее 900°С и считается превосходящим материалом. Он находит широкое применение в летательных аппаратах, ядерных реакторах, молочном хозяйстве и различных химических промышленностях. Затруднение при сварке заключается в горячих трещинах. Добавлением магния, кальция и пр. понижают чувствительность к горячей трещине. Марка и состав присадочных материалов из никеля и его сплава и режимы сварки с их применением приведены в табл. 5.17 и 5.18. Эти сплавы, в общем, обладают широкой зоной температуры затвердевания и склонны к трещине вследствие того, что на границах зерна разделяются примеси с низкой точкой плавления. В связи с этим имеет немаловажное значение не только выбор свариваемого материала, но и понижать при сварке температуру перед наложением последующего слоя, избегать колебательного движения и вести сварку по возможности на слабом токе и узким валиком. Кроме того, при сварке стыковых соединений обратная сторона склонна к загрязнению атмосферным воздухом с последующим образованием раковин, так что немаловажное значение имеет использовать подкладку или вести сварку, подавая защитный газ с обратной стороны.
1 балл
-
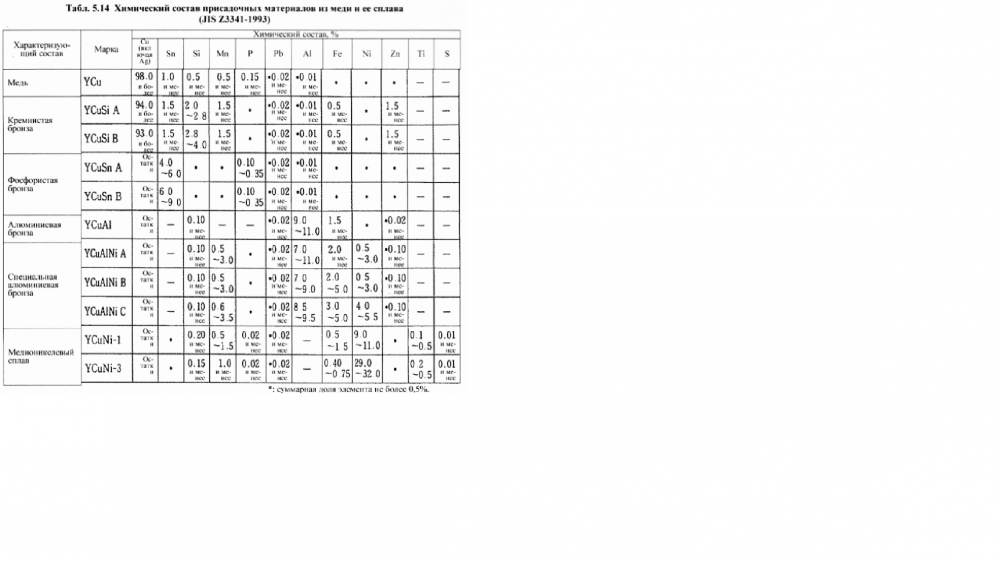
5-6 СВАРКА МЕДИ И ЕЕ СПЛАВОВ Медь и ее сплав благодаря превосходству по электропроводности и теплопроводности применяются как электрические материалы, и благодаря превосходству по коррозийной стойкости и технологичности находят широкое применение в установках жидкого кислорода, опреснительных установках, машинах химической переработки, судовых частях и пр. Точка плавления меди составляет 1083°С, то есть находится почти в середине точки плавления стали в 1500°С и точки плавления алюминия в 660°С. Теплопроводность меди в 8 pat больше, чем у мягкой стали, почти в 2 раза больше, чем у алюминия. Следовательно, при Аргонодуговой сварке требуется достаточный подогрев. Однако в случае медного сплава, теплопроводность которого меньше, чем медь, не требуется такая высокая температура подогрева, как в случае меди. Меди и ее сплав делятся на разные марки, как регламентирует стандарт JIS НЗ 100. Чтобы получать бездефектные сварные соединения, нужно использовать бескислородную медь или раскисленную медь, в которой содержание кислорода невелико. Присадочные металлы, применяемые при сварке меди и ее сплава, приведены в табл. 5.14, однако, как правило, применяют присадочные металлы, которые по составу идентичны основному металлу. Кроме того, для улучшения потока расплава-металла и сплавления с основным металлом применяют и специализированные для Аргонодуговой сварки присадочные прутки, поверхность которых покрыта тонким слоем флюса. Сварку TIG меди и ее сплава ведут с учетом, что; v В связи с тем. что теплопроводность в 8 раз больше чем сталь, вложенное при сварке тепло резко рассеивается, так что сплавление металла шва с основным металлом плохо и склонны образовываться несплавление и шлаковые включения. Чтобы предотвратить эти дефекты, хотя все зависит от материала основного металла, толщины стенки, формы разделки кромок и материала присадочного металла, в случае меди необходимы предварительный подогрев и температура перед наложением последующего слоя обычно до 350 - 500°С, иногда примерно до 600°С. v В связи с повышенным расширением и усадкой, которые в 1.5 раза больше чем. в у стали, на сварных швах сосредоточивается напряжение, что может привести к образованию трещин. Гак что следует рассматривать форму разделки кромок, способ установки ограничителей и при производстве многослойной сварки учитывать и выполнять проковку по каждому проходу. Проковка особенно полезна для низколегированных материалов. v Поддерживать прилегающий к разделку участок и присадочный металл очищенными от оксидной пленки, масла и пр.. и тем самым заранее устранить причину возможных дефектов, таких как раковина и несплавление. v Сварку ведут на постоянном токе с отрицательной полярностью электрода, однако в случае алюминиевой бронзы и пр. для предотвращения включения оксида алюминия сварку ведут на переменном токе. При сварке латуни испаряющийся цинк, превратившись в оксид цинка белого цвета, покрывает переднюю сторону зоны сварки и тем самым ухудшает обрабатываемость, так что применяют присадочные материалы из кремнистой бронзы, фосфористой бронзы или алюминиевой бронзы, которые не содержат цинк. Среди них присадочный материал из алюминиевой бронзы применяют, когда особо требуется прочность. v Как вредные для сварки элементы можно перечислять свинец, сурьму и висмут. Эти элементы, образовав на границах зерна эвтектическую смесь и реагируя на сварной жар и усадочное напряжение, могут повлечь за собой трещины. Повышенное содержание фосфора также может привести к трещине. Не будет преувеличением сказать, что повышенное содержание свинца не способствует производству сварки. v Типичным инородным материалом, который сваривается с медью иди ее сплавом, является мягкая сталь. При этом медь почти не растворяет железо в твердом состоянии и получается сварной шов структуры смешанных меди и железа, что повлечет за собой резко повышенную хрупкость. В границы зерна основного материала из мягкой стали, подвергающегося влиянию от тепла, попадает медь, что причиняет трещины. Чтобы предотвратить эти дефекты, целесообразно заранее выполнять наплавку медного сплава па поверхность разделки кромок стороны мягкой стали , по возможности уменьшая проплавление, или, сварив первый слой никелем или монелсм. второй слой и дальше сваривать заданным присадочным металлом.
