Лидеры




Популярный контент
Показан контент с высокой репутацией 31.03.2020 во всех областях
-
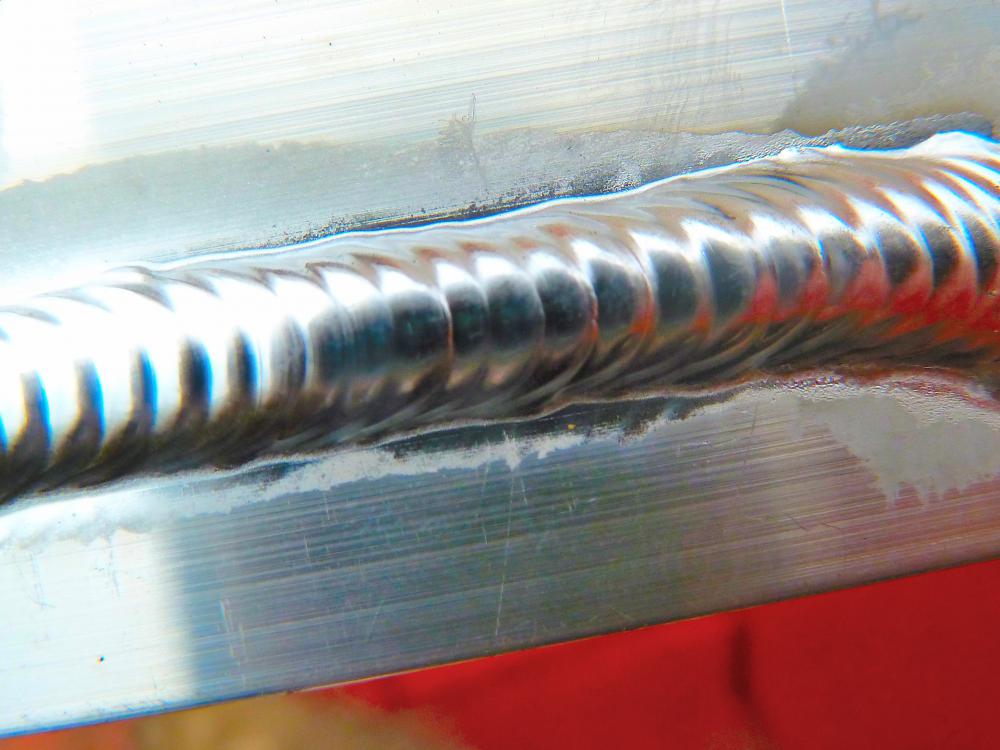
@Точмаш 23, Виктор , вот 650-670г при которой возможна сварка растворимость самая малая и по сему перегревать тоже вредно . Подогрев да согласен и нужон , но не для 1 или 2см шва что и вызвало дискуссию (впрочем 70г она ГБЦ имела при сварке) по поводу блестит али нет холодный шов али горячий . Усе зависит от присадка и самой детали из какого Ал сплава она , вот и все и в полужидком или как у тебя в твердо- жидком состоянии сварки не получиться . Вот чистый Ал присадочный пруток и даже провод советский дает блестящий шов его хоть не догрей хоть перегрей и шов будет блестеть. вот не хватка тока и значит не догрев но шов блестит а вот 5356 и кто скажет что здесь не догрев но шов полуматовый а вот вообще матовый но не какого не догрева и в помине нет А вот тонкостенное и не догреть нельзя ну и здесь шов не блестящий и 5356 склонна к симу Ну и 4043 блестящее дает Ну и по поводу водорода и надо сразу его как можно лучше устранять то есть прогревая перед сваркой ну и естно зачистка . и если он попал то не какая дегазація в виде медленно остывающего шва его от туды не выгонит и даже супер колебание сварочной ванны например импульсом поможет но не много и по сему если видите поры, останавливаемся и вырезаем не щадно до бела .
