Лидеры




Популярный контент
Показан контент с высокой репутацией 12.12.2019 во всех областях
-
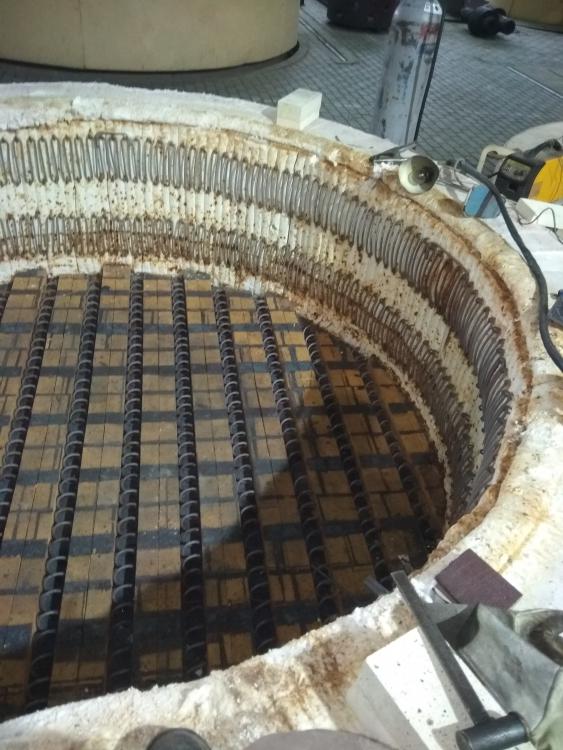
Варим,режем,перевариваем....
 11 баллов
11 баллов -
Кредит на Бугатти почти уже взял, в надеже проехаться скоро. Но тут на вебсварке случайно узнал, как четко кромасает Себора. Мощна и точна её плазмы струя, прекрасны движенья и формы. Теперь уж решил окончательно я. Себору в кредит приоформлю. Пускай мне до смерти придется платить банкирам прожорливым взносы. Бугатти фигня, вот Себору купить обязан любой без вопросов)))7 баллов
-
Сергей , не всегда и с аргоном вулканчик можно заполучить не хилый и давление даже нерж выбивает а люминь тем паче . Вот еще раз покажу технологию и проста как три копейки, трап в колодец и должно герметично . Вот он вулканчик и каких размеров уже заварил но пришлось рядом отверстие сверлить Делаем чепик из присадки Подбиваем его в отверстие и мощным коротким импульсом (можно ручным) привариваем его и тем самым создаем герметичность Покажем еще разок
7 баллов
-
очередность поменять местами и не будет вокруг черноты.6 баллов
-
Сварка через присадку справится с любым крылом. А присадка 4047 и баста. Куда важнее правило, что сварщик варит, рихтовщик сразу после остывания рихтует. По достижению кондиции сварщик говорит последнее слово, после рихтовщик к крылу не прикасается. И ни как иначе. Попытка рихтовщика поправить крыло без сварщика запросто может закончится трещиной, уж очень металл там тонкий, а шов дает толщину. По границе запросто лопнет, если рихтовать4 балла
-
Юра , с присадкой соглашусь , а вот с медяхой нет и объясню , дуга АС тока будет "бомбить " и медяху вырывая из нее частицы и мешая варить и так тонкий люминь . И по сему подкладка нужна , но для сварки Ал лучший металл для нее все таки нерж . Да и крыло думаю не тоньше пивной банки и по сему ампер 20-25 (для банки оптимал 17а) и сейчас все аппараты это умеют и думаю с соответствующей качественной подготовки перед сваркой , сама сварка крыла не составит не каких проблем.4 балла
-
Сделать идеально задача не стояла, нужно быстро, поэтому погрязи и без зачистки. 4043,бокс ад31т1
4 балла
-
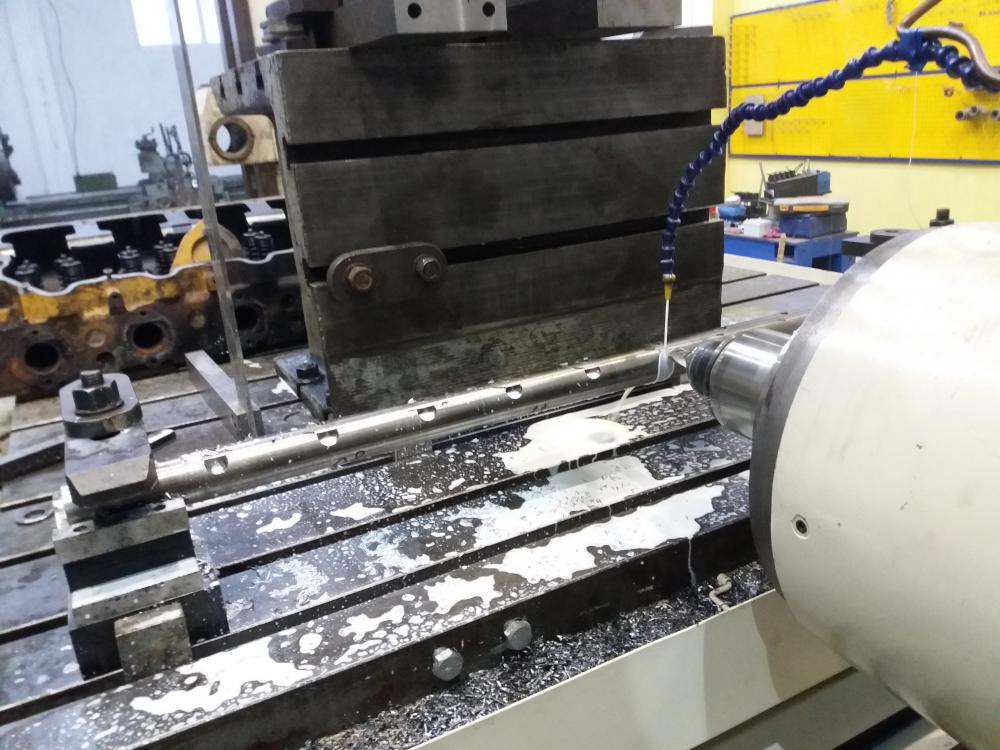