1 балл
-
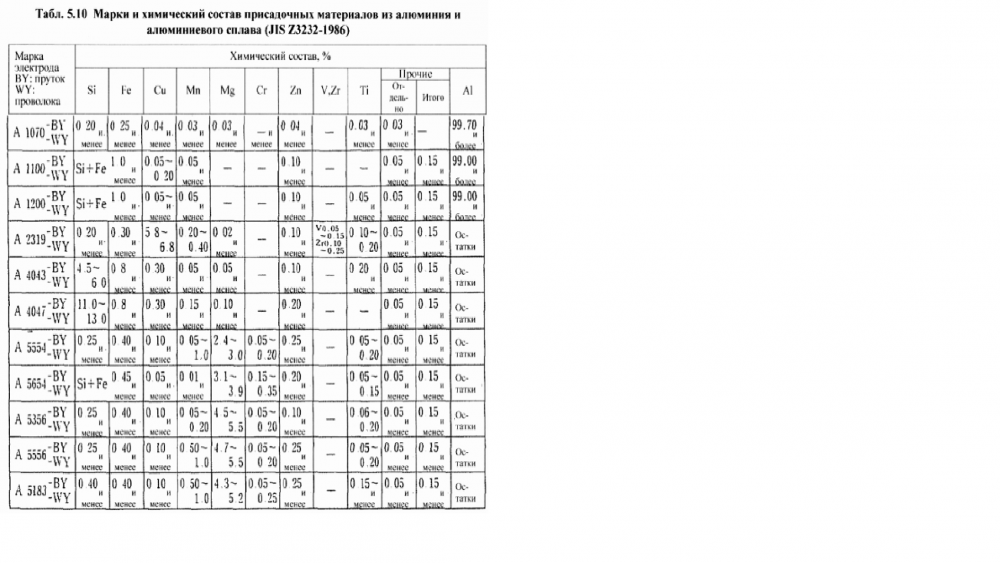
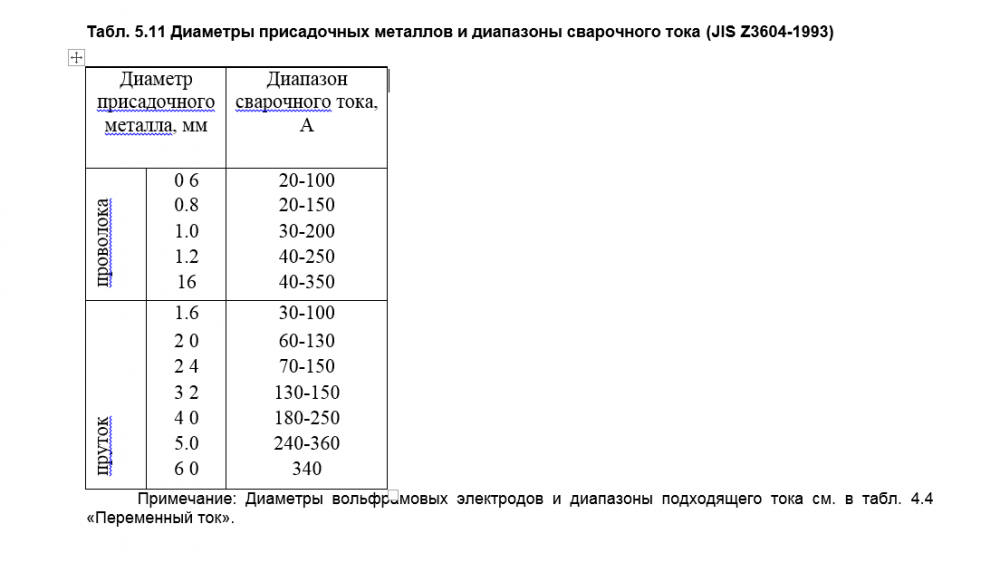
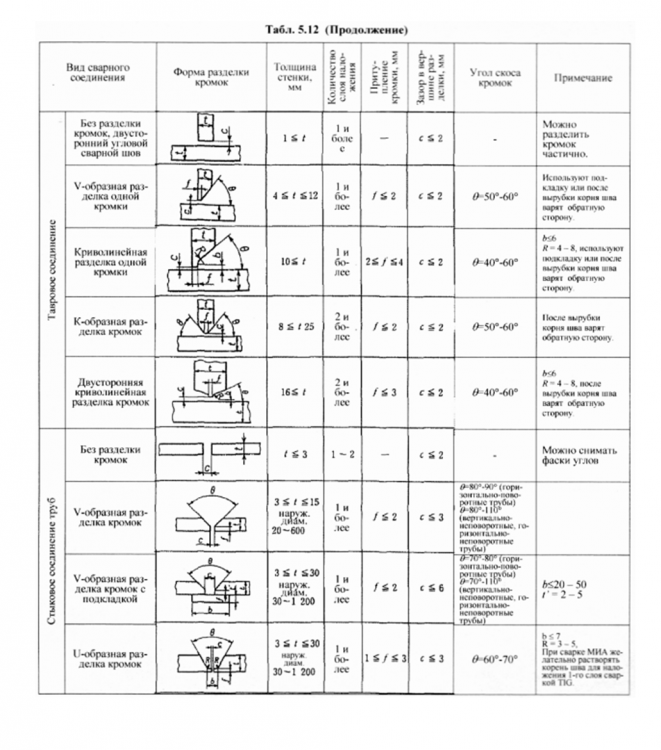
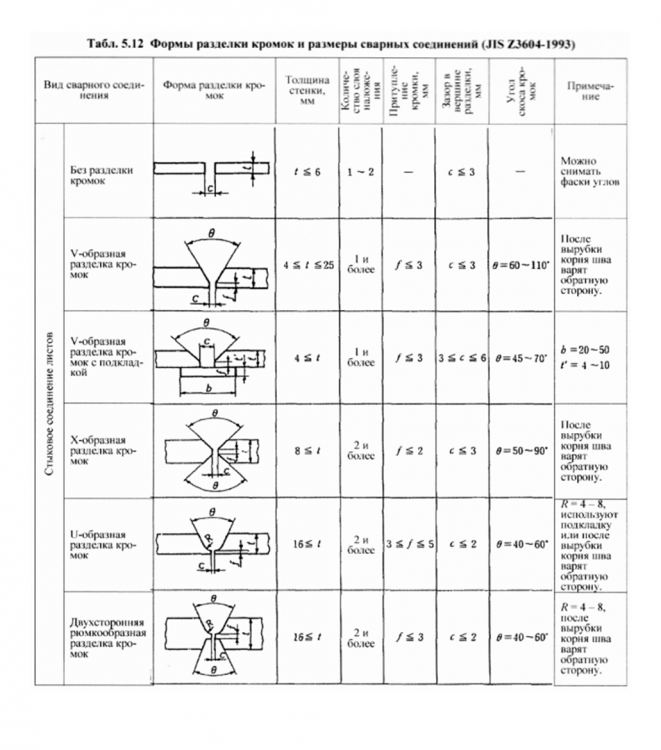
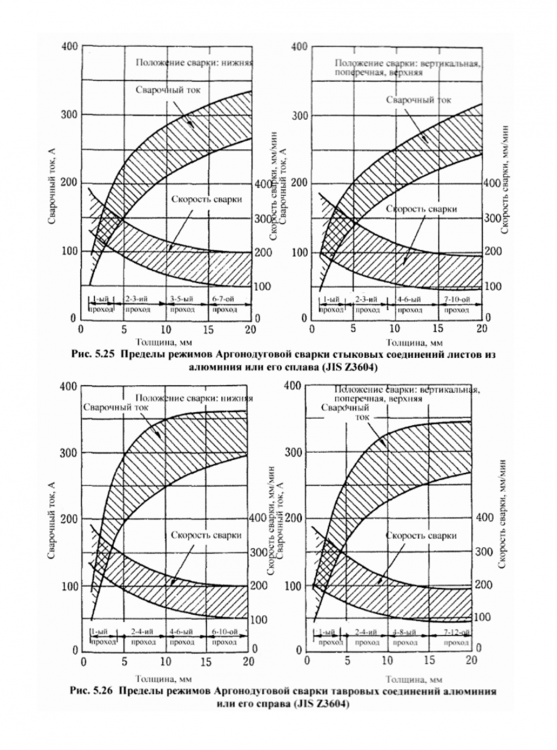
5-5 СВАРКА АЛЮМИНИЯ И ЕГО СПЛАВОВ Алюминий и его сплав, точка плавления которых находится в пределах 480 - 660°С. представляют собой металл, крайне склонный к окислению, так что для них применяется исключительно дуговая сварка в среде инертного газа. Алюминий и его сплав, удельный вес которых не велик и равен 2,7. удельная электропроводность и удельная теплопроводность которых велики, превосходят по свойству при низких температурах, коррозийной стойкости и перерабатываемоси, и относятся к полезному материалу. Следовательно, они применяются к летательным аппаратам, железнодорожным подвижным составам, судам, резервуарам для хранения сжиженного природного газа, машинам для химической переработки, сосудам высокого давления, теплообменникам, холодильным машинам и т.д. Однако их коэффициент теплового расширения в 2 раза больше чем сталь, так что размер деформации при сварке склонен к увеличению. При Аргонодуговой сварке как источник питания применяют переменный ток, пользуясь эффектом очистки, разрушают пленку оксидов алюминия, которая покрывает поверхность основного металла тонким слоем и не склонна к расплавлению, и тем самым облегчают процесс сварки. В табл. 5.10 приведены присадочные металлы для Аргонодуговой сварки алюминия и его сплава. Также в табл. 5.11 и 5.12 приведены диаметры присадочного металла и формы разделки кромок, на рис 5.25 и 5.26 представлены диапазоны режимов Аргонодуговой сварки стыковых и тавровых соединений листов. Кроме того, сочетание основных металлов с присадочными материалами также регламентируется в виде стандарта на производство работ по дуговой сварке в среде инертного газа, как представлено в табл. 5.13. Грязь и влага, прилипшая к поверхности присадочных металлов, грязь на разделках кромок. влажность в атмосфере может быть причиной образование раковин, так что следует обращать внимание на очистку разделок кромок, в частности, эксплуатацию и хранение присадочных металлов. В некоторых случаях понадобится предусмотреть сварочное помещение, в котором поддерживается низкая влажность для производства сварки.
1 балл
-
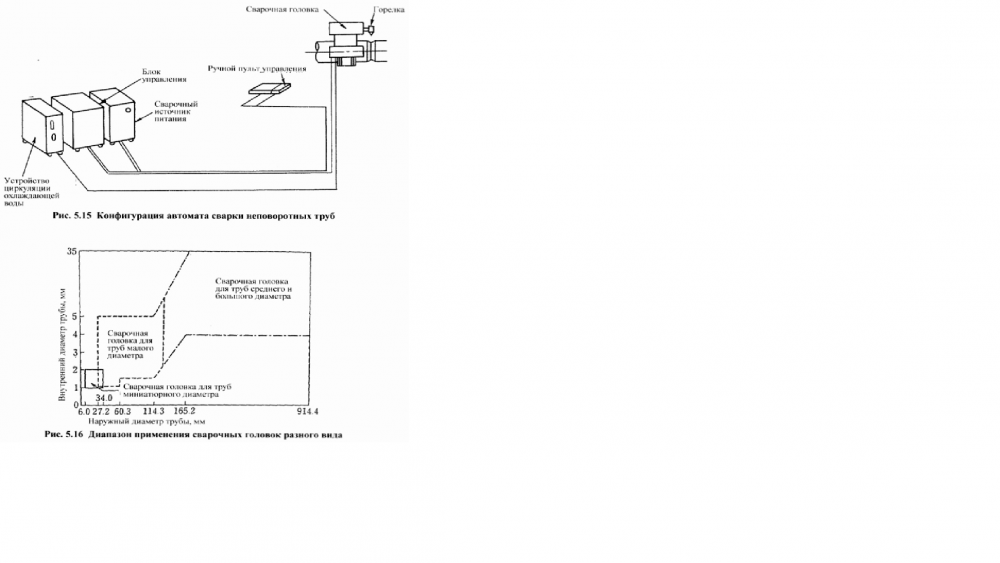
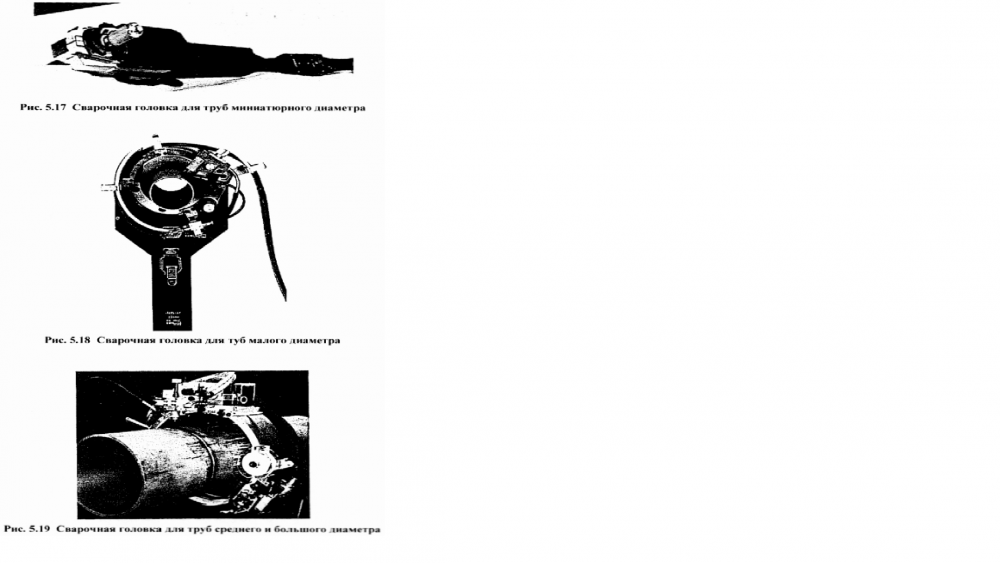
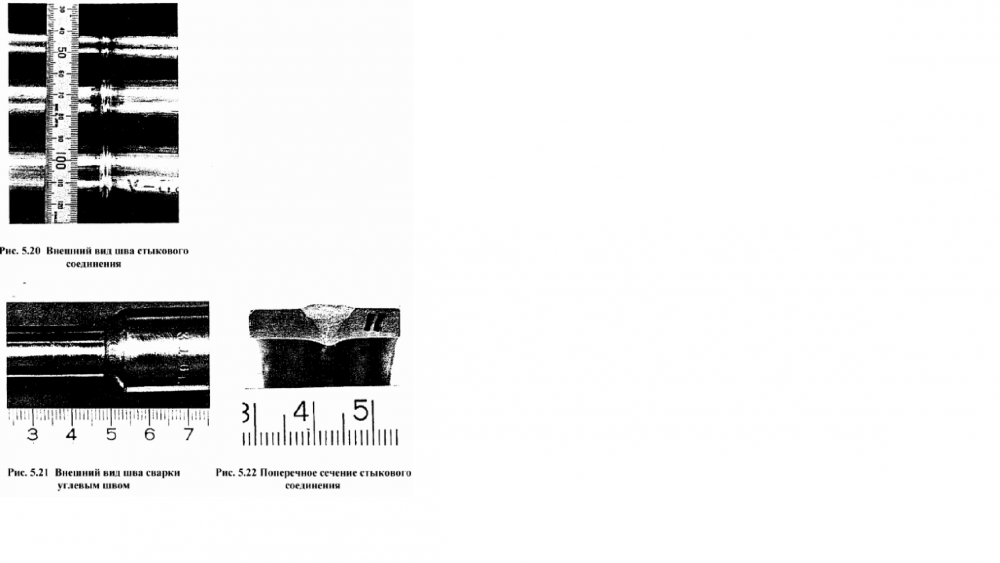
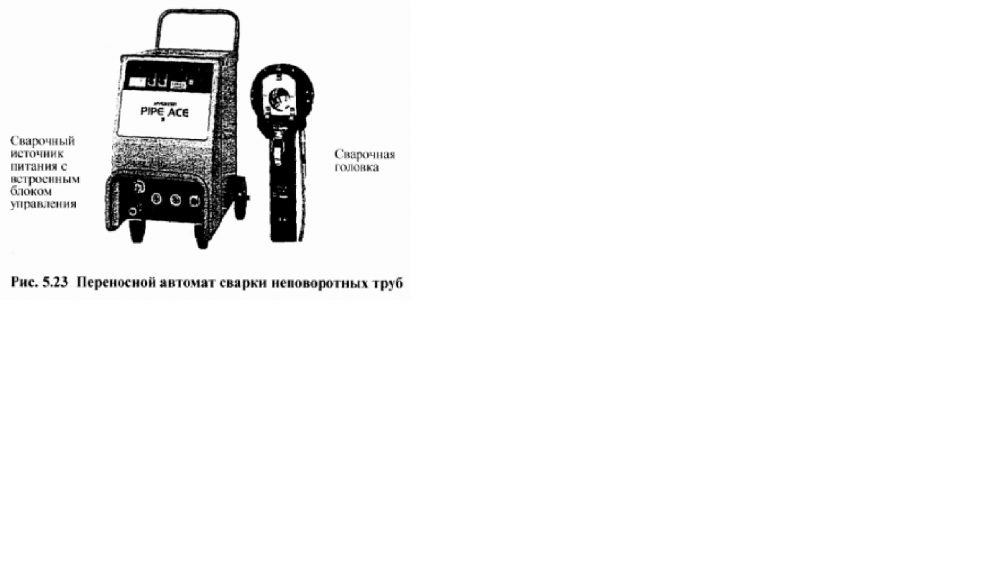
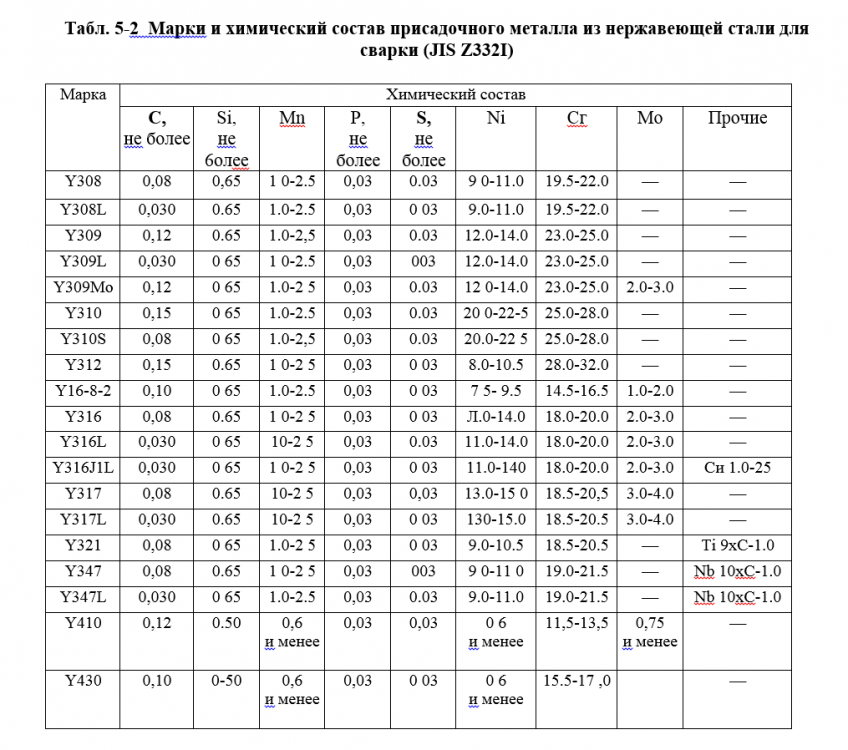
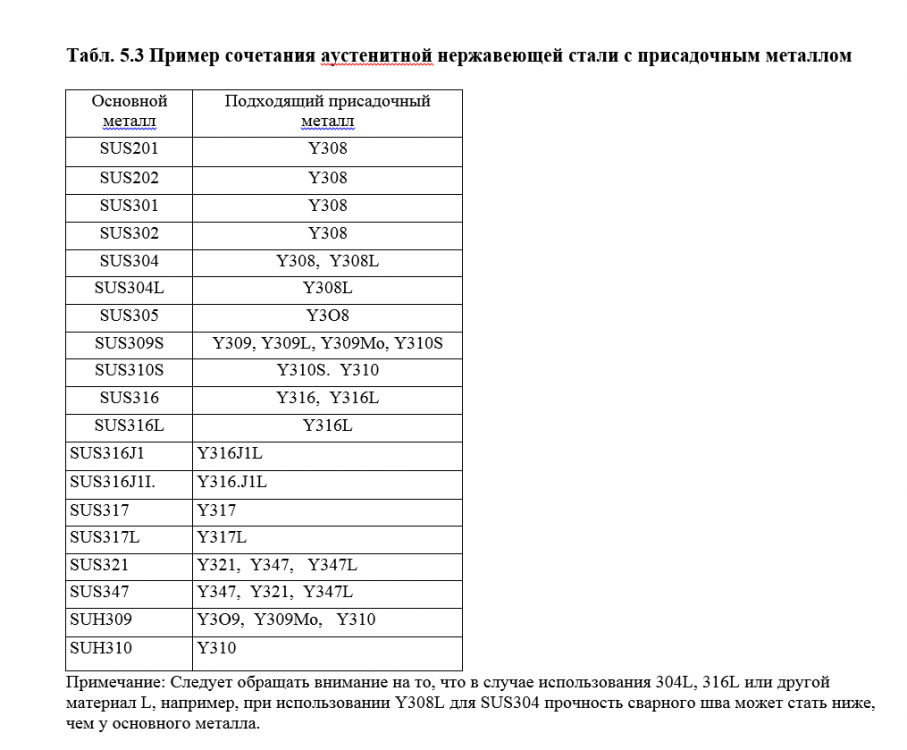
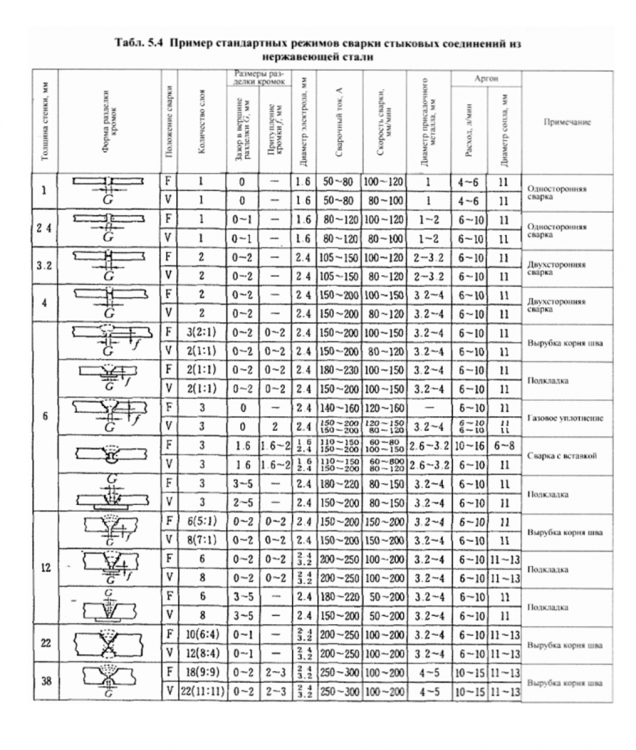
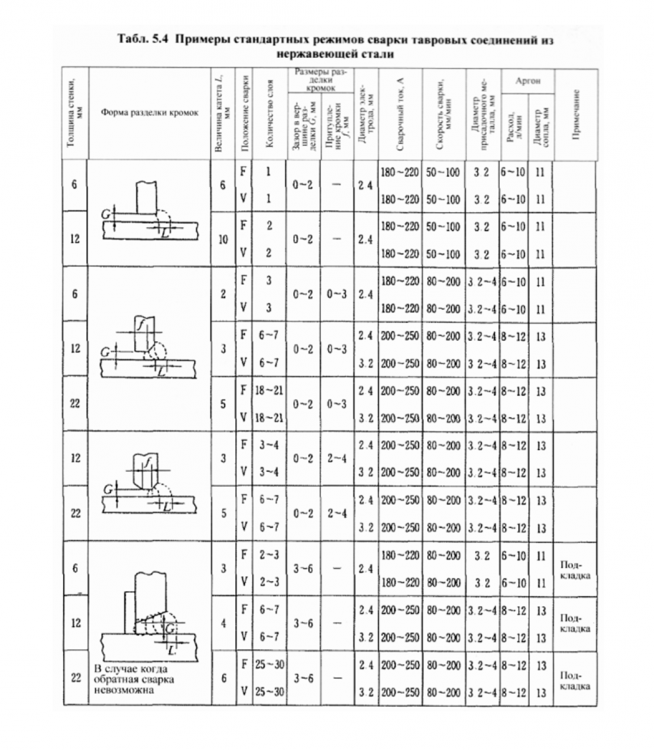