 12 баллов
12 баллов -
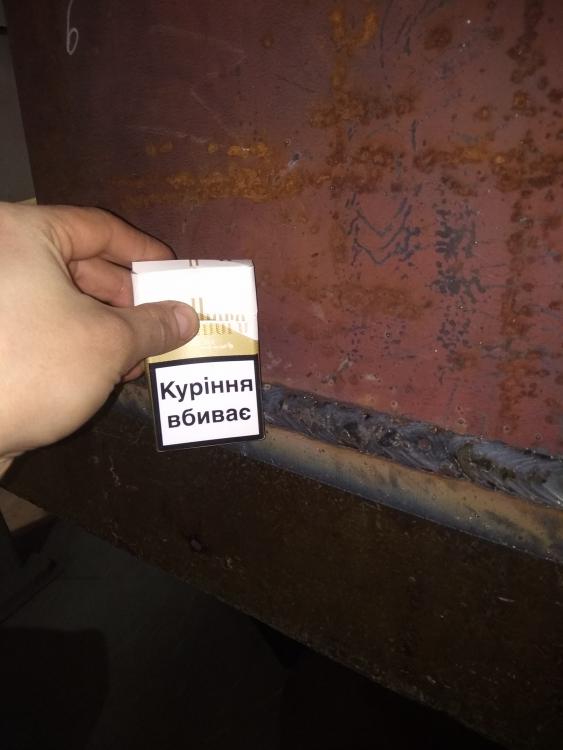
Две лыжи, закончил, готовы. 3 баллона аргона. 3 кг ер 53569 баллов
-
Немного спорта в тему! Изготовил скамью для жима с отрицательным и положительным углом. Вдогонку стойки для штанги со страхователями. Стойки можно отрегулировать по ширине, равно как и держатели для штанги со страхователями по высоте!
9 баллов
-
Сегодня обратились- надо переварить чугунный рычаг крепления подушки. Машина после аварии, типа восстановили, снаружи все красиво, даже зазоры, а двигатель на место нормально не становится, консилиум на сто решил, что только укорачивание рычага спасет ситуацию, я не рихтовщик, но что-то мне подсказывает, что геометрия там только визуальная. Порезка, разделка, сварка http://i.piccy.info/i9/c34ff6f5443e5901d47652f226164c38/1585671944/39645/1367127/IMG_20200331_133750_1_500.jpghttp://i.piccy.info/a3/2020-03-31-16-29/i9-13733571/353x472-r/i.gif http://i.piccy.info/i9/81b651a026afc1a6faae2647cd06a98b/1585672167/37369/1367127/IMG_20200331_140324_500.jpghttp://i.piccy.info/a3/2020-03-31-16-29/i9-13733576/353x472-r/i.gif Еще попросили балончиком черным задуть . А потом на продажу "не бит, не крашен"7 баллов
-
Для чего нужен подогрев головки ГБЦ . Как видно из таблицы,растворимость водорода падает скачкообразно в зависимости от температуры алюминия.Подогрев головки нужен для того,чтобы увеличить время существования сварочной ванны в жидком состоянии для ее дегазации,а также для снижения скорости нарастания сварочных напряжений. Для чего надо снижать скорость нарастания сварочных напряжений? К примеру,возьмите кусок ткани и попробуйте разорвать ее плавным нарастанием усилия или рывком. Результат будет предсказуем.7 баллов
-
Намедни иду по улице.Маленькая девочка на самокате обогнала меня,а потом увидела голубя.Бросила самокат и стала гоняться за ним.Голубь убегает,подпрыгивая,но не улетает.Вдруг,слышу голос мамы-Маша,не гоняй больного голубя...но,кто -то из прохожих заметил - Он не больной,он ленивый. Это к вопросу "догоняния" При температуре металла,скажем,порядка 600С он начинает плавиться,т.е. -это начало образования сварочной ванны,но чтобы металл расплавился полностью,надо температуру довести до 660С (пусть значения температур будут условными) В этом промежутке температур от начала плавления -солидуса,до полного расплавления -ликвидуса,металл находится в твердо -жидком состоянии. Вопрос в том,в какой период плавления ты начнешь подавать присадку в сварочную ванну,либо это будет период неполного расплавления металла,либо полного,но не перегретого.От этого будет зависеть состояния металла сварочного шва,то же блеск.7 баллов
-
6 баллов
-
Это не чугун,это стальная сошка рулевого(сварка с подогревом. 12,64).Так,на заметку возьмите,когда в следующий раз столкнетесь со сваркой рычагов.