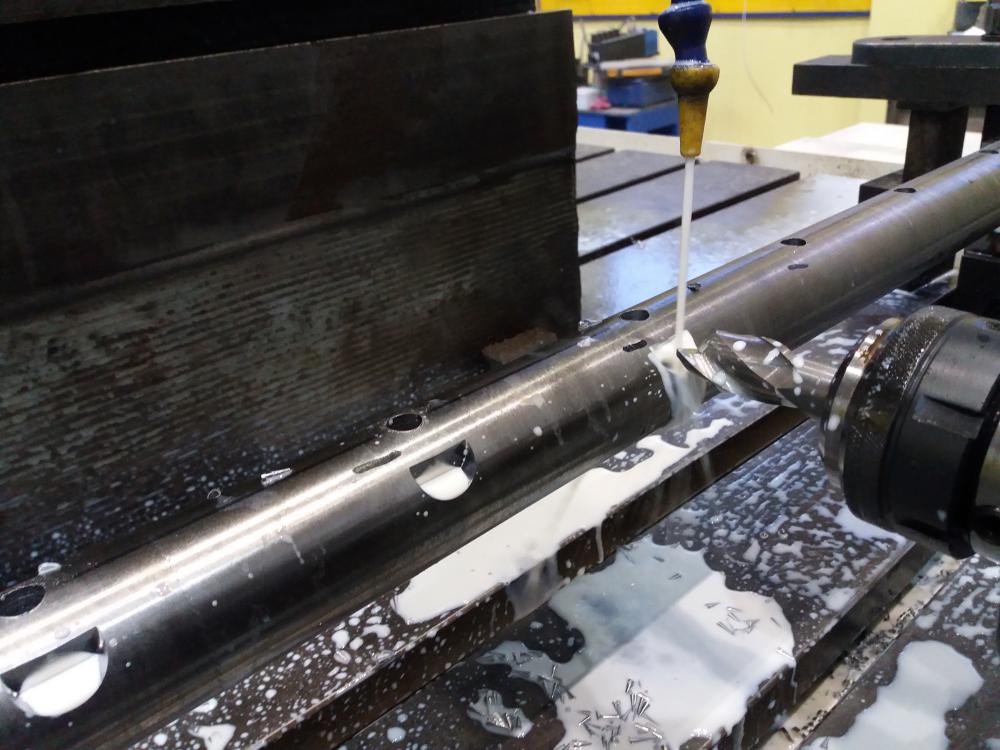
Сегодня наконец-то добрался до борштанги и весь день её доделывал. Сначала просверлил отверстия под резечики. После чего фотографии прерываются, так как Фотограф пошел кормить ненасытный "паровозик" и пропал... Ну в общем просверлил я отверстия под упорный болт М8, рассверлил их до диаметра резца Ф10 оставив 10мм тела под резьбу и нарезал резьбу М8. После чего борштангу развернул на 90 градусов и начал фрезеровать лыски под болтики закрепления. https://youtu.be/VAtnEX4E10M Ну а потом рабочий день закончился и я пошел домой решив что всё остальное доделаю завтра... Вот такое вот сочинение получилось на тему - "как я провел сегодняшний день"... Что хочу сказать, чем больше работаю на данном станке тем больше в него влюбляюсь. Это шикарный пепелац, особенно меня прет когда энкодером едешь в нужную координату... И приезжаешь в 0,005 - 0,000мм и это повторяется всегда!!! Всегда КАРЛ!!!!
4 балла
-
@Dmitry_BY,Трубки кондея,по сравнению с крылом,это паровоз с иголкой.Плотно прижмёшь подложку и подложку потолше,значит сваришь,будет не плотно сгорит.4 балла
-
Вот так как то.4 балла
-
@Леонов Сергей, мало кто замечает окно поиска в шапке. А он есть. Также, сайт регулярно индексируется роботами яндекса и гугля.4 балла
-
@Кустарь,Коля, видео интересное, всегда на нем залипаю и всегда задаю себе вопрос - а сколько всремени надо потратить токарь + фрезеровщик от поступления заказа до его исполнения в сравнении с ЧПУ (условия одинаковые, никто до этого деталь не делал и нет ни чертежей а только эскиз или образец) и думаю токарь+фрезеровщик должны одну деталь сделать на много быстрее чем чпу (про 1000шт речь не ведем). К чему это я? Пошла мода у некоторых "контор" избавляться от токарных и фрезерных и покупать обрабатывающие центры и когда их приобретают, заказчиков на большие объемы найти не могут...4 балла
-
Ну-ну... Часы «Родина» 1959 года — уровень радиации 9,29 мкЗв/ч, В некоторых часах эффекта светящихся в темноте стрелок добивались с помощью радиоактивной краски на основе радия, шкалы различных приборов, выпущенных до 70-х годов, выполнены с использованием свето-массы постоянного действия (СПД) на основе солей Радия-226. Всем известный компас Адрианова.
