Лидеры




Популярный контент
Показан контент с высокой репутацией 13.03.2019 во всех областях
-
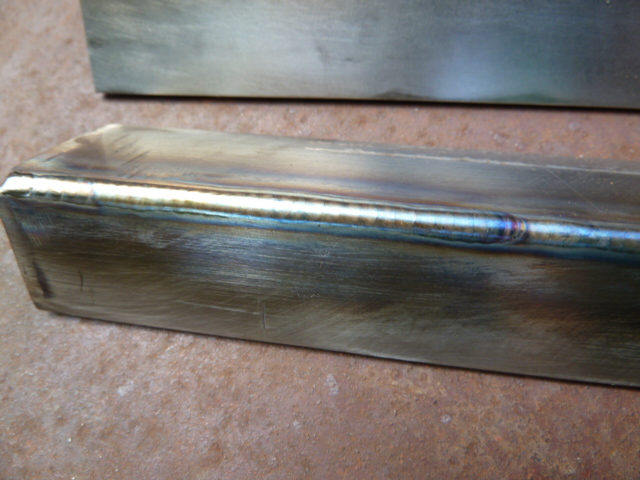
Ковши, любимые ковши.... Вчера получил проволоку "Оливер" 1.2мм 09Г2С , полированная, без меди. Мой Фроня отказался работать ей в СО2, наотрез, совсем. В смеси-пожалуйста, а кислота-ну никак. Что только не пробовал, отрыв капли-непредсказуемый. Но, зато в смеси-шов получается почти как от порошка. Впрочем, смотрите.
 16 баллов
16 баллов -
медленно , но уверенно ползу ))))) плита 10 мм и скругление профиля . лежа на полу а тут предстоит ставить
16 баллов
-
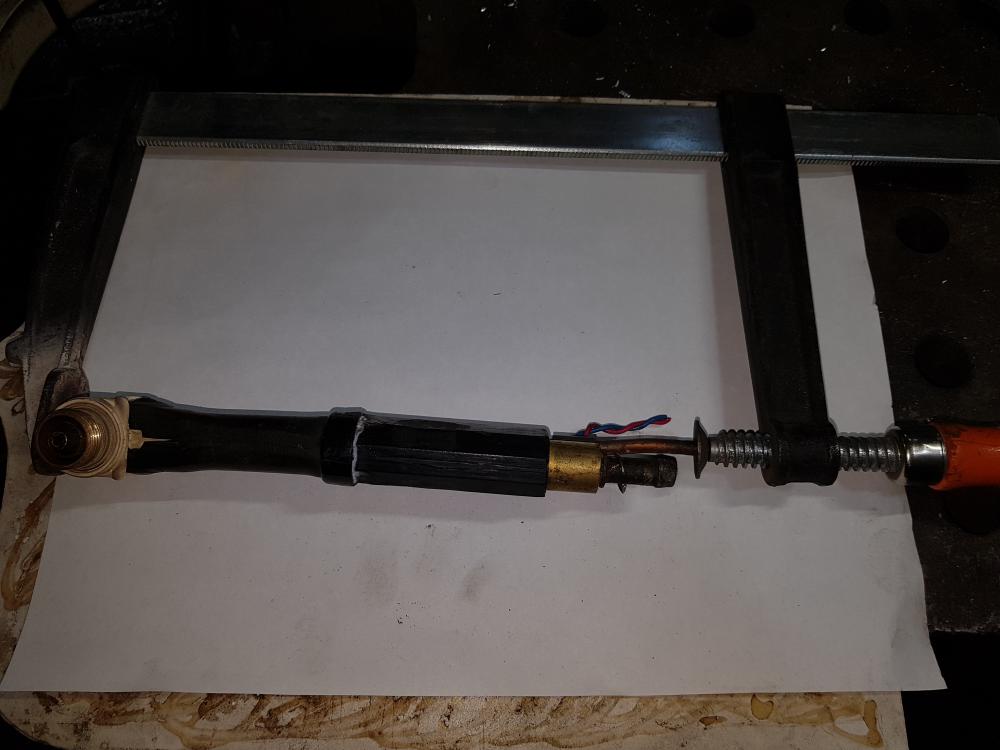
Раздолбай-механоид пламенем пропан-воздушной горелки спалил мне горелку модели 07М. Шлейф остался жив. Поэтому-купил на Авито б/у горелку 17 без шлейфа. Поскольку данную горелку гоняли на "не совсем чистой" воде и на ней имеются ржавые подтёки-надо менять уплотнения. Для этого-её надо разобрать. Чтобы вынуть из корпуса шею-надо снять утопленное в муфту подачи воды стопорное кольцо. Для облегчения задачи-немного сжимаем струбциной горелку по оси, опираясь на голову и трубку подачи воды. Кольцо выходит из муфты и его можно свободно поддеть остриём ножа. Итак, горелка разобрана. Поменять резинки-дело техники. Осталось перетянуть капроновой нитью шланги и пропитать нить цианакрилатным клеем, а также-соединить провода управления. "Я пришью ему новые ножки и он вновь побежит по дорожке!"(С)
8 баллов
-
@Serj55441,Не пошли бы вы в модераторы,тогда не пришлось бы столько текста писать.стыдно в вашем возрасте интриги разоблачения вести.Берут сомнения в вашей радости за меня дизлайком под видео.Для просмотров я бы выкладывал бы какой нибудь ленте в виде инстограмма,а не здесь,где страницы переворачивается и ни кто уже туда не смотрит,да и тема дисков интересна единицам,кто с этим связан.да и в названии этой ветки гласит,сварка и ремонт,а не обучение новичков элементарным азам сварки,для этого,другая ветка.С красотой шва вы вероятно ошибаетесь,на диске обычно один или два сантиметра шва,скорее правильности и чистоты шва,с проваром без пор,подрезов и грязи. Зря вы во мне увидели конкурента за рекламу,ваши заказчики,ко мне точно не поедут.)) Здесь выкладывая меня интересовали,отзывы,замечания и предложения,благодаря этому я улучшил звук и информационность своих видео.Проще на другом форуме выставить.Можете оставаться властелином этой ветки. Больше выкладывать не буду,кроме последнего видео сегодня в дань благодарности и уважения данному форуму,с рекламой форума,для привлечения интересующихся сваркой,т.к.В целом форум очень хорош информативный и удобен в прочтении.7 баллов