5 баллов
-
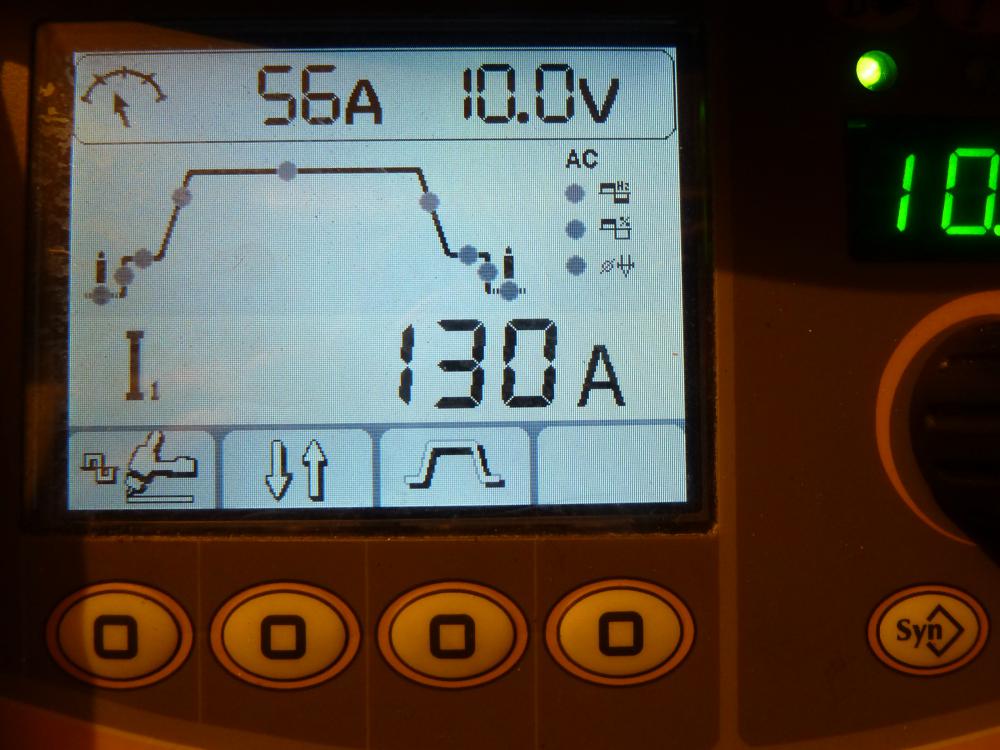
Сегодня немного потестил аппарат. Пока на постоянке. Обычный незачищенный уголок, вольфрам 2,4 с комплектации, газ 8 литров. Первый поджиг на 5-ти амперах, удлинение дуги, второй поджиг на 150-ти амперах, так же отлично держит дугу, после отпуска кнопки и снова нажатия, не проходит полный цикл, а снова накидывает до рабочих ампер.5 баллов
-
Хе хе, у меня они тоже дугой были, по ходу сварки прогрелись и выправились.А наплавлял, восстанавливал примерно вот такое Видео здесь https://vk.com/wall-192451456_2785 баллов
-
Удалось маленько поварить)) Сперва сделал кондуктор из кронштейна для радиатора отопления Потом стал приваривать саморезы к пластинам Вышло ровненько Потом к десяти из семнадцати добавил высоты, т.к. полы нервные, с начинкой (это опоры под маяки для стяжки)
5 баллов
-
@vlad018, это грубая ступенчатая регулировка напряжения дуги., если вы о этом
4 балла
-
4 балла
-
Сегодня немного поварил, скажу честно после сундука немного непривычно. Ощущения как от смены авто. Если в ММА все более-менее предсказуемо и процесс идет почти, на сундуке, то в ТИГ режиме непривычно, даже WT20 ф2,4 мм по не чищеному куску борта, а это немного пыли, краска, грунт - легким щелчком осцилятора пробил это все и зажег относительно стабильную дугу и позволил при балансе 20 положить валик. Потом все было зачищено и там вообще вопросов не возникало, я даже решил что у меня стоит WL20, но позже перешел на постоянный ток и когда перетачивал электрод, увидел что WT. Сейчас подготовил трубку от старой газовой плиты ф8-9 мм и поставлю WP электрод и проверю на поджиг его. Фото закину завтра, пока скорости инета хватает только на буквы. На постоянке попробывал 0,5 мм СТ3 ничего так на 15А даже нет ванны )))) Сундук прожег бы дыру. Им я уверенно варил от 0,8 мм. Добавлю фото, описывать их не буду все есть в тексте, думаю разберетесь
4 балла
-
@Calma, а мне нет. Очистка далеко по сторонам от шва именно об этом и говорит. А матовый горбатый шов подчеркивает. Не хочу никого задевать, не утверждаю, что все что говорю истина. Каждый волен понимать и делать по своему видению. Мне эта работа доставила много хлопот, и косяков в ней тоже много, но в одном я уверен, тепла на 100% хватило. https://youtu.be/4UcaFfJbd2U https://youtu.be/sFzUe_DV1jg4 балла
-
