Лидеры



.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)
Популярный контент
Показан контент с высокой репутацией 13.02.2019 в Сообщения
-
@Виталий С 31, я не «шарю» в электронике, вот сегодня вскрыл Динамику, знакомьтесь! @selco, Invertapuls ip 8 (Merkle PU) под брендом Меркле не завозился в Россию, это мне в 15 году Александр Фреунд говорил на выставке (представитель Merkle), потому этот аппарат не попадает под ответственность дилеров и оф. сервисов. Такие вот пироги. Но думаю хорошего мало и непосредственно с самими аппаратами Merkle, попробуй отремонтируй в случае чего.
 7 баллов
7 баллов -
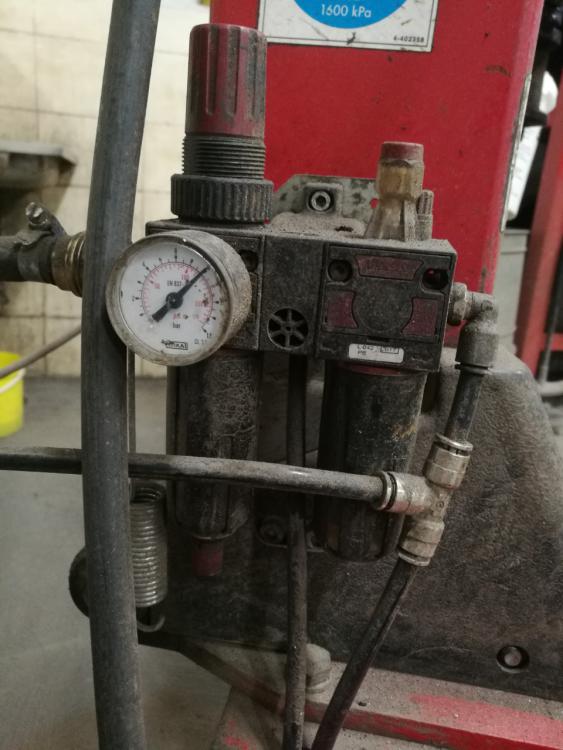
Доброго дня,поставлю фото,отстойника воды и смазки масла по капле,которые у меня в мастерской стоят.
6 баллов
-
Ну вот, предыдущий пирог уже тю-тю.. Так что встречайте новый Пирог Чизбургер. С фаршем, луком, солёными огурцами и пармезаном.
6 баллов
-
Начало http://websvarka.ru/talk/topic/5041-prodazha-interesnykh-veschej-s-molotka-avito-i-drug/?p=366980 Большое спасибо Форуму Вебсварка. Большущее спасибо @Vanguard!
5 баллов
-
Нашёл где собака зарыта. Производитель, с целью защиты сети, по умолчанию ограничил входную сеть 16-тью амперами. Сегодня изменил настройки на 20 А и теперь в МИГе 180 ампер.4 балла
-
Попробуйте 92.78
4 балла
-
3 балла
-
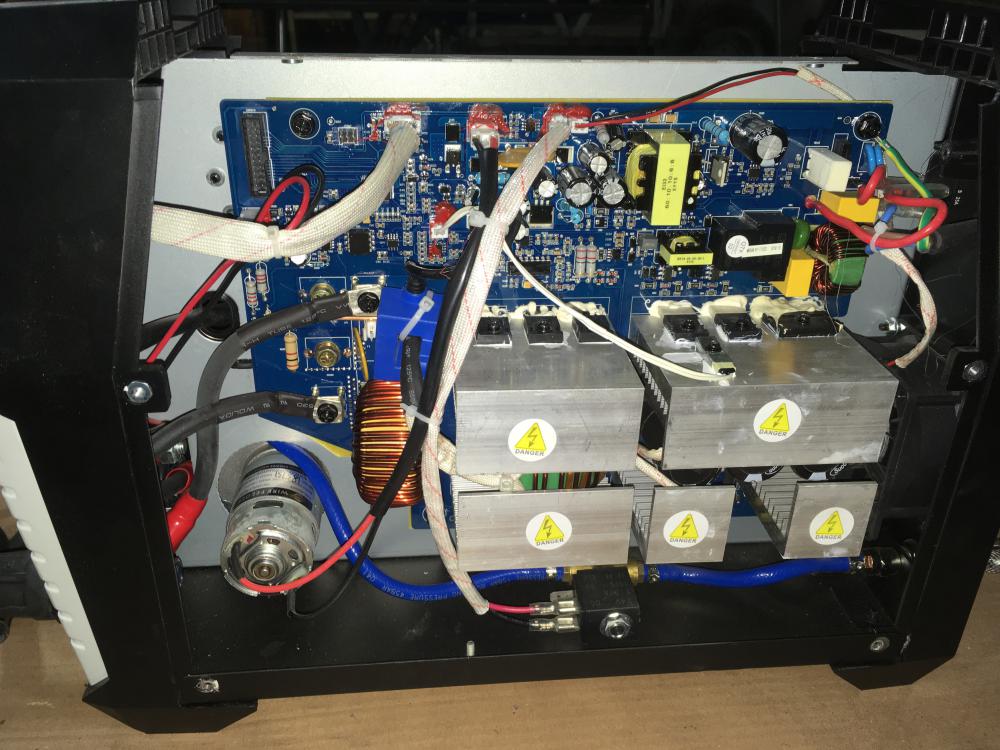
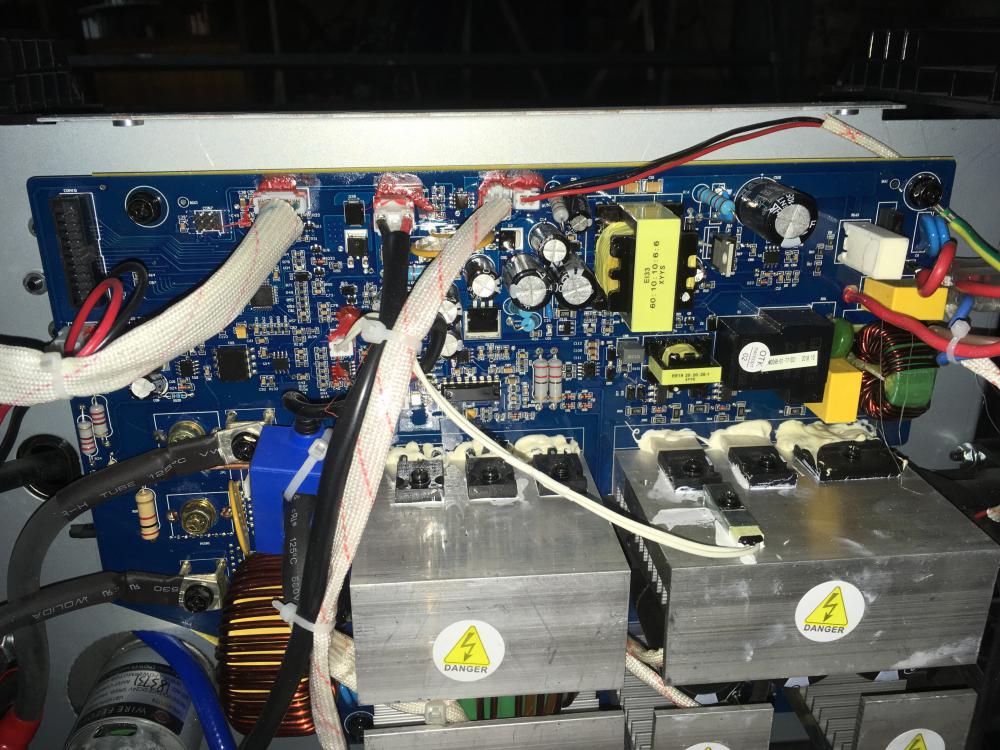
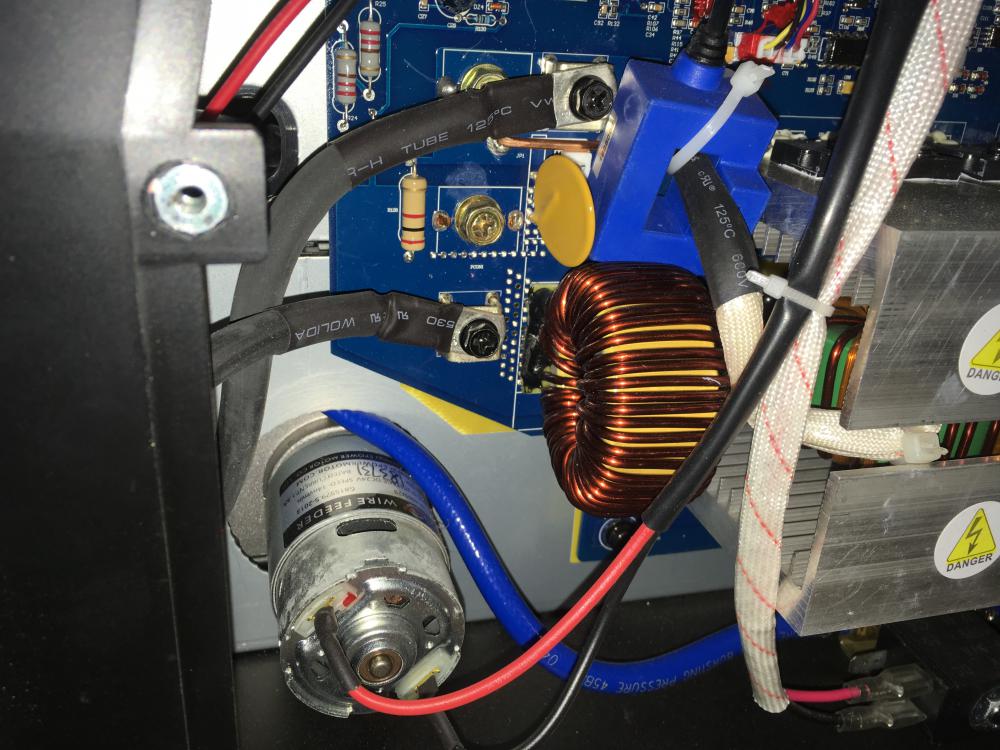
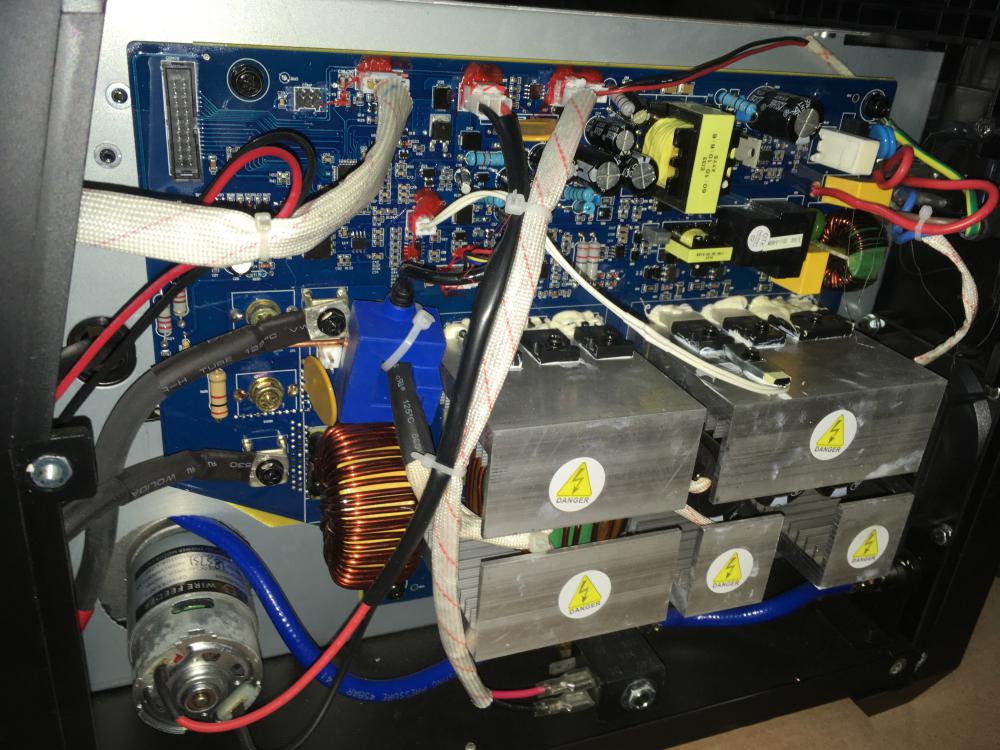
Ну рассмешили, слов нет как.... Вся политика компании АВРОРА с момента создания строится на честном и уважительном отношении к покупателю, прежде всего. Именно поэтому, часто в ущерб сиюминутной прибыли, оборудование АВРОРА значительно отличается качеством от подавляющего большинства техники, представленной в России. С самого начала, еще в 2014 году, на веб.сварке, когда мы отправляли наши сварочники на тест, мы всех просили честно и открыто писать отзывы про нашу технику. Проблемы встречаются и мы их решаем. В 2017 году, к нам приезжали форумчане на тестирование техники разных брендов, в том числе, чтобы увидеть воочию, как мы работаем. Мы как раз изучаем различные бренды и открыто демонстрируем на нашем ютуб канале сравнения разных производителей и выпускаем ролики, показывающие, как обманывают неподготовленного покупателя: Мы стремимся создавать и продавать