-
Да, потянет. Но... Диапазон настроек сильно сузится. То есть верхние пределы мощности станут недоступны -- аппарат просто не вытянет поддержку максимального напряжения на толстой проволоке, и стабильность пропадёт -- аппарат начнёт дёргать проволоку и плеваться. Ближе к малым токам тоже что-то неправильное начнёт твориться, скорее всего, но пока не могу себе представить что именно. Так что поиспользовать халявную проволоку вы сможете, но не очень комфортно.6 баллов
-
Выдалась свободная минутка))) ММА Pulse, DC 10 - 140 A, 1 и 3 Hz, 308 3,2 мм
6 баллов
-
Хлопотно это, запихаю чего-нибудь во внутрь, что бы форму держала. Еще один образец прибамбасинга, дюже полезный, а после доработки, еще и практичный стал6 баллов
-
Такой вот прибамбас получился, гайки М10 убегают в него как дети в школу6 баллов
-
@БекасЧе, не, он 1,2 точно не потянет. Он на проволоке 1 мм нормально работает только до скорости 7 метров в минуту и напряжении в районе 20-25 вольт, дальше процесс сварки уже не комфортный, много брызг. На 1,2 надо трехфазник ампер на 300.5 баллов
-
Форум сварщиков Вебсварка→ О сварке в общем→ Изделия и проекты→ Ценообразование работ и изделий. Я перенёс вашу тему, изучайте раздел. Точкой сварки (а не сварочной точкой) считалось место сварки -- сварочный стык на отоплении частного дома/квартиры. Операционный стык считался как две точки. Поворотные и не поворотные стыки считались одинаково. Таким образом клиент мог сам видеть как образуется цена, и ему это было предельно понятно.5 баллов
-
Что же это такое? А это люстра, за 130кР Это чудо целиком стальное, кроме фигнюшек, от которых финтифлюшки и по отваливались Припаяны были, но суперклей китайский лучше держит... Хреновины эти из какой-то дряни, определить которую экспресс методами не удалось. Да ну её в пень И на закуску, бумажка от этой параши.5 баллов
-
Тут на днях приехал старый клиент-пофигист на Патруле-60 и опять таки с порванной рамой, опытный, блин, камикадзе. То, что я варил, держится, спасибо шлаку и краске, порвал в другом месте. Вдребезги и пополам, и глушак тоже. А ехать надо завтра-вчера и как-нибудь, но таки сделать. Глушак спортивный, звук - Феррари отдыхает, правда, коптит, но это уже мелочи. Кронштейн оторвало, да и фиг с ним на скорость не влияет. Поперечная круглая труба на раме. Если там 1-1,5 осталось - это ещё повезло. С горем пополам (на горе висела сварочная маска) залил трещины. Сверху осталось примерно 15 мм трещины, подлезь никак и времени нет. Всё остальное проварено. Кронштейн заварил. Глушак разошёлся трещинами в разные стороны, тоже пришлось заварить. Клиент уехал довольный.
