Лидеры




Популярный контент
Показан контент с высокой репутацией 23.12.2018 во всех областях
-
Из осенних работ.
 13 баллов
13 баллов -
Оно и понятно. Исторически так сложилось. До сих пор немецкие квалифицированные рабочие-одни из самых высокооплачиваемых (после японских, конечно). И работать руками (в глазах пресловутого социума)-нисколечки не зазорно. В отличие от современной Расеи. Времена гегемонии пролетариата в оной-канули в Лету и общественное мнение априори причисляет рабочих к обделённым умом неудачникам. Из некоторых "индивидуумов" это так и прёт. Вот, не давеча как в прошлое воскресенье-на своей шкуре прочувствовал это. Подкатываю к АЗС. Не шибко раннее утро. Народу-не густо, но небольшая очередь в кассу-есть. Впереди меня-стоит женщина лет 30-ти, владелица Ниссана-Кашкай. Вся разодетая, парфюм-напрочь перебивает пары бензина по всей заправке. Оглядываясь на меня, брезгливо кривится и просит отодвинуться от неё. Видите ли, видок мой ей не ндравится... Оно и понятно. Замурзанный УАЗик, видавшая виды роба в глазах обладательницы свежего авто, норкового полушубка и кожаных сапожек-явные признаки "лузера по жизни". Дак вот, эта фифа перед кассой начинает перебирать мятые купюрки и звенеть мелочью в попытках наскрести на 15 литров 92-го бенза. Не иначе как дочкину копилку выпотрошила... Вот она-изнанка жизни в кредит. Я подхожу к соседней кассе, достаю из кармана "гаманок" с дестью банковских карт и весьма недешёвым смартфоном. Прошу заправщицу отпустить мне 150 л 95-го. У кашкаевладелицы-отвисает нижняя челюсть, одновременно-на лице отражаются разрыв шаблона и когнитивный диссонанс. Ну да и ладно, это-её дело. Впрочем, история получила продолжение. Но, об этом-несколько позже. Новый губернатор и его команда-продолжают "радовать" благодарный электорат... Войну скопищам железных гаражей объявили. В результате этого-окрестные дворы битком забиты машинами. Затем-потеснили находящийся под открытым небом музей железнодорожной техники. Это (после тотальной зачистки упоминаний о предшествующем "бае")-было последнее, что напоминало о Тулееве (он был когда-то железнодорожником). Все вагоны и локомотивы-столкали на небольшой пятачок, под которым (ой, ну надо ж такому случиться...) шёл самотёчный канализационный коллектор. Труба не выдержала, лопнула и фекалии полились в Искитимку (приток Томи). Коллектор начали экстренно перекладывать. На пути трассовиков оказался гаражный кооператив, который до того "великодушно" решили не трогать до весны. Однако же-пришлось... Опять затрещали рымы, крыши и ворота. Вот и моего знакомого джипера не миновала сия участь. Один рым порвали. Приятель через интернет нашёл "спеца", подварившего ухо. Попытка оказалась неудачной. Интересно, какая голова сообразила приварить 4 рыма в почти двух метрах от краёв? В общем, восстановил рымы на старых местах, а по краям-приварил новые. Спускаясь с лесенки-увидел свою утрешнюю "визави" на Кашкае. Та заискивающе смотрела на меня, а когда я спустился на твердь земную-защебетала про свои злоключения с гаражом и потащила меня за рукав посмотреть грядущую работу. И поди ж ты, когда припрёт-даже испачкаться не побоялась... Поцокав языком на предмет "Ничего так нынче сварщики зарабатывают!", согласилась с озвученной суммой. Оно и понятно, деваться особо некуда... Далее в программе-замена чугунного котла отопления на стальной. Было и стало. Сварки было совсем немного, пара десятков стыков трубы 1 1/4" и пяток врезок на полдюйма. Дольше котлы корячили. В "благодарность" за оперативно выполненную работу- пока я варил, державшись за трубу, слесарь уронил мне на руку чугунявый газовый ключ №3... Итог-перелом наружной фаланги и минус один ноготь. В связи с чем качество работы