Лидеры

.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)


Популярный контент
Показан контент с высокой репутацией 28.02.2019 во всех областях
-
Закончилась эпопея с техничкой. Слесарный стол сегодня сделал. Осталась мелочёвка, крепления разные сделать, каркасы, на передвижение не влияет, можно спокойно изготавливать. На "базе" появился такая техника, собираются "допиливать".
 20 баллов
20 баллов -
https://www.instagram.com/p/BuYgO8nHPBO/?utm_source=ig_share_sheet&igshid=537jkrjrkyz9&fbclid=IwAR1pWGYouNm1I_TP0nXAmW-oki9nAlypVLFplrRY1c2WCW31Y03K1-NSb8E9 баллов
-
@NikOtiNЕсли на этом аппарате сделать крутилку на каждый параметр, то его придется весь крутилками утыкать А на этом наверно и площади поверхности не хватит, под все потребные крутилки6 баллов
-
Сергей , когда м не было лет 15 и у дружка моего отец дальнобойщиком работал и конечно не на Мерсе а наш советский МАЗ 500 и когда оставлял у дома то иногда нам разрешал в кабине посидеть , да ладно дело не в кабине , а в том что у него на этом МаЗе половина крепежа была на проволочках да и в фуре моток проволоки на всекий случай валялся , а он мотался по союзу и выходит - прокатывало и как говорится каждому свое пусть делает в СО 2 я уже все по сему сказал и даже показал. Может и в этом есть доля "правды" но обмотка тут не причем и в Евро3 катализатор на 5сек не прогреется . Работает , есть пословица "меньше народу - больше кислороду",,, так вот с коллектором обернутым с точностью наоборот "меньше кислороду- дольше жить". Ну и делайте как знаете , и не забудьте показать что вышло .5 баллов
-
5 баллов
-
Эксперимент - эксперименту рознь.И даже в каком либо любопытстве должно быть зерно разума и предварительный расчёт.5 баллов
-
