Лидеры




Популярный контент
Показан контент с высокой репутацией 09.11.2019 в Сообщения
-
@Skull, Доброго дня,сегодня посмотрел по классификации накс стали м-05 это сталь марки 10Х9МФБ , подробную технологию сварки можете почитать в РД 153-34.1-003-01 "Сварка термообработка и контроль трубных систем котлов и трубопроводов при монтаже и ремонте энергетического оборудования"см табл. 4.1 и пункт 14 https://files.stroyinf.ru/Data2/1/4294817/4294817094.htm6 баллов
-
4 балла
-
Ну и ваще работенки подкинули.
 4 балла
4 балла -
4 балла
-
Интересно пообщаться хоть с одним американцем ,купившим 200С. Они очень щепетильно относятся ко всему. Либо им поставляют совершенно другие ПА.,либо они их используют по другому назначению, например в качестве табуретки.3 балла
-
ГОСТ 30430-96 Сварка дуговая конструкционных чугунов. Требования к технологическому процессу http://docs.cntd.ru/document/1200017795 Порошковые проволоки для сварки чугуна. развития. Впервые порошковая проволока для сварки и наплавки чугуна были разработаны в ИЭС им. Е. О. Патона в начале 60-х годов прошлого века и достаточно широко внедрены в промышленности. Эти проволоки марок ППЧ-1, ППЧ-2 и ППЧ-3 (позже стали называться соответственно ПП-АНЧ-1, ПП-АНЧ-2 и ПП-АНЧ-3) были предназначены в основном для заварки дефектов на отливках из серого чугуна с пластинчатым графитом с толщиной стенки в месте дефекта более 15 мм. Они отличались различным содержанием основных компонентов-графитизаторов: углерода и кремния (в ППЧ-1 — наибольшие, а в ППЧ-3 — наименьшие). Кроме того, все они содержали небольшое количество марганца, титана и алюминия. В соответствии с составом назначение проволоки каждой марки следующее: ПП-АНЧ-1 — для заварки без предварительного подогрева небольших дефектов (раковин, недоливов, пор, сыпи и др.) на поверхностях, не подвергающихся последующей механической обработке (декоративная заварка);ПП-АНЧ-2 — для заварки дефектов на стенках отливок большой толщины с предварительным подогревом до 300—350 °C, а также без предварительного подогрева в тех случаях, когда при заварке обеспечивается достаточный разогрев значительной массы основного металла и имеется возможность свободной усадки наплавки;ПП-АНЧ-3 — для заварки с высоким предварительным подогревом (400—600°C) дефектов различных размеров. В зависимости от расположения дефекта, его размеров, жесткости конструкции, массы отливки и требований, предъявляемых к качеству заварки, в каждом конкретном случае решается вопрос о температуре предварительного подогрева, выбирается марка проволоки и определяются режимы сварки. Диапазон возможных режимов сварки порошковой проволокой диаметром 3 мм: сварочный ток Iсв = 250-600 А, ток — постоянный прямой полярности; напряжение дуги Uд = 30-40 В; скорость плавления проволоки vп.пр = 100-300 м/ч; скорость сварки vсв = 5-10 м/ч. Сварку и наплавку чугуна порошковой проволокой выполняют открытой дугой. В отдельных случаях при плохом качестве основного металла во избежание пор целесообразно создавать дополнительную защиту углекислым газом с расходом 600—900 л/ч. При сварке с высоким подогревом ванным способом газовую защиту обычно не применяют, так как при этом создаются благоприятные условия для дегазации жидкого чугуна и освобождения его от неметаллических включений. Структура металлической основы, а также форма и размеры графитных включений в наплавленном чугуне зависят от состава проволоки и условий охлаждения после сварки. При сварке проволокой ПП-АНЧ-1 без подогрева металл шва (или наплавленный металл) имеет перлитно-ферритную основу с псевдоэвтектическим графитом, отдельные карбиды и участки ледебурита; ферритно-перлитная основа и розеточный графит образуются при сварке проволокой ПП-АНЧ-2 с подогревом до 300—350 °C; перлитно-ферритная основа и мелкий завихренный графит получаются при сварке проволокой ПП-АНЧ-3 с подогревом до 500—600 °C. Таким образом, сварка и наплавка данными порошковыми проволоками обеспечивают получение однородных и равнопрочных сварных соединений серого чугуна с пределом прочности (временным сопротивлением разрыву) от 120 до 300 МПа. Установлено, что при сварке порошковыми проволоками с предварительным подогревом до 300—350 °C можно исправлять большинство дефектов, встречающихся в практике литейного производства. Исключение составляют различные сквозные дефекты (трещины, раковины), расположенные на особо жестких конструкциях, мелкие дефекты на трущихся поверхностях, дефекты на изделиях, к которым предъявляются повышенные требования к однородности по твердости, цвету и т. п. В этих случаях необходимо применять сварку с высоким предварительным подогревом. Кроме заварки дефектов литья были выполнены многочисленные работы по ремонтной сварке чугунных деталей: наплавка бобышек на зубчатое колесо очистного барабана, заварка двух сквозных трещин на станине четырехшпиндельного автомата, исправление дефектов на корпусе камеры компрессора и многие другие. Совместно с ИЭС им. Е. О. Патона сварку и наплавку чугуна порошковой проволокой освоили многие предприятия тяжелого машиностроения, турбиностроения, химического машиностроения, станкостроения и других отраслей промышленности. Особо следует отметить широкое внедрение технологии ремонта изложниц, поддонов и другого сменного оборудования для разливки стали на металлургических заводах с использованием порошковой проволоки ППЧ-2 (ПП-АНЧ-2). На московском заводе "Станколит" совместно с базовой лабораторией сварки ВНИИЛитмаша были проведены исследования по корректировке состава порошковой проволоки для заварки крупных дефектов на чугунных станинах с высоким предварительным подогревом. Установлено, что для указанных условий сварки целесообразно введение в шихту проволоки кристаллического графита и железной окалины. Высокие значения сварочного тока и скорости подачи проволоки при механизированной сварке ванным способом обусловили необходимость повышения электропроводности проволоки. Эта задача была решена путем армирования внутренней, заполненной шихтой полости одной—тремя стальными проволоками. Такое усовершенствование позволило уменьшить электросопротивление проволоки и, следовательно, увеличить удельную плотность сварочного тока в ее сечении; повысить при одних и тех же параметрах сварки (по сравнению с неармированной проволокой) производительность процесса. Использование армирующих проволок позволило исключить из состава шихты железный порошок. Технологичность протяжки порошковой проволоки повысилась в связи с ее значительным упрочнением. Армированная порошковая проволока имела марку ППЧ-3М. При сварке этой проволокой металл шва или наплавленный металл содержал пластинчатый графит в ферритно-перлитной матрице. При сварке чугунов с шаровидным графитом (ЧШГ), в том числе легированных, структура металла шва и ЗТВ должна характеризоваться шаровидной или компактной формой графита, а также подобной металлической матрицей, чтобы сохранить в сварном соединении ценные свойства основного металла. Сфероидизации графитной фазы достигают путем введения в состав порошковых проволок магния, кальция, редкоземельных металлов, иттрия. Так, проволока ПП-АНЧ-5, разработанная в ИЭС им. Е. О. Патона, содержит комплекс модифицирующих форму графита элементов — Mg + Ca + РЗМ, которые вводят в шихту в виде лигатуры на основе кремния. Сварку ЧШГ порошковой проволокой выполняют с предварительным нагревом отливок или деталей до 400—600 °C. Диапазон режимов определяется скоростью подачи проволоки: для диаметра проволоки 3 мм Iсв = 250-600 A, Uд = 25-40 В, vп.пр = 80-350 м/ч, ток — постоянный прямой полярности. Заваренные отливки, как правило, подвергают термической обработке — отжигу. Сварные соединения идентичны по структуре основному металлу и равнопрочны ЧШГ ферритного (ВЧ 42-12), перлитно-ферритного (ВЧ 45-5) и перлитного (ВЧ 50-2) классов. Шихта порошковой проволоки ППВЧ-1, разработанной во ВНИИЛитмаше, имеет в своем составе модификатор МР-1 или МР-2, изготовленный из иттрийсодержащего сырья. Сварку ЧШГ этой проволокой можно осуществлять с высоким подогревом сварочной ванны без опасности потери шаровидной формы графита в шве. Порошковая проволока ППСВ-7, разработанная во ВНИИКомпрессормаше (Сумы, Украина) и содержащая большое количество силикокальция, была широко внедрена на предприятиях химического машиностроения для заварки литейных дефектов на чугунных отливках. В 70—80 гг. былв предложена порошковая проволока для сварки и наплавки чугуна и других видов, но они по химическому составу и технологическим возможностям не добавляли ничего принципиально нового к приведенным выше.http://weldzone.info/materials/powderwire/29-deposition/495-poroshkovaya-provoloka-dlya-svarki-i-naplavki-chuguna3 балла