РАДС сразу захромало. Очередной подогреватель солярки в плане швов-вышел корявеньким... Моя-только сварка. Конструктив и слесарка-авторство заказчика. "Вай, беда!" №1. У фуры-при разгрузке штабелёром вывернули дверь. Поломали шарниры. Аргонил прямо на улице. При -25 со снегом и ветром. При повреждённой левой руке и столь "благоприятных" условиях-за такую "чешую" просьба сильно не журить... "Вай, беда!" №2. Ночь, улица, фонарь стройплощадка, экскаватор... Трэщина пашёль, пашёль... (С) Свой прицеп, как назло-дал дружбану "погонять", посему компрессор-притащили на ипоногазели (Мазда-Титан), а сварочник-удостоился персонального УАЗика. Как всегда-строгаем/зачищаем/варим. -30 на улице, да с ветерком, а я-в летней спилковой робе, одетой на флисовый спортивный костюм. Иначе-под механизм банально не пролезал. В итоге-промёрз, как цуцик. Оттого и фотосессия-сильно сократилась как по времени, так и по объёму. Вот-видимая часть конечного результата. "Вай, беда!" №3. Отогревался от уличных работ- в тёплой ремзоне АТП, под автокраном на базе КамАЗа. Всё бы ничего, но отсутствие смотровой ямы, теснота в трансмиссии и ходовке, хитросплетения тяг, трубок, шлангов и проводов-порядком мешали работе. Вдобавок к тому-постоянная и интенсивная водно-масляная капель. Как говорится, чтобы жисть раем не казалась. Гидравлическую трубку-уже пытались лечить. Пришлось ампутировать... Зачистил, подогнал и по-новой проложил трубку. Обварил. Итого-рабочие сутки получились весьма и весьма насыщенными.
13 баллов
-
Запил двери.Решили Бате дверь запилить,а старую выпилить.Однако запилу мешала кривая лестница,изготовленная криворукими советскими строителями.Мы решили поступить тоже по наркомански и лестницу переварить.Переварили,дверь запилили,откосы я сделяль,плитку положил ,третий сорт - не брак.Не обошлось однако,как и во всех историях про запилы дверей без ментов,но это уже совершенно другая история
11 баллов
-
Продолжаем новогоднюю тему! Попросили в "адик" сделать каркас под ёлку... Вот такая красота в группе у дочи, чьи-то мамашки потрудились, ну и один папашка немного
10 баллов
-
@Режиссер,Доброго дня,если будите использовать электроды ЦЧ-4 не забывайте,что сварку придется производить в предварительным подогревом примерно 400 град.А то очень многие производители очень любят упоминать о том ,что сварку данными электродами можно выполнить на "холодную".После сварки деталь поместите в горячий песок ,асбест или мин вату.И не допускайте сквозняков как при работе так и при остывании детали.9 баллов
-
@Schlosser,Доброго дня,еще добавлю при откусывании проволоки перед подачей её в рукав лучше снять образовавшийся заусенец напильником. Может быть кому будет интересно настройка полуавтомата от фирмы ЭСАБ. ЭСАБ справочник по сварке MiG MAG.pdf7 баллов
-
@AMBIVERT42, я тоже в подобной сфере промышлял- водяным слесарем на литейном заводе. Почище ЖКХ будет работенка. Да и вообще тут, в сущности, все собрались не дамы, заработавшие Кашкай орально- анальным способом, а люди, зарабатывающие трудом свой хлеб. Однако, повторюсь, респект! Постоянное воздействие сварочных аэрозолей дало осложнение аргонодуговой болезни. Вышли сегодня с семейством в город и я ну совершенно случайно-узрел детскую площадку. Я, конечно, не сварщик, но заварю уж точно никак не хужее.
7 баллов
-
Мужики, давайте я вам настроения подкину) (Пока моя сварочная техника стоит без дела побудет полочкой для творчества жены (верстаки пока завалены, а сварочник своё место имеет и неприкасаем для хлама))
7 баллов
-
Могло бы даже и нормально получиться,если бы дикий фрезер не подкинул мне опять Ст.45. Выручила привычка фоткать все и рассматривать.Перекрыл ПА,для этой детали пойдет.Ну а что-то даже типо получилось.
