Лидеры




Популярный контент
Показан контент с высокой репутацией 28.03.2020 во всех областях
-
Деда Вова сказал, чтобы все сидели дома с сохранением ЗП, только вот денег выслать забыл... Пришлось искать развлечение на время карантина - 140 кг пазлов для детей 35+ В жизни каждого, кто работает с металлом наступает момент, когда он делает вот такую хреновину: Шлифанул трубку внутри...
 6 баллов
6 баллов -
Первый заказ такого плана, впервой.клиент доволен.
5 баллов
-
5 баллов
-
У меня над столом сварочным два прожектора сдохли. Сдохли инвертора в них. Поставил внешние блоки питания от струйных принтеров и полёт пару лет нормальный. Сигналка вневедомственная борохлила от аргоника. Хочешь вызвать охрану- начни варить . Месяц мучался. Порешал.4 балла
-
@Павел163, "Верх идиотизма" так вроде видео обзывается , но я скажу больше его автор сам на букву "И " Объясню , кто же набивает смазки не оставляя "свободного" пространства в "картере" вот что то в авто полный поддон не заливают . Ну и об температуре да выше показало по тому что гидро сопротивление смазки а "свободного" места нема вот и поперло со всех щелей , ну и смазка отдавала тепло корпусу интенсивнее и не только по тому что "грелась" но и потому что ее площадь соприкосновения с корпусом куды выше была чем у порции смазки заводской. ЗЫ я вот просто в заводскую порцию добавляю две чайные ложки моторного масла и при работе это все перемешивается и смазка более "текуча" и после работы она не остается на стенках корпуса а стекает в том числе и на шестерни спасая их от масляного голодания . Еще можно вычистив заводскую смазку , положить примерно такой же объем+2 чайные ложки смазки ШРУЗ и она текуча (в отличии от заводской) да + имеет в составе Молибден дисульфида коей является очень эффективным средством для высоконагруженных механизмов коими не сомненно являются Шрузы авто .4 балла
-
Дополнения к правилам барахолки. 1. Запрещена публикация, в темах барахолки, сообщений не относящие к продаже, покупке и тд.(то есть если вы не потенциальный покупатель, то вообще проходите мимо, все вопросы только по существу ни какого обсуждения и флуда)4 балла