-
И разбавлять соляр газоконденсатом не надо. Просто емкость из под бенза заполнят солярой и алес гут, но не для нас. 10% бензина в соляр делают его НКПР как у бензина. Года 4 назад, осенью, уже морозы были, ребятки подорвались при обслуживании емкости на заправке. Емкость была из-под солярки,насос для откачки метрах в 5 от нее был. Но шваркнуло крепко. Я сразу следаку сказал, что в ёмкости когда то был бензин и сказал, что бы образцы жидкости на химию отправил. Химия и показала, что действительно это смесь бензина и соляры. Как быстро выяснилось, в емкости попеременно держали то одно, то другое. Итог закономерен3 балла
-
ГОСТ 1412-85 Чугун с пластинчатым графитом для отливок. Марки http://docs.cntd.ru/document/1200008656 ГОСТ 7293-85 Чугун с шаровидным графитом для отливок. Марки http://docs.cntd.ru/document/1200008852 ГОСТ 1215-79 Отливки из ковкого чугуна. Общие технические условия (с http://docs.cntd.ru/document/ ГОСТ 7769-82 Чугун легированный для отливок со специальными свойствами. Марки (с Изменением N 1) N 1, 2) http://docs.cntd.ru/document/1200011542 Принципы маркировки по ГОСТ, DIN, NF, JIS, ASTM, BS. Что означает маркировка чугуна? Принципы маркировки по ГОСТ, DIN, NF, JIS, ASTM, BS. Что означает маркировка чугуна?Чугуны различают: а) по форме включения графита серый чугун с пластинчатым графитом (СЧ);чугун с вермикулярным (червеобразным) графитом (ЧВГ);высокопрочный чугун с шаровидным графитом (ВЧ);ковкий чугун с хлопьевидным графитом (КЧ);6) по химическому составу: нелегированные чугуны (общего назначения)легированные чугуны (специального назначения).В чугунах используется приблизительно тот же комплекс легирующих элементов, что и в стали (хром, никель, алюминий, молибден, ванадий и т.д.). Маркировка легированных чугунов осуществляется с помощью букв, обозначающих легирующие элементы (по аналогии со сталями) и цифр, указывающих их содержание (в %). Буква Ш в конце маркировки указывает на то, что графит в чугуне имеет шаровидную форму; если буква Ш отсутствует, то графит пластинчатый. Нелегированный чугун не содержит других легирующих компонентов, кроме углерода. Чугуны с пластинчатым графитом для отливок В основу стандартизации серого чугуна положен принцип регламентирования минимально допустимого значения временного сопротивления разрыву при растяжении. В соответствии с этим принципом обозначение марки чугуна в стандартах различных стран содержит значение минимально допустимого временного сопротивления разрыву, определенного в стандартной литой заготовке пробы диаметром 30 мм. Поскольку значения прочности чугуна данной марки в отливке зависят от скорости охлаждения, определяемой толщиной стенки (диаметром) отливки, в стандартах всех анализируемых стран приводятся минимальные значения полученные, в отдельно отлитых пробных заготовках других диаметров или сечений из серого чугуна каждой марки. А в стандарте Германии, например, приводятся таблицы и номограммы, связывающие прочность чугуна каждой марки с сечением пробной заготовки, что позволяет конструктору выбрать марку чугуна, обеспечивающую требуемую прочность в стенке отливки заданной толщины, или оценить прочность чугуна, которую следует ожидать в этой стенке при заливке чугуном выбранной марки. Стандарты на серый чугун (кроме отечественного) не регламентируют максимально допустимое значение временного сопротивления разрыву при растяжении, но устанавливают для чугуна каждой марки пределы допустимого значения твердости. Отечественный стандарт оговаривает в примечании к основной таблице, что максимальное значение временного сопротивления разрыву при растяжении, не должно превышать минимально допустимое более чем на 100 МПа. В стандарте Германии DIN 1691 отмечено, что в заказе на отливки должно быть однозначно указано, является ли характерным свойством предел прочности при растяжении или твердость по Бринеллю, и в зависимости от этого маркировка обозначается по-разному. Например: чугун DIN 1691-GG-25 или чугун DIN 1691-GG-210 HB Буквы GG обозначают соответственно: "gegossen" - отлито и "gubeisen" - чугун. В отечественном стандарте имеются три марки чугуна СЧ18, СЧ21 и СЧ25, которые допускаются для изготовления отливок по согласованию с потребителем. Стандарт Франции NF А 32-105-65 в настоящее время отменен. В большинстве марок серого чугуна косвенным методом ограничения прочности является максимально допустимое значение твердости, превышение которого приводит к отбелу и связанному с этим ухудшению технологических свойств. Твердость серого чугуна в значительной степени зависит от количества и размеров включений графита в структуре и количества и дисперсности перлита. Поэтому термическая обработка этого материала также весьма важна. Чугун одной марки может подвергаться нескольким видам термообработки: например, высокотемпературному отжигу для ликвидации структурно-свободного цементита, закалке и отпуску. Для получения марок чугуна от СЧ20 до СЧ35 применяют помимо легирования небольшими добавками Сr, Ni, Мо и Cu модифицирование жидкого металла непосредственно перед разливкой кремнийсодержащими добавками (ферросилицием, силикокальцием, силикобарием и другими). Чугуны ковкие для отливок В основу стандартизации ковкого чугуна (ГОСТ 1215) положен принцип регламентирования минимально допустимых значений временного сопротивления разрыву при растяжении, относительного удлинения и твердости (НВ). В зарубежных стандартах регламентируется также минимально допустимое значение предела текучести. Механические свойства ковкого чугуна определяют на литых образцах диаметром 16 мм; в зависимости от толщины стенки отливок допускается применение образцов диаметром 8 и 12 мм. Стандарты зарубежных стран также предусматривают применение образцов примерно таких же размеров. В стандарте США ASTM A602 (Р 82), например, М7002, буква М означает "malleable" - ковкий, 70 - предел прочности, в кгс/мм2, 02 - относительное удлинение в %, а в стандарте на отливки из ферритного ковкого чугуна ASTM А47 приведены две марки 22010 и 24018, где 220 и 240 - показатели предела текучести в МПа, а 10 и 18 - относительное удлинение в %. В стандартах Японии на отливки из ковкого чугуна марки обозначают только по пределу прочности остальных странах - по пределу прочности и относительному удлинению, причем в Германии и Великобритании - пределу прочности в кгс/мм2, а в Японии и Франции - в МПа (см. перевод единиц давления, хотя давление тут - только размерность ) В Германском стандарте DIN 1692 буквы GTS обозначают отожженный ковкий чугун без обезуглероживания, а GТW - обезуглероженный отожженный ковкий чугун. Японский стандарт JIS G5702 регламентирует свойства черносердечных ковких чугунов, обозначаемых буквами FСМВ "foundry casting malleable blackheart", JIS G5703 - FCМW, буква W означает "Whiteheart" (белосердечный, он же обезуглероженный), причем три последние марки дополнены буквой Р, что означает "Реrlite" (перлитный). И, наконец, стандарт JIS G5704 - FСМР, где Р означает то же самое. Французский стандарт NF А 32-701 оговаривает марки белосердечного ковкого чугуна, которые обозначаются буквами МВ - "Мilleable blanc", а стандарт NF А 32-702 на отливки из ковкого чугуна с шаровидным графитом, ферритного и перлитного чугунов, маркируют буквами МN, где N означает "nodulaire" - шаровидный. В стандарте Великобритании ВS 6681 классы ковкого чугуна, входящие в область распространения данного стандарта, обозначаются следующим образом: W - белосердечный (обезуглероженный) ковкий чугун, В - черносердечный (ферритный) ковкий чугун, Р - перлитный ковкий чугун. Чугуны антифрикционные для отливок ГОСТ 1585 распространяется на антифрикционный чугун для отливок, работающих в узлах трения со смазкой, и включает 10 марок. В ГОСТ 1585 приводится химический состав чугунов, твердость и микроструктура по ГОСТ 3443. Чугуны марок АЧС-1 - АЧС-6 - серые с пластинчатым графитом и различной структурой матрицы. Чугуны марок АЧВ-1 и АЧВ-2 - высокопрочные, с шаровидным графитом с перлитной (АЧВ-1) и перлитно-ферритной (АЧВ-2) металлической основой. Чугуны марок АЧК-1 и АЧК-2 - ковкие с компактным графитом: чугун АЧК-1 легирован медью, перлитный, АЧК-2 - перлитно-ферритный. Массовая доля марганца меняется в указанных в марке АЧС-5 пределах в зависимости от толщины стенки. В зарубежных