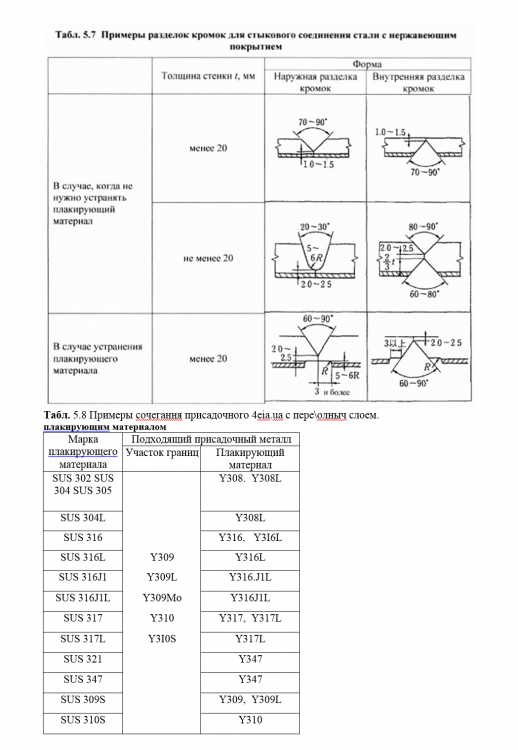
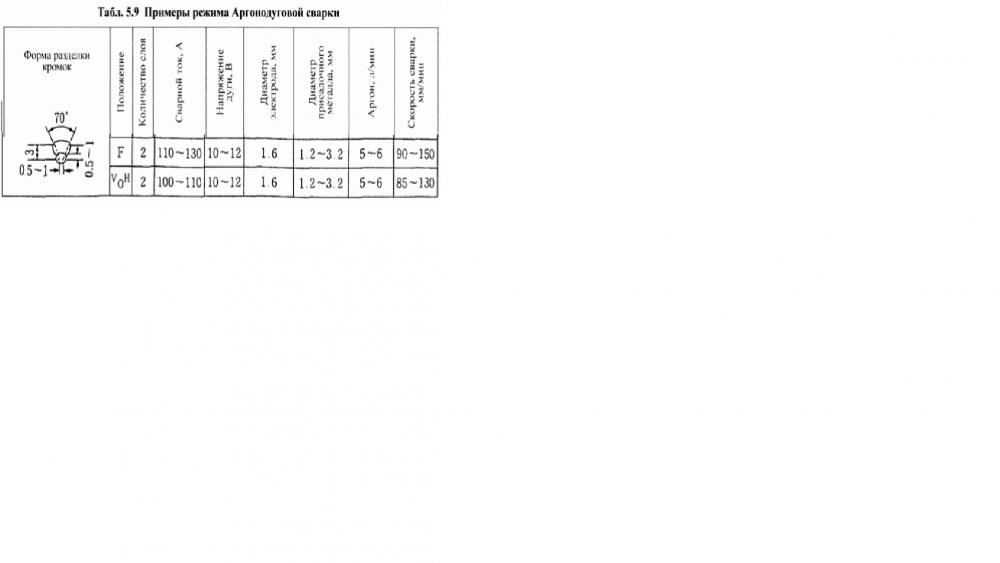
5-3-2 Автоматы сварки неповоротных труб При сварке неповоротных труб сварщикам требуется высокий уровень квалификации по причине, что положение сварки меняется, рабочее пространство тесно, сварщики часто вынуждаются принимать неустойчивую позу. Использование сварочного автомата дает даже не квалифицированным работникам возможность пользоваться высоким качеством и высокой надежностью сварки. Как показано на рис. 5.15, автомат сварки неповоротных труб состоит из сварочной головки, сварочного источника питания, блока управления, устройства циркуляции охлаждающей воды и пр. В зависимости от формы трубы сварочная головка подразделяется в основном на 3 вида, как показано на рис. 5.16. На рис. 5.17 показана сварочная головка для труб миниатюрного диаметра, которая применяется для труб с наружным диаметром 34 мм и менее, снятие и установки которой осуществляется открытием и закрытием съемного рычага крайне просто. Для труб в этом диапазоне, обладающих тонкой стенкой, не понадобится присадочный металл, следовательно, не имеется механизм подачи присадочной проволоки. На рис. 5.18 показана сварочная головка для труб малого диаметра, которая применяется для груб с наружным диаметром 27 - 130 мм. Сварочная головка включает в себя механизм подачи присадочной проволоки и механизм управления напряжением дуги, весит примерно 10 кг. имеет конструкцию, позволяющую упростить операцию снятия и установки на трубу. На рис 5.19 показана сварочная головка для труб среднего и большого диаметра, которая применяется для труб с наружным диаметром 130 мм и более. Сварочная головка включает в себя не только механизм подачи проволоки, механизм управления напряжением дуги, но и механизм колебательного движения, и передвигается на направляющем кольце, установленном на трубу. Сварочная головка состоит из трех основных узлов, а именно блока колебательного движения, блока подачи проволоки и ходового блока. Как примеры сварки с использованием автомата сварки неповоротных труб, на рис. 5.20 представлен шов стыкового соединения сварочной головкой для труб миниатюрного диаметра, на рис. 5.21 - шов сварки углевым швом, на рис. 5.22 представлено поперечное сечение стыкового соединения сварочной головкой для труб малого диаметра. В последнее время в результате тенденции, связанной с развитием технологии электронного управления, к превращению сварочного источника питания в инвертер и к комплексированию блока управления появляется автомат сварки неповоротных труб, такой как представленный на рис. 5.23. По сравнению с традиционными автоматами оба из сварочного источника питания и блока управления этого автомата обеспечены чрезвычайной компактностью и легкостью. 