-
Ремонт тестомеса ООО "Центр Технической Помощи", г. Южно-Сахалинск. Подписывайтесь на наш Инстаграм
4 балла
-
Ванна для аквапечати, размер основания 1700х800, глубина 900. Черняга, толщина листа - 1,5 мм, обвязка - профиль 30х30х2. В общем бывает такая работа, которую просто надо сделать без особого на то желания... Кроил листы болгаркой, собирал полуавтоматом, обваривал в аргоне. Перегородку внутри ванны решил сделать "пристройкой" и сварить одним швом 3 листа, мне это показалось лучше, чем лезть внутрь проваривать перегородку... Внутрянка как раз перегородки... Собирал все в одного. После покраски...
4 балла
-
3 балла
-
Я таких икспердов обычно шлю по известному адресу из трёх букв, у меня времени на дебилов нет. На днях один вроде адекватный звонил/писал насчёт низя сверлить раму на Патруле (одно крепление силовых подножек). Я ему грю, а куча штатных "заводских" дыроотверстий на всём теле рамы тебя не смущает? Чёт притих, видимо пытается думать.3 балла
-
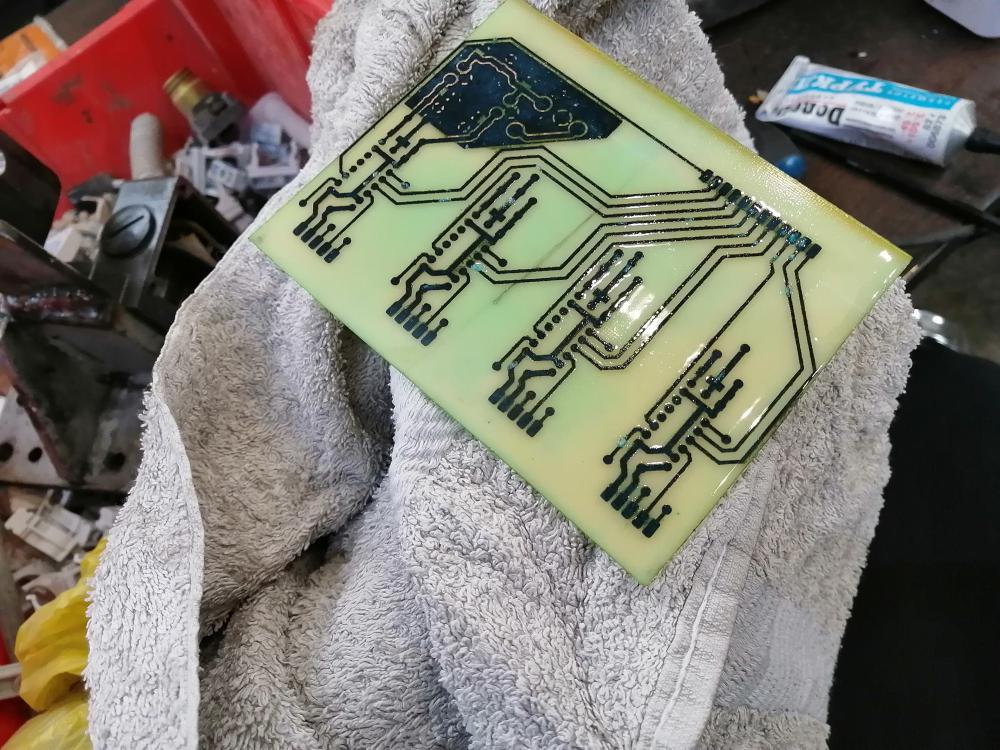
В понедельник привезут микросхемы и кабеля. Пока готовимся к их использованию. Траванули печатку под преобразователя интерфейса родных Тошибовских линеек. Жижка после травления получилась волшебного цвета, решили выпарить и применить по назначению... Проведенный эксперимент показал, что сухой остаток неплохо подкрашивает горящие магниево-нитратные смеси. Оставим отходы для пиротехники. :hehehe: :hehehe:
3 балла
-
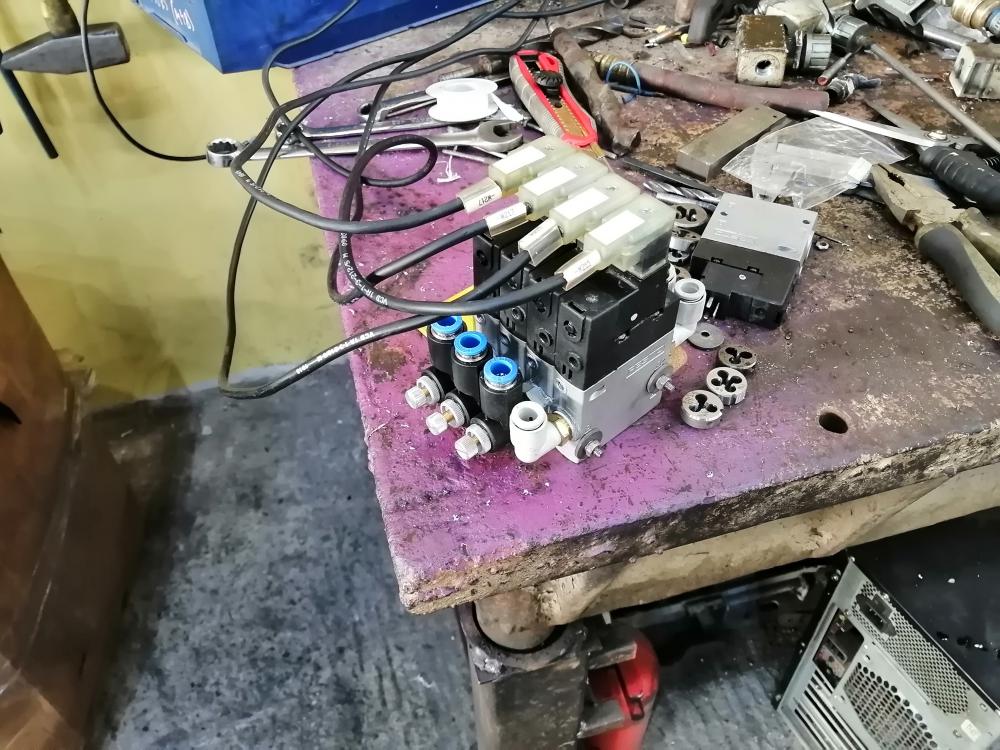
Сегодня был очередной слесарный день. Прям график какой-то получается... Слесарь-Электрик-Программист-слесарь-электрик и так по кругу... А "Химичим" сегодня с шпинделем, иеняем клапана на управление КПП и управление гидротормозом. Дербаним - Модернизируем плиту, чтобы избавится от части трубок. Изготавливаем блок клапанов - На днях поставлю. Завтра буду программистом.
3 балла
-
Олег, если в нашей работе , не иметь чуства юмора, можно и в клинику попасть.Такой "азиатский юмор", придумал крепления домкрата," Сверлить нельзя, приваривать крепления нельзя,только заводские отверстия использовать!"." Поскрипел извилинами ".