5 баллов
-
Не забывайте, кроме максимального тока есть ещё МПП. Он у Реала не ахти, вряд ли нормально проволоку 1,2 подавать будет. Да и инвертор у него хоть и на 200 ампер, но это впритык. Долго он в таком режиме не проживёт. У него на входе 3 кондёра по 470 мкф, а у N 220 - четыре. Соответственно, при длительной работе на больших токах быстро высохнут. Пробовал я ставить проволоку 1,6 в аппарат на 250 ампер, так, из любопытства. Наплавлять получалось, но глубины провара нет. Примерно то же самое будет , если в Реал 1,2 зарядить. @Глобул всё объяснил.4 балла
-
Игорь, не надо обижаться я отчасти тоже согласен и про конкуренцию упоминать вообще нет смысла, тут есть даже некое сравнение если рассматривать ценообразование. В чем суть форума и профильной ветке - одним обучение, другим подсмотреть или поделиться как лучше и надежнее и вот тут есть тонкости, с фото можно более четко что то отобразить и рассмотреть а в видео все образно и размылено (общее понятие отчасти обучение отчасти как реклама) но сколько труда потрачено на съемку и монтаж??? и самое главное посмотрев тут несколько раз что надо увидели а дальше повторение и нужных "тонкостей" нет. По этой причине и советует @Serj55441, сделать отдельную свою ветку, она будет состоять как я понимаю из роликов и эта ветка в своем роде будет уникальная и познавательная для многих и тем более весь материал будет не разбросан в подобной теме а лежать в одном месте и легко найти, кто то свой ролик может добавит и будет польза.Лично мне интересно смотреть короткие ролики но если начинают повторяться просто уже и не смотрю из-за не хватки времени а вот когда появляется то в ветке уже не ищешь, вот и результат. Так что тоже рекомендую создать свою ветку и может появится у меня снять ролик тоже выложу.4 балла
-
@БекасЧе,мощности подкинуть придется4 балла
-
Ему-то как раз-ничего не пришили. Наоборот-отрезали от зряплаты червонец на новую горелку. Всего-то делов... А я-схитрил. За 2 круб. приобрёл некомплектную горелку, а оставшееся-пустил "себе на ум".4 балла
-
Вот такая горелка пришла вчера,ждал 2,5 месяца(( WP9 с гибкой головой. Шланг очень гибкий,можно вокруг пальца намотать. Теперь найти бы время её опробовать в деле.