5-4 СВАРКА НЕРЖАВЕЮЩЕЙ СТАЛИ Нержавеющая сталь по химическому составу подразделяется в основном на нержавеющую сталь на основе хрома и на основе хрома-никеля, по металлическому составу на аустенитную, ферритную. мартенситную, аустенитно-ферритную и дисперсионно-твердсющую нержавеющую сталь. Нержавеющая сталь, состав которой регламентирует стандарт JIS G43O3, в любом случае содержит хром в доле не менее 12% и превосходит остальные стали не только по коррозионной стойкости и термостойкости, но и по прочностным свойствам и перерабатываемости. Пользуясь этими превосходными свойствами, нержавеющая сталь находит широкое применение в посуде, кухонном инвентаре, химической промышленности, синтетическом химическом волокне, фармацевтической промышленности, нефтехимической промышленности, бумажной промышленности, судостроении, транспортных средствах, атомном оборудовании и пр. Сварка нержавеющей стали, хотя производится почти любым методом, часто производится методом Аргонодуговой сварки в силу того, что не появляются брызги и шлак, форма сварного шва красива и качество сварного шва отличное. 5-4-1 Метод выбора материала присадочного металла Хотя материалы присадочного металла регламентирует стандарт JIS Z3321 - 1985 (табл. 5.2), желательно использовать в принципе присадочный металл с таким же химическим составом, что и свариваемый основной металл, чтобы обеспечить сварочный шов коррозийной стойкостью и прочностным свойством. При сварке применяют постоянный ток и подключают к отрицательной полярности электрода. При сварке относительно тонкостенных листов или сварном соединении труб с формированием обратного валика, как защитный газ с обратной стороны обычно применяют аргон. Однако в последнее время при Аргонодуговой сварке без защиты обратной стороны в качестве сварочного материала для первого слоя, часто применяется присадочный металл, поверхность которого покрыта тонким слоем флюса, или присадочный металл, содержащий в себе флюс. В случае сварки толстостенных листов привлекает к себе внимание вышеизложенная Аргонодуговая сварка нагретой проволокой. Применяемая для этого метода сварки проволока такая же, что и в табл. 5.2. Пример сочетания аустенитной нержавеющей стали с каждым присадочным металлом приведен в табл. 5.3. 