технику, востребованную и качественную. На каждом русском аппарате АВРОРА написано: «ЧЕСТНЫЕ ХАРАКТЕРИСТИКИ» - именно потому, что мы видим в этом главное преимущество нашей компании и нашего бренда и в этом видим своё будущее! Что касается аппаратов INTER. Вы не правы в каждом слове: в аппарате имеется входящий EMC фильтр п-образного типа; имеется накопительный выходной дроссель; ёмкостные характеристики абсолютно достаточны для работы с заявленными характеристиками. Ни разу в аппаратах INTER не сэкономлено на внутренних компонентах, всё необходимое там есть; это довольно простой и надёжный аппарат, собранный по давней надежной схеме, все необходимые фильтра и защиты есть, и аналогам не уступает. Фотографии внутренностей последней модели INTER 200 TUBE, пожалуйста: http://aurora-online.ru/files/INTER-200-TUBE-inside.jpg Фотография разобранного Динамика 200, пожалуйста: http://aurora-online.ru/files/Dynamika200-inside-2019-02.jpg У кого появляются вопросы по аппаратам - пожалуйста, спрашивайте, объясним и покажем более подробно тут: http://websvarka.ru/talk/topic/3923-svarochnaia-tekhnika-aurora-i-aurorapro-voprosy-proizvoditeliu/ По примеру наших первых партнеров из Италии и Германии, ремонтом техники предпочитаем заниматься самостоятельно. Это политика компании. Для этого занимаемся оптовой поставкой запчастей, обучаем собственных специалистов и открываем сервисные центры по всей стране.3 балла
-
я и сам про это забыл... Сегодня напомнил @Миротворец. Есть и в Хелви такая штука. В инструкции написано, Basic setup menu, в нем можно включать ограничение и выключать. А еще контраст экрана есть, ВРД, мягкий старт ... Кажется все ... А нет, метрическую систему выводить на экран и на экране во время сварки выводить реальные значения тока и напряжения. Т.к. все сделано уже по умолчанию, в удобном для сварщика, то я туда и не залезаю... Один раз был как-то ... лазил... Но ни чего интересного На 300А его не раскочегарить3 балла
-
Кстати, с точки зрения взрывоопасности размер баллона имеет значение только при его разрушении. При утечке газа значение имеет размер помещения и наличие окон, дверей и сторон открывания.3 балла
-
тогда луга абразив за 18р. и 4.35/кВт*ч3 балла
-
