Лидеры



.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)
Популярный контент
Показан контент с высокой репутацией 01.04.2020 во всех областях
-
Надо коллективное письмо производителям сварочных масок написать.В качестве черновика- Уважаемый производитель (название фирмы производителя) в связи с вынужденным карантином по CoV19 (ограничение на передвижение и запрет работать) приходиться вести малоподвижный образ.Приём высококаллорийной пищи, просмотр теле и видео программ а так же сон, приводят к набору веса. Предлагаем- изменить габариты производимых вами масок в ширину на 50-60мм.9 баллов
-
Прикольный новый Панч-11. Регулируй педалькой и будут золотистые швы, можно и синенькие. Какая-то балка от грузовика. Разделку делал как можно глубже,вдобавок клиент попросил усиление сообразить.
 9 баллов
9 баллов -
Сел между делом чай с мёдом попить. Достал из улья прошлогоднюю рамку, сижу, выковыриваю медок. Солнышко светит, лепота значит кругом, птички поют.
8 баллов
-
Ответ будет таким. Отжимание (можно оперившись на колени), приседание, пресс, наклоны вперёд и вбок от 3-х подходов, 70% от максимально возможных повторений за подход, всё без "грузов" через день или каждый день. Да и ещё, к холодильнику по талонам. Талоны, во избежании провокаций, вырезать из одного календаря, деля вырезанное число на два приёма пищи. Контролёр только совесть, если нет, то не чо не поможет. Будьте здоровы.6 баллов
-
Грёбаный карантин, не дадут спокойно поработать....
6 баллов
-
Как и обещал http://websvarka.ru/talk/topic/8744-evospark-rosweld/page-104Лысина зажила,отметины на шлеме остались.
5 баллов
-
Поддержу обеими руками))) и в комплекте с маской шезлонг с зонтиком))5 баллов
-
Это не чугун,это стальная сошка рулевого(сварка с подогревом. 12,64).Так,на заметку возьмите,когда в следующий раз столкнетесь со сваркой рычагов.
5 баллов
-
Приветствую. Сегодня забрал с тк форсажа 200па. Сразу заехал купил горелку 25 сварог и крокажил на массу. Первое удивление было что аппарат в габаритах неочень то и большой на картинке и в видео он кажется шире. Второе что удивило клемы маленькие на 200А могли и побольше поставили, хотя больше нето что слабые а то что на других аппаратах у меня больше и держак для мма например не подойдёт а у меня их несколько разной длины придётся делать переходник. Не удивило а скорее непривычно то что вентилятор изначально молчит, привык я что он жужать должен. У меня за мою жизнь было 7 полуавтоматом велючая этот и на первых управление две ручки с цифрами и ты уже знаешь на вольтаже 6 значении подачи примерно 5.потом появились 2шт с одной крутилкой типа синергетических и незнаю как вы а я для себя оринтиром брал подачу то есть минимальная там была 2.0 это самое тонкое если тоньше тонкого то ещё корректировку выкручивал и сколько там у меня вольт я и незапоминал.И так я работал с 2014 года. А сейчас включил и как новобранец незнаю сколько напряжения ставить. Понятно покручу туда сюда все встанет на свои места. К тому же собираюсь вбить параметры в память чтобы облегчить жизнь. Вот так-то4 балла
-
И просьба к производителям сварочных аппаратов: включить в состав комплекта мягкие удобные стулья с подлокотниками.4 балла
-
Так вроде выбрал прилично, с обоих сторон.
4 балла
-
Основные перемещения крупных электрических агрегатов и узлов закончены. Можно начинать электромонтаж. Утомила уже немного эта возня. Первый контакт прикручен...
4 балла
-
@Calma,Мнение верное,категорически согласен с Вами коллега!К моему стыду(я электрик по образованию) пришлось пользоваться плебейской черной,ибо запасы синенький прелести иссякли.Прошу меня простить великодушно.Краги были кстати использованны,но сильно натирали лоб и не впитывали пот.Пришел к такой схеме-ветошь из приятных коже материалов и изолента.Полет нормальный,по мере износа меняю.4 балла
-
@Schlosser, Бытует мнение. что синяя изолента более универсальна при проведении ремонтно-восстановительных работ, но и она мало пригодна для крепления легковоспламеняющихся материалов на оголовье сварочных масок. Их с успехом можно заменить остатками старых кожаных краг. Тем более даже гигиеничней получится.4 балла
-
@G_Kar,Хреновина для трубок,вариант упоротый,суровый.