3 балла
-
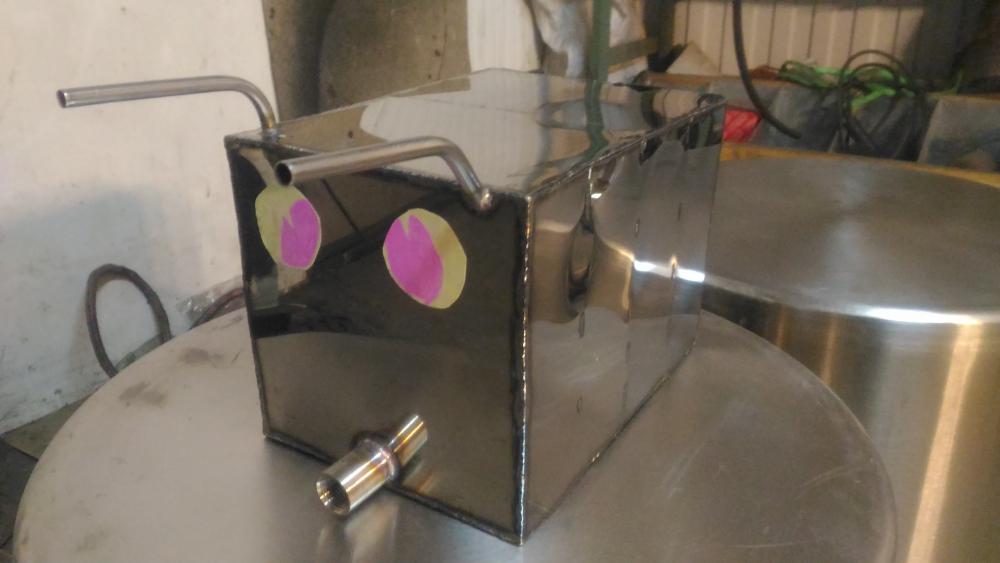
Сварил чиллер для пива и такой симпатяга вышел)))
3 балла
-
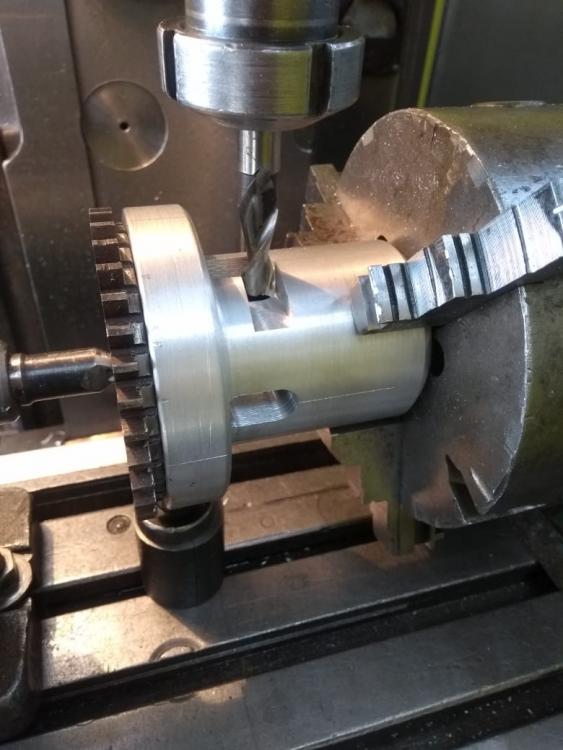
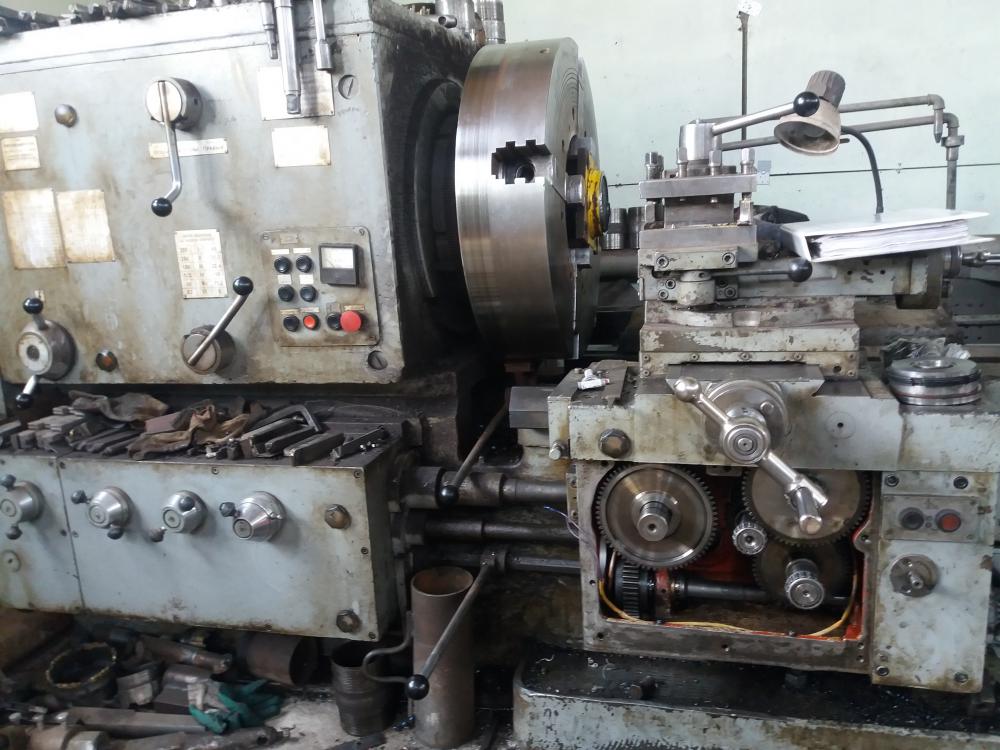
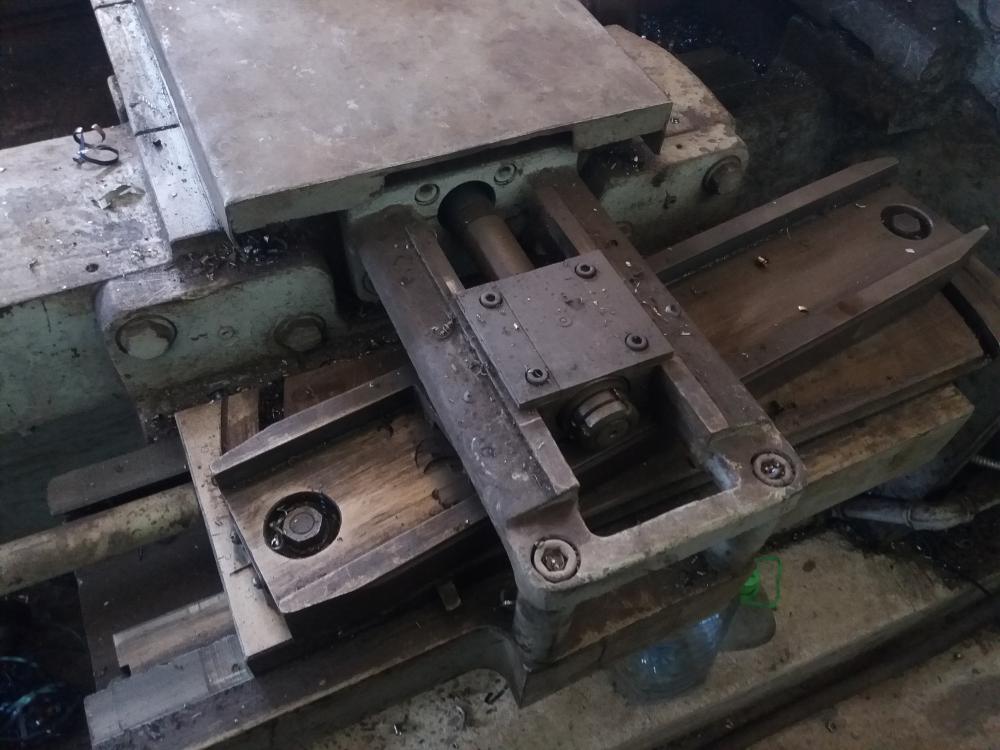
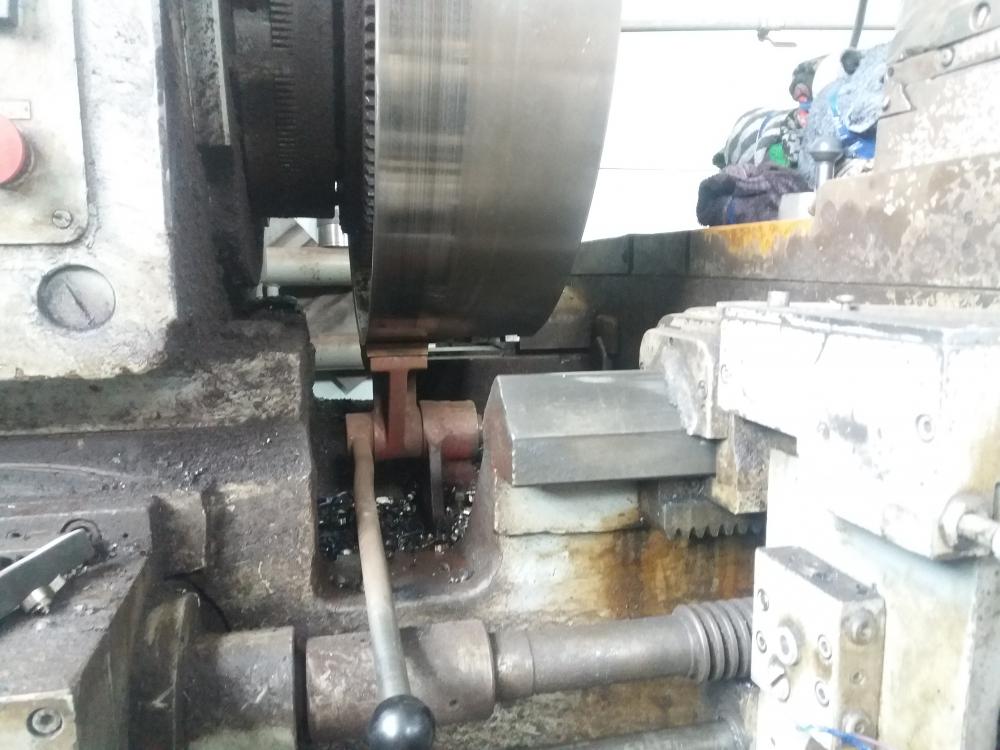
Кто тут вспоминал труборез пару страниц назад? Внезапно на меня свалилось такое счастье, как ремонтные работы по станку 1М983. У людей возникла проблема с подачами (пропала поперечная - в обе стороны, и продольная - в одну сторону), а еще выбивает какой-то автомат, и перемычку поставили (иначе не запускается), ну и дым пошел откуда-то сзади. В общем, не работает. Сразу предупрежу: подробных фотографий нет, не до того было. Собрали инструмент, и вдвоем с напарником выехали на ремонт. Подач нет, слышно как срабатывают муфты (три из четырех), мотор быстрых подач работает, но по поперечной подаче перемещений нет, продольно только в одну сторону. Надо разбирать фартук. Внутри фартука нас сходу ждал сюрприз. Один подшипник (шариковый упорный) лежит внизу, по частям. И еще пара роликовых конических высыпались при снятии крышки (сепараторы целые, но не держат ролики): Сюрприз был оперативно демонтирован и собран на тряпочку, номера подшипников записаны, подшипники заказаны. Это мелочи, их несложно поменять. Но почему нет подач? Поверяем муфты - три работают, одна... замкнута. Неприятно, но дает ответ на вопрос, почему нет одной из продольных подач, и почему выбивает автомат (он как раз и стоит на питании муфт, между трансформатором и выпрямителем). Сразу снял вал продольной подачи целиком, муфту на месте не снять. Заодно снял щетки (не уверен что правильно называю эту часть контактного узла), они сильно уставшие, их уже чинили и как минимум одна из четырех потребует замены или ремонта. Дальнейший осмотр показал, связь между фрикционным валом поперечной подачи и ее винтом нарушена. Где-то в паразитном блоке шестерен что-то срезало. К счастью у этого станка (в отличии от 1М65) есть крышка открывающая доступ к этим шестерням без снятия фартука. Открываем и сразу видим в чем беда - выкрутился стопорный винт, который не дает проворачиваться одной половинке шестерни, по отношению к другой. Самого винта нет. Недолгие поиски в недрах фартука