Лидеры




Популярный контент
Показан контент с высокой репутацией 08.11.2018 во всех областях
-
А мы ракету строим))), с помощью лома, тальки и рохли
 13 баллов
13 баллов -
Очередная некрофилия: рама Прадо 95. Вырвало кронштейн пружины/амморта вместе с куском рамы. Обычное дело на этих рамах - нутрянка 2,0, наружка 3,0, сам кронштейн 3,0. Сначала отрывает передний шов, потом рвёт раму. Клиент доездился до того, что ещё б немного и тормозным трубкам привет, а там ещё много чего вдоль рамы проложено. Кронштейн срезал 4 часа, много мата и абразива.
12 баллов
-
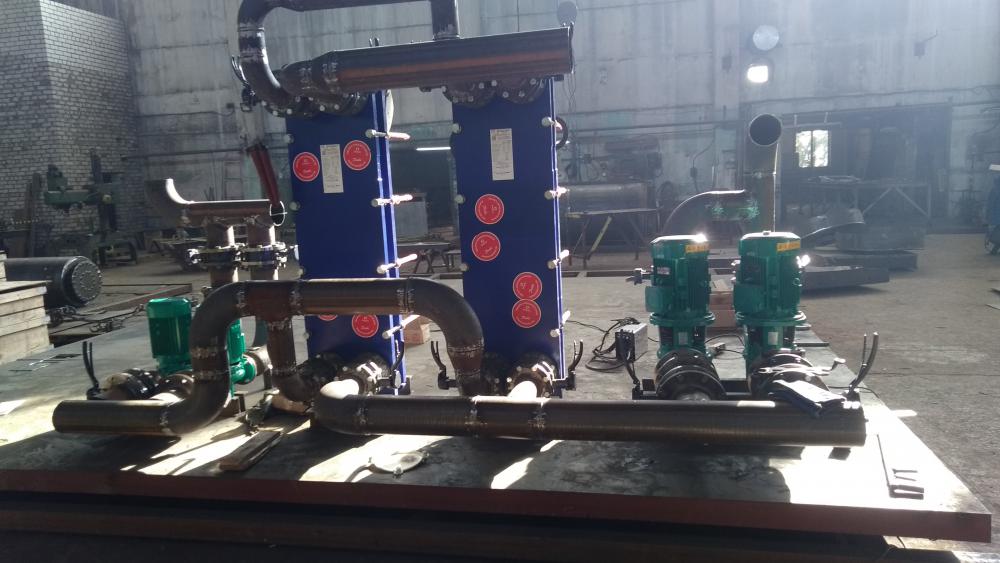
Продолжаем поднимать машиностроение.Запуск очередной печи,корпус варили не мы,мы варили потроха.Используем ТИГ,миг,ручник,резак,болгарку и кучу нецензурной лексики.Печка планировалась хитрая-задув инертным газом,плавка мельхиора.Спирали- фехраль ф8 мм.Не знаю чем эта затея кончилась- мы в работу сдали и свалили по рыхлому.Ну и какая же печь без сковородки?
10 баллов
-
А мы лесовозы к сезону готовим, полувековой хлам приводим в более менее рабочее состояние, оси укорачиваем. Навариваем, подвариваем колымаги, которые, наверное если не Сталина, то Хрущёва-уж точно ещё захватили. У врагов посмотришь-лес готовят харвестеры, а у нас-всё на трюликах, которые от сварочных латок уже в два раза тяжелей стали. Скоро сами себя не повезут.