@G_Kar, я тоже пробовал проволокой 1,2 тонкое варить, когда с Helvi знакомился. Можно. Можно разово что то мелкое сделать, если проволоку лень менять. Но в данном случае речь идет о каком то производстве, пусть мелком. В таком случае лучше использовать оптимальный диаметр, а не тот, что под руками есть . Хотя в случае с Тритоном это ситуацию особо не изменит. @Ваван916, нашёл в старой переписке по этому поводу - Ip: Peak current adjustments Ток импульса - выставляете максимальное значение. tp: Peak current time adjustments Время импульса - начинаете с минимального, постепенно увеличиваете, пробуете. Выбираете оптимальное под данный режим. Ib: Base current adjustments Это можете не трогать, соответствие реального тока заданному. Ни на что в работе не влияет. SF: Slow feeding system ON/OFF Если не ошибаюсь, замедленная подача проволоки при старте. Lod dEF: clear all settings and parameters. Чтобы войти в меню , надо какую то кнопку секунд 10 держать. В описании поищите, может @Вад11 помнит. В память эти настройки не заносятся, поэтому все результаты пишите на бумажку, чтобы не запутаться.5 баллов
-
@Ваван916,На Чипе почитайте, помоему с 75 стр полуавтомат. сварка алюминия, там как раз про Алюмиг Вадим, Виктор и я писали. Там страниц 15 ему посветили.4 балла
-
Ту надо смотреть на горелку, она должна быть ну прям само совершенство. 2.5м . У тритона вообще с подачей проволоки проблемы.4 балла
-
@morgmail,Доброго дня,я думою стоит обратится к Николаеву "Сварка в машиностроении" том 2 раздел разнородных сталей и сплавов стр.358 "Сварка титановых сплавов со сталью"4 балла
-
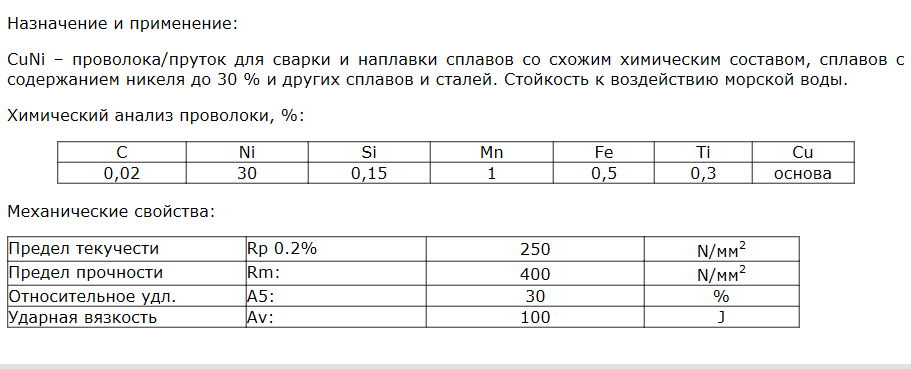
аналог ER CuNi
4 балла
-
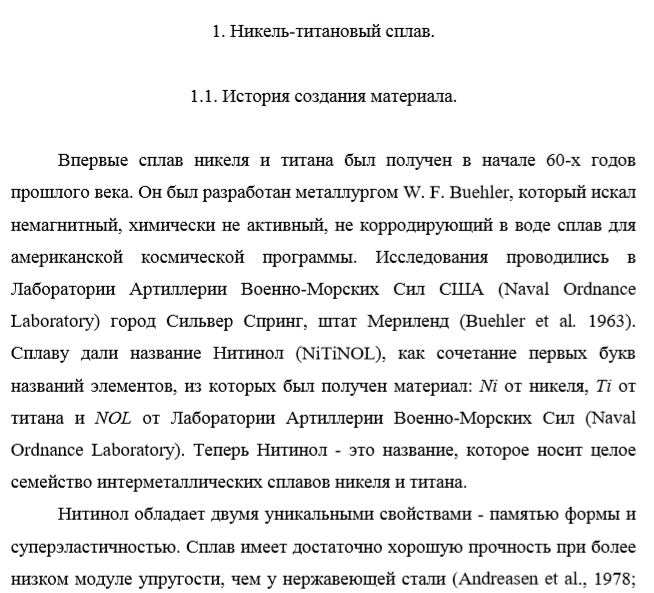
@Александр ПАНЧ 11,К теме не относится.Никель-титановые сплавы.
4 балла
-
Раз осваиваете, то потрудитесь прочитать. На все Ваши вопросы я там нашел ответы. http://websvarka.ru/talk/topic/5013-faq-po-tig/4 балла
-
Я наверное тонкости такой проверки упустил. Сегодня пробовал, фото прилагаю. Сложностей не было. Профильная труба 15*15, стенка 1.5мм Электрод 2мм, ок46
3 балла
-
https://puls-planeta.ru/blog/43084983195/Nemtsyi-byili-vne-sebya-ot-dosadyi-i-yarosti.-Tayna-podviga-uzbe?utm_campaign=transit&utm_source=main&utm_medium=page_34&domain=mirtesen.ru&paid=1&pad=13 балла
-
Так оно и есть.