странах нет стандарта, объединяющего марки антифрикционных чугунов. Количество включений графита оценивается средним процентом площади, занятой на микрошлифе. Например, Г2 - до 3 % площади, занятой графитом. Распределение включений графита оценивается по шкале 3 приложения 2 ГОСТ 3443. Количество перлита или феррита оценивается средним процентом площади, занятой этими структурными составляющими на шлифе. Например: П92 - площадь, занятая перлитом, свыше 90 до 94 %. Дисперсность пластинчатом перлита определяется средним расстоянием между пластинами цементита. Например: Пд 0,5 - расстояние между пластинами цементита от 0,3 до 0,5 мкм. Фосфидная эвтектика оценивается средней площадью изолированных включений. Например: Фр - диаметр ячеек свыше ... до ... Термическая обработка антифрикционных чугунов АЧК-1 и АЧК-2 аналогична применяемой для обычных ковких чугунов. Чугуны с шаровидным графитом для отливок В ГОСТ 7293 "Чугун с шаровидным графитом для отливок" имеются восемь марок чугуна с шаровидным графитом. Марка ЧШГ определяется показателями временного сопротивления разрыву при растяжении и условного предела текучести. Условное обозначение марки включает буквы ВЧ - высокопрочный чугун и цифровое обозначение минимального значения предела прочности, в МПа*10-1. Механические свойства ЧШГ обеспечиваются в литом состоянии или после термической обработки. Показатели относительного удлинения, твердости и ударной вязкости определяют только при наличии требований в нормативно-технической документации, и они должны соответствовать требованиям настоящего ГОСТа. В стандарте США ASTM А536 в маркировке чугуна первое и второе числа также определяют показатель предела прочности при разрыве, первое - в фунтах/кв.дюйм*103, а второе - округленная величина этого показателя в МПа*10-1. Третье число определяет минимальное значение относительного удлинения в %. Например, марка 80-50-06 имеет следующие минимальные показатели механических свойств: предел прочности - 80000 фунт/дюйм2 или 552 МПа условный предел текучести - 55000 фунт/дюйм2 или 379 МПа относительное удлинение - 6,0% В стандарте Германии DIN 1693-506-50 в названии марки буквы означают: G - "gegosen" (отлито), G - "gubeisen" (чугун), G - "globular" (шаровидный), 50 - минимальное значение предела прочности в МПа*10-1 (например, GGG-50). В стандарте Великобритании ВS 2789 буквенные обозначения не применяются. Во французском стандарте NF А 32-201 буквы FGS означают: "fonte" (литье), "graphite" (графит) и "sferoidal" (шаровидный). В обозначениях стандартов Франции и Великобритании помимо предела прочности при растяжении в МПа указывается и относительное удлинение в %. В случае, когда испытания на растяжение выполняются не на отдельных, а на смежных с отливкой образцах, указанное обозначение дополняется буквой А. В случае, когда отливки должны обладать особой ударной вязкостью при низкой температуре, указанные обозначения дополняются буквой L, сопровождаемой числом, соответствующим температуре испытания. Символы L и А могут сочетаться. Например, FGS 350-22АL40. В большинстве национальных стандартов на высокопрочные нелегированные чугуны, регламентирующих механические свойства, химический состав чугунов не оговаривается. Обязательными для контроля являются предел прочности при растяжении, предел текучести, и относительное удлинение. В стандартах всех стран, за исключением стандартов Германии и США, приводятся контролируемые пределы величин твердости. Остальные параметры чугунов, в том числе микроструктура, могут контролироваться по требованию заказчика. Количество графита преимущественно шаровидной формы, оговариваемое в большинстве национальных стандартов, колеблется в широких пределах от 70 % в стандарте Японии до 90 % в стандарте США ASTM А395. В том же стандарте приводится единственная марка ферритного чугуна ЧШГ с контролем химического состава по основным элементам и твердости. Определение пределов прочности и текучести и относительного удлинения в большинстве стандартов осуществляется на отдельно отлитых и специально выточенных образцах диаметром 14 мм из заготовок больших размеров (до 75 мм). Если по техническим причинам необходимо использовать образец другого диаметра, он должен обязательно удовлетворять следующему соотношению: L0 = 5,65·S0 = 5d, где L0 - начальная длина между метками на испытуемом образце; S0 - начальное сечение образца; d - диаметр калиброванного сечения образца. Отливки заказчику поставляются в исходном или термообработанном виде. Термообработка для снятия напряжений не оказывает влияния на микроструктуру чугуна отливок, остальные виды термообработки проводятся с целью изменения структуры и приведения свойств в соответствие с требованиями стандарта. Стандарт Японии JIS G 5502 включает 7 марок чугуна с шаровидным графитом. FСD 370 и FCD 400 - ферритные, FCD 450 и FCD 500 - ферритно-перлитные и FCD 600, FCD 700 и FCD 800 - перлитные чугуны. Стандарт JIS G 5503 содержит три марки чугуна с шаровидным графитом: FCD 900 - ферритно-бейнитного класса с повышенной ударной вязкостью, FCD 1000 - со структурой матрицы "отпущенный мартенсит" - повышенной прочности и FCD 1200 чугун мартенситного класса с повышенной твердостью, применяемый для отливок, работающих на износ. Последние три марки получают только термической обработкой с нагревом до области аустенитного превращения. Чугуны с вермикулярным графитом для отливок ГОСТ 28394 содержит марки чугуна для отливок, имеющего в структуре графит вермикулярной формы и не более 40 % шаровидного графита. Для отливок применяют чугуны следующих марок: ЧВГ30, ЧВГ35, ЧВГ40, ЧВГ45. Марка чугуна определяется временным сопротивлением разрыву при растяжении и условным пределом текучести. Условное обозначение марки включает буквы ЧВГ - чугун с вермикулярным графитом и цифру, обозначающую минимальное значение временного сопротивления разрыву при растяжении в МПа*10-1. Относительное удлинение и твердость по Бринеллю определяют при наличии специальных требований в нормативно-технической документации. По требованию потребителя допускается устанавливать другие значения твердости. Механические свойства определяют на одном образце диаметром 14 мм, изготовленном из заготовки толщиной или диаметром 25 мм. В Румынии стандартизированы три марки ЧВГ. В марках России и Румынии цифровое обозначение марки соответствует требуемому минимальному значению показателя предела прочности при растяжении в МПа. Стандартные марки чугуна с вермикулярным графитом (США) приведены по данным проекта стандарта, разработанного в январе 1982 г. ("Standard specification for Compacted Graphite Iron Casting"), которым определены условия приемки и контроля качества деталей из ЧВГ. Фирма Великобритании "International Machinite Metal" применяет отраслевой стандарт, оговаривающий только две марки чугуна с вермикулярным графитом: FС 275 - ферритный чугун и FС 400 - перлитный чугун. Несмотря на сравнительно невысокие показатели механических свойств, чугун с вермикулярным графитом получил в последнее время достаточно большое распространение благодаря хорошим технологическим и теплофизическим свойствам. Чугуны легированные для отливок со специальными свойствами ГОСТ 7769 распространяется на чугуны для отливок с повышенной износостойкостью, коррозионной стойкостью, жаростойкостью и жаропрочностью. Так как многие из них сочетают н себе несколько указанных свойств, маркировка осуществляется по преобладанию легирования. Низколегированные чугуны всех видов, а также высоколегированные марганцевые и никелевые, за исключением марок ЧН2Х, ЧХ3Т, ЧГ7Х4, ЧН4Х2, модифицируют графитизирующими присадками. В хромистых чугунах и в чугунах с шаровидным графитом допускается массовая доля никеля до 1,0 % или меди до 1,5 % вводимых с шихтой: природно-легированными чугунами, легированным стальным ломом или магнийсодержащими лигатурами. В отливках из легированного чугуна с шаровидным графитом не менее 80% включений должны быть шаровидной формы. Отливки из высоколегированных хромистых и кремнистых чугунов для снятия внутренних напряжений подвергаются термической обработке. В соответствии с ГОСТ 7769 во всех марках чугунов контролируются предел прочности при растяжении и твердость HB), в чугунах с шаровидным графитом относительное удлинение (d), в остальных - предел прочности на изгиб (sизг). Отливки из жаростойкого чугуна должны обладать сопротивлением окалинообразованиям: не более 0,5 т/(м·ч) увеличения массы и росту не более 0,2 % при температуре эксплуатации, в течение 150 ч. ГОСТ 7769 включает следующие марки износостойких чугунов: низколегированные хромистый ЧХ3Т и два никелевых ЧН2Х и ЧН4Х2, высоколегированные хромистые ЧХ9Н5, ЧХ16, ЧХ16М2, ЧХ22, ЧХ28Д2, ЧХ32 и высоколегированные марганцовистые ЧГ7ХЧ, ЧГ6С3Ш и ЧГ8Д3. В стандарте США ASTM А532 "Износостойкие серые чугуны" ("Abrasion resistant cast irons") имеется десять марок чугуна трех классов. К классу I относятся низкохромистые износостойкие чугуны, к классу II - высокохромистые и к классу III - с содержанием хрома 23-28 %. Тип чугуна А, В, С и т.