8 баллов
-
@SergDemin, толку, ну я немного понимаю, в общих чертах, но это лишнее, когда за машину такого уровня вывалил столько денег. Думать должна она, и раз уж мы выбрали-дали задание, то отработать предложенное, должна она на все 100%. Нам остаётся лишь решить, что и с чем и какие толщины меж собой соединить, остальные процессы ей дано решать, выбирать и думать самой! И если она не способна, значит я, вы, они встряли, а значит не додумано, не отрепетировано, не объезжено. Снова повторюсь, каждые точки подачи-напряжения для всех процессов, толщин проволок и материалов прописаны и зашиты программно, а значит были исследованны-объезженны, человеком понимающим, опытным. И не многим, дано оспорить справедливость написания этих программ. Так как, шарить-понимать-осознавать-преобладать над процессом, нужен не только опыт, но и талант! И вот взять EWM, а «точки» прописаны для определенных материалов немного иначе, чем у Меркле, звук другой, а значит и процесс иной, и все по другому. И на выставке, я понял, что флагман Titan, в сварке алюминия «карлик», ну не варит он его как Меркле, не смог его Йоханн настроить, и звук другой и шов и все вытекающее. Но по чернухе, Бог и я млел от увиденного!!!! Ево мне сразу сказали, что увидеть кривую импульса, это одно, но тупо повторить, толку нет, железо делает по другому, и в любом случае повтор, мало мальски работающего алгоритма, есть колоссальная работа. Но ведь нужно и вперёд идти, по этому изучают, анализируют, пробуют, дополняют, превосходят. Возьмём Меркле, аппарат на 100% синергетический, вручную ему ничего не крутанёшь, он лучше знает как и что и машина для дебилов, так как в данном случае, варит аппарат, а не сварщик! И только по прошествии определенного времени, освоив процессы, человек уже после осознания правильных режимов, сможет настроить и EWM и Evospark и остальные! В общем подведу итог, Меркле в 2008 году уже сняли с производства pu 250-550K с синергетическим двойным пульсом, то бишь первые машины, полностью синергетические, не требующие настроек двух токов, устарели 10 лет назад. Это те тачки, где все просто управлялось, без дисплеев, без аббревиатур сокращённых, без таблиц и jobо-в. Но сейчас, спустя 10 лет, ещё никто из немцев не автоматизировал дабл пульс, а Меркле тем не менее в жопе! Парадокс! Но я то знаю в чем фишка, он внешне, просто урод!!! Вот и все дела! Это дизайнерское недоразумение, отпугивает покупателя при первом же взгляде. Заставить русского человека купить урода, каким бы он ни был внутри, за 600000р пожалуй невозможно! P.s. Работает все просто, забивать башку не стоит, процессор отбивает алгоритм, прописанный производителем, опытным путём обкатали процессы, добились, на их взгляд оптимальных параметров и зашили в железо. И так, как проволоки разных производителей разнятся слегка по составу, физическим свойствам, электропроводности и т.д. Нам дали возможность «коррекции» напряжения и подачи. Допустим Ево, в «0» значениях коррекции варит во всех точках оптимально на проволоках Esab, на них и подобраны режимы, поставь другую, придётся коррекцию крутить.7 баллов
-