4 балла
-
Казанка сделана из Д16. Этот сплав справочники относят к не свариваемым. На своей, подваривал трещины присадкой 4043 на углах носового люка. Лет пять назад. Держатся. Но от других предложений отказываюсь. Последствия не предсказуемы. Потому что, если рядом заклёпки, то могут ослабнуть и подгорит уплотнительная лента. Варить трещины? Так этот сплав руками ломается на границе шва. С современными материалами элементарно клепается. Если он готов оплатить эксперименты без гарантий и ответственности, то можно взяться. Но в случае неудачи, будет рассказывать, что сварщик делал, но всё лопнуло. Опустив при этом подробности, того, что его предупреждали о непредсказуемости эксперимента.4 балла
-
Вот у человека надо было сразу спросить горелка какова воздушка или водянка . Скорее всего воздушка пока температура наконечника в норме и сварка в норме как перегрелся и пошел "тормоз" и дуга длиннее и жарче и в конце концов проволока приварилась к наконечнику.3 балла
-
все это своего рода пафос... и сам диск как бы варить нельзя/нерекомендуется но делаем, ненужная эта демагогия превращающаяся в "религию" о спасении водителей/человечества.... Условие одно для сварки спиц - аппарат всяк больше 200А и с подогревом всего диска.3 балла
-
@Slav_Shi,покажите мне этих олимпийских чемпионов по сварке,которые сжигают 5 кг.эл-ов за час-это полнейший бред.В нормальных условиях 5 кг.в смену,в экстремальных,когда задница в мыле-10 кг.,ну а когда денег хочется заработать,то 15 кг.,не знаю,я 15 кг.эл-ов ни разу за смену не сжигал,не было таких форсмажоров,а тут 40 кг.за 8-ми часовую смену?Нормировщику бы глаза с руками поотрывать за такие нормы.3 балла
-
https://glushitel64.ru Ставим видео на паузу и смотрим на швы. о-О... Аццкий отжЫг))))3 балла
-
Изучайте Инструкция по нормированию расхода сварочных материалов и электроэнергии при дуговой сварке в смеси газов.pdf Нормирование расхода покрытых электродов при РДС и наплавке.djvu пособие по нормирование электродных материалов.djvu3 балла
-
@БекасЧе, для гаража - нет смысла переплачивать. Real MIG - вполне себе достойный аппарат за свои деньги, только берите именно с 4 крутилками. У меня старая версия без регулировки индуктивности, ее реально иногда не хватает. Ну и проволока только 0.8. на проволоке 1 мм качество прям ощутимо хуже... Хотя вот индуктивность должна решить эту проблему, не пробовал к сожалению в деле. Почему именно Сварог? Электродами варить собираетесь?3 балла
-