4 балла
-
Посмотрите , что творит плазморез ! Да так и должно усе быть , у неких и покруче получается , впрочем вот читаем http://websvarka.ru/talk/topic/314-plazmorez-blueweld-prestige-plazma-54/?p=1546313 балла
-
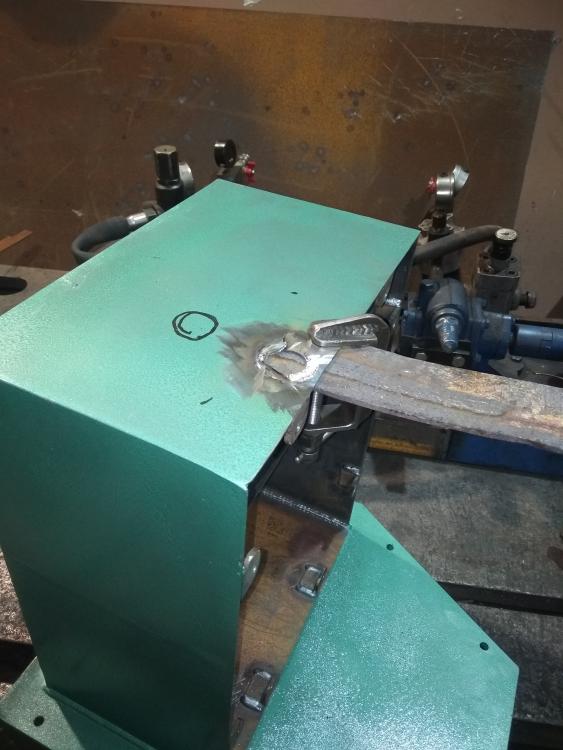
Оторвано ухо с куском бачка. Твердосплавная фреза, Фибра с керамическим зерном, Ацетон.
3 балла
-
@Кустарь,Там знаешь как моск напрягать нада? Я сегодня с оператором потрындел- так ну его нафиг.Аж голова заболела)
3 балла
-
Сварщики елки не рубят, а варят
3 балла
-
Продам новую маску Speedglas 9100XX, цена 28000 р. Телефон: 8950-647-12-72.
3 балла
-
Помещение с пенопласта понравилось .2 балла
-
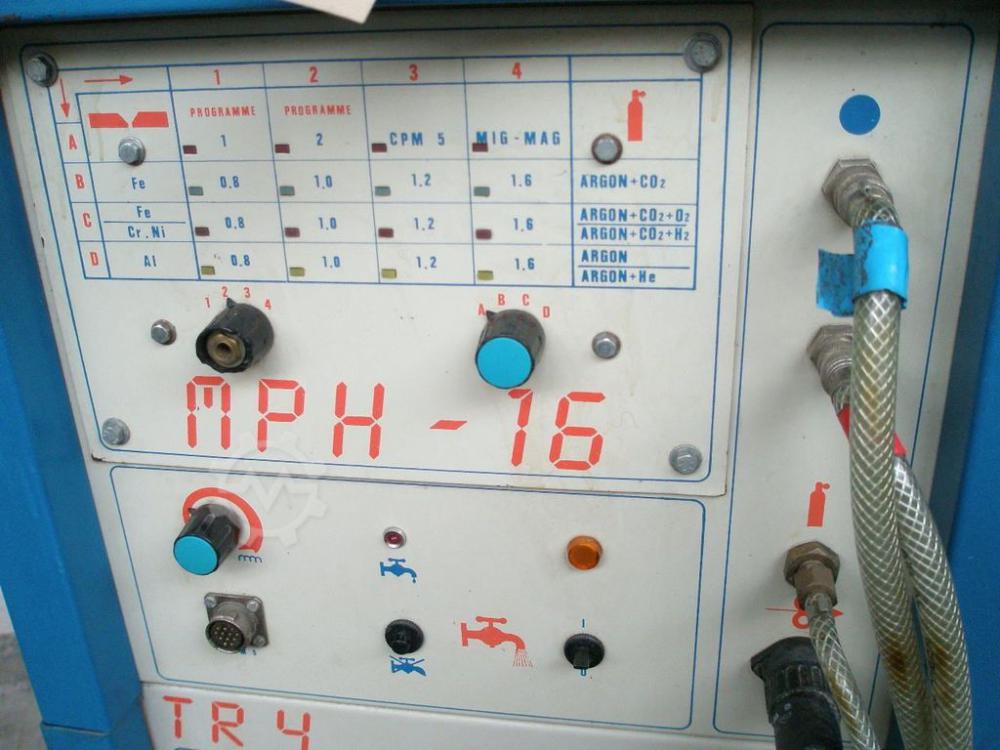
@Шурпет, Саня во смотри какая машина 2003 года но класс и мне понравилась ,,,, полный комбайн да и по крутилкам видно усе регулируется по полной да и сами крутилки понятны не каких кодов на дисплее. Вот усе это у немцев и засылай гонцов от начальства туды , похоже все аппараты БУ у них проходят техсервис предпродажный и у немцев думаю это уже так и положено и не чего удивительного . В общем выбор у них есть , правду цены тоже не хилые . https://www.machineseeker.ru.com/s/ci-905?page=5 https://www.machineseeker.ru.com/saf-elektrosta-e-puls+2000+s/i-2338113
2 балла
-
Вот бы так идти по улице и найти его. Идёшь, а он там под забором, в деревянной упаковке лежит.2 балла
-
Чернота там где фиброй не зацепил. Но на правильности не настаиваю. Век живи, век учись)))2 балла
-
Не стоит варить по грязи. Люминь не любит такого. Иногда, исправлять может быть дольше, чем готовить под сварку.2 балла
-
Подача аргона. Один и тот же редуктор использовал для карбонизации пива СО2, так и при подаче аргона при сварке TIG. Вследствие чего и засралась выходная трубка редуктора засохшим пивом. Как результат - аргон на горелке был, но поступал как бы импульсами - электрод чёрный и сварки нет. Электрическая цепь. Наука о ремонте говорит, что неисправности бывают только в двух вариантах. 1. Есть контакт, где его не должно быть. 2. Нет контакта, где он должен быть. В нашем случае, я бы проверил контакты байонетов массы и электрода на лицевой панели, так и с внутренней стороны панели. При исправных магистрали подачи аргона , отсутствия подсоса и наличия хорошего контакта, я бы подключил токовые клещи и посмотрел токи, напругу и формы сигнала. Не факт, что и есть Ваш случай, но первое что приходит на ум из опыта своей работы.2 балла
-
@RWS87, берите вольфрам WL-20 на 2,4 - самый универсальный и на алюминий и на постоянку пойдет, закрывает большинство задач и на тонком вольфраме у новичка расход этого самого вольфрама будет большой. Вольфрам точите 2 шт, на переменку и постоянку, при переходе с одного на другое - просто меняете, иначе, если варить на переменке, потом шарик затачивать - опять же вольфрам быстро кончится. С двух сторон вольфрам можно тоже затачивать, но когда обгорелый вольфрам в цангу пропихиваешь - она быстро помирает и часто клинит при смене. Для толстого алюминия можно 1 шт взять на 3,2, чисто под алюминий WZ лучше. Про присадку