5-4-2 Подогрев, температура перед наложением последующего слоя и последующий нагрев В случае аустенитной нержавеющей стали не нужен подогрев. Вернее, чтобы защитить сварной шов от горячей трещины, нужно поддерживать температуру перед наложением последующего слоя на уровне не более 150°С. Обычно также после сварки не производят последующий нагрев. В случае ферритной нержавеющей стали, чтобы предотвратить понижение пластичности и вязкости или холодную трещину при низкой температуре вследствие укрупнения кристаллического зерна, необходимы подогрев до 100 - 200°С, поддерживание температуры перед наложением последующего слоя и последующий нагрев после сварки до 700 - 800°С. В случае мартенситной нержавеющей стали сварочный жар приносит большой эффект закалки, так что для предотвращения трещины в сварном шве и восстановления вязкости сварного шва необходимы подогрев до 200 - 300°С, поддерживание температуры перед наложением последующего слоя и последующий нагрев после сварки примерно до 700°С. В последнее время как метод для дальнейшего повышения пластичности и вязкости сварного шва из мартенситной нержавеющей стали рекомендуется понизить температуру перед началом термообработки после сварки, то есть начальную температуру последующего нагрева, до минимальной температуры, не позволяющей образование холодных трещин. Кроме того, в некоторых случаях практикуется метод понижения температуры подогрева и последующего нагрева, используя присадочный металл из аустенитной нержавеющей стали, например, Y309, 309L, 399Мо, 310, 310S или прочие присадочные металлы с высокой пластичностью. 5-4-3 Инструкция по исполнению сварки В случае Аргонодуговой сварки нержавеющей стали требуется обращать максимальное внимание на проварку корня шва, то есть наложение первого слоя, так что не будет преувеличением сказать, что от качества проварки корня шва зависят общие эксплуатационные качества сварного соединения. В табл. 5.4 - 5.6 приведены примеры стандартных режимов Аргонодуговой сварки стыковых соединений и тавровых соединений, а также пример режимов проварки корня шва горизонтальных неповоротных труб. В частности, при сварке горизонтальных неповоротных труб требуется наиболее высокий уровень квалификации. Как правило, желательно начать сварку с положения 6 часов по часам, подняться слева и справа, при этом выполнять сварку по возможности симметрично, чтобы уменьшить деформацию при сварке. 5-4-4 Сварка с инородным металлом В случае сварки нержавеющей стали с инородным металлом, в большинстве случаях другим металлом является мягкая сталь или низколегированная сталь. При этом, чтобы металл шва обладал достаточной пластичностью, доже когда разбавлен мягкой сталью или низколегированной сталью, используют присадочный металл с большим содержанием хрома и никеля, а именно Y309, Y309L,Y309Mo, Y310 и Y310S. Среди этих марок присадочные металлы па основе 309 по сравнению с тем на основе 