Лидеры




Популярный контент
Показан контент с высокой репутацией 16.05.2020 во всех областях
-
Жить стало лучше,жить стало веселее,но работу надо работать...
 18 баллов
18 баллов -
На прошлой неделе я их таки "поженил" Кильблок установил на колесный прицеп. Крепления из 12мм листа + болты м20.
12 баллов
-
Также вчера немного работнул.
6 баллов
-
А теперь по взрослому 3 суточный марафон закончился победой, в 05.40 9 мая Предвосхищая вопросы, Ево работает с китайским БЖО из-за нежелания выгребать полведра песка из родного. Аппарату пофиг, а БЖО забивает. На монтаже пользовался штатным. Сундук не мой, второго сварщика участвовавшего в процессе.5 баллов
-
Немного предпразничных буднев это была разминка.5 баллов
-
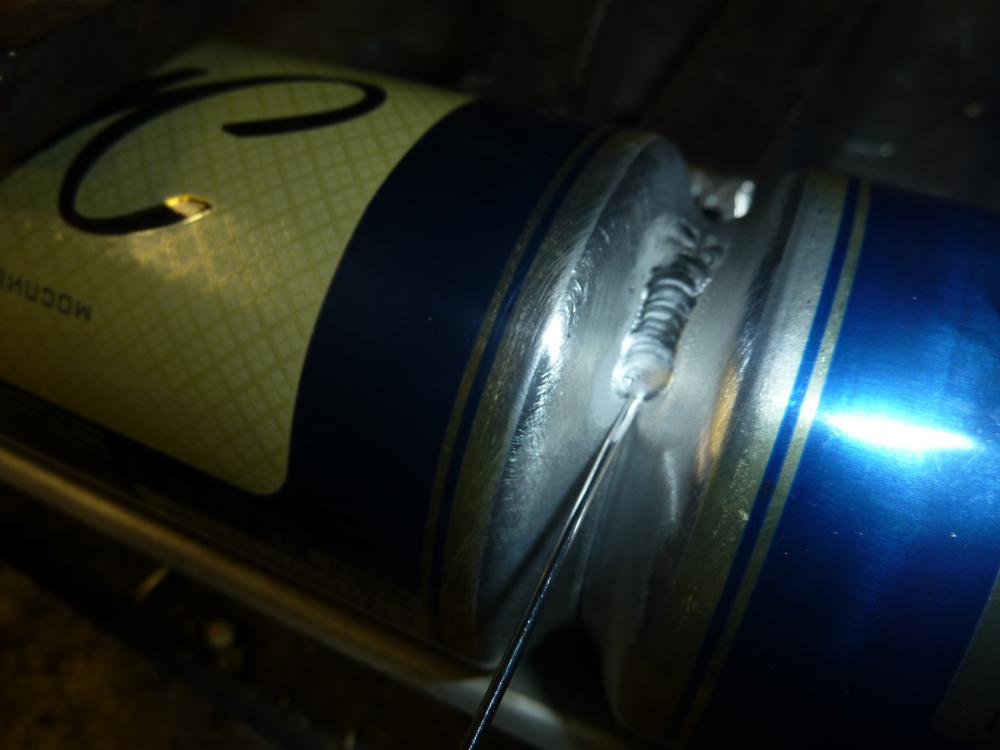
Без предварительного подогрева. Варил в три прохода. 1-й — диаметрально противоположные прихватки, после притягивания струбцинами всей ступицы. 2-й проход — сварка в такой же способ, 3-й — круговой проход на больших токах в МИКС режиме (AC/DC) После, приварка с внешней стороны между болтовыми отверстиями как и во втором проходе.Просил проточить внутреннюю часть , но сказали, что нет необходимости, шов вроде равномерно лежит по всей поверхности.5 баллов
-
Крышка фланцевого электродвигателя ф 400мм. Комбинированная АДС и полуавтоматическая с подогревом до 170С. Примета какая-то:если покажется,что работа несложная и сделаешь быстро,значит делать будешь в раза дольше намеченного.Речь в общем-то о ценообразовании. На толщине свыше 8мм,цена за сантиметр(совершенно грубая прикидка) должна начинаться от 150руб.см. То,что на снимках должно стоить 6-7тыс.
5 баллов
-
Переделка поддона. Машина- прототип,установили двигатель 3UZ, при максимальных ходах переднего моста, кардан может упереться в поддон двигателя.