@Светла,на них прокладки есть трех видов - фторопластовые (белые), из паронита (серая), черная из резины, как правило резиновая из материала мягко сказать не очень, смотрите в магазине сантехники толстые прокладки белые из фторопласта (3мм не меньше) для лучшей безопасности прокладку выточить на станке. Только не ставьте резиновые! После установки прокладки и открыв вентиль/кран возьмите мыло (в баночке чуть чуть воды и столько же шампуни) а лучше у мужа взять баллон (пена для бритья) и вокруг соединения облить, не травит - работайте согласно техники безопасности.3 балла
-
Однажды эти птеродактили умыслили простую истину, что вожак ихний, Лёша, стрижёт с них денежки просто на разнице, и больше ничего не делает. Он им подкидывает работу, и имеет бабосы. Следующая мысль, вытекала из предыдущей -- мы и сами так могём. И так как более в их куриные мозги не помещалось, они тут же, не отходя от стакана, начали разрабатывать план на двоих, как достичь лучшей жизни. Совершенно чётко они уловили разницу между ними и Лёшей -- у Лёши есть машина. Значит с этого и начнём. Этот вопрос решился сразу же, и легко -- Лёша ведь продаёт свою копейку -- гавно вопрос, ведь Лёша платит им зарплату, то есть машину забирать можно хоть прямо щас -- под зарплату. Зарабатывали они тогда до 10 тыр, а за свою копейку Лёха просил тридцать (2003 г.) То есть вдвоём по пол зарплаты за три месяца можно отбить. В ту же ночь они срубили этой копейкой бетонный столб в центре Кореновска. Машину перевернуло через передок, и шмякнуло крышей об асфальт. От удара раскрылся багажник, и с размаху на тротуар прилетело: Два бошевских шуруповёрта, какой-то крутой и большой перфоратор, маленькая и большая болгарки Skill, малый перфоратор (не помню фирму). Итого вместе со столбом пасаны папали на восемьсят касарей.3 балла
-
Оговорился при съёмке, не стал переснимать, пардон. https://youtu.be/7VNzZsjci_U https://youtu.be/MBGLnDMF9yw Вот ещё комплектация и коробок, в котором приехал. Не сказал бы я, что халатное отношение к продукту, всё под стать самой машинке
3 балла
-
Как то была у меня работа на трубном мосту и управление А с горелки. Коллеги, работающие рядом спрашивали, на каком А ты варишь сей час корень, отвечал, не знаю. Правда, они думали, что прикалываюсь, видно было, да ладно че ты гонишь, но заметив это сказал, вот посмотрите сварочный аппарат стоит внизу и повернут к стене таблом ) я же не вижу, сколько там, ибо не пророк. Ориентир мой, это сварочная ванна, ставлю в начале