4 балла
-
....Могу рассказать как такое случается. Нанимают бригаду алкоты, ну или работящих мужиков с хуторов, которые понимают точность до позиционирования трактора на дороге. Ну просто залить фундамент -- нафига там дорогие квалифицированные кадры? Да нет мэн, и спецы так тоже балуются3 балла
-
К сожалению такое есть. Ослаб я. Понял когда бутылка 20литров стала тяжела . В воскресенье первый раз выехал на велике. Почувствовал себя человеком.3 балла
-
@vlach, это, как складывать будете. Если внахлёст и своим телом, тогда по 12 . Если разделку заполнять, тогда полоски по 11,5 нужны. Если гнуть, тогда как погнётся и как складывать? Вы на бумажке в масштабе нарисуйте, тогда всё будет очевидно.3 балла
-
А я нет. И я там пол жизни провёл. Я счищал шлак и брызги, я чистил швы после этого щёткой, и все видели кто это варил. И отношение было соответствующее. Разные города, разный технадзор. Бывали дядьки настолько суровые, что сразу после сварки швы зачищались и закрашивались. При этом зачистка только ручным инструментом. А бывало и наоборот -- фермы варили не одинаковые, а индивидуально, ибо колонны расставлены с точностью до 10 - 15 сантиметров. Могу рассказать как такое случается. Нанимают бригаду алкоты, ну или работящих мужиков с хуторов, которые понимают точность до позиционирования трактора на дороге. Ну просто залить фундамент -- нафига там дорогие квалифицированные кадры? И тут вдруг оказывается, что в фундаменте закладные... под колонны... Ну и не беда -- нарезали из листа квадратов 30 на 30, приварили к ним усы из арматуры, и в свеженький бетон повтыкали... через каждые четыре метра... как прораб сказал, так и сделали... (да, он тоже ммаладец). По лицевой стороне закладные втыкали правильно -- 4 метра по осям, то есть по центрам закладных. Ну а на задней стенке другое звено этой бригады дословно поняли задачу, и втыкали закладные Через Четыре Метра. То есть между краями закладных четыре метра. И там... ещё задняя стенка получилась высокая, по опалубке до 80 сантиметров, и в процессе заливки она немного наружу... наклонилась. Ну там немного... сантиметров 15-20... да там и невидно этого пуза, потому что низ опалубки распёрло, и внешняя стена фундамента вроде как ровная почти. Кстати мужики, которые там работали, абсолютно нормальные мужики. Не бухают, от работы не отлынивают, сделали всё довольно быстро, и... И им доверили установить колонны, а вот дальше всё -- приедут спецы, будут фермы изготавливать и устанавливать. Ну а колонны -- чо там сложного -- столб из швеллера сварил и ставь его. По центру закладной. Под уровень. Вот такое зданьице получилось:
3 балла
-
Вот именно. @Silanti, если уж Вы решили проверить градуировку ротаметра, для этого лучше использовать обычный трёхлитровый баллон, заполненный водой. Если хотите поточнее, можно объём баллона измерить точно с помощью лабораторной мензурки. Тогда можно гарантировать точность измерений не ниже 10%, что вполне достаточно.3 балла
-
Может. Качество насечки никакое. Технологии ушли далеко вперёд в направлении удешевления.3 балла
-
В 90х когда у нас в стране пошла мода на иномарки знакомый купил форда американского сильно бэушного. Приехал ко мне в мастерскую разобраться почему троит и слегка колбасит движок. После замера компрессии выяснилось, что на шестом цилиндре её нет совсем. Через свечное отерстие нащупать поршень не смог. Стали разбирать двигун. Первый шок получили когда сняли клапанную крышку. На последнем цилиндре на распредвалу болгаркой отрезаны кулачки, ну, типа, чтобы клапаны не открывались. Когда сняли башку получили вторую порцию шоковой терапии,- там поршня нет совсем, а на коленвалу, на шатунной шейке, чтобы типа давление масла не уходило болтается нижняя головка шатуна отрезанная наверное той же болгаркой от самого шатуна. Картина маслом. П.С. Движок собрали. Товарищ решил машину продать.3 балла