д. определяет массовые доли других элементов, входящих в состав чугуна. В обозначении марки ("designation") чугуна НС и LС соответственно повышенное и пониженное содержание углерода. Отличительной чертой маркировки десяти чугунов в стандарте Германии (DIN 1695) является величина средней массовой доли углерода (С*102), проставляемая перед буквами, обозначающими легирующие элементы. 9 марок стандарта Франции NF А32-401 в обозначении имеют наименование легирующих элементов с указанием их массовой доли. При этом марки FВА и FВО относятся к нелегированным белым чугунам, а остальные - к легированным. В стандарте Великобритании ВS 4844 "Износостойкий белый чугун" ("Abrasion resisting white cast iron") нелегированные и низколегированные белые износостойкие чугуны обозначаются цифрой I и соответствующей буквой. Типы IА и IВ отличаются друг от друга содержанием фосфора, а IС - углерода. Белые никель-хромистые чугуны делятся на пять классов, обозначаемых цифрой 2 и соответствующей буквой. Чугуны различных сортов данного класса отличаются, главным образом, содержанием углерода. Белые высокохромистые чугуны (7 классов) существенно отличаются по составу, главным образом, по содержанию хрома; они обозначаются цифрой 3 и соответствующей буквой. Коррозионно-стойкие чугуны (II марок) согласно ГОСТ 7769 можно разделить на три основные группы: высокохромистые ЧХ22С, ЧХ28 и ЧХ28П, высококремнистые ЧС13, ЧС15, ЧС15М4, ЧС17 и ЧС17М3 и низколегированные никелевые ЧНХТ, ЧНХМД и ЧНМШ. Первая и третья группы имеют аналоги в зарубежных стандартах износостойких чугунов, обладающих, как уже было сказано, и определенной коррозионной стойкостью. Стандарт США ASTM А518 "Отливки из коррозионно-стойкого высококремнистого чугуна" ("Corrosion-resistant high-silicon iron castings") включает три марки: grade 1, grade 2 и grade 3. Они различаются содержанием хрома и молибдена. Массовая доля кремния во всех трех марках одинакова. Отливки, изготовляемые из этого чугуна, для работы в жидких коррозионных средах под давлением должны выдерживать не менее 275 кПа. В стандарте Великобритании BS 1591 ("Corrosion resisting high-silicon iron castings") предусмотрено четыре марки чугуна Si10, Si14, SiCr144 и Si16, отличающиеся содержанием кремния и хрома. Толстостенные отливки при литье этих марок чугунов должны охлаждаться в форме до 150-200°С. Мелкие отливки выбивают из формы при 800-850°С и помещают в печь при 750-850°С. Выдерживают при температуре 730-740°С в течение 3-4 ч, затем охлаждают с печью до 100-200°С. Жаростойкие чугуны по ГОСТ 7769 подразделяются на три основные группы: алюминиевые (от 0,6 до 32 % Al) ЧЮХШ, ЧЮ6С5, ЧЮ7Х2, ЧЮ22Ш и ЧЮ30, низколегированные хромом ЧХ1, ЧХ2 и ЧХ3 и кремнистые низколегированные чугуны ЧС5 и ЧС5Ш. Алюминиевые чугуны имеются в национальных стандартах Болгарии, Румынии и бывшей ГДР. Национальные стандарты Чехословакии регламентируют две марки алюминиевого чугуна, а Польши - восемь марок. Основным требованием к чугуну каждой марки является химический состав, который определяет микроструктуру и основные эксплуатационные свойства: жаростойкость, износостойкость. Низкохромистые чугуны содержат от 0,4 до 3,0 % Сr и характеризуются более высокой жаростойкостью, чем обычные серые чугуны. Для предотвращения образования структурно-свободного цементита с увеличением содержания хрома в чугунах увеличивают содержание углерода и кремния и модифицируют чугун. В стандарте США ASTM А319 (R 1985) приведены три класса чугуна с повышенным содержанием хрома. Содержание его от одного типа к другому возрастает (от А до D), при этом углеродный эквивалент в отличие от чугуна ГОСТ 7769 уменьшается, а содержание фосфора увеличивается вдвое. Две марки жаростойкого кремнистого чугуна ЧС5 и ЧС5Ш по ГОСТ 7769 имеют также аналоги в стандарте Польши. Химический состав этих марок практически одинаков, чугун марки ЧС5Ш отличается лишь наличием глобуляризирующих элементов - магния или церия и, соответственно, шаровидной формой графита. К жаропрочным чугунам относятся высоконикелевые чугуны с пластинчатым и шаровидным графитом с аустенитной или аустенитно-карбидной матрицей, обладающие повышенными сопротивлением ползучести и пределом прочности. В ГОСТ 7769 приведена одна марка аустенитного чугуна с пластинчатым графитом ЧН15Д7 и четыре марки аустенитного чугуна с шаровидным графитом ЧН11Г7Ш, ЧН15Д3Ш, ЧН19Х3Ш и ЧН20Д2Ш, где Н, Д, Г и Х означают наличие легирующих: никеля, меди, марганца и хрома соответственно, среднее значение которых определяется числом, стоящим после буквы. Буква "Ш" указывает на шаровидную форму графита. В соответствии с ГОСТ 7769 для этих чугунов осуществляют контроль: предела прочности при растяжении, относительного удлинения и твердости. Для марки ЧН15Д7 контролируется еще и предел прочности на изгиб. Стандарт США ASTM А436 включает 8 марок аустенитного чугуна с пластинчатым графитом, которые отличаются различным легированием никелем, марганцем, медью, хромом и кремнием. Кроме химического состава в этих марках чугуна контролируется предел прочности при растяжении и допускаемые пределы твердости. Обозначение марок условное, например "Туре 2в" - 18-20 % никеля, 3-6 % хрома. Стандартом США ASTM А439 предусмотрено 9 марок аустенитного чугуна с шаровидной формой графита. Обозначение марок также условное. Помимо предела прочности при растяжении обязательным для контроля в этих марках чугуна является предел текучести, относительное удлинение и пределы твердости. Контроль механических свойств осуществляется на образцах, изготовленных из специально отлитых отдельно заготовок. Стандартом США ASTM А571 предусмотрено изготовление марки аустенитного чугуна с шаровидной формой графита (Туре D2М, Class 1 and 2), отличающейся повышенным содержанием марганца. Для этой марки чугуна обязателен контроль ударной вязкости. Стандартом Германии DIN 1694 предусмотрено 8 марок аустенитного чугуна с пластинчатым графитом и 14 марок аустенитного чугуна с шаровидной формой графита. Маркировка этих двух видов чугуна такова: GGL - чугун с пластинчатым графитом и GGG - с шаровидным. В маркировке обозначены основные легирующие элементы и соответствующая им средняя массовая доля. Например, NiSiCr2052 - чугун с шаровидным графитом со средним содержанием никеля 20,0 %, кремния - 5,0 % и хрома - 2,0 %. Стандарт Японии JIS G 5510 включает 9 марок аустенитного чугуна с пластинчатым графитом и 14 марок - с шаровидным графитом. Все марки обозначаются аналогично стандарту Германии. Дополнительно введена марка FCA-Ni35 - аустенитный чугун с пластинчатым графитом со средним содержанием никеля 35,0 %. В стандарте Франции NF А32-301 на аустенитные чугуны маркировка аналогична стандартам Германии и Японии. Например, L-NUC 1563, где L - пластинчатая форма графита; N - средняя массовая доля никеля - 15,0 %; U - средняя массовая доля меди - 6,0 %; С - средняя массовая доля хрома - 3,0 %, S-NSC 2052, где S - шаровидная форма графита; N - средняя массовая доля никеля - 20,0 %; S - средняя массовая доля кремния - 5,0 %; С - средняя массовая доля хрома - 3,0 %. Стандарт Великобритании BS 3468 определяет три марки чугуна с пластинчатым графитом (F1, F2 и F3) и восемь марок - с шаровидным S2, S2W, S5S, S2В, S2С, S2М, S3, S6. Марки представляются в двух группах: первая F1, F2, S2, S2W, S5S - промышленные марки, применяемые в том случае, когда требуется коррозионная стойкость и термостойкость, а вторая F3, S2В, S2С, S3, S6 - это марки специального назначения в криогенных устройствах, а также обладающие низкой магнитной проницаемостью или другими специфическими свойствами. Поиск в инженерном справочнике DPVA. Введите свой запрос: Дополнительная информация от Инженерного cправочника DPVA, а именно - другие подразделы данного раздела:Чугун, общие свойства.Новые обозначения чугунов (JL, JS, JM, GJL, GJS, GJMW, GJMB) по DIN EN 1561/ 2/ 3 вместо старых и привычных (GG, GGG, GTW, GTS) по DIN 1691 / 2 / 3.