@Isperyanc, не парьте себе мозги и не увеличивайте расходы. св08г2с-ответ любым глушителям. этот аустенит у дядюшки Ляо не отходя от на свалок мет. лома выплавляют.7 баллов
-
Вот моё творчество. Печка для чана под газовую горелку. Горелка не моя, чертежи и исполнение мои. Фотал сегодня, сразу после окончания работы и пробного пуска. Тут медь+нержа, трубка 0,5 или 0,8. Нержа 2мм, ток сварки 80А, МНЖКТ 1,6мм. Важно было не продавить металл во внутрь ибо гильза от термопары в не большом минусе. Сварка была по месту, что тоже ряд неудобств вызвало. В неё помещается термопара для автоматизации нагрева. Внешний вид автоматики и пробный пуск. Запитано от центрального газопровода НД, требуется настройка, просто интересно было. От пропанового баллона столб пламени с полтора метра получается легко. Тут рукожопые швы ПА. Вертикал 0,8 тавр 1,2. Мне тавр не понравился, разучился я ПА работать или 5м горелка реально длинновата, жарил на 8м подачи, напряжение чуть больше 20В (200-220А). Один фиг и брызг много и шов горбом. Жаль струи нет. Тут при сборке дыры тигом заливал. Присадок 1,6, железки 2мм, ток 55-60А, важно спад 2сек. Присадок постоянно в ванне. (очень много дыр и много фото).
6 баллов
-
@welderman,по техкарте работать нужен грамотный сварщик,а грамотный сварщик стоит денег,а в нынешние времена идет оптимизация з/п,т.е.образно что сторож,что сварщик получает практически одинаково.Я не про гос.предприятия,а про небольшие фирмы,где главный критерий прибыль.Возьмем для примера паровой котел,даже не высокоатмосферный,а обычный,не подконтрольный.В принципе сложностей по сварке там нет,брак легко устраним,понятно,что если варить без брака,то вроде как должно получаться быстрее,но могу вас уверить,что получается медленнее.Объясню почему:когда стараешься сделать все по феншую,то теряется время на осмотр стыка,в каких то местах,где сомневаешься начинаешь подваривать,чтоб геометрию шва не нарушить нужно зачистить болгаркой до сварки,а возможно и после-это будет делать квалифицированный специалист,потому что его обучили так делать и он будет соблюдать тех.процесс.Теперь представим,что сварка ведется без осмотра,отбития шлака,при опрессовке побежало допустим в 10 местах,время на подварку этих мест уйдет 15-20 мин.,но это все равно быстрее,нежели по тех.процессу.На основании вышеизложенного руководство делает вывод,что квалифицированный сварщик варит медленно и что видимо ему слишком много платят за его слишком медленную работу,хотя по факту делает правильно именно он,но начальству то виднее,время-деньги,а качество «и так сойдет» в приоритете.6 баллов
-
Круто!6 баллов
-
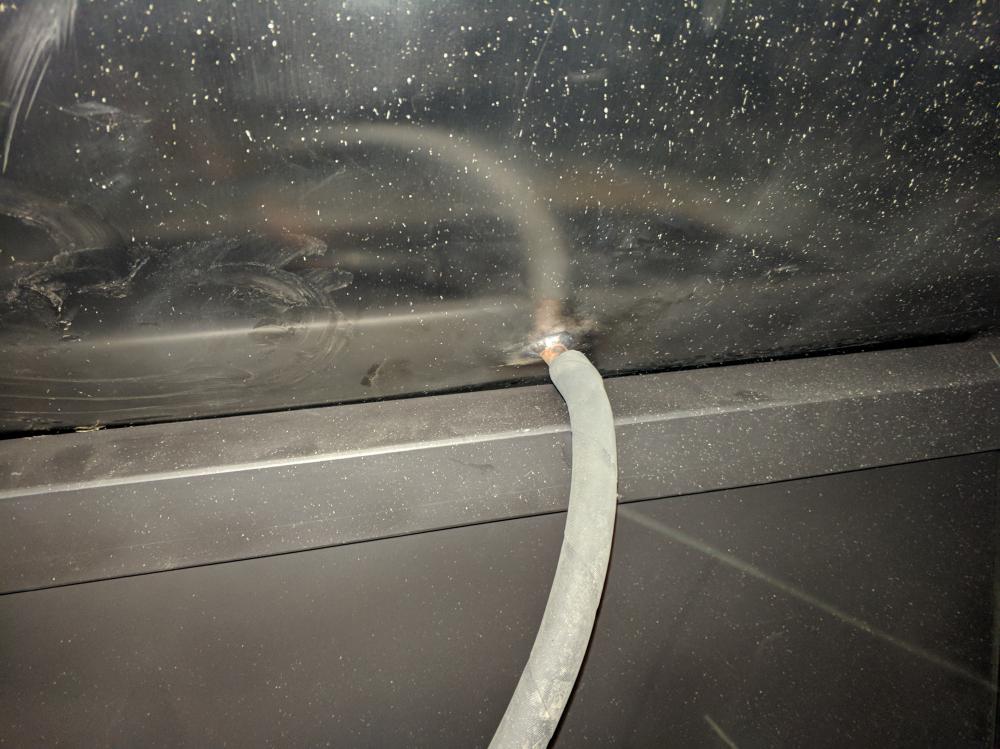
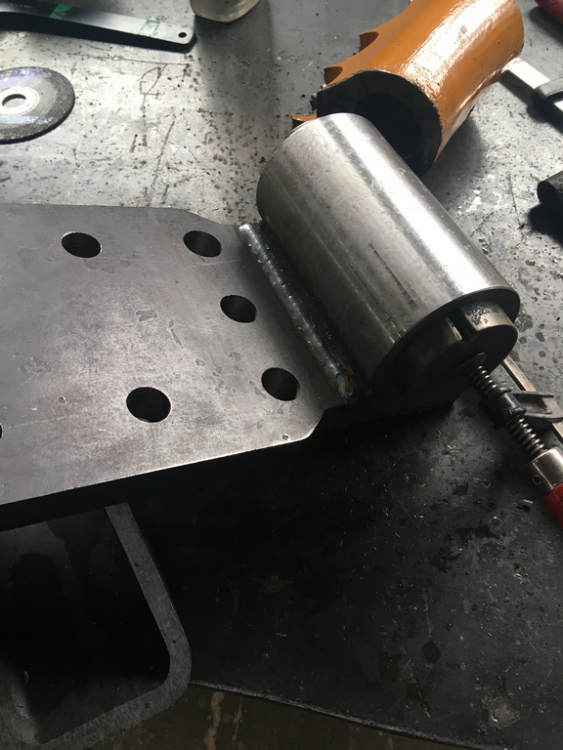
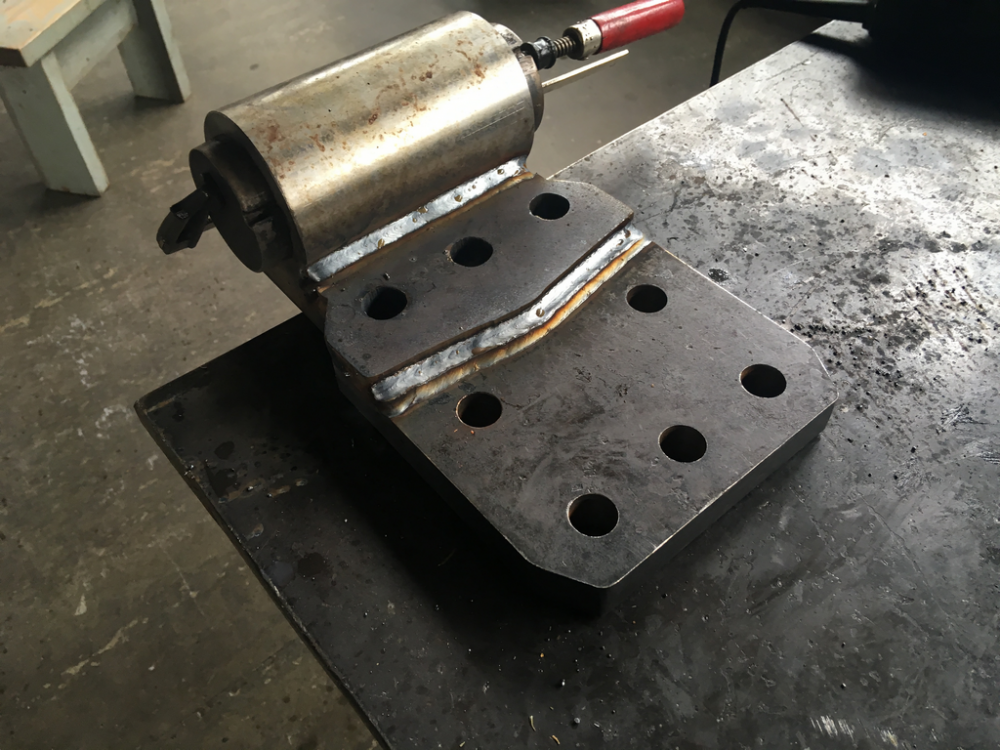
Похоже на то, новый отвод сгорает в кислороде, вот для сравнения фото, на нём на истлевшем только расплавленный металл сдуло (это где три дырки). Поглядел цены на эту бочку, оригинал 41,5К стоит, а так цена аналогов около десятки.
6 баллов
-
У нас в соседнем городе случился реально прикол . Начальник ГАИ поймал бухим за рулём . Думаю конечно не случайно, но всё равно прикольно . Как в анекдоте. Ну и вдовесок. Для России тоже будет актуально: Уже скоро в Беларуси.....Выходит милиционер на пенсию, а его родители ещё нет.6 баллов