-
@Вад11, Вадим, а причем тут савок?? Что, фрониус непрерывно одолевает письмами и звонками, с предложением бесплатно обновиться?3 балла
-
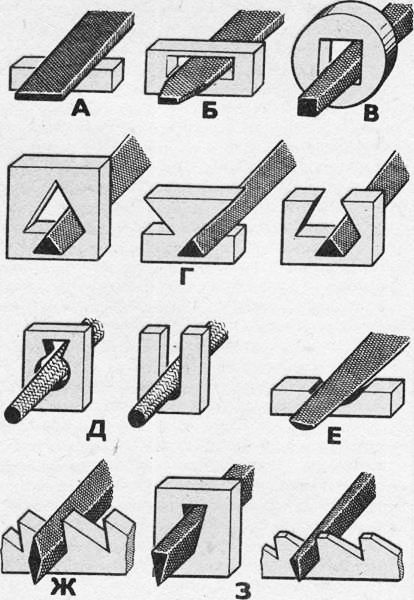
Скорее всего вы сначала выбрали неподходящий для ваших задач инструмент. ГОСТ 1465-80 читали? Напильники в зависимости от длины и кол-ва насечек на сантиметр делятся на 6 классов, 0 и 1 классы - так называемые драчевые напильники. Предназначены для быстрого грубого опиливания. В зависимости от характера работ напильники выбираются и по форме, для пропила длинных узких пазов эффективенее использовать ножовочные напильники, на картинке "З"
3 балла
-
Личной,драчевый или бархатный?3 балла
-
@Точмаш 23, Вот только хотел сказать что ПАНЧ не нужон и паковка стальная но опередили . И теперь вопрос будет ли держать панч или переваривать. Точмаш даже показал что болтик в середине или штифт нужон и вот книжица правду почему то не полная от бумажной версии (в бумажной вообще усе по полочкам от заднего моста до рулевого как усилить и сварить, у меня была но дал почитать и увели ) и там в конце есть про рулевые сошки схожие с выше выложенной деталью. https://docplayer.ru/27879416-E-g-singurindi-podgotovka-avtomobilya-k-sorevnovaniyam-m-dosaaf-s-s-il.html3 балла
-
Надо было мне соединить два отверстия рядом стоящие в овал. Взял нулячий напильник и, пыхтя и обливаясь пОтом сделал это. Взял вторую деталь, сделал то же самое. На две детали у меня ушло минут сорок. Посчитав, что мне просто не хватает умения, я закрыл мастерскую и свалил домой. Наутро я не смог найти напильник и спросил его у тестя. Тот мне дал тоже новый. Я потел с ним минут десять и у него отломилась (!) ручка. Принёс его назад с повинной. Тесть сказал, что всё новое - барахло. И вручил мне здоровенный из семидесятых годов напильник. Весь ржавый. Я приготовился мудохаться ещё час, а то и больше, но каково же было моё изумление, когда я сделал ещё две детали за десять минут. Я просто в изумлении. Я не вру. Я старым, ржавым напильником сделал работу не просто в четыре раза быстрее, чем новым, а ещё и сделал эту работу чище, ровнее, что ли. Вот крест, что не вру. Это правда. Не может же быть, чтобы настолько качество инструмента упало. Это же всё-таки инструмент, он же делается из определённого металла, по определённой технологии. А может быть это я уже так наловчился. Но, честно сказать, слабо в это верится. В общем, я в недоумении.2 балла
-
Спасибо! Скачал Николаева "сварка в машиностроении". Буду прорабатывать .2 балла
-
@welderman, Сергей, с выходных заряжу 0.8 Кедр и попробую.Но косяк в ПО точно есть, т.к. я работал вахтами по две недели на комбинате всю осень и зиму, проволока 1.2 ЕСАБ ок12.50, но такого фонтана искр и брызг на EWM я не видел!Правда там в смеси варили 80\20.Катушку 18 кг за смену(12 час) только так и спецовка без дыр, а тут у меня новый ЗЕВС прогорает как будто по мне стреляли дробью!)))2 балла
-
Хром является карбидообразователем,т.е.способствует отбелу.С подогревом варите сколько угодно.2 балла
-
@gonta, ПО 10000%. Тут у хлопцев из Эво явно очепятка где-то на цифровом уровне. Так было и с тиг однажды. Любая модернизация ПО требует более тщательного тестирования. Порой, при изменении конструктива одной ветви, все древо терпит перестройки. Косяк может вылезти в самом неожиданном месте, что по сути и происходит. Лаборатория сварки малоэффективна на производстве источников.... Логично бы было, раздать по разного вида отрасли спецам машины и ездить на них по всем прописанным процессам Имея такую информативную базу, любая модернизация ПО в очень короткие сроки проверяется и ведётся работа над ошибками. Вадим, ты прав на 1000% и молодец, что жалишь фактами в лицо. Меня это очень злит, но по сути я солидарен с тобой. Так как за все время использования своего аппарата и его обновлений, лучше и круче становится, но где то рядом, фундаментальные параметры ухудшаются. Что бы достойно конкурировать с брендами, надо многим жертвовать, особенно финансово. Не жалеть средств на обкатывание каждой прописанной точке процесса под каждый материал и т.д. Это дорого, но а как иначе? Источники надёжны и готовы реагировать на самые быстрые цифровые процессы, осталось написать ГРАМОТНО эти процессы.2 балла