для чернухи.. Можно использовать проволоку от ПА, но она сильно тонкая, удобнее использовать пруток и стоит он не таких больших денег - tigrod 12.64 При наличии под рукой ПА, все мои потребности закрывает пруток на 2 мм и проволока на 1 мм от ПА. Что еще.... По началу придется много точить вольфрам, поэтому стоит задуматься - чем лучше точить и абразив должен быть мелким, иначе можно расколоть вольфрам. Нужны удобные перчатки, желательно кожа или спилка, в вязаных руки загорают очень хорошо. Не забывайте предгаз и постгаз выставлять, чтобы вольфрам не горел... Остальное - дело техники.2 балла
-
ну хоть если не результат своих проб показать, то и обычного спасибо хватилобы... не приятно тратить время на то чего тебе самому нафиг не сдалось без понимания помог или нет2 балла
-
Для исключения перегрева трубки около горелки, надо саму трубку обернуть в туже медь или тряпкой с водой или алюминиевым скотчем. Насчет скотча, в любом случае посмотрите. Он как экран может быть, т.е. если сама трубка и будет проводить тепло то не далеко но вот корпус горелки можно обжечь. А экран из скотча будет держать температуру. Посмотрите пайка SMD монтажа с помощью фена. Там алюминиевая лента пользуется необыкновенной популярностью. У меня такая есть, без нее ни туды и не сюды. Есть и более тонкая для плат и есть толстая, в строительном магазе можно купить. А дальше интереснее. Горелкой пропановой, скорее всего не получится быстро разогреть. Поэтому ... свои мысли придержу при себе. А вот как надо: ТВЧ кратковременно нагреваете и сдергиваете. Думаю, что специализированной горелкой, у кондиционерщиков тоже должно получиться. Там смесь газов, температура выше, меньше греть и по времени будет быстрее. После остывания и подготавливания штуцера можно повторить процедуру нагрева и посадить новый штуцер. Но ... Я без раздраконивания горелки постарался бы сделать, если позволяет технологически расположение элементов внутри горелки и соединение штуцеров, шлангов и кабелей. P.S. ПСР бывает не только в виде прутка, он бывает пасто образной дрянью, помазал кисточкой и после нагрева очень красиво расплывается по соединению. Быстро и сразу по всему периметру. ТВЧ в данном случае, знаааааачительно сокращает время нагрева и это все локально происходит. Подумал... Можно изголиться и слабым потоком воды, маленькой струйкой, около горелки производить охлаждение трубки. В таком случае, тепло точно далеко не пойдет. НО... паять будет не удобно и проблематично ... Это так, мысли вслух. Индуктор в ТВЧ если не охлаждать водой, при определенной мощности, тупо расплавится. А вот вода, в индукторе, это как электричество в фене, одно без другого не дают нужного результата2 балла
-
точеный из болванки коленвал? фигегознает, меня другому учили он равномерный в части структуры метала., следовательно,быстрее выйдет из строя, чем кованый/штампованый.2 балла
-
за то мы диванные никуда не делись, жуем попкорн и ждем следующего, а этот видно вопрос решил и пашет дальше.2 балла
-
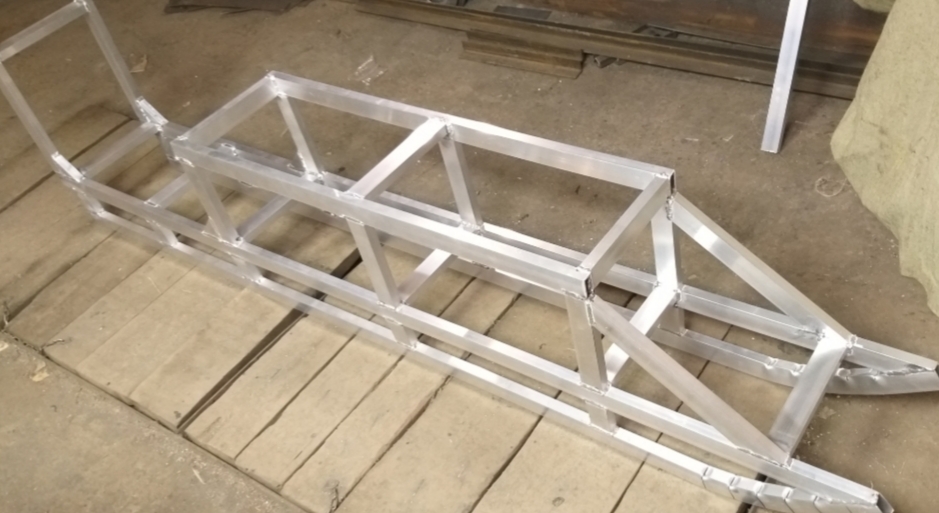