5 баллов
-
Сегодня, в качестве поощрения за выполненную работу http://websvarka.ru/talk/topic/489-kolesnyj-disk-svarka-remont/?p=425603 и в дополнение к оплате, получил ключ (безвозмездно). Без маркировки, или я ее не приметил, но — истинный ариец Довольно таки массивный.
4 балла
-
Крутая миссия! . Хотя я в чём то разделяю ваш праведный гнев по поводу пары глюкавых моделей полуавтоматов. Это и правда, нехорошо. Но такое впечатление, что Вы с другой планеты прилетели, даже не из другой страны. Я не фанат Гроверса, но что касается дружелюбного отношения к покупателям, лично я ничего лучшего не знаю. Вероятно Вы не сталкивались с другими продавцами и производителями товаров и услуг. Только в Гроверсе меняют прошивки по многочисленным просьбам трудящихся. Говорят, ещё Евроспак это делает, но там сосем другая ценовая категория. Не бывает идеальных производителей и продавцов, в саму суть отношений производителя и продавца заложен конфликт интересов. Как там, в философии - единство и борьба противоположностей . Лучше поберегите силы для какой нибудь более достойной миссии, если уж совсем без миссии не получается Это делают только автопроизводители. И то, не в силу своей особой порядочности, а из опасения многомиллиардных исков, если что. Просто в этой отрасли так сложилось, а в остальных - . Вы когда нибудь слышали, чтобы холодильники или стиралки отзывали? А там что, косяков мало? Или электроинструмент? Я пытался Маките на их косяки указать. И что? Как Райкин говорил - запускаем дурочку . Запустили.. Косяки я сам устранил, а они, что производили, то и производят. Более того, есть небезосновательная версия, что делают это вполне осознано. Чтобы инструмент уж слишком долго не работал.4 балла
-
Так же стараюсь отговорить заказчика от сварки деталей, на прямую влияющих на безопасность ... Иногда получается переубедить, иногда доводы оказываются видимо не аргументированными, очень часто срабатывает так называемое человеческое жлобство, когда необходимо заплатить не сильно существенную сумму за новую деталь, но денег жалко и человек хочет отремонтировать за малые деньги. Очень часто просто принципиально не берусь такое выполнять, но все же иногда и меня убеждают. Есть у меня знакомые молодые ребята, занимающиеся автотюнингом и дрифтом. Имеют они Джейсик ( сундук), сами варят, но иногда все же обращаются ко мне. Короче долго уговаривали меня приварить оторванную ступицу к диску. Я им объяснял, что вряд-ли выдержит нагрузки (показывали видео где эта ступица отрывалась. При дрифте и боковом заносе колесо попало в ямку и диск с покрышкой отлетел в сторону а ступица осталась на месте ) Где-то с неделю уговаривали... Подкупило меня то, что обещали использовать лишь на дрифте (жечь покрышки) и что на колесе присутствовали две разболтовки под разные машины, т.е второе колесо приходилоссь выбрасывать из-за отсутствия пары к нему. Правда они не хотели, но поставил условие, что еще частично поприхватываю ступицу с внешней стороны. Фотографии нет. Вроде еще служит, хотя для повседневной езды не применяется.