-
@welderman,пока не восстановят культуру производства так и будет все продолжаться.Знали бы вы сколько я времени,сил и нервов потратил,чтоб у меня хоть какая то технология соблюдалась,все без толку,как несут заготовки,как буд то у меня помойка,так и несут,не мне вам объяснять,что такое ардс и с чем ее едят.Технологи-бабульки на пенсии,ей лишь бы день просидеть,да ночь продержаться.Иногда на меня находит,надоедает этот бардак,так сказать бунт на корабле устраиваю,но посуетятся пару дней и все остается на своих местах.Мне иногда кажется,что им конкуренты доплачивают,чтоб качество продукции на выходе было отвратительным.Я директору сказал,что с таким подходом от меня качества тоже не требуйте,я не волшебник,из г..а конфету не сделаю,им лишь бы 1 год продержалось,пока гарантия,а потом пускай новое заказывают,после гарантии-проблемы покупателя.Допишу:вы видели когда нибудь трубу из нержи 1/2 со стенкой 2 мм.овальную?А я с такой работаю и варю врезки из нее,в отверстие не лезет,а я привариваю,думаете я напильником буду расширять,чтоб гостовское соединение было?Неее,конструктора или снабжение пускай расширяют,не хотят-я тогда и так приварю.5 баллов
-
У меня подобный стол- станина с радиалки,я так думаю,что ещё фошистской.Работая сидя,иногда стоя.Ножки чугунные,из-за за веса стола никак не крепятся- стол просто лежит.А так действительно- просверлить приливы,нарезать резьбу и прикрутить ноги,например из трубы с пятками снизу.
5 баллов
-
@copich, двойным пульсом будут пользоваться те, кто привык к импульсным режимам на Тиг. Те же яйца, только при работе полуавтоматом. В тиге мы его применяем на нерже, очень актуально и в MiG. Иногда от высокой скорости, просто не успеваешь за ванной, снова приходит на выручку двойной пульс, при тех же параметрах скорость ниже и намного, контроль за ванной выше в разы. Что касается алюминия, на вертикалах очень актуально, в двойном я налью в ванну намного больше металла и удержу её и сформирую широкий, красивый шов, быстрее и качественнее, чем елозить горелкой вверх-вниз, и уже на меньшем соответственно токе, что бы не стекло все вниз. Ну и ритм, который задаёт звук импульса, очень помогает формировать красивые внешне швы. В большинстве машин, Настройки двойного пульса, это наказание, непонятно, что для чего и куда крутить. У других производителей его Настройки простые, ток - длина дуги - индуктивность - частота. Каждый решит для себя сам, нужен или нет двойной пульс, но думаю лучше, когда он есть, чем его нет!!!!5 баллов
-
Посадочные крепления задней опоры АКПП Солярис, оторвало 2 штуки (1 выжило) резьбе оставшейся кронты поэтому по болту востанавливать не стал, решил напаять столбик а завтра засверлю и уже нарежу новую добротную резьбу. Второе посадочное находится прям под приводом сегодня только разделал завтра надо снять привод и удалить сальник, после сварки поставить новый, варится отлично со 160 А на 120 А. Делов там еще много жестяной поддон АКПП, посадочные компрессора на блоке оторвало все 4.