Пока не тележка, стойка, прототип так сказать. Буду дорабатывать.2 балла
-
@Леонов Сергей, все уследить и проконтролировать, что бы каждый вопрос попал в свою тему, нужны не модераторы, а программы которые по слову или словосочетанию определяют, куда что положить. Но мы люди, и за всем уследить и на правильную полку положить не успеваем и не всегда способны. Изучайте форум, людей. Иногда от прочтения целой книги, поможет один вопрос, правильному человеку в личке.2 балла
-
Кстати по сути говоря,дома,если раз в пол года конструкцию сварить из проката,то не 230-я болгарка не стойка для нее нафиг не нужна.Все режется 125-й,причем довольно шустро.Разметка да,отнимает время.Ну и ничо.Лучше потратить это бабло на что- то более полезное.2 балла
-
"Дело было не в бабине...", слишком рано присадку подвал, она комкалась, окислялась и с ванной не плавилась. Сегодня ещё докинул ампер с 60 до 90 на стенку 2 мм, отключил пульс , ну дело потихньку пошло.
2 балла
-
@ilnursvarka,просто дилетантизм+пофигизм-это одно. Да, беда современная и почти повсеместная. А дилетантизм+пофигизм+огромное желание срубить бабла побырому-это даже не беда в квадрате. Это-беда в четвёртой степени. Плюс факториал... Когда работал на стройке-регулярно наблюдал такую же картину, что вы описывали (про вентиляционщиков). Заявляются на тендер, роняют цену. И при этом- думают, что, де, вот, мы уже на коне. А потом-начинаются "страдания юного Вертера". Делать объект нечем и некем. За озвучиваемую цену-путёвых спецов не нашли. Заводят на объект отару косоруких баранов, которую не могут ни материально-технически обеспечить, ни даже "пастуха" более ли менее путёвого предоставить. Результат-известен априори.2 балла
-
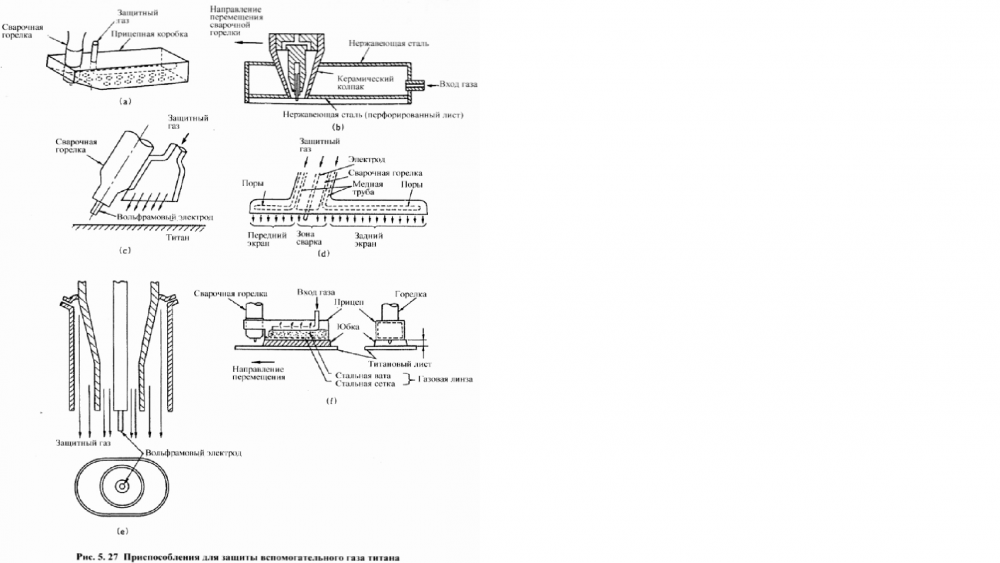
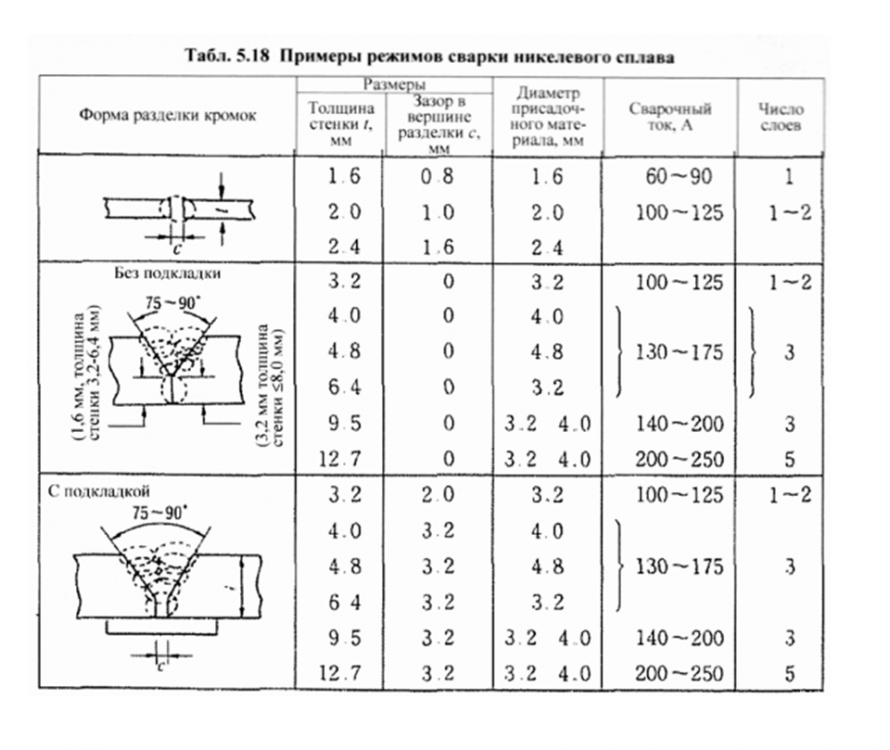
5-7 СВАРКА ПРОЧИХ СПЛАВОВ 5-7-1 Титан Благодаря превосходству по коррозийной стойкости титан применяется к коррозийно-стойким деталям в химической промышленности, деталям летательного аппарата, материалам, устойчивым против коррозии от морской воды, и пр. Титан при высокой температуре, реагируя на кислород или азот, склонен к повышению свой хрупкости, так что при сварке нельзя выставлять зону сварки и зону, нагретой до высокой температуры, на воздух. Следовательно, необходимо принять меры по предотвращению окисления и азотирование зоны сварки не только в процессе сварки, но и в процессе охлаждения, установив на горелку для Аргонодуговой сварки приспособление для защиты вспомогательного газа и подавая аргон в большом количестве. На рис. 5.27 представлены примеры этих меры. Перед началом сварки тщательно протирают поверхность разделки кромок, прилегающую к ней зону и присадочный металл ацетоном, спиртом или т.п. Чтобы удалить оксидную пленку, выполняют химическую переработку жидкой смесью из 2 - 4% фтористоводородной кислоты и 30 -40% азотной кислоты при температуре не больше 60°С в течение порядка 30 сек, потом незамедлительно промывают в проточной воде в течение порядка 1 часа, протирают ацетоном и просушивают. Также для предотвращения возникновения раковин полезна полировка стальной щеткой, наждачной бумагой или т.