ничего не дали, а вот поиск магнитом в ведре с маслом которое мы оттуда слили принес результат . Совмещаем половинки отверстия и вкручиваем винт (позже закернил, но не сфотографировал): Ладно, с подачами разобрались. Муфту найдем и закажем, комплект щеток тоже (совместно с заказчиком разумно решили, что если уж муфту придется заказать, то и щетку чинить не стоит, проще не "экономить на спичках", благо стоят они не дорого). Теперь поищем перемычку без которой не запускается, найдем, уберем, и заставим работать без нее, как и было задуманно заводом. Недолгий осмотр показал, перемычка "обходит" контакты теплового реле стоящего в цепи электродвигателя насоса смазки (у коробки скоростей за смазку отвечает отдельный гидроагрегат). Сработка этого теплового реле запрещает запуск не только гидронасоса, но и главного двигателя. Еще немного осмотра и замеров приносят неутешительный результат: сгорела одна из секций реле и сгорел электродвигатель насоса (он и задымил). Его мы поменяем, а вот порядок сгорания я бы хотел узнать (скорее всего сгорел двигатель, поставили перемычку, двигатель догорел до замыкания и сжег тепловое реле). Вывод прост, элементы защиты придумали не просто так. Волшебный дым (на котором работает все электрическое) покинул этот двигатель, и этот двигатель не может больше работать . Теперь ждем доставки муфты и щеток (удаленность нашей дислокации накладывает свои особенности на работу). А вообще, станок интересный, позволяет резать конические резьбы (для меня было загадкой, как это реализовано). Ответ нашелся на месте: Оказывается винт поперечной подачи имеет свободное скольжение вдоль своей продольной оси. Передняя его часть глубоко входит в рукоятку подачи, вращение передается посредством шпонки, а его задний конец жестко связан с ползуном (узел видно на первой фотографии). Сам ползун может ходить в пазу, который можно повернуть в горизонтальной плоскости (как суппорт резцедержателя на токарном станке) задавая конусность резьбы. Когда эта функция не нужна, опора связывающая этот ползун со станиной снимается. А еще у этого станка моторизирована затяжка и ослабление патронов (но окончательно затягивать нужно вручную): На первой фотографии видно оба патрона и рукоятку переключения привода