Устраивается на работу секретарша, её спрашивают: — Скорость машинописи какая? — 9000 знаков в минуту. — Господи, разве можно с такой скоростью печатать? —Конечно, можно, правда фигня получается!2 балла
-
Вы меня опередили ровно на минуту, только хотел спросить о соответствии наконечника и проволоки. Соответствие маркировки и диаметра отверстия хорошо описаны в каталоге принадлежностей KEMPPI. В своё время покупал наконечники у производителя в Питере ( Кемпи-РФ), так они и выслали 1.2 сталь вместо 1.0 Al. Это одно и то же, разница только в маркировке.2 балла
-
сегодня поставил наконечник для стали 1.2 под проволоку 1.0.всё пошло как по маслу.по ходу наконечники г---о купил.хотя бинзель.я их померил у них отверстие 1.4.мм.на них написало 1.0 AL.так что разобрался.получается слабоватый контакт был.спасибо.горелка воздушка.с моими работами нагреваться не успевает.у меня максиму швы по 10 см.токи 100а.2 балла
-
Виктор , ты чо на себя взял и мы про аппаратики и кузовщики конечно не сварщики да и к аппарату надо притереться и за неделю сие не получится , так что не переживай. Впрочем я уже где то говорил об этом что обычный трансформаторный ПА "точки" лепит лучше любого инвертора и даже моего большого Меркле у коего аж два импульса поджига и знаю у меня Брима немецкая была (сейчас наверное REHM или как то эти две конторы связаны были) транс правда 320 ампер так вот он точки лепил раза в два лучше чем Меркле . Вот для себя я таков вывод сделал ТРАНС всегда при полной мощи на кончике проволоки кою ему поставил сварщик и он не думает и лепит точку , инвертор хоть и быстр но тупят-тормозят у него мозги для точки и пока он "подумает " то уже испортил точку наплавленном через чур или наоборот не сплавлением. Как то так P.S. похоже это понимают и в самом Меркле и для авторемонта у них ТРАНС серия и менять на инвертор не хотят и правильно делают .2 балла
-
@G_Kar,@selco, да мне вообще фиолетово, тыркнул, не тыркнул. Я по грунту, ржавчине, не варю. Кузовных работ не касаюсь, чур меня!! Сварщик сварщику рознь, кузовных дел мастера, сварщики только от части. Я вижу и слышу, что оба аппарата не настроены, но я то тут причём?2 балла
-
Товарищ отзыв оставил. https://youtu.be/sF3hzUOAXwY https://youtu.be/Q2dNTtdg1x42 балла
-
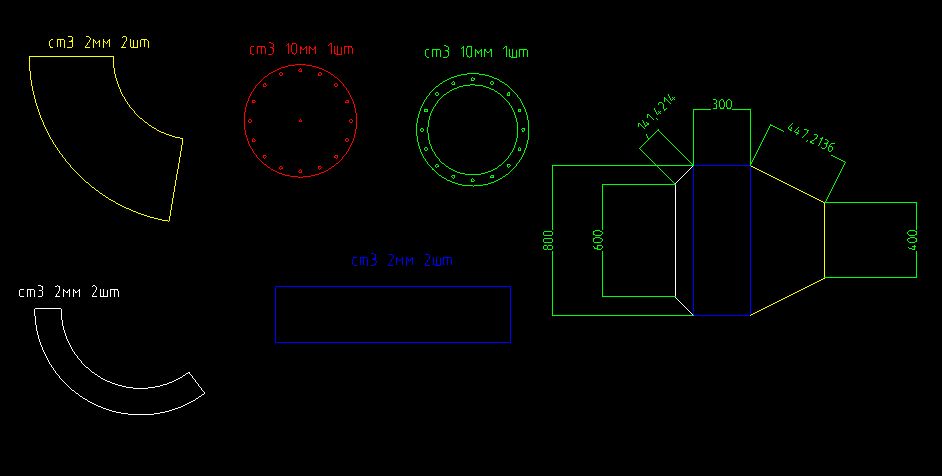
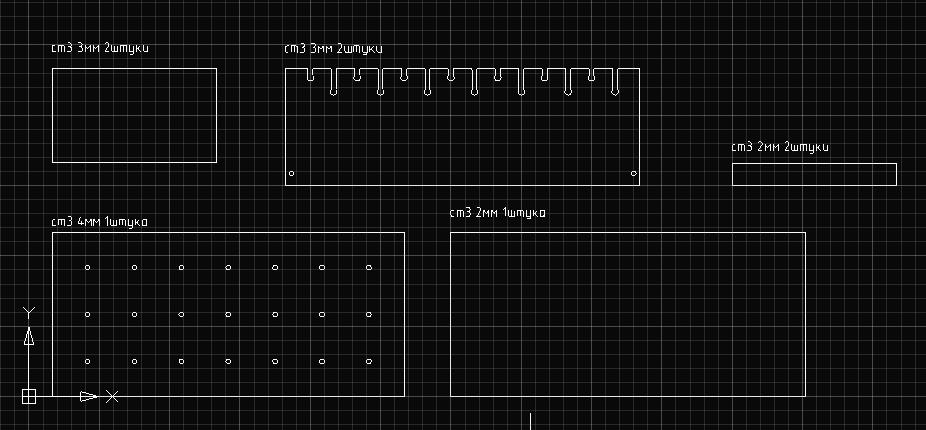