Вы сейчас здесь: Принципы маркировки по ГОСТ, DIN, NF, JIS, ASTM, BS. Что означает маркировка чугуна?Примерный химсостав обычных (нелегированных) чугунов и английские наименования чугунов.Таблицы взаимного соответствия чугунов (Grey, Ductile, Malleable cast iron) , специфицированных по стандартам JIS, W.-nr., DIN, BS, EN, AFNOR, UNI, UNE, SS, AISI/SAE (ANSI/ASTM), GB.Механические и физические свойства чугуна GG-15 (Cast Iron - серый чугун).Механические и физические свойства чугуна GG-20 (Cast Iron - серый чугун).Механические и физические свойства чугуна GG-25 (Cast Iron - серый чугун).Механические и физические свойства чугуна GG-30 (Cast Iron - серый чугун).Механические и физические свойства чугуна GG-35 (Cast Iron - серый чугун).Механические и физические свойства чугуна GGG-40 (Ductile Iron - высокопрочный чугун с шаровидным графитом ВЧШГ).Механические и физические свойства чугуна GGG-50 (Ductile Iron - высокопрочный чугун с шаровидным графитом ВЧШГ).Механические и физические свойства чугуна GGG-60 (Ductile Iron - высокопрочный чугун с шаровидным графитом ВЧШГ).Механические и физические свойства чугуна GGG-70 (Ductile Iron - высокопрочный чугун с шаровидным графитом ВЧШГ)Механические и физические свойства чугуна GGG-NiCr20 2 (Ductile Ni-resist Iron - пластичный (или высокопрочный) нержавеющий чугун).Механические и физические свойства чугуна GGG-NiSiCr 20 4 2 (Ductile Ni-resist Iron - пластичный (или высокопрочный) нержавеющий чугун).Скорость коррозии чугуна, стали, нержавеющей стали. Сравнительные данные по скорости коррозии: нержавеющий чугун, обыкновенный серый чугун, углеродистая сталь, нержавеющая сталь.Чугун, технологии сваркиТаблица. Обозначения и химсостав металлов и сплавов, используемых в арматуростроении в СШАТаблица. Коррозионная стойкость металлов и сплавов при нормальных условияхЭлектропроводимость (электрическая проводимость) и электрическое сопротивление для железа, сталей и суперсплавов.Механические свойства и допускаемые напряжения для отливок из серого чугуна https://dpva.ru/Guide/GuideMatherials/Metalls/CastIron/InternationalMarking/2 балла
-
Как говорил мой главный инженер:"Пусть твои сварщики варят как смогут,мне лишь бы контроль проходило...",а как они смогут- зависело от службы ГС,то есть и от меня лично..2 балла
-
Совет студенту, такому же как мне. Наверно он универсальный. Если Вы (да-да, именно Вы ), хотите научиться варить нержавеющую трубу, то ищите где ее можно найти 2,5-3 метра. Закупаете электрод подходящий по химсоставу, расходку для обработки нержи и погнали. Через 40 стыков у Вас сформируется свое мнение, как варится эта железяка. Не раньше, и да, я много всяких вариантов перепробовал по току и скорости и технике, и только один из них был верным, это я к тому, что каждый раз делая "разное" (экспериментируя с током и скоростью и шириной зазора или углом снятия фаски), не забывайте о главном, нержавейке много тепла не надо...но при этом учитывайте, что стартовать надо набросив минимум 150% от рабочего тока и греть прихватку 2-2,2с, и потом перейдя в зазор с прихватки, мы сможем работать на столь малом рабочем токе, для большего понимания, ток настолько мал, что НЕ в зазор он (электрод) гореть не может, при работе в зазор спасает форсирование дуги. У кемпи есть крутая технология на пульсовых мма источниках, как автофорсирование, сильно помогает. Что еще добавить не знаю. Кто-то варит секторы 9-12, 3-12 а затем уж 6-9 и 6-3, а я все равно начинаю снизу. Наверно это ошибка. Но лучше всего варить нержавейку в поворотку )) и да, без нормального аппарата будет наверно сложно, да не наверно, а сложно.2 балла
-
@Svarshik_odinohka, нержу надо сваривать аккуратно, на самых минимально возможных токах, в импульсе с форсированием дуги, настройки импульса и техника подбирается индивидуально, на тему пульса в мма есть разные мнения, я ЗА чтобы источник обладал подобной опцией.2 балла
-
Эльдар проучился на последнем экспресс-курсе по профессии "Электрогазосварщик", где было и ОАW,TIG,MIG/MAG,MMA...2 балла
-
Эльдар ,не пробовал электроды E-308L-16? допускают сварку 2мм. но температура до 400гр.2 балла
-
Притча. Представьте себе Степу Полубокова, коего вчера взяли на завод учеником. Он полон надежд и мечтаний, уже представляет, как варит пластинки перед восхищенной бригадой, готовой расцеловать новоявленного спеца в румянные щеки. Все эти влажные мечты рушит усатый, краснорожий мастер. Старый подлец, брызжа слюной и поминая почтенную матушку нашего героя, требует заварить свищ на магистрали (труба, к слову, была проложена, когда мастер был розовощеким юнцом, путающим зазор с допуском). Тощие губы юнца дрожат, издают невнятные звуки, что-то про "не учили, допусков нет", но беспощадный тиран, угрожая половиной КТУ, принуждает его к сварке. Руки бедняги дрожат. Электрод не вставляется, масса теряется, а голички предательски мокнут, угрожая их обладателю порцией веселящего разряда. Степан мучительно вспоминает колебательные движения, показанные ему в ПТУ похмельным преподом, но руки предательски опускаются. В полных ужаса голубых глазах читается фраза:"Прав был батя, лучше бы на повара пошел". Понятное дело, труба дает течь, мастер орет, бригада матерится. И тут приходит ОН. СПЕЦИАЛИСТ. Небрежно накинутая брезентуха пахнет опытом и блестит 7 разрядом, стоптанные кирзачи указывают на его родство с правящими домами Европы, а мозолистые руки на то, где он их вертит. Молодые ОТК-шницы текут ручьем при виде чешуек его шва, а директор, поговаривают, увидя, как он штуцер приварил, готов был отдать ему свою дочь. Держак его - трезубец Нептуна, дуга на конце электрода подобна молнии. Подобно змее он обвивает трубу на монтаже, и как скала стоит при сварке деталей. Он бывал за полярным кругом, в пустыне, Москве и на шабашке в Америке. Взор полон решимости, а поступь- неотвратности. - Ну что ты тут наварил, щегол! Длань его опускается в карман за айфоном 13 модели; шов, состоящий из говна и шлака, фиксируется на камеру и летит в предложку "Веб сварки" с подписью: "Вот так и работаем!!)))" И адская машина уничтожения завертела своими шестернями. По всей стране, все сварщики, задрав свои пропитые, осипшие глотки в ночное небо, дружно заржали. И застрочили обидные комментарии, и унижали пацана. Один, в сердцах, даже смерти пожелал ему за этот шов. Поговаривают, что от Степы даже девушка ушла на следующий день. Но это не точно. А мораль такова- давайте не обсирать своих коллег по цеху, некрасиво это. рассказал и записал - Антон Трусов (ВК Вебсварка)2 балла
-
Электроды для сварки чугуна http://www.spetselectrode.ru/teh10.htm Базовые сварочные материалы для горячей сварки чугуна Наименование Марка и обозначение Назначение Наплавленный металл – чугун с перлитно-ферритной структурой Прутки чугунные (ГОСТ 2671-70) А, Б Для горячей газовой сварки (заварки) и изготовления электродов Прутки чугунные ПЧ-1 Для горячей газовой сварки, наплавки (Ø 10…12 мм), изготовления электродов (Ø 12…16). Разработаны с целью улучшения сварочно-технологических свойств прутков и повышения качества наплавленного металла Электроды чугунные на прутках ПЧ-1, А, Б ЭЧ-1 Для горячей дуговой сварки-наплавки (Ø 12…16 мм) Наплавленный металл – чугун с перлитной структурой Прутки чугунные ПЧС-1 (ПЧ-2) Для горячей газовой сварки, наплавки, изготовления электродов Прутки чугунные самофлюсующие ПЧ-3 Для горячей газовой сварки, наплавки при исправлении дефектов модифицированных чугунов Электроды чугунные на прутках ПЧС-1 ЭЧ-2 Для горячей дуговой сварки наплавки Наплавленный металл – чугун с шаровидным графитом Электроды чугунные на прутках ПЧС-2 ЭВЧ-1 Для горячей дуговой сварки-наплавки https://extxe.com/1446/ruchnaja-remontnaja-svarka-i-naplavka/2 балла
-