п. Титановые присадочные материалы для сварки классифицируются стандартом на них, приведенном в табл. 5.15. не только по палладию, алюминию, ванадию и прочему составу сплава, но и по содержанию кислорода. Присадочные материалы оказываются самым склонными к загрязнению, когда подаются в дугу высокого температуры, так что следует обращать тщательное внимание, чтобы в процессе сварки присадочные материалы не выходили за пределы защитного газа и не соприкасались с атмосферным воздухом. Аргонодуговую сварку титана целесообразно вести на постоянном токе с положительной полярностью (DCEN), дугу зажигают, совместно применяя высокую частоту. Как электрод предпочитают применять вольфрамовый электрод. В табл. 5.16 приведены режимы Аргонодуговой сварки титана. Когда сварные швы загрязнены кислородом или азотом, степень окисления или азотирования можно определить по состоянию окрашивания. Если участки приобрели темно-синий цвет, то их нужно удалить и повторно сварить. В специальных случаях используют сварочную камеру и в пей производят сварку, вытянув из нее воздух полностью и заполнив ее инертным газом. Если форма и размеры свариваемых объектов ограничиваются размерами сварочной камеры, можно исключить воздействие воздуха полностью, что способствует идеальной сварке. 5-7-2 Никель и его сплавы Благодаря превосходной теплостойкости и коррозийной стойкости, никель и его сплав широко применяются при едкой окружающей среде. В частности, никель выдерживает каустик и прочие щелочные растворы и применяется как щелочеетойкие материалы. Затруднение при сварке заключается в образовании раковин и горячих трещин. Сварку TIG ведут на постоянном токе с положительной полярностью (DCЕN). Чтобы предотвратить раковины целесообразно применять присадочные материалы с пониженным содержанием кислорода и азота, с целью раскисления и денитрификации к присадочным материалам добавлять алюминий, титан и пр. Для предотвращения горячих трещин, понизив содержание серы, углерода, кислорода, фосфора, кремния, предотвращают образование эвтектической смеси с низкой точкой плавления. Монель, содержащий в себе никель в доле 63 - 70%. медь 26 - 34%, железо, марганец и кремний в незначительной доле, хорошо выдерживает воздействия воздуха и морской воды, и превосходит по кислотостойкости. так что находит широкое применение в судостроении, пищевой, бумажной, фармацевтической, нефтеперерабатывающей и прочих химических промышленностях. При сварке монеля затруднение заключается в раковинах и микротрещинах. Для предотвращения их образования целесообразно уменьшать содержание примесей и добавлять алюминий и титан в подходящем количестве так же. как в случае никеля. Инконель, содержащий в себе никель в доле 76%, хром 16%. железо 8%. превосходит по перерабатываем ости, поддастся горячей и холодной обработке, превосходит по коррозийной стойкости, выдерживает окисление при высокой температуре не менее 900°С и считается превосходящим материалом. Он находит широкое применение в летательных аппаратах, ядерных реакторах, молочном