5 баллов
-
В этом - суть. На производстве работают сварщики. Им, в основной массе, возможности аппарата - до лампочки. За редким исключением. А частнику - самодельщику, который сегодня одно, завтра другое делает, нужно всё и по максимуму. Потому как, во первых, не получается моторику наработать из за постоянной смены вида работы, а во вторых, чем больше возможностей у аппарата, тем больший диапазон работ можешь выполнять. Ну и отсутствие навыков частично компенсировать.4 балла
-
культура денег стоит. Нет денег-нет культуры. Вот меня возмущает-час работы продажной деффки стоит в разы больше часа работы квалифицированого специалиста. В сытые то годы столько в день зарабатывалось... А трепотня полной бестолочи в галстуке -стоит как полчаса работы продажной деффки.3 балла
-
Лучше угловые цилиндрические отливы фрезернуть в плоскость стола, потом нарезать в них по центру вертикальную резьбу покрупнее, да изготовить ножки из труб с соответствующими ответными резьбовыми концами. Ноги получатся хоть и не быстро, но съёмными.3 балла
-
Просверлите ребро и прикрутите ноги к нему.3 балла
-
Делаем привод ворот.Привода лежали с той зимы и вот только раздуплились монтировать.Обратите внимание на забор курилки)Продуло на воротах конкретно,хотя и в фуфайке был и суконных штанах.Это вчера,сегодня помост запилили и так по мелочи .Пришел с работы и вырубился...
2 балла
-
@Hlorofos, вот и я себя называю не сварщик, а оператор сварочной машины. Моё дело малое - научиться горелку ровно держать да вести равномерно, а остальное она сама без моего кривого участия делает. И мешать мне ей нет резона. Она ведь умнее и опытней.2 балла
-
@temych_p, не знаю, не пробовал. Судя по тому, что за много лет работы проблемы с балансировкой диска не было - скорее нет, чем да. Новый диск чуток неровный бывает, но после первого реза или непродолжительной работы зачистным это проходит. Ну а если диск конкретно кривой - так его на болгарку лучше не ставить.2 балла
-
вопрос Вы задали. Ваше описание работы полуавтомата. Если Вы считаете, что всё правильно понимаете, для чего тогда спрашиваете?2 балла
-
Характеристики то заявленным соответствуют. Вся проблема в "НО". У Форсажа с поджигом какие то проблемы, у Гроверса прошивка корявая. Функционал урезает, причём, без всяких очевидных причин. И менять её китайцы не хотят. Если только Алексей, "из вредности" её сам перепишет, то будет всем владельцам счастье. У Форсажа с этим всё нормально, но если поджиг мозги делает, это всё портит. На Гроверсе 315 поджиг отличный, сделан примитивно, на грани тупости. Транс от сети до 900 вольт, выпрямитель, кондёр, ключ, даже не знаю на чём, и выходной транс. Включается релюхой. На мой взгляд - идеальный вариант. На Форсаж бы такой, и тема закрыта. Конкуренты нервно курят. Вроде какая то конторка вопрос на уровне программы решила. Какого ... тогда завод сразу это не делает? Я понимаю, конторка то аффилированная с заинтересованными лицами на заводе. Но, лучше уж так, чем никак.2 балла
-
Андрей, Сталь такая же, покрытие не то. Разница в защитном слое, и технологии нанесения.Взять "оцинковку а-ля ссср и нынешнюю " … " земля и небо" , а материалы такие же.2 балла
-
Сварщик на производстве большом-рядовой пехотинец, от него зависит многое, но не всё...поэтому источники с большим функционалом, памятью( возможность блокировки настроек- тоже хорошо) для руководителя, так как позволяет снизить требования к квалификации исполнителя, и соответственно затраты на ФЗП... еще много плюсов имеется...поэтому рядовой исполнитель и не должен глубоко лазить в функционал-он должен работать только в диапазоне коррекции режима и всё.Остальное-задача ИТР-техкарты и прописывание режимов в машину. Даже когда в бытность работы на производстве заставили работать сварщиков по грамотно прописанной техкарте на стыки, брак упал сразу и ощутимо, а время исполнения снизилось,.... ну и ВДМ-ки с РБ-302 сменили на машины от Линкольна с ПДУ2 балла
-
@temych_p, мощности много не бывает и регулировка оборотов крайне приятная вещь.2 балла
-
последние лет 7мь, они одинаково "ходят". честной шведской или немецкой стали давно в них нет. Индонезия штампует более-менее. но все на заводы идет.2 балла
-
@Seymur13, все открывается.