3 балла
-
@amotor13, одно не пойму, чего тогда заморачиваться с выхлопом из нержи, если сталь хораша??? Главное что получаем результат и он устраивает хоть электродом ОК46 и будет стоять и в некоторых случаях не один год. Движки некоторые перебираю тоже в голову всякую хрень не берут (замер поршень цилиндр и совпадение допусков) что купили то и поставили и движки ходят не один год. Так что мое мнение - варите чем есть и как нравиться, главное что бы был результат и нравилась проделанная работа. Стремление к результату а результативная планка у всех разная...3 балла
-
Слова,слова..... А вам не приходило в голову-как работает обычный выпускной клапан?Там и температуры присутствуют и нагрузки ударные....По вашей теории он должен разлететься в труху после года работы.Покатался год на машине-меняй клапана.Коллектора на форсированных режимах нагреваются до красна,есть такое дело,но сколько в таком режиме протянет сам мотор???????????????????????????????Вот вам ответ от Хрулева,если моего авторитета недостаточно. Задира Заголовок сообщения: Re: Из какой нержи сделать выхлоп? http://www.ab-engine.ru/phpbb/styles/subsilver2/imageset/icon_post_target.gifДобавлено: 09 мар 2013, 23:33 http://www.ab-engine.ru/phpbb/styles/subsilver2/imageset/ru/icon_user_offline.gif Старший мастер Зарегистрирован: 30 июн 2012, 17:53 Сообщения: 231 Откуда: Рига AISI304 не поплохеет от большой температуры выхлопа? А то вчера вычитал у печников, что дымоходы из 304 держат до 450*C и кратковременно до 750*C. А в нашем случае планируется не только глушитель, а "от и до", весь выхлоп от турбины и до конца. Возможно и сам паук. Вернуться к началу http://www.ab-engine.ru/phpbb/styles/subsilver2/imageset/ru/icon_user_profile.gif http://www.ab-engine.ru/phpbb/images/spacer.gif AB-Engine Заголовок сообщения: Re: Из какой нержи сделать выхлоп? http://www.ab-engine.ru/phpbb/styles/subsilver2/imageset/icon_post_target.gifДобавлено: 10 мар 2013, 23:50 http://www.ab-engine.ru/phpbb/styles/subsilver2/imageset/ru/icon_user_offline.gif Гуру Зарегистрирован: 01 июн 2004, 20:45 Сообщения: 16585 Для печи и для выхлопа - это разные задачи http://www.ab-engine.ru/phpbb/images/smilies/icon_wink.gif . Печная труба из нержавейки сгорит вместе с домиком, если там полыхнет сажа, а выхлоп не успеет - мотор обычно раньше кончается http://www.ab-engine.ru/phpbb/images/smilies/icon_mrgreen.gif . _________________ С уважением, персонал Моторного центра АБ-Инжиниринг. Теплоизолируют коллектора,чтобы защитить подкапотное пространство,и чтобы быстрее нагревался(катализатор кстати,ничем не обмотан).Дело в том,что в катализаторе реакция преобразования СО в СО2 и NOx N2 работает при высоких температурах.600-700 градусов.По методике замера Евро3 газоанализатор втыкается сразу после пуска двигателя,а не через три минуты,как в Евро2 Поэтому и коллектор стали делать из стали-у нее тепловая инерционнность меньше,чем у чугуна.Катализатор придвинули ближе к головке-получился катоколлектор. Это не работает,сгниет через год-два,так нельзя,хром выгорает(а на аргоне?)....Ребята,я за год штук двадцать выхлопных систем варю,из обычной черняги.По вашей логике-они должны рассыпаться на глазах.Однако работают,по нескольку лет,если сталь хорошая и лет пять выхаживают.Сколько проходит выпуск из полуторной нержавейки,пусть и сваренной не так красиво как Аргоном? Я когда сам печку клал,выбирал материал дымохода.Четыреста страниц баталий и срача на форумхаусе.А тема-ниочем.Эта сталь стоит столь-ко то,простоит столько-то.Эта стоит на 30 процентов дороже,выхаживает в два раза больше.Взял калькулятор и посчитал соотношение цена-качество.Все. Фотографии выложу-с описанием.3 балла
-
Можно сразу на рабочее место http://sk-metall.ru/contacts.htm , письмо пишите с пометкой "вебсварка".3 балла
-
Это тоже зависит от возможности настроект аппарата. Варил Селкой проволокой 1,2 любые толщины - вполне сносно, синергетика четко отрабатывает.3 балла
-