4 балла
-
Но это работает! Кинуть какашку может любой, никому неизвестный, аноним. А вот чтобы отмыться, нужно заступничество сразу нескольких товарищей, которые годами зарабатывали авторитет!3 балла
-
Еще как будет и 20мм и даже 30мм толщины искорежит и с усилениями типа уголков искорежит . Вот родителям в баню варил с 10мм нерж советскую марку конечно не знаю под воду , прямоугольная форма емкости . В общем печник замуровал емкость в печку , топили и емкость всегда с водой , но вот печку рвало по швам , в общем печник через год разобрал это дело , прямоугольная емкость с низу и по бокам где лизал ее огонь как "уральские горы" вся деформирована . Отказались от кирпичной печи и сделали металлическую ну и круглую емкость под воду , дно лизал огонь+ дымоход проходил через воду и грел быстрее чем огонь. -------------------------------------------------------------------------------------------------------------------------- Ну и теперь из опыта , была у деда баня и мне тогда лет 10 было ,,, так вот в печь были вмурованы емкости типа "тигель" и не сварные а похоже литые или может кузнечным способом откованы , толщина примерно 15мм , и в одной вода в другой камни , вода не ржавела и значит что то из нерж а может и это и были настоящие тигли жаропрочные . В общем где были камни емкость когда топили накалялась до темно красного цвета , ну где вода ясно что она не давала нагреваться до красна . Уже мне исполнилось 30 и баню перестраивали раза три , а вот емкости те же и остались . Ну потом продали дом когда деда с бабкой не стало и судьба их уже не ведома мне . ЗЫ вот не делайте прямоугольную и поведет любую толщину и с любым усилением ,,,,. вот она форма кою практически не поведет да и от прогорания защитит и думаю придумана человеком тогда когда он сменил каменное оружие на металл и начал плавить его. https://specmetal.ru/catalog/izdeliya/tigli
3 балла
-
Сказали уже. Прошивка и на 200Р сейчас есть и на 200С.3 балла
-
Да не благодарите! Вас же не просят выступать заступником этого барахла. Хотя лично к вам никогда не было никаких претензий, хотя вы, заступаясь за эти чудо аппараты, за все время жизни этой ветки, ни разу не показали доказательства обратного. Ну что поделать, если Гроверс теперь только с этим "коричневым" и ассоциируется, причем не только у меня. И заметьте что не по нашей вине и нашему желанию... Нормальный продавец и производитель просто бы отозвал брак назад и вернул покупателям деньги. За что Гроверсу была бы честь и хвала Но Гроверс предпочел вести себя как некоторые известные политики. Главное держитесь, а мы ещё по экспериментируем за ваш счёт! И я не скрываю, что миссию изобличения "коричневого" как вы правильно сказали, набора микросхем я буду нести насколько мне хватит сил во всех социальных сетях и форумах. Ибо не нужно вытирать ноги о добросовестных покупателях, причем за их же деньги. Надеюсь вы поняли, как говорится, ничего личного, только бизнес! )))3 балла
-
Плюс надо учитывать приспособы,струбцины,прочий инструмент для того,что надо собрать в кучу деталюху, плюс чем-то греть надо. Поэтому справедливо отталкиваться от 200 руб\см.3 балла
-
Вадим , там похоже собрались ..... не буду озвучивать но это ясно даже по одному высказыванию что "кемппи дает только пять лет на свои транзисторы или что он там написал..... а инверторы но все равно бред и это может гарантийный период " коих она не делает. Интерес где он сие вычитал , я не разу не видел этого у кемппи да и у остальных , вот мои и ты знаешь какие тоже тогда 5 лет должны и крякнуть ,, а они по 11 отработали и еще столько же отработают . Не знаю у меня Ево стоял и работал и в холоде на морозе он здоровый и каждый день его тягать в тепло из гаража еще то занятие . ЗЫ в общем болтают что придется и кому не лень в контакте. Да согласен может есть не до четы в Ево , вот что у меня был с первыми прошивками , сейчас многое поменялось и может даже не в лучшую сторону ,,,, но это говорит только об одном - работают и улучшают аппарат и может не всегда усе хорошо и сразу получается и это в заводской лаборатории может и не проявиться а вот на производстве да . Но и тут не беда и производитель не отказывает в помощи и помогают всем .2 балла
-
@Вад11, Вскрик с закрытого профиля? Авторитетно.2 балла
-
2 балла
-