7 баллов
-
Работает сварочная бригада в Африке. Варит сварщик трубу, а рядом сидит обезьяна и наблюдает за сварщиком, и так каждый день. Ну однажды сварщик отошёл отлить. Возвращается, а обезьяна одела маску и варит. И так каждый раз когда сварщик отходил, обезьяна вставала на него место и варила трубу... Бригадир посмотрел на все это и уволил сварщика. Через месяц бригадир звонит сварщику домой - Иваныч возвращайся, ты нам в бригаде нужен, без тебя никак. - Дак у вас же там обезьяна вместо меня варит... - Иваныч я тебя как бригадир прошу, возвращайся, варить не кому. Обезьяна уже мастером стала.. Денис Прозоров6 баллов
-
...
6 баллов
-
Типичный недогрев, ты грей как на 4047 и очень быстро пруток вводи. Тогда будет всё красиво.6 баллов
-
Продам универсальную (настраиваемую) подставку под ёлку:6 баллов
-
Ну, раз вопрос задан в публичном разделе форума, то к чему излишняя келейность в личке? Тут и отвечу. В баксах-не знаю, сколько... У нас, в Кемеруне-всё больше рублики в ходу. Хоть не фуфырики-и то хорошо! Стоимость вызова даже ради одного рыма, или одного навеса-не менее 3,5 круб. Если изготавливать все 4 рыма, сдуть старые и приварить новые-то по 1,5 круб за каждый рым. Итого-6 круб. Как-то так. @Schlosser, то, что здесь-это так, детские забавы. По сравнению с тем, чем промышлял ранее. Вот ЖКХ-там реальный трэш... Жара/холод-пофигу. Механизация труда-ниже минимума. В котельных/насосных-почти всё таскали на руках, хребты трещали. Грязь, склизь и вонь-в порядке вещей. И работы-по смешным расценкам. Однако... С моим ростиком (1700 мм)-только под техникой и лазить... Только размер в плечах (540 мм)-не даёт ужом вертеться. Как правило, коцаные и не поддающиеся ремонту теплообменники-отправляются в цветмет целиком. А обрезки трубок-могут и подогнать за так, либо по бартеру махнуть на что-либо.6 баллов
-
Хоронили тещу-порвали три баяна.Безусловно, у бригадир-талант! Я не смог бы две недели гармошку делать. Ну а наше дело-малое:сварить да припупырить.
6 баллов
-
Нормальные зажимают во вращатель, круто очень.Добавлю про ёлочки.
5 баллов
-
@Бархударов, я в мебельной фурнитуре-ни в зуб ногой. Принёс медтехник, попросил заварить. Я заварил. Оплата-бартером. Медтехник-починил источник питания для светодиодного прожектора. Да и вообще, если мне заказчик принёс какую-то деталь с просьбой починить и согласен с суммой за работу, то мне-глубоко конгруэнтно, стоит ли деталь копейку, или многие евро. С некоторых пор-стараюсь не забивать себе голову проблемами клиентов. Своих задач-с избытком.5 баллов
-
@Точмаш 23,Никель и медь как раз не растворяют в себе углерод.В следствии этого и не образуется отбеленные зоны,чтобы снизить напряжения при усадке делается общий подогрев свариваемого изделий.5 баллов
-
Рано еще проволоку заряжать, один момент, про установку направляющей спирали, остался в другой теме В общем, направляющая спираль должна как "принять" проволоку от подающего, так и "передать" ее в наконечник без смещения и изломов, и при этом сама должна не повреждать внутренний канал при чистке/замене. Краткая последоватеьлность действий: Подогнать спираль по длине заподлицо с держателем наконечника; Сточить заусенец на конце спирали или может согнуть последний виток, чтобы он не выступал и не повредил внутренний канал рукава при снятии; Найти точило и заточить конец спирали под углом 40°, чтобы он потом мог центрироваться в задней части наконечника; Проверить результат - наконечник должен слегка поджимать спираль в собранном состоянии. С направляющими каналами для сварки алюминием и др. цветными металлами последовательность почти обратная: Вот наверное более правильный набор для алюминия: (трубка с цангой и уплотнительным кольцом, латунная спираль для гусака, направляющая трубка на замену капиллярной трубки в евроразъеме на подающем устройстве) Последовательность действий: Заточить передний конец канала под углом 40°; Вставить трубку в рукав до упора в наконечник (два раза проверить этот момент ); Зафиксировать и загерметизировать канал при помощи фиксирующей цанги, уплотнительного кольца и накидной гайки, при этом следить за тем чтобы он продолжал упираться в наконечник на другом конце горелки; (последовательность установки деталей) Снять капиллярную трубку с евроразъема на подающем, установить горелку на подающее и отметить на тефлоновой трубке расстояние до подающих роликов (проволока после роликов должна сразу входить направляющий канал и быть в нем до самого наконечника); Дважды убедиться что все правильно отмерил и отрезать. Вместо капиллярной трубки скорее всего понадобится направляющая трубка для тефлоновых каналов диаметром до 4 мм. Получиться должно где-то так: PS: в принципе это все есть в мануалах к горелкам.