310 содержат в аустенитной структуре феррит в доле несколько десятков процентов, так что не склонны образовывать горячие трещины. На рис. 5.24 представлена зависимость структуры сваренного металла от коэффициента разбавления основного металла при наплавке углеродистой стали с используем 2 марок присадочного материала, а именно а и Ь. В случае присадочного материала а при коэффициенте разбавления 10% получается 5% феррита в сваренном металле. А в случае присадочного металла b при коэффициенте разбавления 25% получается также 5% феррита. В табл.5.7 и 5.8 представлены пример разделок кромок для стыкового соединения стали с нержавеющим покрытием и пример сочетания присадочного материала для сварки ее переходного слоя. При сварке стали с нержавеющим покрытием должно обращать внимание на нижеприведенные пункты. Примечание: Среди присадочных металлов для переходного слоя те, которые содержит в себе Mo, Nb. желательно применять к плакирующему материалу, содержащему в себе Mo, Nb, соответственно. Желательно использовать Y309L, когда в связи с тонкого плакирующего слоя требуется избежать рассеяния углерода из основного металла. В случае наружной разделки кромок, сначала сварят первый слой со стороны основного металла с тем. чтобы наплавленный металл не был проплавлен до плакирующего слоя. Затем после завершения сварки со стороны основного металла вырубают плакирующий материал как можно меньше, пока не выставлен металл шва стороны основного металла. К сварке стороны плакирующего материала применяют присадочный металл, представленный в табл. 5.8. и по возможности понижают силу тока с тем, чтобы можно было сдержать разбавление основного металла. В случае внутренней разделки кромок, варят основной металл с внутренней стороны до того, как оставлено 3 - 5 мм до переходного слоя. Затем в зависимости от ограничителей сварного соединения, деформации, толщины плакирующего материала определят, или продолжить варить сторону плакирующего материала с использованием перечисленного в табл. 5.8 присадочного материала, или после вырубки корня шва сварят основной металл с обратной стороны и в конечном этапе сварят сторону плакирующего материала. 5-4-5 Управление тепловложением В случае сварки аустенитной нержавеющей стали при температуре диапазона 550 - 800°С. в частности. 