мало, по ходу пьесы наваливаю А. до комфортной работы, а это, контроль сварочной ванны скоростью движений. Понаблюдав за мной, дождались облицовки и когда положил лицо, снова спросили, и теперь не знаешь. Мне не верили они до тех пор, пока ближе не узнали. К чему про все это говорю?! В прошлом в советское время например на ВД не было электронного значения А и тот же А подбирался исключительно по возможностям скоростного управления сварочной ванной, а именно от опыта сварщика. К примеру взять 3 мм толщину листа нерж.ки на картах стык в стык без зазора, один варит 140-150 А а другой шпарит 190 А У кого скорость ниже, шов кривой и перегретый, а у кого 190 А скорость выше шов прямой и меньше деформаций. Разницу сниму, интересная тема и скорость будет видна с ванной. К тому говорю, что определение скорости от состояния сварочной ванны!3 балла
-
Кулинарный шпионаж (моя готовила):
3 балла
-
-да,уголков потаённых много... вот нарушителя ТБ в одном из них застукал с поличным...2 балла
-
Вот тут http://www.sk-metall.ru/prokat/panch11.html?yclid=561017781611427512 о ПАНЧ 11 Применяется для восстановления деталей из чугуна автомобильных, тракторных двигателей, задвижек, корпусов редукторов и электродвигателей, станин станков, исправление литейных дефектов чугунных отливок и др. полуавтоматической сваркой без использования флюсов и защитных газов, т.к в состав проволоки ПАНЧ – 11 входят самофлюсующиеся редкоземельные элементы. Проволока ПАНЧ – 11 изготавливается диаметрами 0,8 мм, 1,0 мм, 1,2 мм. на катушках (3 – 5 кг) или бухтами (3 – 25 кг). Как вам?2 балла
-
Евгений , а можно марку камеры и фото ее ,,,, уж больно хорошо она саму дугу снимает.2 балла
-
Я в ЕВМ обращение буду писать, что бы для России они этот пункт инструкции с 70 страницы на титульник вынесли, и на корпус и на коробку. А лучше прям с боку педаль газа приделали залоченную на этот параметр. Большую такую, что бы сразу вызывала вопрос у потенциальных преобретателей)))2 балла
-
Блин,ну хоть на деталировку ВБ-2 посмотрите, прежде чем рассуждать: Как думаете, не пофигу 136-1802 в каком положении 434-0100 относительно 434-0001?2 балла
-
Вот здесь соглашусь на все 100% , так как в нем нет и половины того , чего заложили в Селко. Здесь вы тоже перегнули палку.2 балла
-
Ещё один нюанс про вентиль. Для местных это уже очевидное, а для обывателя - не совсем. Вентиль надо открывать и закрывать - ПОЛНОСТЬЮ,2 балла