Ну что же Вы его к ночи то помянули! Хотите, чтобы и у других мозг кипел? . Не знаю как сейчас, на момент моего знакомства с ним там настройки были , как бы это поликткорректно высказаться, некорректные, что ли. Проще говоря, мало того, что синергетика не те, что надо значения подачи и напряжения задавала, надо было корректировать параметры импульса через меню второго уровня. К сожалению, давно это было, ( кода доллар с 30 до 60 скакнул, это какой год был?) уже не помню значений, помню что амплитуду импульса надо было на максимум или почти на максимум выводить, а длительность ближе к минимальной. Тогда он хоть как то работал. И ещё один геморрой у него был - чуть проволока полежит распакованная, он стартует хреново. Через раз дугу поджигает. Побаловаться им конечно можно, но работать им я бы не советовал. Соболезную . Ну и диаметр проволоки Вы неправильно выбрали. Под такие толщины 0,8, ну 1 максимум. Если работы достаточно много, берите нормальный аппарат. Цена вопроса в районе сотки .3 балла
-
3 балла
-
@Ganimed,Сочувствую ,Вам не повезло с проектировщиками. Что-то очень странно чтобы от полуавтомата коробления были больше чем от рдс. Не правильная последовательность наложения сварных швов тогда я еще поверю.У этих двух видов сварки разные плотности тока соответственно и разные тепловложения.3 балла
-
@Сергей Витищенко,если еще газ подсоединить,то он тоже через горелку пойдет,с таким шипением шшшшш,представляете?Я такое раньше только на аврорах видел.3 балла
-
На наших дорогах у него мозги погорят))) А что Китай? Китай продает нам то, что мы у него покупаем)3 балла
-
@Luza, Егор , привет ! Я с твоего позволения ссылку дам , а то не найдет . https://www.chipmaker.ru/topic/46424/?page=752 балла
-
http://websvarka.ru/talk/user/25938-marywood/. Интересы. Как бы это сказать... А не прикалывается ли девушка на нами нет ли у неё уже разряда, эдак так третьего, а?2 балла
-
Предварительный расчёт говорит, что всё нахрен закалится, НО, попробовать то можно! Добавлю -2 балла
-
Что даст титан? какие параметры улучшит в сварочном шве ? Нашел! Сварочный пруток OK Tigrod Ni-1 (старое название OK Tigrod 19.92) Никелевый сварочный пруток, предназначенный для сварки никеля высокой чистоты (min 99,6%), поковок из технического никеля и никеля с пониженным содержанием углерода. Пруток имеет широкий спектр применения для сварки изделий контактирующих с сильными коррозийными средами. Материал легирован небольшим количеством титана для снижения склонности наплавленного металла к образованию горячих трещин.2 балла
-
Не каждый день бывает время зайти на форум, через сайт сотрудники отвечают оперативнее. Точность не гарантирую, это со слов нашего заказчика, он тоже кстати на форуме есть. Фото прилагаю.
2 балла
-
не чего зашивать. Есть электронные компоненты и они делятся по классу. Есть бытовуха, она самая дешевая, вот ее и лепят в дешевых аппаратах. Есть средняк и есть чуть ли не военного исполнения. Температурный режим работы разный и другие характеристики. Вот и цена от сюда пляшет. А это я еще не учитываю, про толщину материала корпуса, типы вентиляторов и другое и подобное... Когда мастера делают те же китаянов, то стараются ставить не самое фиговое. Поэтому после ремонта оборудование чуток лучше себя ведет. Но это у кого опыт. А кто берется не по профилю и без знаний, то ремонт такой же как и сам аппарат, не известно когда и как в следующий раз долбанет.2 балла
-
Вот десять крутилок, к примеру. Как понять, какое точное значение на отдельной крутилке (все точно же, микропроцессор и пр.)