650 - 700°С. происходит выделение хромовых карбидов на границах аустенитного зерна, что ухудшает коррозийную стойкость. Однако в случае Аргонодуговой сварки в качестве защитного газа часто применяется аргон, так что гепловложение. выражаемые формулой (ток х напряжение)/скорость. не велико и. следовательно, ухудшение коррозийной стойкости не велико. Кроме того, с целью дальнейшего уменьшения сварочного тепловложения практикуется разные методы ускорения охлаждения, такие как импульсно-дуговая сварка на слабом токе, принудительное охлаждение с использованием медного блока водяного охлаждение как подкладки и непосредственное водяное охлаждение околошовной зоны. Межкристаллитную коррозию можно предотвратить полностью, если, охладив резко с температуры примерно 1100°С, дают карбидам раствориться в твердом состоянии в аустенитной структуре полностью. Однако во многих случаях крупных свариваемых конструкций эта обработка невозможна, так что требуется учитывать использование особо низкоуглеродистой нержавеющей стали, в которой содержание углерода крайне ограничено, нержавеющей стали, в которой содержание титана или ниобия стабилизирует карбиды, и пр. В табл. 5.9 представлены примеры режима Аргонодуговой сварки листов толщиной стенки 3 мм с описанием о напряжении дуги.
1 балл
-
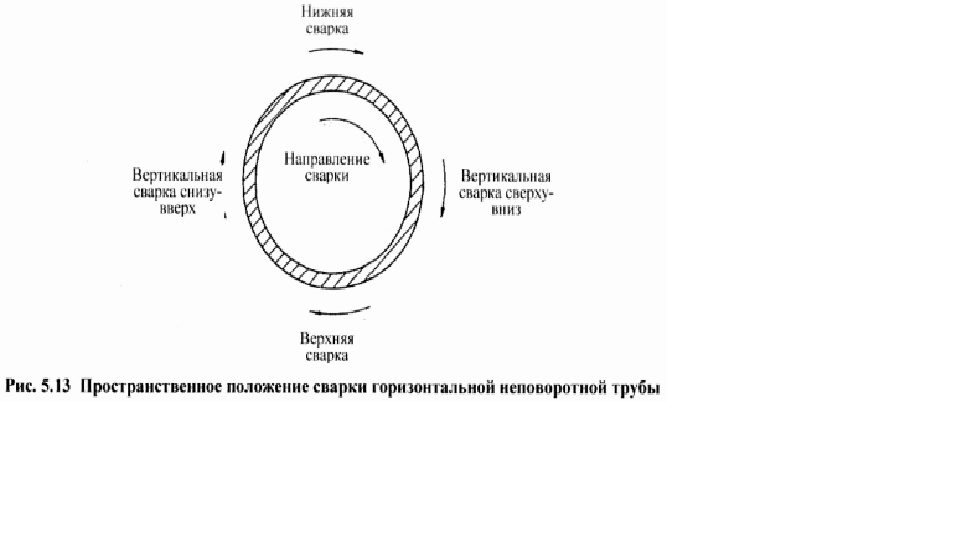
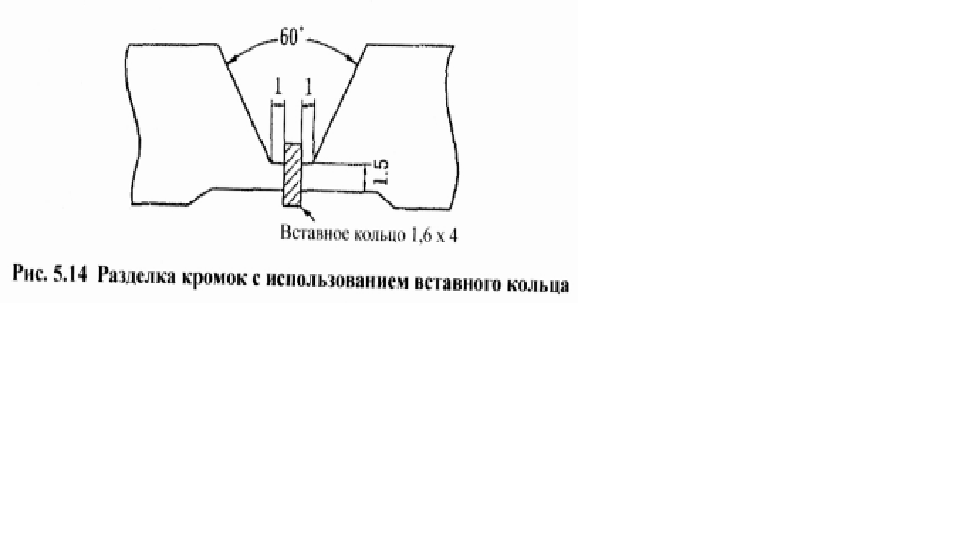
5-3 СВАРКА НЕПОДВИЖНЫХ ТРУБ ВО ВСЕХ ПРОСТРАНСТВЕННЫХ ПОЛОЖЕНИЯХ 5-3-1 Переключение режимов сварки В случае сварки горизонтальных неповоротных труб, как показано на рис. 5.13. в процессе 1 прохода сварки получается 4 положение сварки, а именно нижняя сварка, вертикальная сварка сверху-вниз, верхняя сварка, вертикальная сварка снизу-вверх. Поскольку глубина проплавления, внешний вид сварного шва, вытекание капель расплавленного металла, форма обратного валика и прочие факторы обрабатываемости сварки различаются по каждому пространственному положению, при одинаковом режиме сварки для всех положений трудно получить однородный хороший результат сварки. Чтобы справится с изменением положения сварки, как правило, автоматам сварки неповоротных труб предусмотрена функция последовательного автоматического переключения установленных 6-8 видов режима сварки. В табл. 5.1 приведен пример этой функции. Пространственное положение сварки показано в виде часов. В некоторых случаях, когда требуются высокие эксплуатационные качества сварных швов, с целью получения устойчивых обратных валиков применяют вставное кольцо, как показано на рис. 5.14. При использовании вставного кольца не понадобится присадочный металл, и, если дают вставному кольцу расплавляться полностью, формируется обратный валик, что облегчает работу и приносит устойчивость результатов. Кроме того, если при установке вставного кольца децентрируют его так, чтобы в позициях вертикального положения сверху-вниз и верхнего положения выступ во внутреннем направлении получился больше, можно предотвратить впадину обратного валика.