@selco, у меня иногда получаются матовые швы на литейных железках, опыт и чутьё подсказывают, что такой цвет хуже, чем когда шов имеет блеск и такую работу считаю выполненной хреново. То бишь по процессу сварки это видно, а после сварки и внешний вид и оттенок шва подчеркивает не очень хороший результат. Внутри холодного шва всегда присутствуют поры, если их нет, то тем не менее, металл шва не претерпел нужное температурное воздействие, кристаллическая решетка неправильной структуры. Многие, не в силу выполнить работу при правильном тепловложении, аппарат не позволяет и т.д. прибегают к хитростям функций источника, мол смазанная синусная дуга и низкая частота, уберегут от возникновения пор и т.д. Но если взять меня, доверяю только должному теплу в ванну. И металл ровненько ложится и блестит всё, а главное не трещат швы, что я постоянно вижу на цистернах.4 балла
-
Это не силовой набор, можно не заморачиваться, ничего там не отвалится, чем бы не сваривал. АД31 нормально подружиться с АМГ, причем сваривать можешь ЛЮБОЙ присадкой.4 балла
-
4 балла
-
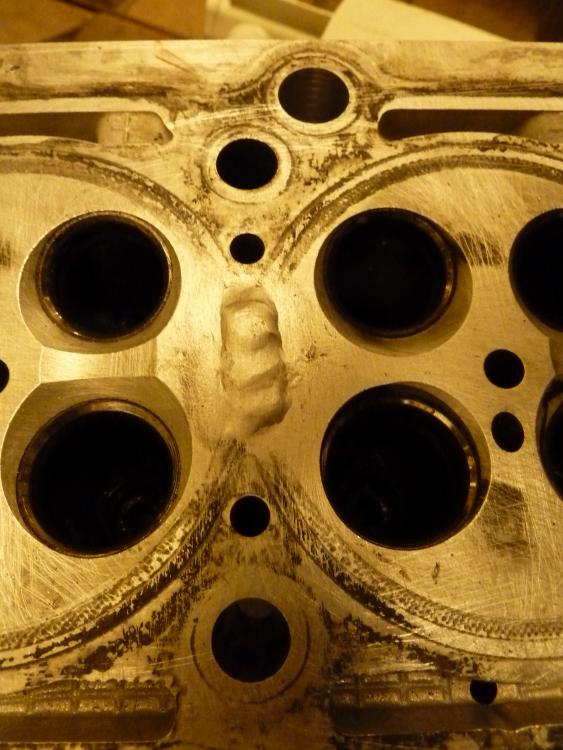
Вчера позвонили и попросили заварить сегодня лопнувший кронштейн крепления радиатора ДАФа. Пока заваривал, привезли еще головку, немного поправить
4 балла
-
@G_Kar,Хреновина для трубок,вариант упоротый,суровый.
3 балла
-
...один товарищ приобрел б\у ( типа джипа ) у ушлых Литовских мастеров чуть покататься, подшаманить и дальше вдуть с наваром, пару дней покатался , ну чего следовало ожидать от дешевого, разобрал движок , а там в место поршня березовая колобаха .П.С. этот гусь сам подобное творил , похоже карма дала ответку.( это к Вам @VVB,не относится .,но я бы не рискнул..3 балла
-
это понятно и соглашусь , но подогрев мало что даст и если Ал сплав "Г" то это как мертвому припарка и поры будут переть как на горячем так и на холодном металле так как это и обзовем "грязью" и она горит выделяя газы и наверное кучу газов коктейль . И вот она "грязь" и тут не было тосола и усе прижималось прокладкой но кариес попер да еще глыбоко и видно не вооруженным глазом разнородность сплава и позор литейщикам нынешним . Вот как то был еще при СССР в Красногорске где знаменитые фото "Зенит" делали но это побочный продукт , главный ВПК и всяки прицелы и прочее и Ал литье , так вот наблюдал они в чан каждые пять минут то таблетку , то порошок какой и температуру перед заливкой измеряют и "шкварки" под чистую выловили ну и литье как огурчики чистое и беленькое не хуже японского .
3 балла
-
Покой нам только снится. Продолжение наведения хаоса и порядка в отдельно взятом станке.