-
Газ пропан и бутан тяжелее воздуха, поэтому место хранения балона должно быть подальше от подвалов и ям. Это на случай, если исправный балон вдруг почутьчуть начнет травить. Хранить лучше под продуваемым навесом и чтобы летом от солнца не было нагрева. Так он не рванет даже если будет травить. Да и на открытом месте они не взрываются, даже если сильно пропускают. И наоборот, если помещение с небольшими окнами или без них, то взрыв может быть большой силы. У нас в советское время газ был только в баллонах пропан, если под частным домом есть подвал, то запрещали газплиту. Природный газ, который по трубам, он легче воздуха и улетучивается через вентканал в случае утечки.2 балла
-
@БекасЧе, Вот это вам надо? http://svarog-rf.ru/products/art-00000088381 http://svarog-rf.ru/products/art-000000874012 балла
-
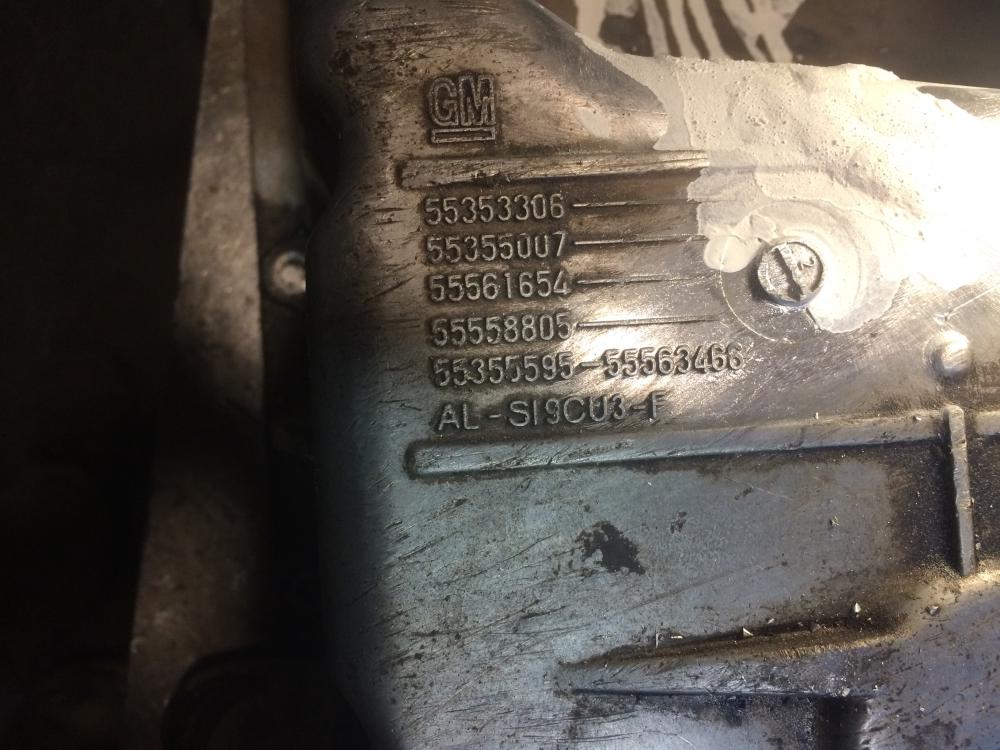
В теории по сопоставления составов\разрешению на сварку и т.д\и т.п. может быть и так,я не силён в этом. А в практике этот тормозной башмак был сварен в августе 2017года. Сегодня февраль 2019.Станок работает 6 дней в неделю.(Сейчас звонил тому заказчику,тьфу-тьфу-тьфу=норма ) Было сварено ещё несколько таких и подобного назначения тормозных башмаков, и 92.78,и Панчем-11(от Александра) и они работоспособны,только никто не знает на какой промежуток времени. Так что иной раз теория и практика немного разнятся. А второе фото,так это вообще передняя плита крепления двигателя какого-то Мерса. То есть на отвод в правом углу фото крепится кронштейн подушки мотора. Как вы думаете,пришли бы ко мне с претензией ,если бы мотор (не дай Бог) рухнул?2 балла
-
Извините, влезаю в адресованный не мне вопрос. 87..89 вольт. В телефоне должны быть фотографии, вечером выложу.2 балла
-
@konstantinXX, думаю имеет смысл привязаться к толщине металла и пробоям, как это сделано на ЧПУ плазмах. На ЧПУ в среднем 8 мм лист, стоит 100 руб за метр + 10 руб пробой. У ручной больше трудоемкость, поэтому думаю адекватно будет брать 20р за мм толщины. Т.е. 10 мм толщина должна стоить 200р за метр + рублей 20 пробой.2 балла
-
Во Владивосток приехали две машины. EvoMig 500 ProAl и EvoTig 500 P AC/DC. Кому будет интересно, обращайтесь.2 балла
-