@G_Kar, Да я не спорю. Сегодня работы было много и не было времени рассматривать. Вроде маркировки не увидел. Я просто его раскрутил (он туговато ходил от застывшей смазки) очистил корщеткой остатки смазки, смазал вазелином резьбу и собрал обратно. Человек, который мне его подарил постоянно ездит на фуре в Германию, возит грузы. Оттуда он его и привез. Мы с ним в довольно хороших приятельских отношениях и он часто делает мне отличные подарки. Где-то вроде выкладывал сварочные перчатки из арамидового волокна, подаренные им же, бесподобные по качеству..... надувные колеса для тележки ....2 балла
-
Жора, не делал такие фото .Секрета нет, могу рассказать основные действия.Привалочная плоскость крепления к двигателю оставалась в своих габаритах,плоскость для крепления стального поддона срезалась частично,старался меньше подвергать резке все части( мне потом и сваривать надо ).Выставляется и подгоняется срезанная плоскость,прихватки и из листа 5мм. амц. изготавливал недостающее.Стальной поддон- места будущих резов отмечал от резов плоскости прилегания,далее- угольником отметил на вертикальной стенке места будущих резов, и соединяю линии, получаю две половины хорошо состыкованные между собой.2 балла
-
Если регулярно будет докрасна нагреваться-покарежит и тройку.Даже пятерка не спасет, разве что не прогорит.Надо чем то усиливатьТипа уголки, желательно с такого же материала на стенки.Со стороны меньшего нагрева.2 балла
-
В общих чертах. Ютуб платит за количество просмотров если включена монетизация канала (там не всё просто, и от страны зависят доходы и многих других факторов, сам глубоко не вникал). Какой ютубу резон? Он вставляет рекламу, чем больше смотрят, тем больше от рекламы дохода, а крошки от рекламы ютуберам. Есть другой вариант, раскрученным ютуберам сами рекламодатели денег предлагают за правильные слова в кадре, а там и инструмент определённой фирмы, и игры, и казино, и банкиры, и реклама других каналов и т.д. и т.п.2 балла
-
2 балла
-
Да тоже сие заметил , ну это так наверно у всех и есть наоборот думаешь провозишься не мерено времени ,, но нет пошло хорошо и быстро управился . Ой может и больше , чугун пока разделаешь весь черный да и в легкие попадает маски так на 5 мин спасут , на столе и в мастерской усе тоже черное и .....и вредное это занятие - чугун и по сему цено образование должно соответствовать .2 балла
-
Простой машины еще хуже.В принципе я врезал прибор в торпеду аккуратно-как будто там и был.Так что если останется так-ничего криминального.2 балла
-
2 балла
-
Готово. Картонка - это защита от ветра.) Толщина стенки 35-40мм. 4 или 5 проходов. Шаркнул напильником по китайской оси, прям по зубам, сточил легко.
2 балла
-
Господи!!! Да кто-нибудь выложит хотя бы звук после прошивки!!!? Зачем мне про тележку знать? И *хотелки*1 балл
-
Всем доброго! Верх - изящный, воздушный, низ - брутальный. Как белое и чёрное .Красиво Вы их А потом при возможности с поклажей фотку-бы!1 балл
-
... давным давно такую закатал из листа нержавейки , соответственно и торцы дверки из нее , теплообменник Вставил в виде двух полотенчиков по бокам ,так же из нержи (для отопления и горячей воды , плюс для воды навесил (прислонил между топкой\печь и деревянной стеной ) квадратный бак литров на 50 для быстрого доступа ковшиком. Больше 20 лет , фоток нет ., вкратце с торца смотреть - вписанный в квадрат круг с зазором 50мм. с каждой стороны , по верх уложены камни .1 балл
-
@Calma, это скорее всего французский ключ, а не немецкий. У него характерное утолщение на губках, а немецкие - прямые. Не утверждаю конечно, не спец, но вот в инсте видел именно такие французские...1 балл
-
@RWS87, тройки вполне хватит, только корёжить её от нагрева будет больше, чем чернягу. КЛР в полтора раза больше. Если в данной конструкции это не критично, тогда варите. Не прогорит.1 балл
-
Да потому что производителю абсолютно пофиг на своих покупателей, лишь бы продать сие чудо. Оно к стати стало стоить не понятно по какой причине 60т.р.Доллар даже на столько не вырос... Только жадность производителя. Наверное нужно как то компенсировать убытки от упавших продаж. Не качеством конечно же..1 балл
-
Да вот распереживался и пролопатил облако в Гугл. Нашел, правда мутновато- на горячую снимал. Пожалуйста, диск делал 2марта: ----------- В довесок. Пришлось вот такой диск раз варить, толщина 8мм.Линейка 500мм с "хвостиком". Справился: - здесь точно нету снимка обратной стороны.))