Проволоки сплошного сечения ПАНЧ 11 и ПАНЧ 12 Институт электросварки им. Е. О. Патона разработал проволоку марки ПАНЧ-11 ТУ 48-21-593–77 сплошного сечения из никелевого сплава специального состава [41, 42]. Соотношение содержания никеля и легирующих добавок обеспечивает пониженную температуру плавления электродной проволоки, высокую стойкость швов против горячих трещин и достаточную степень графитизации наплавленного металла. Введение в состав сплава оптимального количества РЗМ гарантирует высокую устойчивость горения дуги и позволяет выполнять сварку без использования защитного газа. Широкое внедрение в промышленность способа механизированной сварки чугуна открытой дугой, без подогрева и без последующей термической обработки позволило радикально решить проблему качественного массового ремонта корпусных чугунных деталей машин и механизмов ПАНЧ11 : 0,1-0,5 РМЗ;0,5-10%Mn;0,1-3%Cu;0,05-15%Fe;Si0,3% ост.Ni Легирующие элементы Железо образует с никелем непрерывный ряд твердых растворов и на свариваемость никелевых сплавов в небольших долях влияния не оказывает. Марганец с никелем образует широкую область твердых растворов. Он повышает жаростойкость никеля, является хорошим раскислителем и парализует вредное действие серы. * Кремний ограниченно растворим в никеле, служит его активным раскислителем и улучшает литейные свойства. Повышенное содержание кремния снижает пластичность и увеличивает склонность никелевых сплавов к образованию горячих трещин, поэтому его содержание не должно превышать 0,3% Для снижения температуры плавления сварочных материалов целесообразно дополнительное их легирование марганцем и медью. %. РМЗ РЗМ обладают высоким химическим родством к вредным примесям – сере, азоту, кислороду, водороду, значительно снижающим эксплуатационные характеристики. Редкоземельные элементы образуют с такими примесями тугоплавкие соединения, которые препятствуют образованию легкоплавких соединений, увеличивающих красноломкость металлов.РЗМ оказывают модифицирующее влияние на структуру. Даже малые добавки этих элементов провоцируют измельчение кристаллической структуры металлов, а в высокопрочном чугуне вызывают преобразование пластинчатой формы графита в шаровидную. Для чего вводятся РЗМ в состав проволоки.Чугун можно рассматривать как губчатую структуру,полости в которой заполнены графитом.Так как речь,в основном,идет о сварке корпусных деталей,отлитых из СЧ 20 с пластинчатым графитом,где пластинчатый графит играет роль надреза,ослабляя металлическую основу.Основной целью ввода РЗМ является модификация графита,то есть перевод ее из пластинчатой формы в компактную шаровидную.Во время плавления проволоки в разделке детали,никель смачивая края разделки,растворяет в себе значительное количество графита,который под действием модификаторов при кристаллизации выделяется из расплава в компактной шаровидной форме как в зоне ЗТВ,так и в структуре шва,что значительно улучшает механические свойства сварного соединения.За реальное время взаимодействия 1…2 с могут быть растворены все попадающие на межфазную поверхность тонкие графитные включения пластинчатой формы, свойственные перлитным чугунам.Создаваемый или рекомендуемый готовый электродный материал должен обеспечивать значение предельной растворимости углерода сварочной ванной на уровне 3,5…4,5 %. В этом отношении предпочтительны электродные материалы на железоникелевой и никелевой основе . РМЗ - мишметалл(цериевая и иттриевая подгруппы лантаноидов) МИШМЕТАЛЛ (немецкое Mischmetall - лигатура, сплав)-смесь продуктов восстановления редкоземельных металлов. В природных условиях встречаются вместе, и вследствие трудностей разделения на отдельные элементы получают так называемый «смешанный» сплав - мишметалл. В мишметалле содержится, %: Се 52; La 24; Nd 18; Pr 5; Sn 1; Fe до 2 Цериевый мишметалл содержит, %: Fe до 6; Се не менее 40, 65 и 75 (соответственно в МЦ40, МЦ65, МЦ75), остальное La, Nd, Pr и Sm. Mg 5 -7; Fe до 10; La 18-25; Nd 10-12; Pr 5-7; в МЦМ-5 содержится, %: Се не менее 45; Fe до 6; остальное, как в ФЦМ-5. Мишметалл применяют для модифицирования металлов, в том числе для сфероидизации графита в чугуне. Проволока ПАНЧ11 предназначена для сварки открытой дугой,т.е.без газовой защиты,хотоя ГОСТ оговаривает возможность применение защитных газов(аргона и углекислоты),да практика говорит о пользе газовой защиты в некоторых случаях.Итак,самозащитная проволока.Что же обеспечивает защиту шва?Высокая газонасыщенность чугунов, скачкообразное уменьшение растворимости водорода и других простых газов при затвердевании металла, протекание металлургических реакций с обильным выделением оксидов углерода и паров воды, малая продолжительность существования сварочной ванны — факторы, способствующие нарушению плотности металла шва и зоны сплавления сварных соединений чугунов. Подробно их роль рассматривается в работе [32]. Известна высокая склонность швов на никелевой основе к образованию пор [33, 34]. Для их предотвращения при сварке чугуна необходимо ослабление вредного влияния реакции восстановления оксида никеля водородом с образованием Н2О в период кристаллизации сварочной ванны. Полезное металлургическое воздействие на расплавленный металл обеспечивается при введении в сварочную ванну сильных раскислителей — алюминия, титана и особенно РЗМ, которые во всем диапазоне температур сварочного процесса имеют большее сродство к кислороду, чем остальные компоненты расплава [35, 36]. К тому же в этих условиях оксиды названных элементов не являются газообразными соединениями. Введение в электродную проволоку на никелевой основе в определенных количествах РЗМ позволяет даже отказаться от защитного газа, выполняя сварку открытой дугой швов на тонкостенных чугунных деталях за один проход или в несколько проходов на массивных отливках при узкой разделке кромок . ПАНЧ 12Ni 70%;Fe30%;добавки Mn и TiСодержание никеля в однороходных швах на тонкостенных изделиях или в многослойных швах при сварке массивных отливок должно быть не ниже 50 % [30]. При этом для снижения температуры плавления сварочных материалов целесообразно дополнительное их легирование марганцем и медью. Без специального модифицирования графитная фаза в швах на никелево-железной основе сосредотачивается на границах зерен в виде тонких прослоек, снижая пластичность металла шва. Эффективное модифицирование обеспечивается введением редкоземельных элементов. Остаточное содержание РЗМ 0,05…0,12 % является оптимальным — обеспечивается равномерное распределение графитных включений, которые при этом имеют вид только точечных и шаровидных [31]. Металл шва с такой формой графита не подвержен образованию горячих трещин. Выбор электродных материалов на никелевой основе зависит от уровня прочности свариваемого чугуна. Для изделий из сравнительно низкопрочных серых чугунов, особенно тонкостенных, более пригодны никелевые электроды и проволоки (до 98 % Ni). При их использовании металл шва достаточно прочен (σв = 250…300 МПа) при хороших показателях его пластичности (δ = 25…30 %) и твердости (НВ 160…180) и легко проковывается. Для чугунов повышенной и высокой прочности (σв ≤ 500 МПа) и их сочетаний со сталью в большей степени подходят электродные материалы на никелево-железной основе (50…70 % Ni). В этом случае обеспечивается прочность металла шва на уровне 350…500 МПа при приемлемых значениях относительного удлинения (15…20 %) и твердости (до НВ 210 МПа). Такой металл поддается проковке,необходимой для снижения остаточных напряжений. В этом коротком обзоре частью использованы материалы из статей Ю. Я. ГРЕЦКИЙ, д-р техн. наук (Ин-т электросварки им. Е. О. Патона НАН Украины)2 балла
-
6.2. Расчет режимов сварки (наплавки) в углекислом газе проволокой сплошного сечения В основу выбора диаметра электродной проволоки при сварке и наплавке в углекислом газе положены те же принципы, что и при выборе диаметра электрода при ручной дуговой сварке: Толщина листа, мм 1- 2 3-6 6-24 и более Диаметр электродной проволоки dЭ, мм 0,8-1,0 1,2-1,6 2,0 Расчет сварочного тока, А, при сварке проволокой сплошного сечения производится по формуле (6.9) где а – плотность тока в электродной проволоке, А/мм2 (при сварке в СО2 а=110 ÷ 130 А/мм2 ; dЭ – диаметр электродной проволоки, мм. Скорость подачи электродной проволоки, м/ч, расчитывается по формуле (6.10) где αР – коэффициент расплавления проволоки, г/А· ч ; ρ – плотность металла электродной проволоки, г/см3 (для стали ρ =7,8 г/см3). Значение αР рассчитывается по формуле (6.11) Скорость сварки (наплавки), м/ч, рассчитывается по формуле (6.12) где αН - коэффициент наплавки, г/А ч; αН = αР·(1-Ψ), где Ψ - коэффициент потерь металла на угар и разбрызгивание. При сварке в СО2 Ψ = 0,1- 0.15; FB - площадь поперечного сечения одного валика, см2. При наплавке в СО2 принимается равным 0,3 - 0,7 см2. Масса наплавленного металла, г, сварке рассчитывается по следующим формулам: при сварке ; при наплавочных работах (6.13) где l – длина шва, см; ρ – плотность наплавленного металла (для стали ρ=7,8 г/см3); VН - объем наплавленного металла, см3. Время горения дуги, ч, определяется по формуле Полное время сварки (наплавки), ч, определяется по формуле где kП – коэффициент использования сварочного поста, ( kП= 0,6 ÷ 0,57). Расход электродной проволоки, г, рассчитывается по формуле (6.14) где GH – масса наплавленного металла, г; Ψ – коэффициент потерь, (Ψ = 0,1 - 0,15). Расход электроэнергии, кВт· ч, определяется по формуле где UД– напряжение дуги, В; η– КПД источ https://pvrt.ru/regim/regim_62.htm2 балла