2 балла
-
@caps,для красивых швов больше нужна поставленная рука и хорошая горелка , это приходящее , а аппарат штука такая , лучше сразу брать с хорошим функционалом .2 балла
-
@AkaPain, вентиль для чего менять? Для начала, разберите его и посмотрите, в чём дело. Может прокладку поменять надо, может соринка к ней прилипла. Из чего прокладки делают, не знаю, но там, где баллоны заправляют, их валом. Что то прозрачное, на полиуретан похоже.2 балла
-
@Isperyanc, везет вам, у нас город тупиковый с запчастями на серьезную технику - беда,.а надо как всегда вчера в рейс. Трубы эти варятся полуавтоматом в углекислоте без проблем и на сколько знаю для них используют сталь 3.2 балла
-
Не тойоту... Запчасти на нее... На Туречине широко развито производство запчастей... Крупнейшие заводы по производству для SAF и BPV находятся там... Евроинтеграция называется... Турки начали с кожаных курток и обуви в 80-х, сейчас у них есть собственная тяжелая промышленность... И химическая... Оригинальные задние фонари, сами крышечки ,на геленвагена, ценой 200 баксов за штуку далаются на туречине Там у мерседаса завод, а чЁ?2 балла
-
@ВалерийВО,заметил одну странность,когда делаю перегон,не важно,брагу или сырец,то клиентов нету.2 балла
-
Всем ТРЯМ!2 балла
-
@Seymur13,да проволока св-18хма вполне подойдет,только перед сваркой придется делать подогрев 250-300 град,а после высокий отпуск 650 град.2 балла
-
Жора, не в укор тебе. Знаешь чем занимаюсь, при толщине 1.2- 1.5 мм. перепад в 1мм. практически брак.1 балл
-
Не ходите никуда, рядом Интерскол всегда.И не нужно вам таланту, что бы отыскать Ресанту. Маска деда, френч из замши, Все калымы сразу ваши!1 балл
-
Сергей , вот весь твой пост скопировал и обычно этого не делаю , но для понимания сделал. Сергей дело не в Форсаже или Селки и я их достоинство оцениваю только по отсутствию ограничений в настройках а остальное...............все "ИГРА" Вот сегодня жену встречал и слушал радио Звезда и вот там говорят один советский скрипач готовился давать концерт в Лондоне и говорит мое условие чтобы объявили перед началом что я буду играть на Скрипке Паганини и на одной струне , ответ дали через час - это не возможно у нас нет рекламного контракта с фирмой Паганини. Но он сыграл весьма успешно и из за принципа на обычной современной скрипке но с одной струной ........,,,,,, так что половина успеха а может и больше в РУКАХ и ГОЛОВЕ . P.S. Выше сказанное мной , ко мне отношения не имеет и я как все ну может опыту по годам чуть больше.1 балл
-
Крайняя моя работа. Попросили расписаться на память. Надо ещё попрактиковаться. Роспись значит Александр Владимирович (АВлрич) А это основные конкуренты (хорошая маркетинговая политика), жаль мне слесарей. Зато на сайте написано что сварщик 10 лет кабины на самолётном заводе делал
1 балл
-
@Точмаш 23, С ручкой молотка идея хорошая ! Немного буднев . Надо котлы , котлы надо , надо срочно ..., больше ..., быстрее ..., выше ... Как они меня бесят ( причин масса ) , но работу работаем "Шефская помощь" А в затылок дышит Тамбов
1 балл
-
Парвали папалам. Изверги. Пришлось новую делать -- помощнее. S690 основание плюс накладка хардокс 40. Основание сделали шире. Втулка Ст35 - сделали толще. Рвите наздоровье. Aristorod 12.50 1.0 mm. 160A пульс. Смесь К18.
1 балл
-
Это ТАЗ пенсионер попросил подлатать охо-хо Кастоммаятник на Ямаха В-Макс Ш-Нива тянем морду винтовая стяжка наезжаем на швеллер 300 мм, и упор в переднюю балку. Вмятина крыло с помощью гроверов п/а и обратного молотка ставим на место. Траки с пилорамы, тиг сварка слева ок 92.60 справа нерж 308. Чугун как губка смолой при сварке пахло как будто сидел у костра. Нержа заказчика вполне устраивала т.к варились раньше тоже ей, знаю что не надо предупредив дальнейшие коменты.
1 балл
-
Сегодня, порошковая проволока (люблю я её), аппарат Фрониус 5000. Ток на фото.
1 балл
-
наконец-то сбежал с порядком надоевшего бардака на рембазе немного фото с нового места работы на судоремонтном заводе ) в день примерно от 36 до 50-ти метров шва на брата . токи по приборам на аппаратах 300-320А . проволока 1,2мм
1 балл
-
Свариваю "мелочь всякую". Подгоняешь детали .Покрасишь на один слой..И тут "вторая смена".Обшиваем купол нового "дальногляда" С одной стороны "повезло" знали метео прогноз на 100% и можно было распланировать работу.