5 баллов
-
@Режиссер,Тогда ищите электроды на железоникелевой основе ,если греть Вам не чем и негде. Хотя ничего сложного нет, газовую горелку найти не такая проблема,хотя бы простую паяльную лампу.4 балла
-
Не знаю на счет какие там структуры образуются, но всегда думал, что к примеру медь или никель просто гораздо мягче и пластичнее чугуна и соответственно они забирают на себя львиную долю сварочных напряжений, чисто за счет своих физических свойств. В общем-то поэтому чугун варят любыми более мягкими и пластичными металлами.4 балла
-
Я видел на одном заводе где проходил практику(это было очень давно).Там такие большие бухты горизонтально крутились,проволока была толстая,на вид 2 мм.Кузова там варили для какой то торфодобывающей техники.Помню ,мастер подвёл нас практикантов к одному такому посту и попросил сварщика дать попробовать одному из практикантов поварить.Сварщик дал горелку,практикант замкнул и сразу вылезла проволочина из горелки длинной с метр и покраснела.Сварщик выхватил горелку с рук практиканта и погнал нас вместе с мастером со своего поста с криками- вы мне тут всё попортите.4 балла
-
Мне лень дискутировать с вами по этому вопросу,да и ,по-видимому,смысла нет. ------ грамма состояния Ni-C построена на основании результатов ДТА, микроструктурного и рентгеновского анализов и термодинамического расчета . Система C-Niпростого эвтектического типа без промежуточных фаз. ЭвтектикаЖ ↔(Ni) + (С) наблюдается при содержании 10 % (ат.) С и температуре 1319±2 °С.Niпрактически не растворяется в графите. Растворимость С в Niпри температуре 1319 °С составляет 2,7 % (ат.), а при температуре 700 °С — 0,4 % (ат.). Максимальное содержание С в метастабильном твердом раствореNiдостигает 7,4 % (ат.) при скорости охлаждения 105—107 °С/с. В этих жеусловиях, а также при повышенном давлении получена метастабильная фаза Ni3Cс гексагональной решеткой: а = 0,2632 нм, с = 0,4323 нм. При охлаждениирасплава со скоростью -105— 107 °С/с при температуре -1053 °С и содержании 23,2 % (ат.) С кристаллизуется метастабильная Эвтектика (Ni) + Ni3C. Температура конгруэнтного плавления метастабильного карбида Ni3Cравна -1057 °С .Давление -5 ГПа повышает температуру плавления эвтектики (Ni) + (С) до 1385 ±5 °С, эвтектики (Ni) + Ni3Cдо 1297 °С, Растворимость С в Niдо 2,9—3,8 % (ат.). Устойчивость карбида Ni3Cс увеличением давления возрастает, но он не становится термодинамически стабильным.4 балла
-
animatsiya_-_ya_lyublyu_svoyu_rodinu_vrode_by_(zaycev.net).mp34 балла
-
Вот такие двери получились в гараж. ну и собственно сам гараж.