хозяйстве и различных химических промышленностях. Затруднение при сварке заключается в горячих трещинах. Добавлением магния, кальция и пр. понижают чувствительность к горячей трещине. Марка и состав присадочных материалов из никеля и его сплава и режимы сварки с их применением приведены в табл. 5.17 и 5.18. Эти сплавы, в общем, обладают широкой зоной температуры затвердевания и склонны к трещине вследствие того, что на границах зерна разделяются примеси с низкой точкой плавления. В связи с этим имеет немаловажное значение не только выбор свариваемого материала, но и понижать при сварке температуру перед наложением последующего слоя, избегать колебательного движения и вести сварку по возможности на слабом токе и узким валиком. Кроме того, при сварке стыковых соединений обратная сторона склонна к загрязнению атмосферным воздухом с последующим образованием раковин, так что немаловажное значение имеет использовать подкладку или вести сварку, подавая защитный газ с обратной стороны.
2 балла
-
я про обрабатывающие центры а не про маленькие чпу да еще с ручным приводом. Представь что с детали надо снять все размеры сделать чертеж, внести в программу, поставить на станок оснастку под эту деталь, привязать (пускай это не сложно) опробовать на одной "модели" внести корректировку, возможно при ошибке заломить инструмент, так быстрее будет и дешевле?1 балл
-
@Кустарь, Платон, налоги, Допог, и ещё столько всякого дерьма навешали, что взвыли даже крупные перевозчики. Коля, на выезд меня можно дернуть, один такой клиент остался, стонет, но не бросает. А своего помещения теперь для цистерн у меня нет, аренда высока. Чего мне там себя в долги загонять?1 балл
-
Учебный процесс идёт своим ходом... теория /практика-вот до хромоникелевых сталей добрались, -спасибо партнёру-неравнодушному ИПэшнику, подкинул нам 08/18 неплохо 3-4 мм, с проволокой и и газом сами как-то разобрались... ЭвоМИГ 500ТР -по данному вопросу-зачёт...-даже в малоопытных руках студентов выходит что-то весьма похожее на швы....
1 балл
-
И опять вопрошающий просто пропал бесследно.... это не прилично....1 балл
-
Брать ММА аппарат с функцией ТИГ, дело не интересное. Это когда на рыбалку пошел с палкой, а крючок сделал из гвоздя. Взять ТИГ аппарат и им пользоваться для ММА сварки, совсем другое дело. Поэтому, смотреть, есть ТИГ или его нет, я думаю просто не нужно. А вот реально рабочий БСН, хот старт, антизалипание, это то что нужно иметь в ММА, может незначительно, но все равно упрощает процесс ММА сварки и следовательно больше удовольствия, чем хочется разбить об стену. Ну еще блок PFC бы в нем, но тоже рабочий, чтобы не доставлял больше проблем, чем пользы, то же хорошая и приятная вещь. Все сугубо личное мнение, так сказать IMHO.1 балл
-
Сегодня поработал, швы к концу дня стали получатся лучше, уже почти не косячил. Вертикал и горизонт оказывается проще нижнего, намеренно не вращал заготовку. Местами где не подлезть, горелкой вниз варил (ранее при таком хвате, постоянно тыкал электродом). Сварка к завершению, скоро сборка и на рыбалку.