ваш подход в принципе неправильный. адфло поддерживает рабочее давление. затыкаете ссаными тряпками- адфло увеличивает обороты. не нужно не пущать. следует лишку сбросить. где-то между маской и блоком адфло следует вклячить, скажем, поворотное кольцо по типу пылесосного с отверстием( двумя-тремя) или ползункового типа. убавил- прибавил. приподоткрыл-приподзакрыл. обороты не меняются. поток регулируется. такие дела. сварка- дело тонкое( если все правильно делать) варил и цинк и по краске с обычным фильтром- норм. главное- следить, чтобы облака дыма не приближались к вашей заднице. а с угольным- пофиг. но:1. век его недолог и продувка не поможет( перестает адсорбировать нечистоты и все) 2.адфло становится очень толстым- я начинаю им цепляться за различные предметы. 3.проверка угольного фильтра в процессе эксплуатации( экспресс-тест, так сказать): мощно и решительно пускаем ветры во время работы. если через 30 примерно секунд воздух под маской по прежнему свеж- угольный фильтр еще вполне пригоден и пока замене не подлежит. ура! короче. совсем коротко: сейчас угольный фильтр не стал бы покупать. достаточно пылевого. но из использованного угольного фильтра сделаю блок подогрева- места там достаточно. следовательно- не пропадет (: (: (:2 балла
-
Спасибо друзья за оценки! Тем очень много появилось с приобретением камеры, на которую скинулись для меня подписчики и как было обещано мной, снимаю кино. Пришлось осваивать профессию новую, сам себе режиссер ) оператор и диктор. Все продумывать приходится по последовательности распределять. Порой уходит целая неделя на 1 ролик вечерами по составлению материала, а в выходной допиливать. Темы даете Вы, спасибо. Порой их так много, не знаю куда кинуться и что собрать. Я как рассеянный с улицы бассейной )2 балла
-
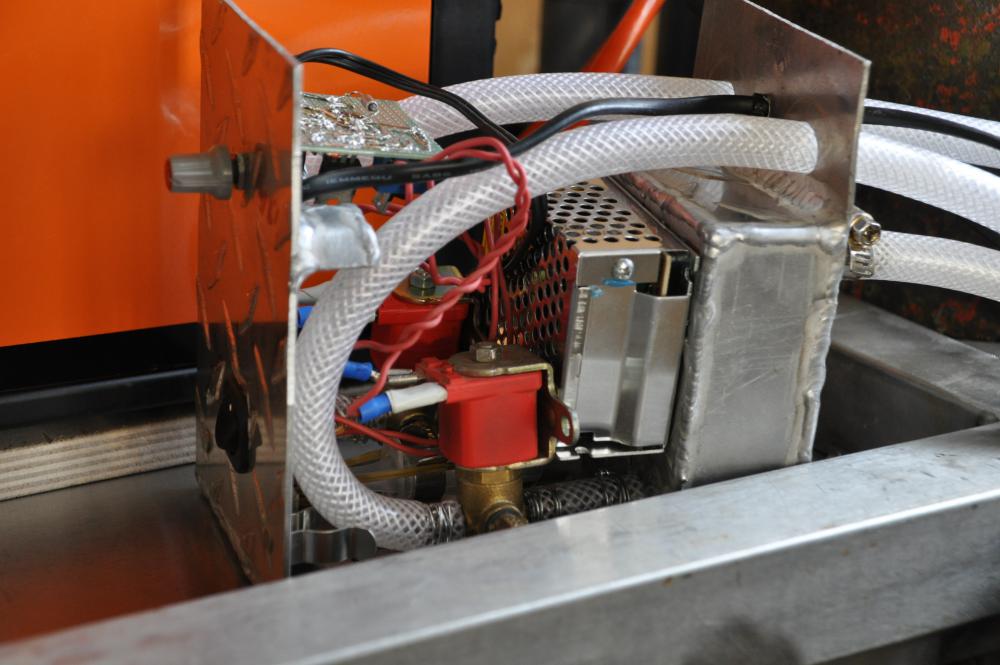
Примерно 98/2, очень зависит от входных давлений, надо одинаковые редукторы. Пока по утопленной бутылке оттарировал, входящие параметры запомнил. P.S. пропускной способности форсунок не хватает, при регулировке редукторов на максимальный расход 25 л/мин, общий расход после смесителя не превышает 3-5 л/мин. Давление на входе при этом составляет ок. 5-ти бар. Заменил форсунки на клапана отсечки газа Теперь расход ограничивается ротаметрами. Соотношение газов - смесителем. Шарики забавно прыгают при изменении соотношения газов. Аргон почти стоит на месте при 98/2, а СО2 стреляет до упора. При 70/30 прыжки выравниваются.