3 балла
-
Добрый вечер...Не согласен. Инструмент это только орудие в руках , а управляет им человек. Не далекому и простой трансформаторник создает кучу проблем, а другому и брэнды как 2*2 ... Почему Селко стал разбираться с подачей проволоки, а почему, Вы ,разбирались с напряжением сварки и мастырили диоды? Вы подгоняли инструмент под свои потребности и заявленные возможности , в соответствии со своими знаниями и заявленными данными аппарата...И чем сложнее аппарат ,тем больше знаний он требует, это аксиома...Мне после Тп-шки ну ,не хочется варить простыми. Ну ,качество выше у Тп-шки,учиться только заставляет и думать и анализировать.Но, это нормально.... И с плавающей сетью он у меня справляется (в отличии от циклонов- простого трансформаторника и инвертора и трехфазного АСМ) и универсальность куда его девать,варить то можно практически очень многое...А у меня и нержавейка и аллюминий и ржавейка...Для меня ,да за такие деньги -это очень хороший аппарат.3 балла
-
эТО "иллюзия" и усе со швом в порядке можете не переживать . Не одной не вернулось все работают , ГБЦ из далека не возят они всее местные в основном и если ЧО то...ооо .
3 балла
-
3 балла
-
Ну лысина уже зажила,могу фото оголовья маски предоставить завтра в 7.30.по Киеву,но не думаю что это поможет в настройке этого вашего Эвоспарка...2 балла
-
@NikOtiN,Лысины?2 балла
-
Мда... Можно посочуствовать. Но в наплавке очень хорошо набивать руку. Как то пришлось наплавлять коники лесоваза алюминиевые. Около 3кг 5356 ушло и 4 дня на 6шт. Интерес, терпение, ненависть, смирение и автоматизм)Сколько за работу взяли? Можно в лс.2 балла
-
Завтра зачищу досветла две пластины и прогоню тавр разными катетами.Добре?2 балла
-
Ты говоришь о мерах по предотвращению попадания водорода в шов извне,т.е. об удалении оксидной пленки,адсорбирующую влагу, о подогреве детали пред сваркой ,чтобы удалить влагу,травление присадочного материала,увеличение его диаметра -это стандартные меры.Я о другом. Головки -это вторичный алюминий со всеми вытекающими отсюда последствиями.И,если при литье в автоклаве предельное содержание водорода не будет давать пористость отливки,то это не значит,что она не проявиться при сварке.2 балла