1 балл
-
ну тут свои нюансы, просто токи подбираются под толстую деталь и упор идёт на неё, а то что тоньше приварится само так сказать краем ванны1 балл
-
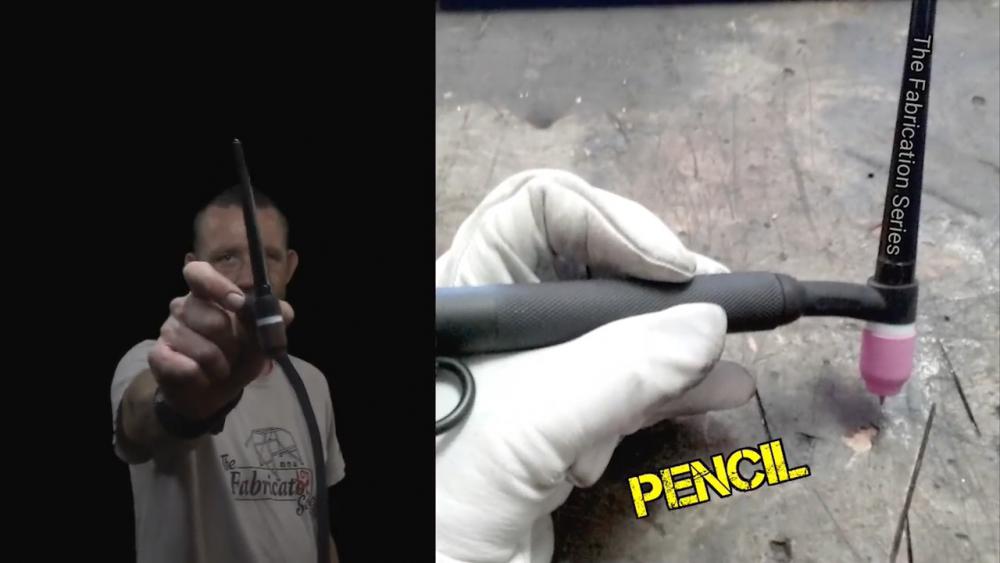
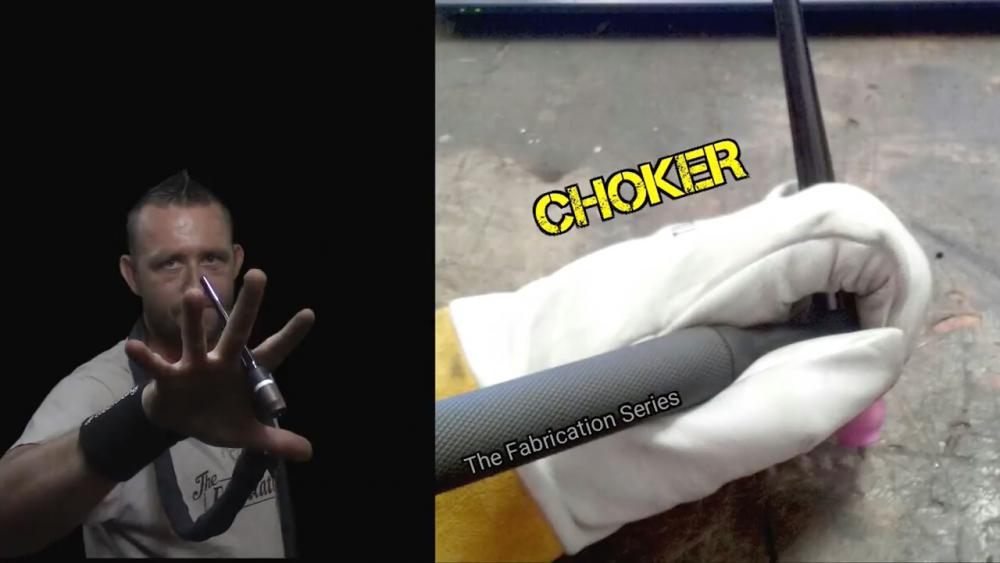
Подброшу и я дров в огонь Восемь способов держать горелку: https://www.youtube.com/watch?v=P_67mob6g6A 1. традиционный хват 2.сигарный хват 3. карандашный хват 4. опорный хват - типа обычный или карандашный хват с опорой руки на мизинце 5. поручневый хват 6. "удушащий" хват 7. перевернутый хват 8. кнопочный хват... Вот как они там выпендриваются - типа легкие, компактные, простые формы с "педальным приводом" позволяют чуть ли не жонглировать горелкой. Есть у них модели и с поворотными и с быстросменными головками с различными углами наклона, даже Китай недавно разродился компактной поворотной головкой: ...но все равно стараются сделать компактыми, тонкими, круглыми - иначе "жонглеры" не поймут
1 балл
-
Наплавка и расточка рулевой тяги экскаватора.
1 балл
-
Вот лучшая тележка для однофазного аппарата:
1 балл
-
Сварку чугуна электродами Комсомолец 100. https://www.youtube.com/watch?v=R-0ASefn-EU1 балл