2 балла
-
Не обязательно. О чём я ранее и говорил-к сожалению, развитие сварщиков-зачастую процесс не постоянный. Получив некоторые знания-на этом останавливаются. И отказываются как от новых технологий, так и даже от другого цвета оборудования Технологи на заводах задают такие вопросы, что начинаешь сомневаться в их знаниях, опыте и остальном. Поэтому многим-многие параметры просто не нужны. Ибо ручка тока-это всё!1 балл
-
@copich, спасибо, исправляю: (0,71+0,41)*2*12*20=537,6 за окромить без пробоев. Pi*0,24*12*20+20=201 отверстие под кружки с пробоем. Итого 201+537,6=738,6 тоже не радует1 балл
-
@dentws, эпично! Пока народ не начнет судиться за эти косяки - так все и останется.1 балл
-
Тут в другой ветке прозвучало: Вот примерно в тему Выбрали в 20.. году Чапаева президентом, а Петьку сделали премьером. Бился-бился Василий Иванович с коррупцией: и свобода лучше, чем несвобода - говорил, и гражданское общество создавал, и ментов в понтов - переименовывал, и Сколково - модернизировал, ан ничего у него не получается. Воруют! Даже еще больше, чем раньше.Тем более, что сидеть по экономическим статьям теперь практически не приходится. Устал Чапаев, разочаровался и поехал к подруге Ангеле на российский народ жаловаться, а Петьку за себя покамест оставил. Возвращается он через месяц, и нарадоваться не может - чиновники вежливые, взяток не берут, работают быстро и аккуратно. Гаишники не баблосы собирают по кустам, а на перекрестках палками машут - пробки разгоняют. Генералы не дачи руками солдат строят, а по полигонам бегают - солдат в атаку за собой ведут. Врачи операции делают бесплатно, а при виде пухлых конвертов прячутся в ординаторских и запираются на ключ. А народ, вместе с ОМОН-овцами, каждую субботу выходит на согласованные демонстрации - желать долгие лета власти. Лепота! Вызывал тогда Чапаев к себе Петьку, обнимает, целует, шубу с президентского плеча, из неметчины привезенную, дарит и самым большим орденом награждает. Ну а теперь, говорит, колись Петька - как ты за месяц достиг того, чего я за все годы добиться не смог! Выдавай, говорит, Петька свою военную тайну! - Да нет у меня никакой военной тайны, Василий Иванович, человек я малограмотный, про свободу и несвободу ничего не знаю, дебет с кредитом путаю, но вот с пулеметом Максим – управляюсь в совершенстве! Поэтому я просто приказал в каждом учреждении поставить по два пулемета Максим с полными коробками лент и чуть где кто-то честно жить не хочет - очередью, очередью! - Молодец Петька! Продолжай дальше. Только вот я одно не понял - а почему два пулемета-то? - Да пробовал я одним обойтись, Василий Иванович, но не сподручно - все время перегревается!1 балл
-
@kepelson,если в воде будет большое присутствие ионов хлора,тогда AISI 304 сталь вам не подойдет,она просто начнет корродировать.Выбирайте тогда из кислотостойкой аустенитной стали AISI 316 или аустенитно-феритной 06х22н6т,последняя за счет меньшего содержания никеля будет подешевле.1 балл