4 балла
-
Всем привет! немного работ Привезли такого пациента,как видим уходить с насиженного места просто так он не хотел и посему вандальски был порезан и обратно прихвачен, типа так было.В таком виде к нам и прибыл.. Для более точного позиционирования элементов детали устанавливаем заранее проточеную заготовку на фрезер(на делительную головку). режем "уши" Тут все понятно) сварка Отдыхает Чистовая. Готово
4 балла
-
Как вариант,навскидку.Коли у вас ничего нет,да и наращивать слой металла будет сложно в данном случае:усадка будет подрывать наплавленный металл по границе сплавления. Вышлифовать кругом или фрезой как чисто;шагом 12мм засверлить на глубину 8-10мм несколько отверстий по всей длине разделки,нарезать резьбу М 6-8 и вкрутить ввертыши.Ввертышь должен выступать примерно на 3-4мм.Обваривайте полуавтоматом,Далее можете вварить в середину пластину из ст.3 и окончательно заделать.3 балла
-
В общем газ заправили грязный или воздух не удалили,нержу заварил,шов черный,сразу насторожило.Люминий вообще невозможно,ванна вроде чистая,присадок подаешь-чернота,кое как транец прихватил,к присадку претензий точно нет.Когда проверял чистоту то просто алюминий прошелся без присадка,показалось что нормально,надо было на нерже сразу проверить.В общем чуток подналетел я сегодня,ладно хоть клиент адекватный,на завтра отложили,поеду с большим баллоном к нему.Проверил сейчас,газ плохой.
3 балла
-
Пластичность стали компенсирует напряжения . Зачем нужен никель для сварки чугуна? Никель не образует карбидов,грубо говоря),растворяя углерод в себе,следовательно пластичность никеля позволяет частично снять напряжения,либо проковкой,либо без нее.Ванадиевая сталь,которая образуется в шве при сварке ЦЧ-4 обладает меньшей пластичностью,что приведет к значительным напряжениям в жестком контуре и,следовательно,к трещинам.3 балла
-
Не люблю далеко заглядывать. Тем более, что ни что не вечно под луной. А бабло дают сразу.3 балла
-
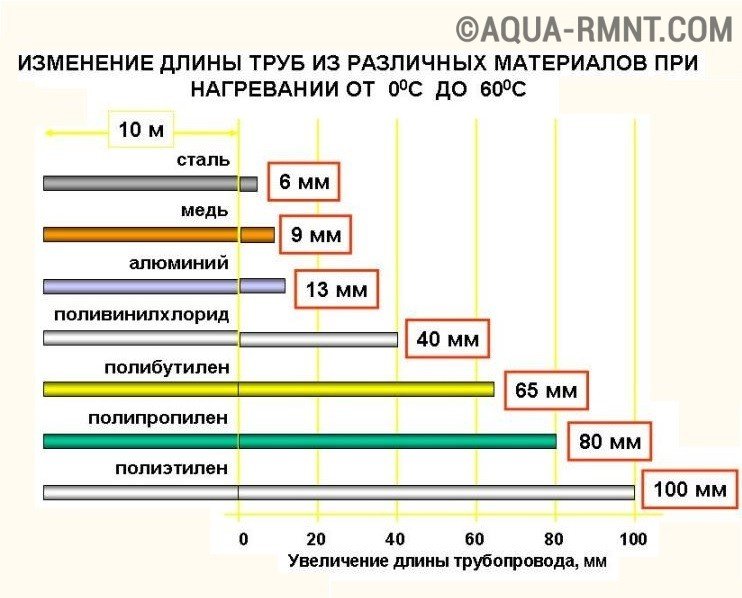
Костя , я вот всегда смотрю на сии радиаторы и понимаю что вот пайка или сварка таких надломов у трубной доски, это на год макс и потом все по новой лопнет . Соты все тоньше-тоньше и зажаты в раме намного толще и массивнее их , ну и они каждый день охлаждаются и нагреваются от минус в плюс и обратно а то на дню и не по одному разу. И соты устают расширятся и сужаться вот и лопаются там где меньше всего свободы да и подвергались в этом месте "огневой обработке" . Я вот где то видел радиатор и по моему у военных там соты как бы чутком зиг-загом по всей длине и компенсация расширения-сужения и лучше зиг-заг не чего не придумано.