-
Это направляющие на шторе? Если это они, то ~ 13,4м. И почему то выглядят почти ровными. Когда я разбирал шторы, то все были хорошей дугой. И что там наплавляли?2 балла
-
Виктор , гарантия будет ,,, если усе подготовлено и пусть даже не подогрето но высушено вот я летом после травления солнышком пользуюсь , зимой дизель пушкой и просто выбиваю влагу с АЛ ну и потом могу варить уже остывшее , и влага первый поставщик водорода . Вот у нас на заводе была норма , то есть после травления и сушки в гальван цеху деталь должна была свариться в течении 4х часов и если это дело просрочили то по новой в гальван цех и присадка так же обрабатывалась но у сварных вакуумированный шкаф был и там хранилась вроде до 5 дней и потом также на повторную обработку и сварные брали присадку примерно до обеда сколь надо и после обеда пополняли запас . Все конечно это для ответственных швов и деталей , но других почти и не было . Вот где то у ЕСАБ или на Форуме кто писал что после травления до 4 суток хранение и сварка , вот теперь сравните на сколь жесткие правила в СССР-ВПК супротив Есаб. Вот по сему у них и поры (выше выложенные коробочки с Вольво) , правду сварены ПА но сие не имеет значения , валяется американский масляный бак с авто , правду уже полбака и он как донор, так вот тоже ПА и сколь я с него выпилил на донорство и швов попилил в том числе и на пробках и датчиках ,,,, так вот нет пор не одной не нашел и это говорит что американцы подготовили усе как надо ,,,, шведы разгильдяи . ЗЫ ну и глаза у сварщика есть и если поры поперли и даже одиночные и сие видно даже в жидкой сварочной ванне и видно как приподнимает жидкий - блестящий металл и пора формируется , но многие сего не замечают и тупо пихают присадок хороня поры внутри шва ну и с наружи усе отлично и чего еще надо но пройдет время и они дадут знать что жили внутри шва, примерно так шведские коробочки и я одну ночью даже варил дальнобой приехал на такси с горьковского шоссе и говорит ехать не могу соляра течет , напрямую нельзя так как ляктроника перегреется и она солярой охлаждается . К утру сделали и сам его отвез к его машине .2 балла