1 балл
-
Антон , ну и хорошо и вообще когда трудная работа то это как бы сказать "окрыляет и мобилизирует + стимулирует" смогу - не смогу и тут наверное вылазит свое егО , ну как же не смогу и упрусь но сделаю. Ну к ним привыкнуть надо и многое от источника зависит и ампер то 5 не надо и мало для банки и от 17а НАЧИНАЕМ и чуток выше , в пульсе можно еще поднять . Дело в том что на многих источниках дуга шастает с края на другой край банки и ее относительно трудно управлять , вот у Селко четно стоит и посему проше , кстати вот 6061 он Миллер работает и смотри тут четко видно как дуга бьет туды куда он ее направит и знатный источник Вот мне и нравиться 6061 он молчит но у него усе понятно и ясно ,,,,, а так да попадаются и молчуны и разговорчивые . ЗЫ чуток добавлю и забыл о сим , вот дно баночки имеет ребрышко на коем стоит , так вот на нем присутствует лак а по бокам чисто , так вот ребрышко надо зачистить наждачкой №400 лучше водостойкой и с водичкой от лака ,,,, иначе лак испускает газы и дуга хош не хош "загуляет " даже на Селко и Миллере . Вот похоже американские банки на ребрышке не имеют лака и предполагаю что это от конвейерной ленты у нас как всегда у них очищают или лаку меньше льют , впрочем 6061 пробил в одной банке отверстие и да конец шва может "взорвать" давлением и там остается полость малая но она есть.
1 балл
-
Продвижение своего канала на ютубе - тоже работа, и имеет своей конечной целью заработать. Иногда это выглядит пристойно, а иногда не очень. Но это нормально.1 балл
-
@Kondor416,на алюм. током 60-70А по трещине ведешь,край трещины показывает.1 балл
-
Я , если плохо видно, то грею резаком. Всегда трещина вскрывается до самого конца. Буквально вчера выполнял подобную работу. Фотографии правда не важные... Кстати, как показала практика, почти всегда трескает возле соска. Как правило от перегрузов и плохих дорог. Для качественного ремонта следует заварить трещину вместе с отверстием на сосок, а новое отверстие следует просверлить с противоположной стороны диска (по диаметру). При сварке лишь трещины без заварки отверстия, возможны повторный трещины в месте ремонта.
1 балл
-
Ненадо -- так и будет ездить -- временно...1 балл
-
Используя штатную линию установили в кабине обычный прибор и поставили обычный датчик. А пока машина ездит-надо подумать.1 балл
-
Злобный шиномонтажник) Шибер- шедевр! Обзор функционала EWM Феникс355) Интересно, чем он брызгал корпус в финале? Рукастый парень, много фишек интересных. Да и паровоз зачётный получился)))1 балл
-
1 балл
-
Я вам ответил. Обычно 36В ни где в схемах не применяется. Т.е. для организации 36В нужно дополнительно либо трансформатор либо импульсник. В инверторах (сварочниках): 24В, 12, 9 ... бывают и всякие 18 и т.п. А так же 42-48В, но 36В нет. Для 36В нужно придумывать отдельно. В трансформаторных источниках, т.