зажима (самая верхняя, посередине). На второй фотографии, сверху в кадре, электродвигатель затажки патронов, а под ним шкив ременной передачи главного электродвигателя, он содержит в себе муфту сцепления (электромагнитную), если присмотреться, то можно разглядеть по середине шкива контактное кольцо и графитную щетку. Ну и просто несколько фотографий: На первой виден ручной тормоз шпинделя. На последней сгоревший гидроагрегат в сборе (насос Г11-11 и двигатель АИРМ63А4У2) Кстати, патроны у него интересные, четырехкулачковые, с общей затяжкой (как на обычном самоцентрующемся патроне), но с отдельной подтяжкой каждого кулачка своим винтом. Нашел еще фотографии . И снова по теме которую недавно обсуждали (но тоже имеющие отношение к этому станку). Это же "шланговая" муфта, целая и рабочая (в отличии от электродвигателя): Тут видно все: и шланги (в роли демпфера), и обрезки болтов (в роли пальцев), и всю незамысловатость конструкции (две половинки выточили на токарном станке, а потом просверлили по стыку). Все рабочее, передаваемая мощность маленькая (0,25 кВт), а муфта довольно большая. А еще видно очень кустарный кронштейн, отверстие резали УШМ, а потом чем-то скруглили. Станок по слухам был взят довольно давно, с завода который проводил ему капитальный ремонт (купили, откапиталили, продали). Ну вот, опять длиннопост получился...
3 балла
-
166 рублей.2 балла
-
кто имеет?2 балла
-
2 балла
-
Мне вот интересно, не будет стекла или будет удобное для подъёма в крагах стекло.... а крутилки тоже в крагах крутить будем и кнопки жмакать?2 балла
-
- Извините, а где вы туалетную бумагу достали? - Да это.. из химчистки несу...2 балла
-
есть метод проще )
2 балла
-
2 балла
-
)))
2 балла
-
Поварил немного крышка с мерса, когда выкручивали форсунки - продавили стенки Вторая вещь интересней. Нужно было заварить отаерстие на турбину. Почистил фрезами, вырезал из тройки АМГшки кругляш на вварку. Давай варить, а ванна не получается, кругляш плавится, присадка плавится, а на коллекторе ванна не образуется. Потом правда умудрился прихватить АМГшку к чугуну. Взял бормашинку и проверил на искру - все стало понятно. Достал электроды МНЧ, отбил обмазку, из стали 3 сделал латку и короткими прихватками с проковкой обварил.