Пока вот, груша к мешалке 0.23 куба В общем с права на рисунке размеры груши. Этого рисунка в чертеже не будет. По цветам размечены элементы мешалки. Конуса и центр разбиты на двое для экономии металла при раскрое. Дно и кольцо с отверстиями под болты. Кольцо приваривается к груше и через болты крепится к дну. Кому это не нужно, можно заказывать одно дно без отверстий и сразу приварить его к груше. Только центральное отверстие не убирайте, оно для центрации, потом заварить не долго. ГрушаМешалки023куба.rar Мангал большой. 750(по факту756)*350*250. С поддувалами и двумя рядами прорезей для позиционирования шампуров по высоте. Собирается так. Боковины совмещаются по верхнему срезу(маленькие меж больших), а дно вставляется в них, так что бы оно было ограничено всеми четырьмя боковинами. Второе дно вставляется в низ, заподлицо с длинными боковинами , меж ними. Заслонки вставляются меж отверстий боковин и фиксируются двумя прорезанными вдоль, по центру болтами м10, на сварку. Так что бы они свободно вращались. К шляпкам болтов приваривается кому что нравится. Я шайбы большие варил. !!!Важно поставить большие боковины одинаково друг на против друга по прорезям!!! мангал750в350ш250д.rar Чего кому не ясно, спрашивайте. Эти чертежи не из сети, а мои личные, так что при размещении где захочется, желательно (но не обязательно) ссылку на сайт источник, для популяризации оного .
2 балла
-
Скорее нет , но зависит наверное от производителя . Я пользуюсь очень давно 1 СОРТОМ и нареканий нет АЛ НЕРЖ и даже Титан.
2 балла
-
Амбиций много - толку мало. Очко одним словом...2 балла
-
грунтуют и красят пожарники какой-то гадостью . отрабатывают свои деньги . баба з возу ..... 5т цепной талью с электродвигателем2 балла
-
@Slav_Shi,ну и напишите от балды,на один сварочный пост 15 кг.проволоки (катушка) в смену,ну и эл-ов 3 пачки по 5 кг.в смену,вот вам и вся арифметика.Или вам формулы нужны?Как считать по формулам не зная вида и характера ремонта?2 балла
-
забавно, и цена работы тоже в конце известна станет=)2 балла
-
Сегодня на свет появились малышарики. Как раз уже через месяц, надеюсь, снег сойдет, и можно будет их добавить к Амнямам. Размером чуть больше Амняма. И металл 1,5. Подходящих обрезков из 1мм не было.. Да и некритично это будет. Все было сделано.. Фотошоп, из PNG в DXF через Convertio (онлайн-конвертер), Sheetcam и Mach3.
2 балла
-
Вот вы задаёт кучу вопросов в разных ветках, вам вот встречный вопрос... Вы инструкцию к этому аппарату хоть читали? Или ждёте что это сделают за вас?2 балла
-
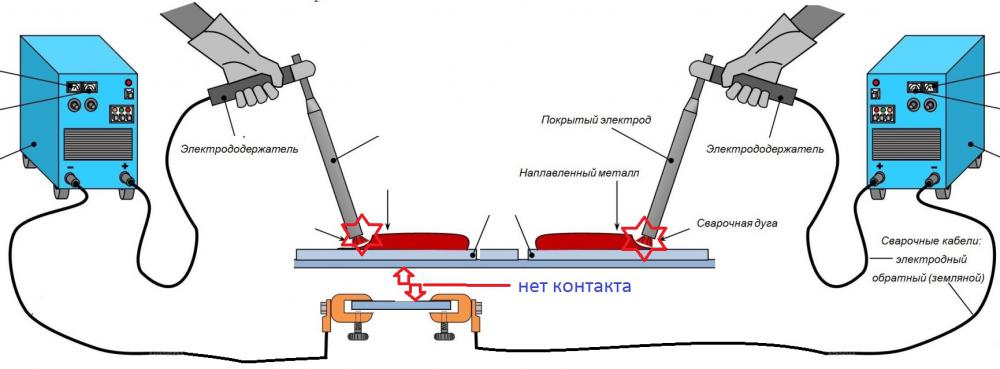
Так, что ли, работали: ?