-
и не уведите потому что а потом уже не "я" а "мы" в общем испытатели Я еще ни разу не встречал что бы кто то удачно смог заварить, но попытки постоянно осуществляются... а вы клей тут рекламируете.1 балл
-
Коробка от гранты
1 балл
-
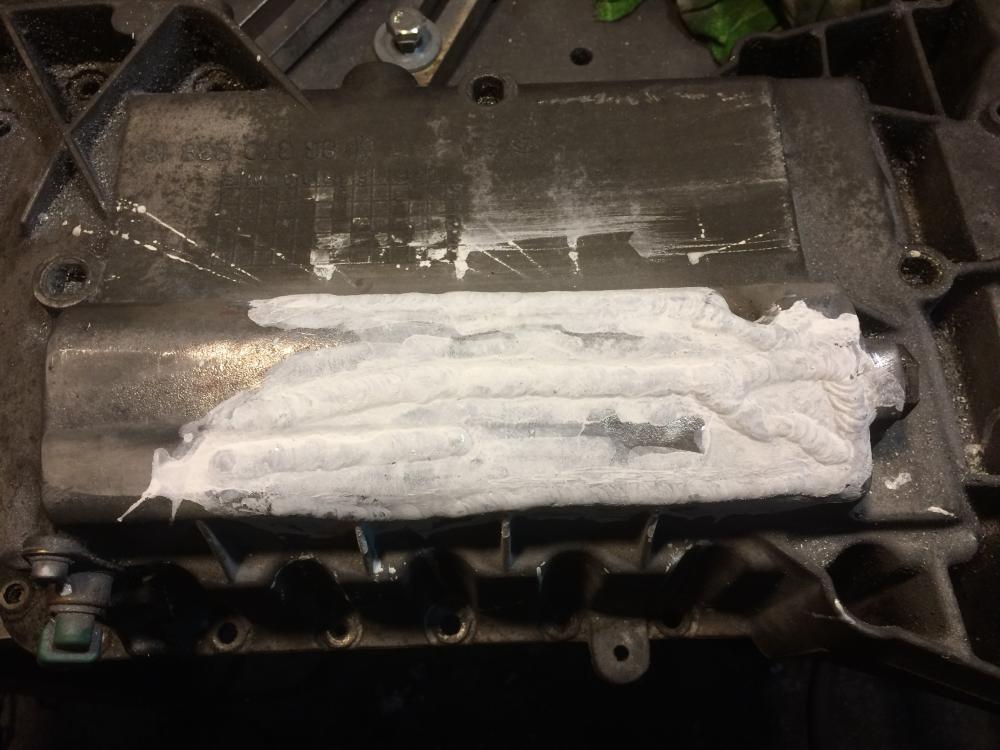
Вот тут: http://websvarka.ru/talk/topic/11726-svarka-detalej-dvigatelia-transmissii-i-podves/?p=366865 -я выкладывал "трепанацию" ГБЦ Пежо-208. По моей просьбе-токарь перекинул мне фотку после мехобработки. А владелец авто сообщил, что машина уже на ходу и благополучно пережила сорокаградусные морозы.
1 балл
-
На у как иначе? Вчера приводил а порядок УДГ250. Валялась позабытая в углу на заводе. Каждую деталь вылизал, добился взаимного совмещения и перемещения лучше, нежели на новой. Ясен пень, что она иные свойства будет иметь.1 балл
-
Шарикам о шариках1 балл
-
@Вад11,Время пофотать что-то, появилось только когда собирать начали. Можно на ты @olegstark, Все что на фотках, сварено EvoMIG 350 ProAl. Последние были поровнее и посимпатичней, но собирали окончательно их первыми и к моменту как я приперся с фотиком их уже собрали. На первой фотке результат экспериментов с даблпульсом.1 балл
-
Я толком не знаю на каких машинах\поддонах какая резьба.Просто заранее приготовил втулки с разыми пробками и если в ремонте поддон с таким ремонтом,то ввариваю ту,что есть у меня.А с поломаного оставляю и токарь готовит втулку уже под эту пробку. Вот типа такого ремонта,то есть просто вырезал,то что обломали,чтоб не лепить паутину из швов.Заварил латку,потом сверлю коронкой и варю вкладыш под сливную. Фото с пробкой нету,т.к. просто для архива делал.По форме латки всегда пойму моя работа или нет.
1 балл
-
Еще одного страдальца привезли,варено-мазано,а мне разгребать.После очистки штукатурки рентген показал,что только вырезать,я не хирург,но че нибудь отрезать могу.По ходу пьессы еще одна трещина проявилась,подлечил и ее.В шве,который вдалеке,обнаружил только две утечки,засверлил и подварил их,весь «шов» резать не стал и так по деньгам на такой объем не договаривались,можно конечно было позвонить и объяснить,но в принципе при таком раскладе в обозначенную сумму уложился.
1 балл
-
Подлечил,изначально приварили отломанные куски,но текло,делали в Москве,не местные,проездом.Все выскреб и залил.
1 балл
-
Василий это хорошо Василий а стол лучше водичкой с порошком и бензин - ацетон во первых вреден для здоровья да и противопожарную надо соблюдать . А по большому на сварочный стол должны ложится чистые детали и не как иначе , ну а мыть его в таком случае, только от сварочных налетов и естественной пыли.1 балл
-
Очередной страдалец от форда.Еле заварил,поры прут сильно,с первого раза,как и предполагал,потек,два раза подваривал.По ходу дела еще пара трещин вылезла..
1 балл
-
Такого «красавца» привозили,за 90 км.приехали.
1 балл