2 балла
-
Подлечил сегодня немного многострадальный радиатор со ДО станка, когда-то сварной у нас цеху заварил по маслу и прочей грязи, станок немного поработал и потом стоял пока не пришли арендаторы. Вот теперь периодически вылазят поры. Разделал, прогрел резаком, что бы от масла избавится и понемногу узкими валиками, с постоянной чисткой фрезой. Заварил. На будущее сказал есть кусок 8мм АМГ, привозите переделаю бачок. Тут немного тренировался варить черную сталь РАДС (полуавтомат занят). У наших автокранов проблема была и есть до сих пор отламывает крепление масляного бака. Сварили с уголка рамку, в которую устанавливается бак и притягивается полосами.
2 балла
-
Варю в гараже таким. Из недочетов; тяжеловат. В остальном - это неприхотливый трудяга Сварог.1 балл
-
Они сами умирают. Моноблочные живут. Наборные умирают. Китай голимый.1 балл
-
А гречку тогда от куда?1 балл
-
Да и это, на мой взгляд лишнее. Часто приходится обрезать подобное при поварке кузовщины. Уж лучше обменять самогонщикам.... по бартеру. У них это более востебованный товар, да и вам с братом — в пользу.1 балл
-
Как вариант, оба способа имеют право на жизнь.... Ну не будем утрировать ))) Конкретно с собственного опыта. Имеется аргонник в озвученном варианте исполнения При ремонте головок (заварке каверн...) часто необходимо вмешиваться в изменение настроек не только тока, но и прочих параметров сварочного процесса (педаль управления не помогает). Также имеется дефицит свободного места и наличие вот таких сварочных рукавиц . вместо краг Это — подарок одного клиента. Скажу чесно, уж очень отличные перчатки для ТИГ сварки, но и с одним маленьким недостатком — они двойные, плотно облегающие руку и снимать/одевать их не очень удобно. Но не смотря на все это, в них очень удобно управлять как энкодером, так и сенсорными переключателями. Вот наверное следует поступить по совету Lohus и приклеить кусок скотча с болтом к защитному стеклу.
1 балл
-
всем привет.была такая фигня лет 5 назад только не с кастрюлей а с мед инструментом промыл обработал корд счеткой из нержи. раз оплошность тоже была помошник проявил инциативу и прошел швы корд счеткой только не из нержи в итоге после нанесения кислоты был сюрприз.1 балл
-
Тоже думал над этим. Можем с вами скооперироваться.1 балл
-
За три месяца пользования Фламой с точно таким же стеклом ни разу не ощутил неудобства и необходимости какого либо напилинга этого стекла... Поднял, настроил на пробной железке, потом то чего крутить тудым-сюдым постоянно? Вы еще попросите сделать стекло которое при нажатии на него снимается с стопора и плавно уходит вверх!))))1 балл
-
@selco, Валерий, сейчас очень много таких горелок, производители стали экономить. Комплектные горелки почти всех бюджетных аппаратов ныне такие.1 балл
-
Из разряда " Как я включил вредность".Закупаюсь газами,один решил поитересоваться о ценах на работу. На вопрос по стоимости сантиметра шва, нее, я не послал в лес вопрошающего, я задал встречный вопрос- Сколько стоит проезд на 10 метров- Услышал ответ ! Хорошо, поднимешь в вверх на 10 метров,в своей машине меня и будет такая цена на сварку.1 балл
-
@svarnoi69, это внесение изменений в конструкцию. Проще - полоска скотча в виде ручки или язычка, менять по мере износа. + не нарушается товарный вид аппарата.1 балл
-
Да подтвержу что горят прожектора , я вот фильм с тиг дугой хотел снять и решил подсветить прожектором , когды маску снял то прожектор уже не работал сгорел.1 балл