1 балл
-
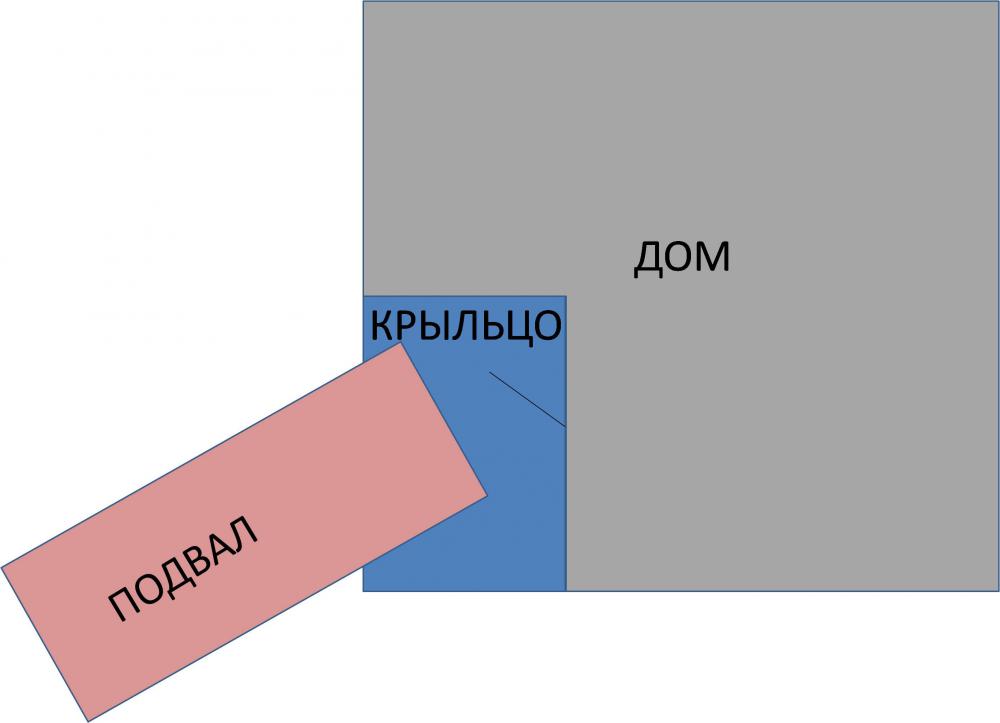
Подкинули задачку. Был дом на который смотрел выходом подвал. Подвал планировали повернуть потом, но так он и остался. А что бы вход переделать и денег надо вагон и пол двора разрыть. Причем там одни женщины, так что нанимать по любому кого то.Просили меня, но времени на это не было да и денег их жалко. А переносить надо было. Потому что входная дверь глядела на подвал. Ступеней не сделать, крыльца не построить. Почесал я репу и предложил им вход в подвал резануть. Залили фундамент крыльца, оставив и продлив ступени подвала. А проем в подвал от верха фундамента стал 1,1м. Но по ступеням сходить было нормально. Только ступени перед входной дверью дома как то не очень. Согласились они на этот фортель под мое честное слово что я проблему со входом в подвал из крыльца решу. Ну и вот собственно мое решение. И овцы целы и волки сыты. https://youtu.be/xZhzb87un3k
1 балл
-
Особенности работы сварочных инверторов от автономных источников электропитания Особенности работы сварочных инверторов от автономных источников электропитания В последнее время появляется все больше автономных установок, оборудованных сварочными постами. Это различные передвижные ремонтные мастерские, аварийные машины и т.п. В них на различные шасси установлена коробка отбора мощности с генератором или дизель - генератор и различные потребители, в том числе - сварочные посты. Нередко предпочте-ние отдается инверторным сварочным аппаратам из-за их сравнительно высокого КПД (10 - 15 кВт при токе сварки до 250 А) и небольших габаритах и массы. К сожалению, производители подобных машин часто довольно формально подходят к их комплектации, ограничиваясь подбором генератора и сварочных источников исходя только из мощностных характеристик. Зачастую это приводит к выходу из строя сварочных аппаратов, а не редко и самих генераторов. При работе сварочных инверторов от автономных электромашинных источников электропитания необходимо учитывать особенности и тех и других. Так, при индуктивной нагрузке (сварочный трансформатор), внешняя характеристика синхронного генератора имеет резко падающий характер, причем с уменьшением cos падение напряжения усиливается (рис.1, X>0). При активно-емкостной нагрузке (сварочный инвертор) cos опережающий и с ростом потребляемого тока напряжение возрастает тем сильнее, чем меньше cos (рис.1, X<0). При U=0 (короткое замыкание) все характеристики пересекаются в одной точке, соответствующей значению тока трехфазного короткого замыкания. Поскольку большинство потребителей имеют активно-индуктивный характер потребляемого тока, изготовители генераторов вводят дополнительную положительную обратную связь по току для компенсации падения напряжения на нагрузке. Т.е. с ростом тока в нагрузке генератор повышает напряжение. Инверторные источники, как потребители, имеют емкостной характер, поэтому с ростом тока в нагрузке напряжение возрастает, а наличие положительной обратной связи по току при-водит к еще большему росту напряжения. Результатом может быть выход из строя инвертора или самого генератора из-за перенапряжений. Структурная схема типичного инверторного сварочного источника представлена на рис.2. Трехфазное напряжение выпрямляется неуправляемым выпрямителем В и сглаживается емкостным фильтром CФ. Инвертор И преобразует постоянное напряжение в переменное повышенной частоты, которое понижается трансформатором и выпрямляется неуправляемым выпрямителем, а далее, через индуктивный фильтр LФ поступает в нагрузку RН. На рис.3. приведены осциллограммы линейного напряжения на входе обычного инверторного источника (ток сварки 150 А) при питании от синхронного генератора АД-30 мощностью 30 кВт. Емкость конденсатора фильтра CФ равна 40 мкФ. Как видно, кривая линейного напряжения имеет значительные искажения, а амплитуда превышает 700 В. Уменьшение емкости фильтра в 4 раза снижает