-
Нет. В ручных настройках точно та же непонятная работа на первых секундах шва. То есть, если требуется положить короткий шов (например, сварить T-образно два профиля 20х20), шов закончится прежде, чем аппарат выйдет на "рабочий режим". Ну и про прихватки тоже писал ранее. Либо это уже у моего аппарата такая тема. У кого что ). Резистор сейчас стоит на 4,2в - так, видимо, поставили во время прошивки, я его еще не трогал.2 балла
-
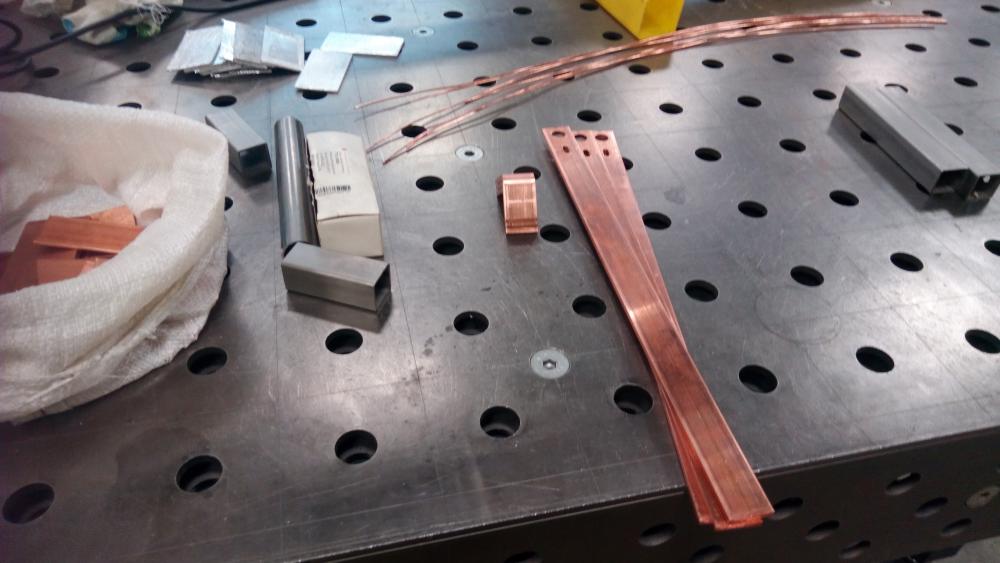
Всем привет! Сегодня пришлось поработать на таком аппарате. Был сварен переходник 377 на 530 и 4 стыка 133 трубы. На все ушло 4 часа чистого времени.Всее стыки были собраны с зазором 3мм. Цех трубных заготовок
2 балла
-
Тююю... Всё познаётся в сравнении. Любой сварщик-корпусник из судостроителей-обзавидуется вашим условиям.2 балла
-
согласен, тоже не могу. я бы по шее еще надавал
2 балла
-
Съездил к Виктору (@Hlorofos). Немного покрутили, поварили. Спасибо ему большое за помощь. Ездил больше для себя, чтобы убедиться, что мне не мерещится. Поварил, попробовал его Динамикой-200. Удивительное ощущение - полностью отсутствует толчок/касание. Абсолютно. Нажимаю кнопку - и сразу четкий поджиг, Слышно и видно, как дуга зажглась, но физически вообще не ощущается. Плюс дуга как-то сразу на рабочем режиме, шпарит как надо. Прихватки - чудо. Навала - ноль по определению. Никакого раскачивания или разгона, как на Гроверсе. Оказывается он существует - четкий старт. А тут Гроверс чуток погоняли. Крутил накануне немного резистор, но не смог подобрать адекватное значение. Не сильно отличалось от первично установленных 8 вольт. Тут то, что и у меня дома, т.е. 8 вольт. Горелка Виктора, газ тоже его. В сети ок. Пробовали и 0.8 и 1.0 проволоку. Не знаю, покручу еще резистор, если раньше ему шею не сверну.2 балла
-
@Skull, главное не забудьте правильно подобрать присадку,при чем шов должен давать структуру аустенита,никакого мартенсита или аустенитно мартенситной структуры быть не должно.Это можно проверить по диаграмме Шефлера.2 балла
-
@Skull, вообще то мартенситные стали не шибко хорошо свариваются. Требуется предварительный подогрев , вряд ли это РАДС делается. Скорее РДС. Проблема не в защите шва, проблема в том, какую кристаллическую структуру Вы получите в шве и ЗТВ после сварки. Поэтому, варить строго по технологии. Если это мелкая разовая работа - или отказаться или найти технологию и строго её соблюсти. Иначе будет попандос. Люди так с ферриткой периодически встревают в неприятности.2 балла
-
@Skull, Доброго дня,поддув нужен.По технологии сварки мартенситных нержавеющих сталей почитайте книгу Николаев ""Сварка в машиностроении"том22 балла
-
2 балла
-
2 балла
-
Ну да , этого стоит "пожурить" однозначно , который на видео и ему не чего боле не остается и приходится пользоваться тем что спроектировали,,, что он и делает и весьма успешно.1 балл
-
того кто проектировал.1 балл
-
@selco, я на алюминии проверяю. Если на нерже еще можно что-то с чем-то, то на алюминии однозначно вылезет. Мы берем на ЛИНДЭ чтобы перестраховаться. Да, может и не бюджетно, но для демо, грешить, на газ не хорошо. И так хватает проблем, материал, проволока, режим, руки. Главное выбрать поставщика. Когда народ именно выбирает, то в целом все хорошо. А иногда берут там где дешевле и не важно где вчера, важно кто сегодня дешевле. Вот тут, полный кошмар. В целом поставщиков хватает, если брать москву и МО, ну и разные крупные города, Питер, Нижний и т.п. Вот с переферией в 100 км ни одного крупного города, там начинаются танцы.1 балл
-
если блюсти зазор и минимальный ток, то не текёт. Мой мнение не аксиома, варите как хотите и как вам удобно или согласно требованиям технолога на производстве. Выбирайте сами, я вам не педагог.1 балл
-
с воздушным для алюминия не подходит, тогда можно и на 220в аппарат брать или использовать на тонком металле в коротком режиме. Аппарат варит, сложен в настройках особенно для новичка, по сути просто не справитесь, я не могу советовать данный аппарат да и вообще начинайте с простого к более сложному тогда будет появляться представление о происходящих процессах и тогда будете выбирать что подходит под ваши задачи и запросы. Подобная техника в основном как бы подразумевает эксплуатацию в производстве где есть обученный персонал или производитель, при поставке оборудование, проводит ликбез/обучение, а надежда что форум обучит это не всегда получается или получается но долго и нудно. В данный момент аппарат стоит в резерве т.к. прибыл из ремонта немец, пока на нем не варю и в случае возникновения ко мне вопросы по настройке, помочь не смогу - расчехлять не буду.1 балл
-
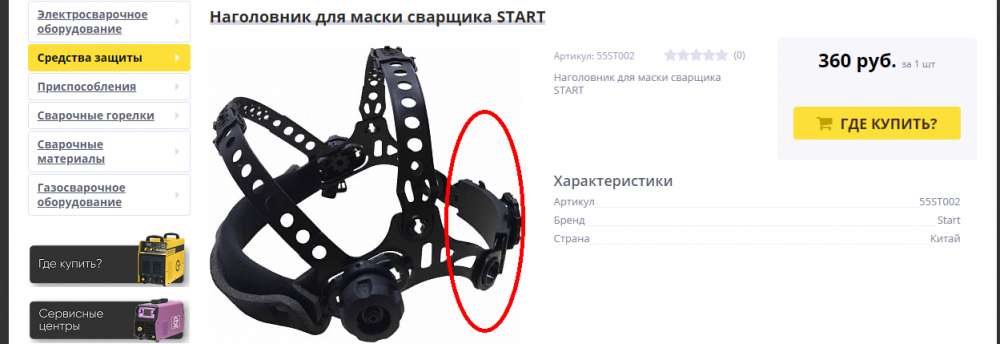
Ускоряю процесс))))))))))))))) https://startweld.ru/catalog/stekla_i_komplektuyushchie_dlya_masok/nagolovnik_dlya_maski_svarshchika_start/ Покупка отдельного узла от SG - затея провальная. Оф. дилеры с такой мелочёвкой просто не связываются, а если запрашивать через каталог запчастей, то если и предлагают, то всё оголовье целиком, а это цены от 5000 руб и выше
1 балл
-
Что бы УЗО работало корректно нужно соблюдать требования эксплуатации от производителя. Применение УЗО достаточно узкое. Это аппаратура для защиты ЧЕЛОВЕКА при утечке тока через изоляцию на землю. При повреждении основной и/или дополнительной изоляции. От перегрузок и КЗ защищают АВТОМАТЫ. Обычные и дифференциальные. Чтобы ставить УЗО нужно знать по какой системе заземления выполнена электросеть. Потому что в одной системе УЗО будет работать лучше, где то хуже. Насколько эти понятия применимы в данном случае. В случае с советскими сетями от УЗО толку будет мало.1 балл
-
Кстати о синергетике. Возился снова с тестами на разных режимах и обратил внимание на то же, что и раньше, а именно: По сути, что подразумевает под собой эта самая синергетика? Мы выбрали толщину проволоки, материал заготовки, а, в случае с 200С, еще и толщину металла. Так вот, по идее, аппарат уже должен с этими параметрами варить как нужно. Ну, может, потребует чуть корректировки. Но в целом так позиционирует производитель, верно? Ну, допустим, решили мы скорректировать силу тока, она же подача проволоки. Вольты должны, в соответствии с заложенными в устройство алгоритмами, также поменяться на нужные значения. И вот интересный момент именно с 200Р - у него все три крутилки имеют принцип абсолютного энкодера - то есть, у них ограничен ход поворота и, даже при отключении питания и его последующей подаче (равно как и при переключении режимов), значения не изменятся. Почему на это обратил внимание? К примеру, в синергетике должно быть соотношение 100А-20В (это чисто с потолка). А до этого я экспериментировал со швом в ручном режиме и крутил регуляторы как вздумается. И вот, переключившись на синергетику, выставляю нужные мне 100А, а на вольтметре при этом... 18,5 (тоже просто для примера). Почему? А потому что крутилка вольтметра оставлена прежде на положении, соответствующем этому напряжению. И я, как бы считая, что все должно быть норм, начинаю варить, а получается абы что. Надо подстраивать вольты под амперы, поднимать до тех же 20В и тогда уже, крутя амперы, вольты будут меняться по правильному алгоритму (ну, это в идеале, а не как на деле). Насчет 200С не знаю, но, судя по фото панели, там стоят уже инкрементные энкодеры - эти крутилки вращаются свободно по кругу в любую сторону. И вот как раз на такой конструкции получается, что как ни накрути в другом режиме, а при включении синергетики, автоматом встают нужные значения, потому что они не привязаны к положению крутилки. Поправьте, если ошибаюсь. Например, на обзоре той же, по отзывам, хорошей (с реально работающей синергетикой) Wega mini mig 200 вообще одна крутилка типа инкрементного энкодера, которой выставляется ампераж, за ним подтягивается вольтаж (который можно корректировать) и, при желании, регулируется индуктивность. Я вообще к чему все это расписал - либо я не понимаю чего-то, либо в принципе такая вещь как синергетика вкупе с конструкцией регуляторов на основании крутилок с ограниченным ходом и "запоминанием состояния" обречена на провал. Но вполне допускаю, что не учел какой-нибудь банальной вещи и все мое рассуждение - ерунда. Кто может - проясните этот момент, пожалуйста. Для наглядности прикрепил фото панелей.