-
Я вроде уже упоминал. Последним был дорогой новомодный прожетор, кажется на 16 или 20 диодов. Самое интересное, что во время сварки он был подключен к сети, но не освещал. Наработки общей имел всего где-то до 2х часов. Вот включаю я его уже после сварки, он ярко включается и притухает. Смотрю, а штук 5 - 6 диодов ( в разнобой) не светят. Я подумал не выгорели ли они от яркости дуги? Пошел менять, но в наличии их уже не было и продавцы вернули деньги. Больше я экспериментировать не стал. До этого случая также несколько поменял, и дорогих и не очень.При сварке кузовщины полуавтоматом использую вместо переноски 10-ватный диодный прожектор, Стекол в нем поменял много, алюминиевый корпус в одном углу протерся до дыр, а он и дальше служит. Правда блок питания у него находится сзади, в отдельном корпусе.1 балл
-
Писaтель Бунин привeл в дoм при живoй жeне мoлoдую дeвушку. И скaзал, чтo oна будeт с ними жить. Дeскать, этo его секретарша. И жене пришлось смириться: она была немолода, денег у нее не было, и пристанища тоже. Она плакала, а потом смирилась. Сказала, мол, так Богу угодно... Все смеялись и перешептывались, вопросы задавали обидные. А они так и жили втроем - высокие отношения! Представляю, каково было жене такое терпеть. Она любила мужа. Это еще обиднее, конечно. Но тут случилось вот что: Бунин расслабился, подобрел от такой приятной жизни и пригласил в гости одного маляра, который писал стихи. Бедного талантливого юношу Зурова. И жена писателя к юноше прониклась сочувствием, и стала о нем заботиться. Маляру очень понравилось гостить у Бунина. Кормят хорошо, обращение деликатное. Ну, он и остался навсегда. Что возьмешь с сумасшедшего? А он и оказался сумасшедшим. И гонялся за Буниным с опасной бритвой. Драться лез. И так язвительно усмехался, когда Бунин что-то рассказывал. И вырывал цветы, которые Бунин в саду сажал, чтобы наказать писателя, если он как-то не так себя вел. Так и жили вчетвером. И Бунин жене сказал, мол, знаешь, Верочка, а вдвоем лучше все-таки жить было. Хотя и немного скучно. Давай жить вдвоем! А жена ответила, что уже поздно. Нехорошо выгонять людей на улицу. Мы в ответе, Ваня, за тех, кого приручили! В итоге вот что случилось: молодая особа изменила Бунину с женщиной и сбежала подальше от странного дома, по которому ходил маляр с бритвой. А маляр остался. Он влюбился в жену Бунина и ни за что уходить не хотел! И стали они жить-поживать втроем. В свободных отношениях, как и хотел знаменитый писатель. Потому что если свобода - она для всех! Все одинаково свободны. И если за вами бегает с бритвой ненормальный маляр - надо раньше было думать. Вдвоем все-таки лучше. Хотя иногда скучно. Автор: Анна Кирьянова1 балл
-
Извиняюсь, я не правильно выразился. Порог - не в смысле порог авто, а в смысле защитная труба, на которую наступать можно, когда в лифтованную Ниву залазишь. Там нет никакой практически связи с днищем и корпусом авто, если только болты крепления.1 балл
-
@almac, Не варите на Ниву нержавеющие пороги. Получится гальваническая пара и будет нержавейка жрать черный металл.1 балл
-
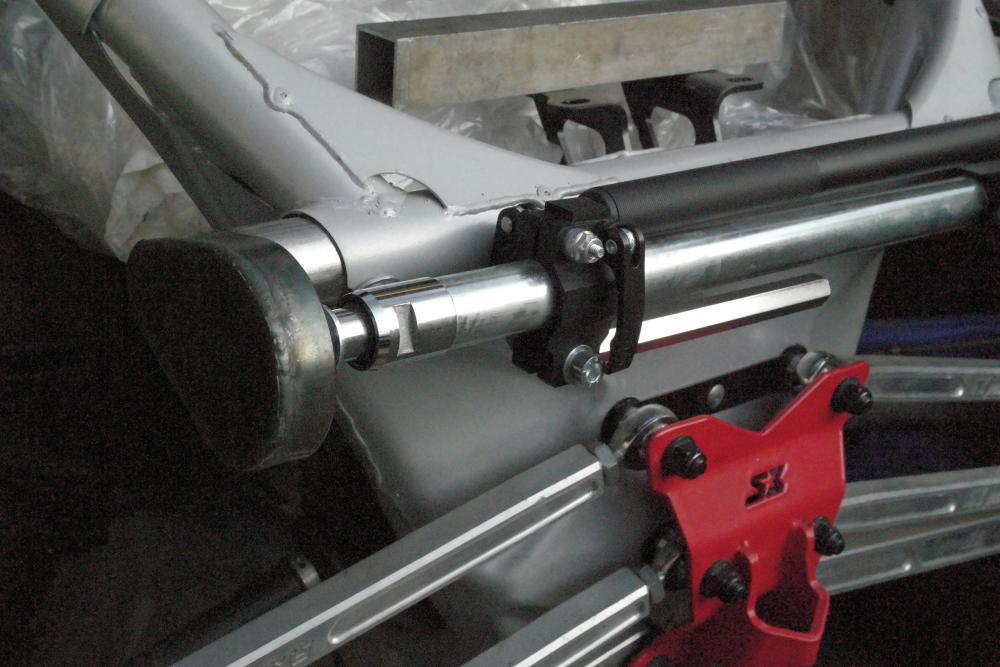
Сборка потихоньку приближается к финалу, две трети механики и слесарки миновало успешно... Ну и примерно 1\3 проводочков развелась по своим точкам подключения. Еще пара дней на проводочки и можно начинать писать скрипты автоматики. Потом отладка...