3 балла
-
@Дмитрий54,двери-огонь!!! Можно подробнее о них рассказать и фото, как их делали? Интересует вставка стекла,технология-в принципе известна. Но, может что-то новое? @AMBIVERT42,читаешь как рассказ какой-то,честь и хвала с моей стороны за такую работу.3 балла
-
Чтобы точно ответить на этот вопрос нужна фотография платы с высоким разрешением с близкого расстояния, так чтобы можно было прочесть надпись на микросхеме. И, желательно, фотография обратной стороны с удалённой наклейкой. Но не думаю, что там что-то экстраординарное, судя по топологии платы на ваших фото - это обычное электрически стираемое запоминающее устройство общепромышленного применения с I2C интерфейсом. Почему не поменяли?.. Ну, попытаюсь пояснить на примере. Сразу замечу, что для обоих вариантов у сервисников нет технической документации на ремонтируемое оборудование. На китайчатину - почти на всю (в том числе и на хорошую) инфа в инете есть, на именитые бренды - практически нет. Основные поломки сварочного оборудования - это силовая часть, драйвера, источники служебных питаний, управление подающим (для п/а), т.е. та часть схемы, которая практически стандартная и в ней легко разобраться и без документации. Ну и склад запчастей поддерживается, соответственно, исходя из этого. Кроме того, выполняя условно "стандартный" ремонт, втечение рабочего дня можно отремонтировать 3-4 аппарата, а с дефектом, как у вас - можно и несколько дней провозиться. Вариант 1. Ремонтёр работает на себя, предприниматель-одиночка. Для него нет понятия "безликий клиент" и все приходящие в ремонт аппараты проходят через его руки. С первого раза он перезаливает прошивку в существующий чип (я тоже сделал бы именно так). Со второго раза он решает его заменить и тут выясняется, что запчасть "неходовая", т.е. это не означает, что её не купить в принципе, но у официальных поставщиков радиоэлементов её нет, а поставить они готовы не менее 1000 шт через два месяца по полной предоплате. Что сделает наш ремонтёр? Зайдёт на Али, выяснит цену и сроки поставки, согласует это с заказчиком и через 2-3 недели отдаст аппарат с новой микросхемой. Вариант 2. Крупный сервисный центр, человек 20-30 ремонтёров, работающих на сделке (сколько аппаратов отремонтировал, столько денег и получил) и из них 19-29 с квалификацией именно для "стандартных ремонтов" и 1-2 для "тяжелых случаев". И вот к ремонтёру Пете попадает в ремонт ваш аппарат. Во- первых, когда он видит, что случай не тривиальный, он его отставляет в сторону, отправляет к "спецу" и делает то, что полегче, так как заработает при этом больше. Когда, наконец, у "спеца" доходит очередь до вашего аппарата, он тоже сначала перезаливает прошивку. Со второго раза он понимает, что микросхему неплохо бы поменять и даёт заявку в отдел снабжения. Там выясняют то же, что и ремонтёр-одиночка - не менее 1000шт и 48 дней срок поставки. Естественно, заказывать они там не станут. О существовании Али они или вообще не догадываются, или просто и напрягаться не будут. Когда по прошествии нескольких недель рассерженный заказчик начинает их теребить, руководство вызывает "спеца" и происходит примерно следующий диалог: -"А там что, совсем ничего сделать нельзя?" -"Ну, можно залить в старую микросхему, но оно может опять через пару недель слететь..." - "Так залей, может и будет жить, а то этот нас уже до железной пятки достал..." Т.е. для крупных сервисных контор, у которых в клиентах пара десятков опять же крупных клиентов, отдельный рассерженный мелкий клиент - досадная мелочь, не более. Сожалею, если расстроил вас, но вы спросили - я ответил.3 балла
-
@konstantinXX,при хорошем нагреве трубной доски припой сам течет , пламенем горелки его только подправлять , создавать нужное направление . Припой ещё некоторое время находится в жидком состоянии и потом матовеет . Индикатор сам припой , как начинает плавится от трубной доски , начинаем работать . Главное не перегреть , но и при недогреве ложится горкой из под которой потом утечка. Хуже всего когда остыло опрессовываешь и находишь рядом еще утечки ... начинаешь греть , пропаиваешь их, опрессовываешь и утечки появились там где паял раньше. Так что все утечки надо выявлять сразу , кастолин не любит повторных нагревов до температуры плавления. Может и коряво , но как то так.3 балла
-
Вот такая ситуация..