2 балла
-
Только чтоеду пошастал на, этом сайте и пересмотрел все варианты «казанок». Выяснилось, что около трех вариантов материала использовалось при производстве этих лодок. Вот немного теории с форума сайта Многие институты Советского Союза занимались разработкой технологии сварки дюраля и в конце концов пришли к выводу, что равнопрочного соединения не получится. Равнопрочного соединения на алюминиевых сплавах не достигается по определению. Максимум, что можно получить это 0,9 - 0,95 от прочности основного металла на сплаве АМг6М (отоженный). На Д16 при ручной сварке неплавящимся электродом прочность сварного соединения составляет, в зависимости от типа присадки (СвАК5, СвАМг63 или Св1201), 0,50 - 0,67 соответственно. Сам сплав Д16 как в Советском Союзе так и за границей относился и относится к несвариваемым сваркой плавлением алюминиевым сплавам. Фирменное название дюра́ль (Dural®) в русском языке стало по преимуществу разговорным и профессионально-жаргонным. Иногда встречаются также старая (основная до 1940-х) форма дуралюми́ний и англизированные варианты дуралюми́н, дюралюми́н, дюралеалюми́ний, крайне редко также дура́ль. Название происходит от немецкого города Дюрен, нем. Düren, где в 1909 году было начато его промышленное производство. Лодки "Казанка" изготовлены из дюралевого сплава Д1А - М или Т - в зависимости от деталей, но т.к. перед штамповкой листы каляться при 500 С то марка становиться "Т" - твердый... Термическая обработка дюралюминия состоит из двух этапов. Сначала его нагревают выше линии предельной растворимости ( до 500 C). При этой температуре его структура представляет собой гомогенный твердый раствор меди в алюминии. Путем закалки, т.е. быстрого охлаждения в воде, эту структуру фиксируют при комнатной температуре. При этом раствор получается пересыщенным. В этом состоянии,т.е. в состоянии закалки, дюралюминий очень мягок и пластичен. Структура закаленного дюралюминия имеет малую стабильность и даже при комнатной температуре в ней самопроизвольно происходят изменения. Эти изменения сводятся к тому, что атомы избыточной меди группируются в растворе, располагаясь в порядке, близком к характерному для кристаллов химического соединения CuAl . Химическое соединение еще не образуется и тем более не отделяется от твердого раствора, но за счет неравномерности распределения атомов в кристаллической решетке твердого раствора в ней возникают искажения, которые приводят к значительному повышению твердости и прочности с одновременным снижением пластичности сплава. Мягкое состояние дюралевого сплава после закалки остаётся не надолго при комнатной температуре - не более 2х часов, далее дюраль "состаривается" - т.е твердеет. Удлиннить время состаривания можно поменстив заготовку в холодильник, где при отрицательной температуре можно выдерживать заготовку до 2х суток (чем холодней тем дольше). Сплав Д1АТ чуть мягче чем Д16Т, но зато дешевле в производстве и соответственно в изделии. При осуществлении сварки вырисовывается такой механизм: свариваемость зависит от содержания меди в конкретном сорте дюралюмина. У Д16Т содержание меди от 0.15 до 0.4, т.е. не превышает растворимости при комнатной температуре 3.8 - 4.9%, и посему она находится в состоянии истинного раствора, и в таких дюралях прочность формируется за счет изменений в кристаллической решетке, вызванных выпадением фазы пересыщенного раствора меди и агрегирования ее атомов особым образом. И эта структура как раз должна разрушаться при плавлении и последующей "ненормированной" закалке. Плюс огромная усадка, приводящая к трещинам и прочим изменениям... Дюраль правда варится точечной сваркой, но это всё равно неудобно и проще просто детали соединять клепкой.2 балла
-
Есть классный форум - мотолодка.ру Там есть каталог катеров и лодок с пояснением из чего изготовлены. Казанка - лодка производимая в оборонных цехах казанского авиазавода, корпус - клепаный Д16., могу ошибиться в марке, но точно дюраль. Сварить можно, но ЗТВ очень хрупкая, ломается от небольших нагрузок. Вообще при сварке лодок принцип простой- внимательно смотрим корпус, если есть швы то смело свариваем АМГ, нет швов - сварные отдыхают. Валера, казанка - дюраль. Может быть чревато...2 балла
-
Собираясь на работу - не забудь взять с собой пару бутербродиков!