1 балл
-
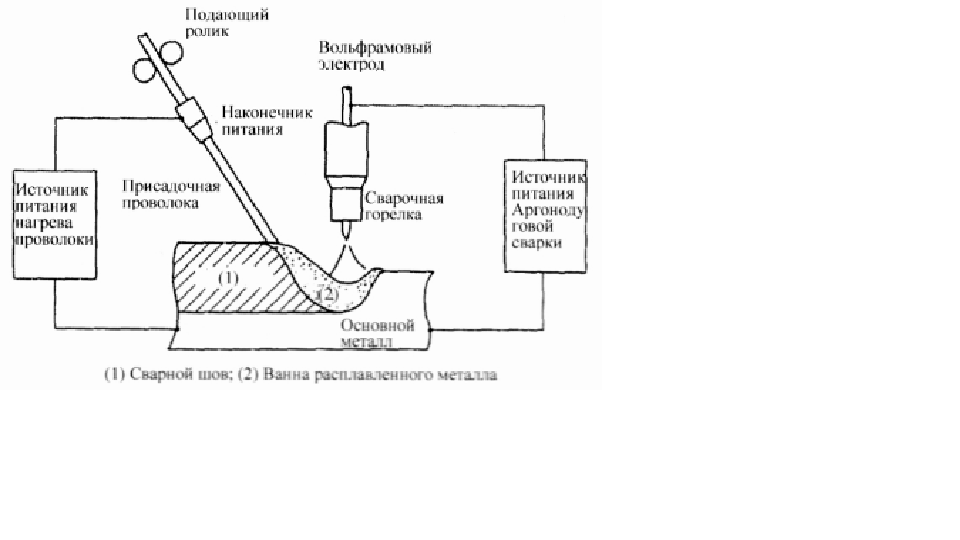
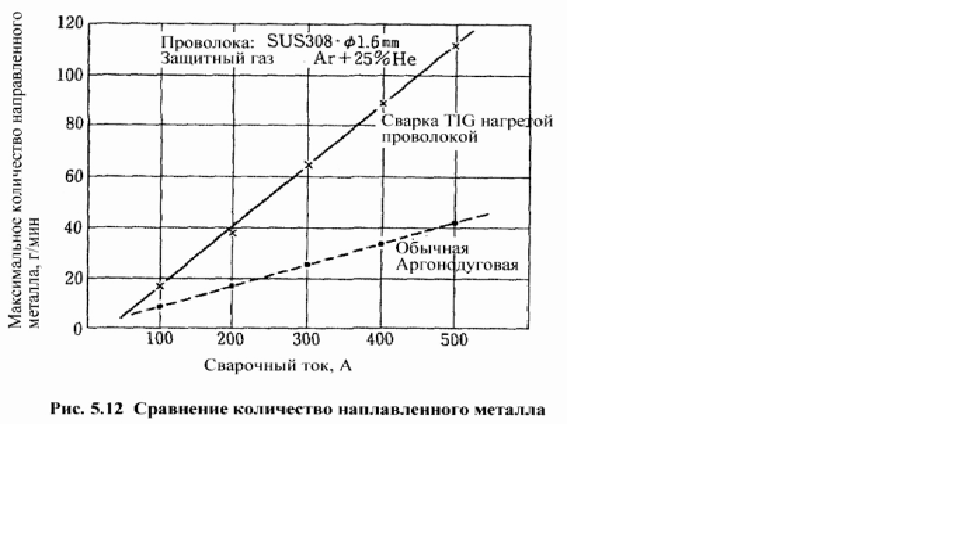
TIG СВАРКА НАГРЕТОЙ ПРОВОЛОКОЙ Сварка TTG обладает большими достоинствами; операция относительно проста, получаются высококачественные сварные соединения, и в связи с тем, что можно управлять тепловложением и количеством наплавленного металла отдельно, устойчивый диапазон режима сварки широк. Однако она обладает недостатком, который заключается в том, что по сравнению с дуговой сварке в среде углекислого газа или сваркой металлическим электродом в среде газа производительность наплавки невелика. Сварка TIG нагретой проволокой относится к методу исполнения работ, который исправляет вышеприведенный недостаток и повышает производительность наплавки. Как показано на рис. 5.11, устанавливают источник питания для нагрева проволоки отдельно от сварочного источника питания, подают тепло к присадочной проволоке в месте, расположенном на расстоянии нескольких десятков см от основного металла, и дают проволоке выделять резистивное тепло. Так как заранее нагревается, и в полурасплавленном состоянии добавляется к ванне расплавленного металла, присадочная проволока позволяет увеличивать количество наплавленного металла втрое по сравнению с обычной Аргонодуговой сваркой, как показано на рис. 5.12.в датчик и установив сварочную горелку. Рис 5.11 Сварка TIG нагретой проволокой Это не только способствует повышению производительности сварки толстостенных листов и ускоряет сварку тонкостенных листов, но и благодаря подогреву проволоки масло, прилегающее к поверхности присадочной проволоки, сжигается, что способствует сдержать возникновение раковин. Кроме того разработаны различные изобретения для сдерживания магнитного дутья, которое вызывается током контура проволоки, или, наоборот, для пользования им. Сварка TIG нагретой проволокой, относящаяся к пользованию резистивного тепловыделения проволоки, полезна для нержавеющей стали, никелевого сплава и пр., у которых резистивное тепловыделение велико, но в случае алюминиевого сплава, медного сплава, и пр., у которых резистивное тепловыделение мало, ее применение обусловлено определенными условиями.
1 балл


















.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)