1 балл
-
Никак Коля мундир старосты держит на готове , и списки составил .1 балл
-
кстати, меня давно посещала идея: стать разведчиком. Передавать сведения где ездят и где стоят. И, т.к. я парень ленивый, но, когда маячит заработать, становлюсь очень не ленивым, могу работать на обе стороны. Надо тока в контракте оговорить: по чётным я за лыныры, а по нечётным за Украину. По праздникам за хозяев лыныры - Россию. Двойной агент, романтика!!! Только вот бяда: не вербует нихто . Ну шо за "армии" пошли, сандалят вслепую. Сегодня целый день бУхали. Разведение .... http://chipgu.ru/images/smilies/kolobok_addon_jokingly.gifhttp://chipgu.ru/images/smilies/kolobok_addon_jokingly.gifhttp://chipgu.ru/images/smilies/kolobok_addon_jokingly.gif1 балл
-
Практичность- относительна.Паламали.Два часа выколупывал чёртову гусеницу по щиколотку в СОЖи.Начали делать новые траки в кондукторе.Конструкцию несколько усовершенствовали,по сравнению с советской.Ту би континуид...
1 балл
-
@Skull,почитайте ОСТ 26.260.3-2001 Сварка в химическом машиностроении https://files.stroyinf.ru/Data2/1/4293847/4293847328.htm1 балл
-
Эххх.. Последние двое будней.. Мои колени и спина твердят, что нафиг такие работы)) Отсылка к теме про Теория против практики . Ну, не можете вы сами придумать - возьмите за основу чужой проект. Ну, не мне же за них это делать?(( Ну, а пока делаем такое, надеюсь, разово.. Ну, реально, тут так все удобно и быстро делается, что я не смогу сказать без мата. Вчера вот так.. Сегодня решили очередной такой же модуль иначе сварить. Ну, что-то не лучше.. Помоган ещё успевает посмеяться!
1 балл
-
Rolli, перелогиньтесь!1 балл
-
.Итак, поехали!!!
1 балл
-
Решил телефон почистить-а там -опа! Фотки с акции и дежурные будни....последние-ездим на "педальном приводе" на Эво с вечерниками и починяем примус...гантелю....заодно товарищ тренируется в ТИГ-пайке чугуна бронзой... типа-на "кошках,... И физкультурнице-счастье..не на выброс.... Заодно коллеги по просьбе студиозусов выясняли , кто сильнее-слон или черепаха... УОНИИ 13/55 ли ОК-46....
1 балл
-
Чебурек1 балл
-
Читаю данную тему периодически, типа как "Санту Барбару" смотрю. Это наглядное пособие, как продавцам поступать нельзя (это моё личное мнение). Компанию здесь хорошо преподнесли и товар пошёл (очень даже с большой подачи данного форума). Да и Алексей tehsvar вроде старался быть на связи и адекватно всем помогал по возможности. Компания тратит сотни тысяч рублей на выставки и рекламу, а тут уперлась в потерю каких-то 10...15 тыс.руб. Да и то это не потеря - это не полученная прибыль (явно там заложена наценка не меньше 15 тыс.руб.) Ну не подошёл товар покупателю, ну свалите на то что покупатель криворукий (хотя явно видно что это не так), ну цвет не подошёл покупателю и его это раздражает - ЭТО ОДИН СЛУЧАЙ ИЗ 1000. Да заберите этот товар и извинитесь - и этот же покупатель здесь раструбил бы: "КАКАЯ ОТЛИЧНАЯ КОМПАНИЯ." А сейчас приходится считать не полученную прибыль в сотни тысяч, так как много людей читают этот форум и делают вывод. Китайских поделок очень много на рынке под разными названиями и точными копиями с одного и того же завода. Так что в любой момент могут столкнуть с пьедестала и корону с головы сбить (это опять же моё сугубо личное мнение).1 балл
-
— С вас 200 рублей. — На ценнике же написано 100? — Да, написано, но на самом деле это стоит 200. — Ладно, вот... — Извините, но вы мне дали только 100. — Да, там написано 100, но на самом деле это 200.1 балл
-
Кстати о троне 05.10.2011; 16:56 http://orbita.dn.ua/wp-content/uploads/2011/10/e8c475bb5115-220x146.jpgПенсионер из Ровно Николай Христич изготовил трон для российского президента, – сообщает gazeta.ua. Умелец в шутку предложил президенту Украины Виктору Януковичу подарить трон Дмитрию Медведеву или премьер-министру Владимиру Путину, чтобы “за газ легче было бы договариваться”. По словам Христича, на изготовления подарка российскому правителю ушло свыше трех лет. Трон представляет собой кресло со спинкой в виде двуглавого орла (герб России). Он изготовлен из дуба. Размах крыльев орла составляет более двух метров. Высота трона – около 2,5 метра. http://orbita.dn.ua/wp-content/uploads/2011/10/e8c472f17d0b-e1317820525239.jpgКак утверждает мастер, его изделие может прослужить не менее трехсот лет. “Его можно украшать драгоценными камнями, покрыть сусальным золотом. Также нужно покрыть качественными лаками”, – рассказал Христич. http://orbita.dn.ua/wp-content/uploads/2011/10/e8c471d1348d-e1317820620312.jpgПомимо трона для российского президента, Христич ранее сделал целый набор стульев для победителей чемпионата Европы по футболу 2012 года, который пройдет на Украине и в Польше. Кроме того, Христич изготовил кресло для президента США Барака Обамы и канцлера ФРГ Ангелы Меркель. Виктор Гомоль, gazeta.ua1 балл
-
Бывают такие случаи, что называется и смех и грех. В 84 году активно менялись водоводы в поселках, со всеми прилегающими водоразборными резервуарами ,насосными и водоразборными мачтами. Про неудачную установку мачты расскажу. Обычно все мачты мы устанавливали сами, а здесь при очередной установке нам сообщили, что установкой займутся специалисты. Мы конечно удивленно возмутились, -а чем эта мачта особенная и сложней устанавливали. Нам инженер объяснил, " Должна приехать проверка из треста, вы мол наблюдайте и учитесь). Пришел этот злосчастный день установки мачты,приехали за 80км эти специалисты со своим краном. Мы немного опоздали и приехали когда уже начали подъем. Все произошло как-то неожиданно. Мачта как-то задергалась и медленно стала падать,перпендикулярно мачте и сам кран понемногу стал заваливаться. Крановщик успел пулей выскочить из своей будки обежать вокруг крана и все происходящее наблюдал со стороны, как будто это и не его кран падает. Грохот, скрежет металла и огромные клубы пыли. Мачта упала не на бок а на угол, крановая стрела поперек, рядом проходила линия электропередач и телефон, естественно все оборвало. Продолжение следует.1 балл