2 балла
-
Miners,работа неплоха,спору нет.Рад за вас.Но может и в самом деле вы откроете свою тему и будете выкладывать там видео.Кто захочет - глянет,да и подписчиков своих порадуете.А то получается,что форумчане нехотя вам просмотры вам на канал ю-туба накручивают+реклама.Это хитрый ход,но не верный для того,что хочет научится этому ремеслу. р.с.Поясняю свою точку зрения - мне,как занимающему аргоной сваркой(в том числе и дисков) интересны Именно Фотографии самого дефекта,разделка и подготовка к сварке, и соответственно хорошее фото самого шва и если обработанно,то и фото после обработки. Интересны пояснения чем варим,когда нет клейма на диске.Интересно,пробуем диск на цвет дуги или не заморачиваемся....,каждая подчёркивающая мелочь в описании работ важна для начинающих,да и "повторенье мать ученья" не помешает для бывалых. р.с.с. я же не зря вам написал "про ролики"...вы роликов для рекламы записали,ну и порционно выкладываете их в рекламных целях .Здесь,на форуме,сначала были ролики на столик... , а потом оказалось видео с диском на 22"..........а вот на вашем канале всё наоборот,последовательность соблюдена - сначала диск на 22" без роликов,а потом видео с роликами. Повторюсь,я не пробую придраться к вашей задумке и работе,но реклама самого себя вместо поста в данной ветке на Вебсварке о проделанной работе с описанием\повествованием - Разные Корзинки https://www.youtube.com/channel/UCVFhQULwOeZwwURtJ0UrdDw/videos?sort=dd&view=0&shelf_id=0
2 балла
-
2 балла
-
Поддержу. Резьбы лучше резать на 5356.2 балла
-
а зачем там пластилиновая резьба? там не должно быть нагрузок на излом а вот резьба должна быть прочной и не рваной.2 балла
-
Что видит обычный человек?Торговый центр.Что видит слесарь?Как в Европе прям.Нижний шов судя по потекам краски поворотный...
2 балла
-
НЕ СВАРКОЙ ЕДИНОЙ ЖИВ ЧЕЛОВЕК..Действительно, сварщик должен не только сваривать/резать металл, но и варить все подряд)) Попробовал лить силикон. блин- затягивает, зараза)) Вредно правда, испарения всякие. Но есть распиратор, да и какой сварной боится вредного дыма)) Мы итак за жизнь надышались всяким дерьмом)) Короче..Занялся литьем приманок.. Интересно блин)) Так..Для себя, кое чего на продажу.. Кто не пробовал- рекомендую)) затягивает..
2 балла
-
Валерий, вот сегодняшний пример. Бак, вроде как шевроле авео. У хозяина друг - сварщик. Профессия у него такая, на буровых трудится. Говно вопрос - сделаю. Сделал, именно так как и сказал. Поставить бак на место не рискнули, особенно после фразы: - Давай еще на всякий случай клеем помажем. Вырезал я всю эту шнягу и вварил латку.
1 балл
-
Читайте внимательней - река Дубна! На удочку ловлю конечно, вот этот галавль на удочку. Но в основном руками, у меня и старшая дочь со мной уже научилась ловить. Младшей в том году ласты подарил, как маленька выдра шпарит. И так всегда с рыбой,в отличии от удочки, в основном плотва, крупную копчу, а с ладошку солю и к пиву и дедям место чипсов. Вот это плавки + маска + ласты и все в ваших руках
1 балл


























































.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)