-
Я смотреть уже на них не могу, а еще 9 машин.....2 балла
-
Я такие составные подправлял, но они по 3-4 метра, а тут на фото кажутся бесконечными.2 балла
-
Параллелим плоскости:
2 балла
-
Не понимаю, зачем вы так мучаетесь с выбором (синтепон, поролон и т .д.). Неужели все пилят искрами в сварочник и именно в вентилятор? Продувка воздухом дело 10 минут с откручиванием боковых стенок. При ваших манипуляциях с фильтрами теплообмен идет в минус, оденьте себе медицинскую маску или респиратор и походите 20 минут в ней,а потом снимите, разницу почувствуете так и у аппарата. Погоревшие силовухи от мет.пыли это, я считаю, разгильдяйство хозяина аппарата. Даже если нет доступа к воздушному компрессору, шиномонтажки на каждом шагу, отдали денег как за подкачку колес и продули сварочник.2 балла
-
На диаграмме состояния алюминиевого сплав (в данном случае ) Al-Cu есть линия солидуса,т.е. начала плавления и линия ликвидуса -конца плавления,выше которой металл находится в жидком состоянии.В промежутке между солидусом и ликвидусом сплав находится в твердо -жидком состоянии.2 балла
-
Выпал, кожаных на улице поубавилось. До людей кажется начало доходить, что они не бессмертные. Сидите дома )2 балла
-
@Миротворец, Саш, лови фоточку)
2 балла
-
Виктор , не убидил и это просто твое мнение. А вот тут вообще про кристаллическую решетку и ее только в лаборатории распознают но не как по виду шва . Вот посмотри матовый , но где ты видишь что не правильное тепловложение и если бы оно было то горбатый шов и т.д. А вот и поры но не мои а заводские шведы и поры не от тепловложения и если они появились то не какое тепловложение не поможет, а от влаги и хреновой подготовки в коей меня не уличить .
2 балла
-
@selco, ну я здесь вижу очень холодный металл шва, пргсто ледяной, а на гбц - при таком мизирном тепловложении, это место просто пемза! Если там нет пор, я просто восхищён Селко! Видимо участвовало всё: минимальная частота, синус и т.д по фэн-шуй! Но я бы очень хотел взглянуть на неё после шлифовки.2 балла