? Если дисплей один маленький, то либо крутнуть крутилку (но тогда собьется установка), либо поставить кнопку выбора крутилки (но тогда чем это будет отличаться от обычной схемы циклограмма-кнопка выбора-энкодер). Можно конечно сделать спецалгоритм - первое касание крутилки значение не меняет, а переключает дисплей на ее показания. Но дважды мацать полтора десятка крутилок че-то тоже как-то не очень оперативно. Если дисплей большой поставить и на нем будут значения всех крутилок одновременно, то с крутилками корпус будет еще больше. Плюс искать крутилку глазами среди множества, а потом уже на экран, тоже сомнительное удобство. Можно возле каждой крутилки поставить маленький дисплейчик. Будет панель как в зале управления на АЭС с кучей огней и крутилок. Тут и глаза в кучу и помнить где какая крутилка. Если крутилки расположить в виде классической циклограммы, то тут либо ручки маленькие и неудобные, либо к сундуку колеса приделать надо будет из-за размеров. Можно конечно дисплейчик в саму крутилку поставить, будут те же размеры, стильно, красиво. Но дорого. Даже очень, наверное. В цеху каком или гараже такие дизайнерские энкодеры будут стремиться склеить ласты. А если функций больше (пульсы, волны всякие и частоты)? Не, не надо нам такого счастья.2 балла
-
@Vovan64, стучитесь в личку, он на форуме не всегда бывает: http://websvarka.ru/talk/user/11960-aleksandr-panch-11/2 балла
-
Детей к своему компьютеру не подпускали? Ведь под данным профилем участника форума http://websvarka.ru/talk/user/25318-sergej-vitischenko/многие ассоциируют представителя компании "Рутектор" Имея в своем ассортименте в продаже Flama TIG 200E AC/DC PULSE писать в теме обсуждения Grovers про какой то там эконом и сравнивать с Фоксвелдами. Расскажите, чем Flama TIG 200E AC/DC PULSE отличается от Grovers? Кроме цвета конечно.2 балла
-
Валерий,без шуток - делал запрос,но видать спросонья глянул в графу,где числится по 3200 рублей за кило.А в ответ приходит,что кило стоит 5тыс рублей +500руб за привоз на ДЛ.Был вариант бесплатной довозки на ДЛ,но это "режим ожидания сборного груза". Что получаем в итоге? верно,5500 рублей за кг....Вам нужны такие пробы,чтобы за свои деньги проводить опыты,которые даже не нужны самому производителю? Наверное,объём заказов в форума не тот,я не знаю и не вникал в этот момент. За 3200 рублей я бы занимался сравнением,но и то,для себя,чтобы понять с каким материалом спокойней работать и у кого заказывать, а вот за 5500 рублей пропало желание. Ничего страшного в этом нет,т.к. с "александровским" панчем работа спорится,нареканий от заказчиков нет(тьфу-тьфу-тьфу),по диаметрам выбор намного шире. При раскладе отдать за кило 5500 рублей - моя любознательность пропала и мозг успокоился. р.с. про 90 рублей за метр проволоки вообще молчу....2 балла
-
Ничего прикручивать не надо. Приобрести горелку РАДС с краном и байонетом подходящим к аппарату. Баллон аргона + редуктор+ шланг до горелки. ВСЕ!2 балла
-
Когда заказчик немного ошибся..., и в размерах вместо М3 написал 3м
2 балла
-
История получила продолжение. Тщательный визуальный контроль поверхности, прилегающей к месту сварки-не выявил дефектов. Но, через некоторое время-они обнаружились после покраски. Внутренние напряжения после сварки сделали своё дело и невидимые трещины стали видимыми. Опять-строгаем и варим. Переделка труб бетоноподачи на штетер японского производства. Новый комплект тянет на 1 млн. руб. Поэтому-решили перепиливать имеющееся. До меня пытались сваривать самостоятельно электродами ОК-46.00. Всё это-выстрагивал нещадно, ибо треснуло. Варил электродами ЭА-395/9 ф 3 мм. Спецтехника поменьше. МКСМ-800 из конторы, где я раньше работал. Оторвало верхнее ухо одной "оглобли". Проварил трещины, приварил обратно и услил оба "уха". После обварки все пальцы вошли от руки-значит, с геометрией не напутал. Проверка работы гидравлики и механики. Момент прощания. Смахнув скупую слезу, принялся за "гуся" (лёгкий, выдвигаемый вручную, сегмент стрелы) с японского крана-"паука". Прогрел гнутый участок и притянул шпильками. Для усиления стрелы-изготовил из стали 10ХСНД толщиной 5 мм пластины. Просверлил отверстия и приварил усиление электрозаклёпками. Далее-"спецтехника" по мере уменьшения... Надорвавшаяся рохля. Подъёмную тягу-отрихтовал обычной кувалдой. Каркас-пришлось пилить, рихтовать и сваривать. Совсем другое дело! Один мой знакомый занимается производством детских инвалидных колясок по индивидуальным заказам. Алюминиевые обручи из трубки ф 8 мм-надо пристыковать к колёсикам. Проставки из алюминиевой полосы мастер уже приделал. Моё дело-состыковать трубку и приварить кольца к проставкам.