-
Добавлю. И делать облегчённые горелки с очень гибким шлангпакетом .2 балла
-
в любой непонятной ситуации - приваривай подшипник))))2 балла
-
И главное - не забывать хотя бы пыль с него вытирать . Я забываю2 балла
-
Может я чего не понимаю, а как вы в шарике измерили объём газа? А закачивая в мусорный пакет, например, будет ли закаченный объём больше соответствовать показаниям ротаметра?2 балла
-
@Глобул,Для зачистки брызг припаиваем к стальной полосе с одной стороны пластину ВК8, с другой- шарик от подшипника.Получаем отличный шабер.Напильники это до одного места.Так же и с чертилками.2 балла
-
Сегодня обратились- надо переварить чугунный рычаг крепления подушки. Машина после аварии, типа восстановили, снаружи все красиво, даже зазоры, а двигатель на место нормально не становится, консилиум на сто решил, что только укорачивание рычага спасет ситуацию, я не рихтовщик, но что-то мне подсказывает, что геометрия там только визуальная. Порезка, разделка, сварка http://i.piccy.info/i9/c34ff6f5443e5901d47652f226164c38/1585671944/39645/1367127/IMG_20200331_133750_1_500.jpghttp://i.piccy.info/a3/2020-03-31-16-29/i9-13733571/353x472-r/i.gif http://i.piccy.info/i9/81b651a026afc1a6faae2647cd06a98b/1585672167/37369/1367127/IMG_20200331_140324_500.jpghttp://i.piccy.info/a3/2020-03-31-16-29/i9-13733576/353x472-r/i.gif Еще попросили балончиком черным задуть . А потом на продажу "не бит, не крашен"2 балла
-
Покой нам только снится. Продолжение наведения хаоса и порядка в отдельно взятом станке.
2 балла
-
@dimap101, Доброго дня,почитайте рд 393-94 Руководящие технологические материалы по сварке и контролю качества соединений арматуры и закладных изделий железобетонных конструкций https://files.stroyinf.ru/Index2/1/4293849/4293849656.htm2 балла
-
@dimap101, День добрый посмотрите еще такой же,но рд 393-69 там побольше информации по настройкам режимов.1 балл
-
@Schlosser, ну есть "капитан очевидность", а есть вапще -- адмирал Ясен Пень. Я говорил не о заводских технологиях. Я говорил о нахождении на стройке, и причём длительном. А на заводе -- понятное дело -- если есть пластина твердосплава, то из неё можно шо угодно. Но опять же -- вот у меня нет этих пластин под рукой -- завод слишком новый. Можно сказать нульсовый совсем. Это раз. И я не хочу погружаться в дедовские технологии -- это двас. Всё идёт к тому, что достаточно крупную пластину твердосплава вы не найдёте, времени на припаивание вы тоже не найдёте, материала и инструмента для этого скорее всего тоже не будет. Например у нас пропановый резак появился через неоднократное долбление макушки шефа -- он яростно отметал наличие потребности в этом девайсе.1 балл
-
Шлак и брызги со шва я счищаю напильником -- передним торцем. Я затачиваю его примерно как стамеску, только угол заточки близок к прямому -- градусов 80 и больше, то есть на глаз видно что угол не прямой. И вот далеко не всякий напильник способен к такой работе. Из новых ничего не получилось, старые получше, но тоже не стабильно. Так же с чертилками -- покупаем три разных бура (разные по этикеткам производителей) для перфоратора, затачиваем, пробуем чертить -- выкидываем два. А бывает и все три. Зубила -- это просто горе. Их совсем нет. Так же пытаюсь купить разных, но и это не очень помогает. Перед выкидыванием пробую подкаливать (хуже не сделаешь уже), иногда это спасает. Сейчас лежит для эксперимента "сверло по кафелю". Пока что не могу найти для него рукоять, ибо за него самого не схватишься. Чертилки покупные готовые -- такая же лотерея. Последние купленные имеют твердосплав в виде кончика швейной иглы -- ни переточить, ни надавить -- а чертят заразы слишком тонко.1 балл