3 балла
-
Иногда даже на черняжку какает радужное пони
3 балла
-
3 балла
-
Ну, и я тогда отмечусь. Учитывая, что попадание ВФГ в бренно тело зело вредно для последнего (хотя, в случае удачного попадания не будет кариеса), то без нагрева я бы и не стал её варить. Причём нагрев и далее сварка только железо-никелем. Нагрев до 400, сварка электродами 92.58 или 92.60 (первые дешевле и, имею скромное мнение, для нашего случая лучше). И медленное остывание. Такой способ даст 110% гарантию положительного результата. П.С.: экспериментировать можно, но только не со здоровьем.2 балла
-
Спасибо, я знаю как должны выглядеть стыки, вот мои...
2 балла
-
Вам надо связать наплавленный слой с основным металлом шпильками.2 балла
-
@Точмаш 23, Спасибо. @selco, мне на предыдущей страницы рассказывал про этот метод. Чем больше я вникаю, тем больше мне кажется, что либо плюну я на эту затею, либо наварю ЦЧ-4, хуже-то всё равно не будет. Вот говорят, что толстый слой, большая усадка... А если наваривать толстый слой по чуть-чуть, то есть, что бы не было сразу большой усадки? Я даже где-то читал про такой метод, что прежде чем варить, наплавляют край, что бы потом варить не к чугуну, а к стали, ну это я по своему так.... Ладно братцы, спасибо, буду думать.....2 балла
-
@svarnoi69,Иду давеча возле больницы,две обезьяны варят козырек.Одна с держателем,другая в щитке и крагах.Первая,минут 15 старательно пришуриваясь пытается прихватить уголок,вторая наблюдает через щиток.Нипалучаицца...Вторая отдает первой щиток и краги,но все также внимательно смотрит на уголок,первая искрит.Решил в эту больницу не ходить.2 балла
-
@Sergei1450, там одно слово пропущено "на халяву" .2 балла
-
@PetrM, стараюсь подсуетиться заранее. Да и есть у меня пара токарей, таких же как и я, со стряхнутыми биологическими часами. К ним, так же как и ко мне-можно обратиться в любое время суток. Надо какую деталюху оперативно выточить-достаточно позвонить. Пока еду до них-готовят. Эта, ну, как там её? О, вспомнил... Клиентоориентированность!2 балла
-
Как только собирусь на свою стройку, обязательно что нибудь привезут, ну что ж надо работать, стройка подождёт.
2 балла
-
@welderman,на фуру ездил,работы на 30 мин.,работа 1 т.,выезд 2 т.,за туда-обратно газеле 1 т.отдавал,вот и считай.Завтра не знаю чего делать,не видел,только со слов клиента,по люминю 20 см.шва,транец приварить и нержи чуток,но работа есть работа,нужно смотреть дальше.Клиент «жирный»,коттедж,катер,друзья такие же,если грамотно сработать,то клиент мой,плюс сарафанное радио.С выездом по минимуму 4 т на кармане будут-это минимум,кому то может мелочь,мне нет.2 балла
-
Вот если бы из полукруглых сегментов,было бы не хуже.Стружка сама бы сваливалась.2 балла
-
Две трещины и вварка шайбы со сливным отверстием.Одна трещина вылезла при проверке мел-керосин (для тех,кто думает,что без проверки прокатит).
2 балла
-
бирошь и варешь, чо тут нипанятнава?2 балла
-
Продолжаем "лить". Всё то же что и в прошлый раз, только дуга длиннее:
2 балла