2 балла
-
Прислал сегодня человек,как образец для изготовления переднего моста минитрактора.Старался ,видно.Но я бы побоялся на этом гонять
2 балла
-
Валерий, добрый вечер, очень хорошо, я чет не догадался про ссылку1 балл
-
Вот наконец то Вадим и он немного работал сием чудом, но думаю ты тоже многим не поможешь и от Ваван916 хорошо бы видео как это происходит или на плохой конец фотки1 балл
-
@круазик,Спасибо! А если не секрет,где ее можно использовать,инфы на русском не нашел? А то я крючки в баню делаю из нее для робы,может есть более нужное применение)1 балл
-
ANRI читать форум лень значит?Давай подскажу,по первому вопросу ,да расходка одинаковая,по второму,ищи лучьше продают цанги и держатели очень и очень многие,по третьему вопросу,чёткого ответа нет,все диаметры нужны,но наверно более основной 2.4.1 балл
-
1 балл
-
Мне тоже не верили что есть 2мм.1 балл
-
@SergDemin, 4 ячейки памяти, регулируемый предгаз, аналогично постгаз, так же отжиг проволоки и индуктивность Жужжит аки пчелка, при правильной настройке, хоть в СО, хоть в смеси. Нерж тоже им варил, БрКМЦ - без проблем. Есть правда и пара обидных косяков/недоработок. Но появилась надежда их исправить.1 балл
-
@Ganimed,Доброго дня,уточните у проектировщика на основе каких нормативных документов он выполнял проект.Раньше действовал СНип III-18-75 "Металлические конструкции" ,в разделе сварка есть пункт 1.3:" Сварка стальных конструкций должна выполняться высокопроизводительными механизированными способами." Есть еще Снип II-23-81 сейчас заменен на СП 16.13330.2011 "Стальные конструкции" раздел 5 пункт 5.4 : Применяемые сварочные материалы и технология сварки должны обеспечивать значение временного сопротивления металла шва не ниже нормативного значения временного сопротивления основного металла, а также значения твердости, ударной вязкости и относительного удлинения металла сварных соединений, установленные соответствующими стандартами и техническими условиями. РД 34.15.132-96 "Сварка и контроль качества сварных соединений металлоконструкций зданий при сооружении промышленных объектов " раздел 1.3 "Основные положения организация сварочных работ" пункт 1.3.1 "При разработке проекта производства работ (ППР) по монтажу металлоконструкций зданий должны быть учтены и отражены условия сборки конструкций под сварку, сварка и контроль сварных соединений. В ППР должна быть заложена наиболее прогрессивная технология сборочно-сварочных работ с оптимальным уровнем механизации."1 балл
-
Часть моторамы самолётика.Кто-то старался, катет нагонял.
1 балл
-
@Вад11,интересная машинка, с учетом её цены. Предвосхищая вопросы, сам не тискал еще, фотки из дружественного магазина, как там буду - попробую. Смущает 1WD, хотя за такой ценник трудно ожидать чуда.1 балл
-
Лесенка.
1 балл