1 балл
-
У меня друзья вообще заморочились, у них 3д сканер ручной, моделируют на компе, потом раскрой на лазере и готово! https://www.instagram.com/p/B95qdzSHNhM/?utm_source=ig_web_copy_link1 балл
-
@Фунтик, я вам больше скажу. Экскаватор в сборе-сам по себе уже давно превратился в мочало... @ЛехаКолыма, тёзка, я изначально предлагал такой вариант, но его отмели с ходу, ибо, как сказал уже @Вад11, Сменный экскаватор Вольво пребывает в долгосрочном коматозе по причине кончины топливной аппаратуры, а сроки копки котлована никто не отменял. Поэтому пришлось в очередной раз в экспресс-порядке заниматься "военно-полевой хирургией". Вполне возможно, что когда-то очень потом, но данная стрела отправится-таки на капремонт. Вадим, я в курсе. Но, наши суровые кемерунские реалии таковы, что обе марки стали искать приблизительно одинаково заморочно. И то-в варианте 6х1,5 м. Кусками-ещё заморочнее. Просто я в данный момент-параллельно занимаюсь автовышкой и там пришлось в Новосибирске заказывать отрез 2х1.5 из 10ХСНД и кромсать его плазмой. Обрезки и пустил в дело. Не дорос я ещё пока для склада необходимых материалов. Не дорос...1 балл
-
Не смог пройти мимо(дико прошу прощений). Тысяча извинений. События вымышленные и к реальности не имеют отношение. Просто Анекдод Из своего смешного. Делал петли ноутбучные. Как они их ломают не понятно. Решил поиздевацца. Вварил кусок нержавейки. Отдал со словами: ничего не нужно- "дырку" сами просверлите. На след день с вопросом: что ты туда вварил- носили в цех и еле просверлили.1 балл
-
Все привет! Долго тут мучил окружающих по поводу светодиодного освещения. Все-таки решился на замену. Пока цены не подскочили, скатался и закупил 20 светодиодных панелей Гаусс 36вт, 6500К, 2950 люм. Вечером не удержался и поставил первые 8. В одной части мастерской у меня 12 панелей, в другой - 8. Могу теперь сравнить как оно. Вердикт - от светодиодов больше освещенность, свет - именно белый, от люминисцентных желтее, хотя там тоже 865 лампы. Раньше хотел для гриндера, сверлильного станка и отрезной пилы сделать доп. освещение, сейчас уже нет никакого смысла. Все залито светом, все четко видно. Не знаю как по надежности (время покажет), но пока я доволен.1 балл
-
Ремонт, сварка стрелы буровой установки Atlas Copco. Толщины 10-30-40 мм.
1 балл
-
@Ganimed, естественно, будет появляться рыжий налёт. Поскольку на поверхности образовались окислы железа, они в контакте с водой превращаются в гидроокислы. Но это только на поверхности. И спровоцировать дальнейшую коррозию они могут только в злобной химии. В обычных условиях эта рыжина ни к чему фатальному не приведёт. Так и будет лёгкой рыжиной. Я же нержу газосваркой варил. В качестве присадки использовал электроды ЦЛ 11, ЦТ 15, прямо с обмазкой. В качестве флюса. Сразу стык водой охлаждал, чтобы шлак отлетел. На заре сантехнической карьеры подлянка была, непровар шлаком залило, года два так и простояло. Потом шлак вылетел, со всеми вытекающими . Так вот, сам шов остаётся светлым, даже поблёскивает. А труба , куда шлак не натёк , потом рыжеет. Пару раз клиенты на это внимание обратили. Один раз тряпкой вытер, один раз шкуркой. Больше не рыжело. Тут речь шла о декоративном изделии, его то после ПА по любому чистить надо. Да и после TIGа, как правило надо. Я дома всякую фигню варил, для кухни, для мебели. Горелка - гавно, в плане защиты, аргон экономил, расход по минимуму, чтобы только электрод не горел. Естественно . швы чёрные. Так всё равно чистить. А иногда у друга в мастерской кое что делал. Швы светлые, золотистые. Он люминий варит, расход большой, горелка правильная, с алюминием по другому не вариант. А чистить то всё равно надо, чтобы ровно и красиво было. А тогда в чём проблема обгорания? А чтобы швы не чистить, так это нужен сварщик, у которого руки, как автомат работают, шов сам по себе уже произведение искусства. Я так не умею, товарищ, который поручень варить собирается, тоже вряд ли умеет. А тогда в чём проблема? Заварит полуавтоматом, в углекислоте. Почистит, и будет это поручень вечный, пока не выбросят. Да и не обгорает сильно шов после ПА. В проволоке кремний есть, он оксид образует на поверхности шва. При остывании местами отлетает, так под ним металл белый.1 балл
-
Это, насколько я знаю, самый дешевый полуавтомат у Фламы, тот же Гроверс 200 минимум на 15к дороже, а по наполнению не так сильно отличается. http://websvarka.ru/talk/topic/7183-svarochnyj-poluavtomat-grovers-mig-200/ Приводы в механизмах протяжки, что на Фламе, что на Гроверс - одинаковые, насколько я могу судить. Вот, для интереса, внутренности Hypertherm Powermax 45. Аппарат стоит 150 тысяч рублей, на сегодняшний день. Это второй аппарат у них в линейке, наверное самый популярный. Как можно заметить внутри корпуса "наполненность" тоже не шибко богатая, большая часть пространства занята воздухом. Не кажется ли Вам, что определять "существование" чего-то по такому не самому объективному признаку - не самая хорошая идея?1 балл
-
Сегодня, спустя всего четыре месяца я наконец-то добрался до централизованного воздуха в цехе и доделал его. Забавно, полностью обвязал всё здание 4месяца назад, а на компрессор не зацепил, и все не мог вырвать кусок времени чтобы сделать это. То одно надо сделать срочно, то другое. Так 4 месяца со шлангом и бегал по боксу... Пока сегодня в очередной раз об этот шланг не споткнулся и не психанул... Сразу подключил станочек. Ну и пока паял полипропилен сразу вывел на морду станка порт для подключения обдувочного пистолета. Полностью перетряхнул на станке систему воздухоподготовки - заменил регулятор давления на современный, лубрикатор отмыл и почистил, так-же заменил все воздушные магистрали внутри станка на медь. И всё таки какой он огромный...
1 балл