амплитуду линейного напряжения до 610 В, но в кривой потребляемого тока появляется высокочастотная составляющая, равная частоте инвертирования, что, конечно, не желательно. С ростом потребляемого тока действующее значение напряжения генератора возрастает, причем приращение напряжения зависит от соотношения потребляемой и номинальной мощности генератора. Так при питании 4-х обычных сварочных инверторов с суммарной потребляемой мощностью 34 кВт от генератора БГ-100 оно составило 10 В, а при питании такого же количества инверторов от генератора БГ-60 составило 40 В, при этом амплитудное значение линейного напряжения возросло с 540 до 696 В. Генератор БГ-30 допускает нормальную работу только одного обычного инверторного источника без принятия дополнительных мероприятий. Именно по этой причине многие изготовители инверторных источников указывают, что суммарная потребляемая мощность не должна быть больше 50% номинальной мощности автономного генератора. Возникает практическая потребность либо заказывать генераторы с корректорами напряжения адаптированными для работы с активно-емкостной нагрузкой, либо использовать серийно выпускаемые генераторы с двойным запасом мощности, либо приспосабливать инверторы для обеспечения нормальной работы. Первый путь потребует более значительного времени, второй ведет к неоправданным затратам. Рассмотрим некоторые разумные варианты решения этой проблемы. Снижение напряжения холостого хода генератора с 380В до 350 - 360В и повышение частоты до 52 Гц позволяют обеспечить нормальную работу источников. Например, при питании 4-х источников с потреблением по 12-15 кВт от генератора БГ-60 линейное напряжение возрастает до нормальных 380 В. Это решение приемлемо для генераторов мощностью от 60 кВт, но не всегда работает на генераторах меньшей мощности. Включение дополнительной нагрузки в виде сушильных шкафов мощностью 4 кВт снижает приращение напряжения на 4В при питании от генератора БГ-100, а при питании от БГ-60 на 74В. При этом лучше иметь на каждый сварочный пост свою электропечь, а их работу организовать так, чтобы они потребляли электроэнергию от генератора непрерывно в соответствии с [2], когда выключение терморегулятором одной электропечи сопровождалось бы включением другой. Такой путь несколько ограничен в применении. Включение последовательно в каждый сетевой провод индуктивности и увеличение емко-сти Сф позволяет обеспечить работу двух источников с потреблением 12-15 кВт от генератора мощностью 30 кВт. Такой вариант решения требует дополнительных фильтров и вмешательства в сварочный источник. Для устранения искажений напряжения генератора и уменьшения высокочастотных гармоник необходимо введение радиофильтра и сглаживающих конденсаторов в соответствии с рекомендациями завода изготовителя генератора и [3]. В ряде случаев необходимо модернизировать регулятор напряжения генератора (блок корректора напряжения), так как при дуговой сварке могут возникнуть низкочастотные колебания напряжения, при которых мгновенные значения напряжения генератора превысят допустимые для данного типа инверторного источника. Например, вместо положительной обратной связи по току ввести отрицательную и изменить параметры корректирующих звеньев регулятора. Это требует вмешательства в генератор и не всегда приводит к желаемому результату. Использование в инверторе LC-фильтра вместо емкостного благоприятно сказывается на работе генератора. Это позволяет исключить перенапряжения и полностью использовать мощность генератора. Инверторный источник для сварки покрытыми электродами ДС 250.33 предназначен для работы в тяжелых трассовых условиях, снабжен встроенными LC-фильтрами и адаптирован для работы от автономных генераторов.Источник: Гецкин О. Б., Кудров И. В., Яров В. М. Особенности работы сварочных инверторов от автономных источников питания / / Сварочное производство. 2004. № 4. С. 53 – 55.1 балл