к. там уже лишний КГ роли не играет, то воткнуть обмотку на 36В сильно не удорожает. Поэтому встроенную розетку на трансформаторных источниках можно частенько встретить. Даже если это будет отдельный трансформатор. В инверторных источниках, это дополнительные затраты. На плате вы 36В ни где не возьмете. Да и импульсники просчитываются, поэтому дополнительная нагрузка будет не на пользу. Вот вам и ответ. Не чего придумывать или додумывать. Тут все явно и однозначно. Поэтому, более вам нет смысла отвечать. У блондинки в Москве спрашивают. В: Какая вероятность на дороге встретить слона? Б: 50\50 В: Почему? Б: Ну так можно встретить, а можно не встретить. Ясно же?! Если так рассуждать... то рано или поздно найдется добрая душка, которая покажет куда подключить вам нагреватель.1 балл
-
@tehsvar, всё как обычно, участники форума тут из всего изобилия параллельных вселенных. Ну хоть сварка там тоже есть, уже хорошо.1 балл
-
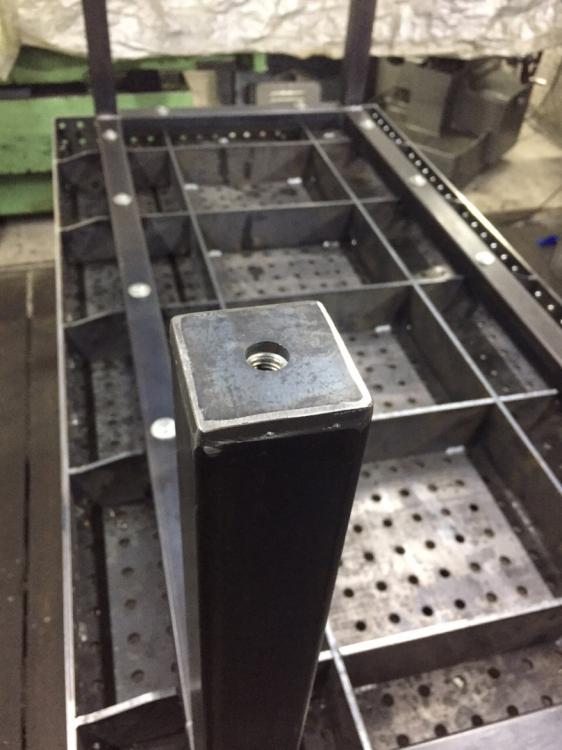
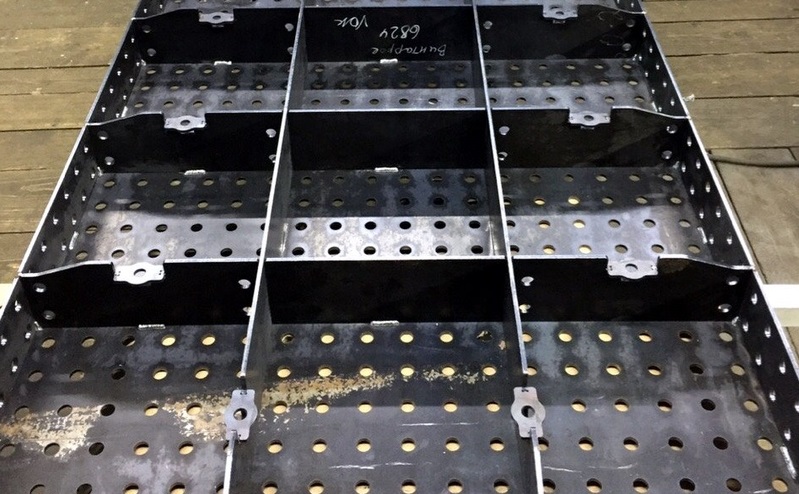
Сразу не заметил данную тему, а поделиться есть чем В частности хотел бы поделиться своим вариантом исполнения подстолья для сварочной панели или столешницы, тут кому как удобнее. Ребра делаю с ложементами под профильную трубу и закладную для крепления. Вид сбоку, под закладной так же имеется контур под гайку с фланцем. Далее нарезается профильная труба, в моем случае 60х60, слесарится и сваривается рамка. Еще один плюс в этом варианте в том что можно притянуть детали и потом уже сваривать периметр. Что бы при креплении профильная труба не деформировалась, в отверстие устанавливается отрезок трубки, короче где то на 0,5мм чем толщина/размер трубы. Далее ноги, высота и форма по вкусу ) На истину разумеется не претендую, всего лишь одно из возможных решений
1 балл
-
да - снимаю не профи - ни одного раза не видел-чтоб нормальный сварщик продемонстрировал работу и шов как надо1 балл
-
Что же это такое? А это люстра, за 130кР Это чудо целиком стальное, кроме фигнюшек, от которых финтифлюшки и по отваливались Припаяны были, но суперклей китайский лучше держит... Хреновины эти из какой-то дряни, определить которую экспресс методами не удалось. Да ну её в пень И на закуску, бумажка от этой параши.1 балл
-
специально для стран СНГ надо еще "Кум". "Пошли мы с кумом в гараж!"1 балл
-
Способ сварки (бабочка) все же куда качественнее и проще, чем просто вести. Не поворотные стыки именно на столе очень удобно варить. Обозвал бы его ленивый способ сварки. Помню лет 10 назад не касаясь соплом изделия варил и тоже было не плохо, но на это более уходит физических затрат, концентрации внимания и напряжения тела. Бывает так, что монтажник ошибается в расчетах, а использовать новую трубу более длинную просто нет возможности, приходиться делать вставку, катушку и тут приходит на помощь(бабочка), что бы скрыть лишний стык. Когда за катаешь правильно, да еще скотч " Брайт " возьмешь, то стыка словно и нет и не было. Для примера выкладываю недавние последние работы по этой теме. Сварку провожу указанным соплом, на выходе 12 диаметр, если нет сквозняков, но обычно использую 8 ку. Сетка для распыления газа очень продуктивна, варить просто и легко, защита лучше и варить проще.
1 балл





























































.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)