-
А почему бы производителю не повернуться к покупателю и предложить обновленное ПО? Вот и я о том же, совок так просто из нас не вытравить.1 балл
-
...один товарищ приобрел б\у ( типа джипа ) у ушлых Литовских мастеров чуть покататься, подшаманить и дальше вдуть с наваром, пару дней покатался , ну чего следовало ожидать от дешевого, разобрал движок , а там в место поршня березовая колобаха .П.С. этот гусь сам подобное творил , похоже карма дала ответку.( это к Вам @VVB,не относится .,но я бы не рискнул..1 балл
-
Для чего нужен подогрев головки ГБЦ . Как видно из таблицы,растворимость водорода падает скачкообразно в зависимости от температуры алюминия.Подогрев головки нужен для того,чтобы увеличить время существования сварочной ванны в жидком состоянии для ее дегазации,а также для снижения скорости нарастания сварочных напряжений. Для чего надо снижать скорость нарастания сварочных напряжений? К примеру,возьмите кусок ткани и попробуйте разорвать ее плавным нарастанием усилия или рывком. Результат будет предсказуем.1 балл
-
Капролоновые втулки ООО "Центр Технической Помощи", г. Южно-Сахалинск. Подписывайтесь на наш Инстаграм
1 балл
-
Я когда то тоже хотел купить цунекримпель...1 балл
-
Я тоже. Варим от 6 до 20 мм толщины. Токи около 200 ампер. В основном эсаб, полированная, 1 мм. Если попадается 1.2, то шов уже получается грубоват, и набрызг чуть больше. Есть омеднёнка из первых закупок. Пытаемся её доедать на всяких ремонтных работах, там где не до красоты. К изделиям на продажу у нас омеднёнка ваабще не допускается. А вот порошковая допускается, ибо даёт ещё более красивые швы, но это уже дороговато. В стандартах такой проволоки производителей много, и цена на одну и туже (по стандарту) проволоку может быть очень разная. Обратите внимание на DW-100 от Kobelko. Это производитель знаменитых на весь мир электродов LB52-U.1 балл
-
С самого первого запуска станка после монтажа не работала пониженная передача на шпинделе, включаться физически включалась а команда на пуск шпинделя не проходила. Полез разбираться, оказалось сдох датчик на пневмоцилиндре переключения передач. Вот такое небольшое чудовище - Запросил новый, расценили в три тысячи + доставка полторы, в итоге почти пятак выходит. Резко озлобившееся зеленое земноводное прошептало - а вот нифига, сами починим. Так как из датчика выходит 4ре провода, приходится делать реверсинжиниринг... Оказывается там обычный геркон на 2х проводах и резистор на третьем проводе для подтяжки выхода, четвертый заземление. Берем с полки СМК от сигналки, выдергиваем геркон, припаиваем кабель и заливаем это дело эпоксидкой... Самое сложное было это - Эпоксидка. Она есть но только в бочках.... Ни одного мелкого флакончика... Пришлось идти на холодный склад и выковыривать из бочки кусок эпоксидки температурой минус 25... Ну и ковырнул кусок отвердителя из другой бочки. Пришел, отогрел, замесил 1часть отвердителя к 2м частям смолы, чтобы быстрее застывала. Залил и через 10 минут она уже застыла. Установил, расключил новые кабелечки протянутые до праздников, и ура Победа... Все передачи работают. https://youtu.be/Pd9qaHZgPu0
1 балл
-
Изготовление силового кронштейна. Материал Ст45. Фрезеровка + Эрозия. Автор - Вадим Лящевский (6Р80Ш,DK7745LWS) ООО "Центр Технической Помощи", г.Южно-Сахалинск.
1 балл