-
Вадим не факт и фото искажает и так кажется на фото иногда . Впрочем прошлифуют и если поры то можно и подварить и от этого не кто не застрахован , не забываем что современные ГБЦ сам сплав Г + поработал и нахватал нечистот еще .
2 балла
-
2 балла
-
2 балла
-
Необязательно. Инструмент должен быть удобен для своей ситуации. Бывает страшненький и незаменимый, за это и ценить приходится.2 балла
-
@gonta, обновите ПО и печалька исчезнет. По последним данным, процессы на короткой дуге довели до ума. Стучитесь производителю.1 балл
-
Не знаю,как в Москве,а у нас мЯтель...но это и у лучшему, меньше шляться будут1 балл
-
Виктор на голове тоже все отлично и там шва то кот наплакал и матовость может от спада когда кратер заваривал то есть конечный ток в 10А и по времени не секунда вот я его может быть и заматовал конечном , но уже давно и не помню . Главное усе работает и возврат для переделки не по мне и по сему я бывает дольше делаю и подождут и ждут ,,,,, говорю хошь быстрее в шиномонтаж они там быстрые ну и потом еще сгоняешь к ним может и не один раз .1 балл
-
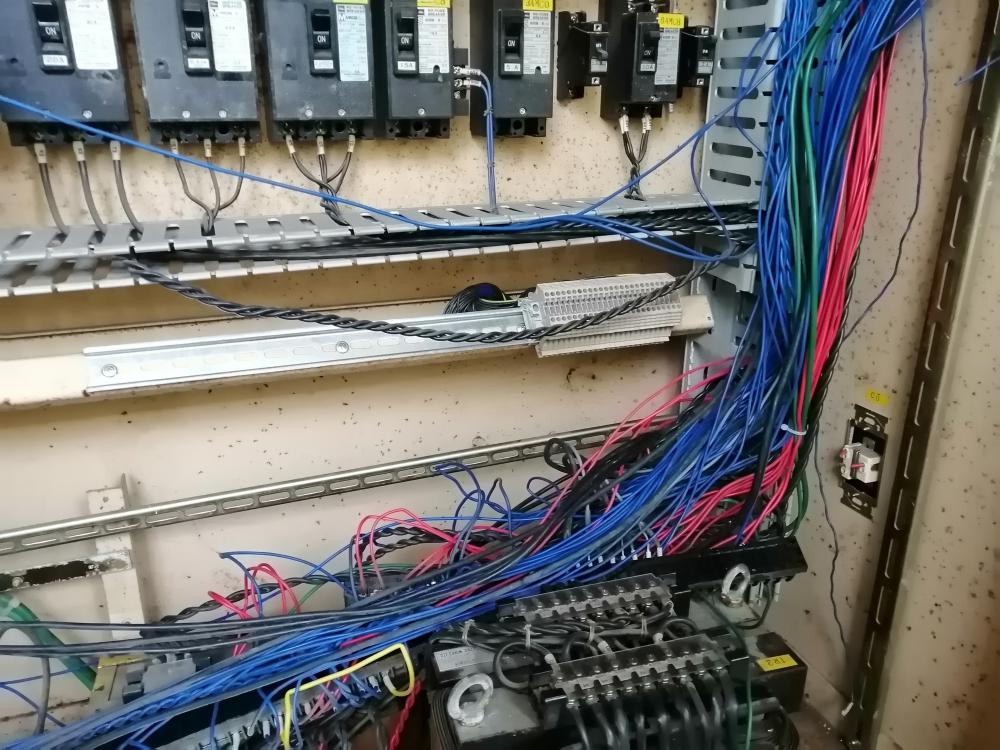
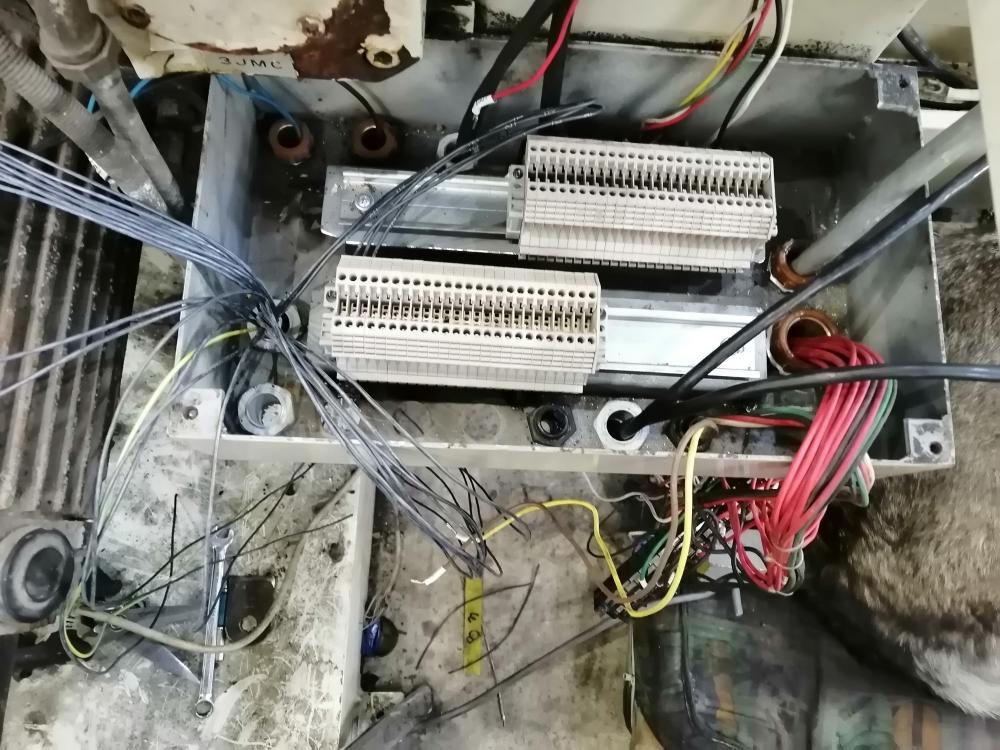
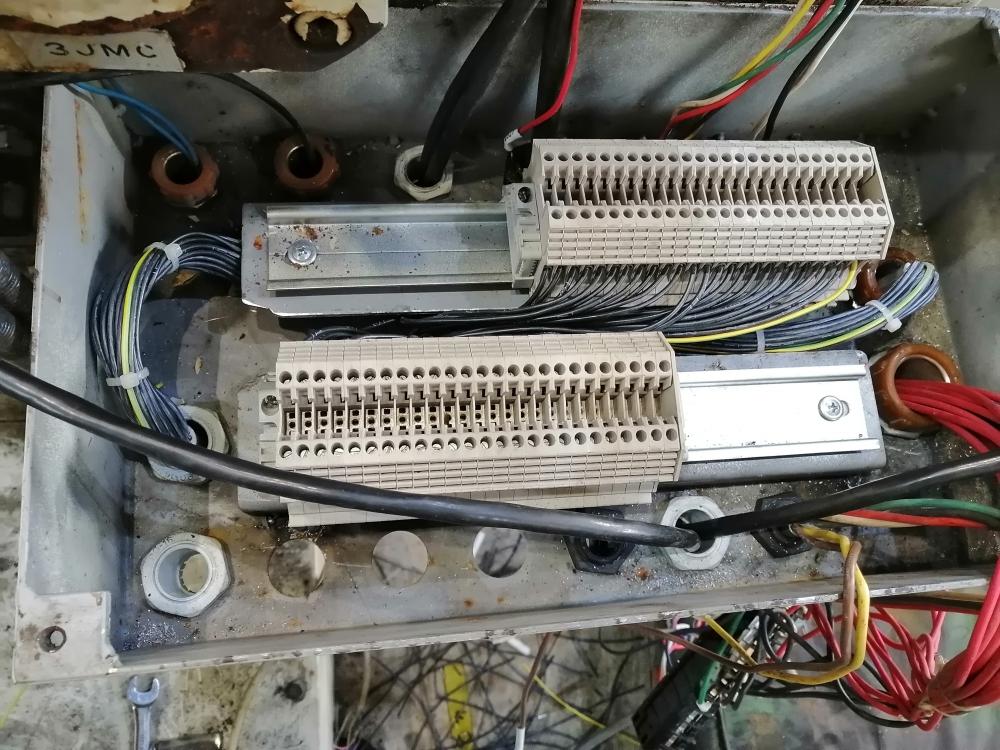
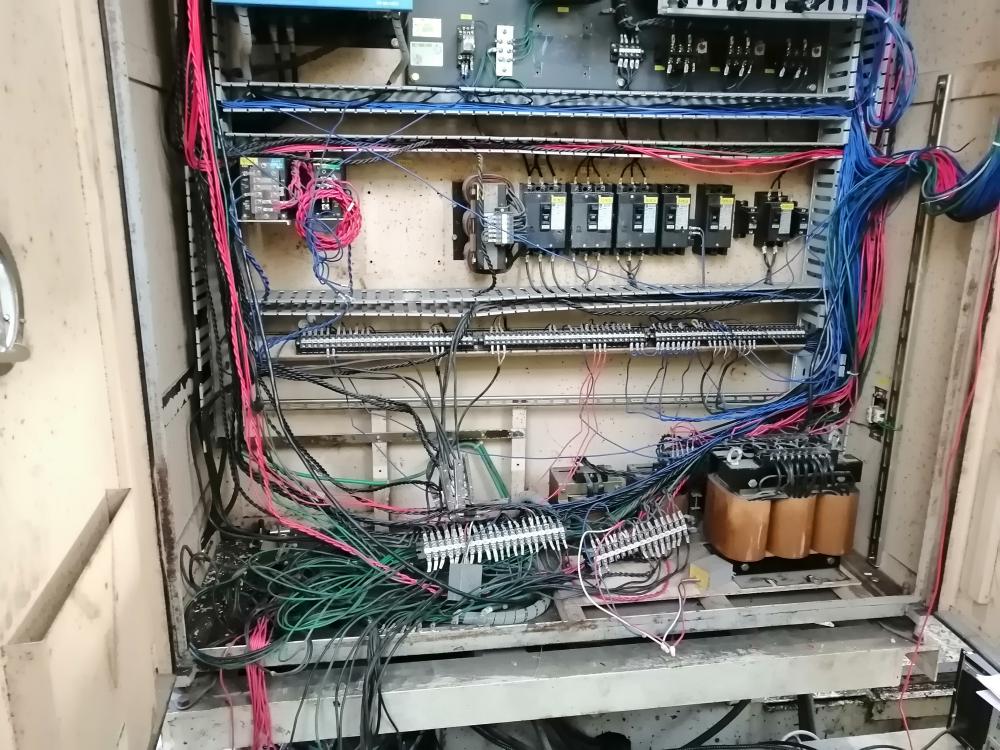
Прогресс и Разрушение идут рука под руку... Клапана встали на своё будущее место жительства - Протягивается новая проводка по всем осям, так как старая проводка хоть и в идеальном состоянии, но количество проводов явно не достаточно для порождаемого воспаленным мозгом увеличенного функционала станка. Поэтому штатные кабеля вырезаем, а вместо них прокладываем современный немецкий кабель 25*0.75 мм2. Ну и экранированные 5*0.75 для линеек заодно новые укладываются на своё место. В щите тоже наступила полная разруха, так как большая часть внутренностей просто выбрасывается за ненадобностью. Так-же растет большая куча "Запаса" качественного монтажного многожильного провода. Полный хаос в общем...
1 балл