Лидеры




Популярный контент
Показан контент с высокой репутацией 30.10.2018 во всех областях
-
Ну получается не шире, а трёхпроходной. Helvi Silvermig 499, никаких пульсов в нём нет -- кондовый п/а, правда с синергетикой. Регулятора индуктивности нет. Aristorod 69; 1.2 mm; 29 вольт; 226-270 A; смесь.
 15 баллов
15 баллов -
Стадия проектирования закончилась и в ожидании металла и комплектующих на новый проект можно заняться всякой ерундой чем-то полезным. Починил и усилил сложившийся домкрат... Нашел небольшой недостаток в новом помощнике - нет фиксатора фильтра тонкой очистки (он просто напеживается и держится на резинке), его мешком набок сворачивает немного и он начинает подсасывать пыль. Пришлось доработать конструкцию. Под гайкой - силикон, теперь точно все герметично. Лишь бы об барашек мешки не рвало, посмотрим, если что - закрытую гайку поставлю. Ну и достал тут немного нити из арамида, решил краги починить попробовать Самая идиотская идея за последнее время - убить 2 часа, чтобы отремонтировать краги за 300р )))
14 баллов
-
Еще немного фоток.
10 баллов
-
@ГОРЫЧ,представьте ч/б телевизор с механическим переключением передач (застали такие?) и сравните с современными цифровыми.Так и с аппаратами,где много крутилок-это аналоговые,с одной крутилкой и со множеством функций-это цифровые.На вашу толщину однозначно пульс нужен,на аппарате где много крутилок он как бы заявлен,но адекватно вы не сможете его настроить,о повторяемости настроек и речи быть не может,на цифровом все намного проще,можете подобрать настройки,записать и потом без проблем опять их выставлять когда это будет необходимо-это вкратце.7 баллов
-
Поспорю. Я недолго в теплосетях, но уже понял разницу. Здесь не концлагерь, конечно, в плане порядка и дисциплины, но это на порядок выше истинного ЖКХ, которое обслуживает дома в периметре фундамента. Там, как я понял, работают долго только маргиналы, сидельцы, откровенные алкаши или просто эпические рукожопы, которые не прижились более нигде. В Теплосетях же, равно как и ГУП ТЭК, думаю, - всё же существует какая-никакая проверка кадров, служба безопасности проверяет кармическое прошлое, ибо объекты считаются режимными. Да, люди тоже не блещут талантами, может быть, много приезжих не из Питера, но нормальные обычные мужики, с разнообразным прошлым, как и у меня, собственно. Единственное, что мне серьёзно пока не понравилось, - мастера так же в основном без опыта рабочего. То есть пришёл, может, постажировался пару месяцев, и уже в ответе за рабочих. А командовать он не может и не умеет, ибо не знает, с какого конца к этой трубе подойти. В итоге и рабочие имемют жалкий вид, ибо может и знают, что делать, но без команды не могут. В итоге - классическая картина: все сидят и курят вокруг шурфа. Работа идёт медленно, многое приходится переделывать. Но платят не за сдельщину и никто жопу рвать не хочет. Сделаешь быстро, доложишь - пошлют на другой адрес. Предвидя гнев Администратора, прошу перенести ответ с цитатой в "Работа в Теплосетях".7 баллов
-
6 баллов
-
что-то с качеством совсем плохо стало. камаз 2017г выпуска подлечил опробовал горелку хороша!
6 баллов
-
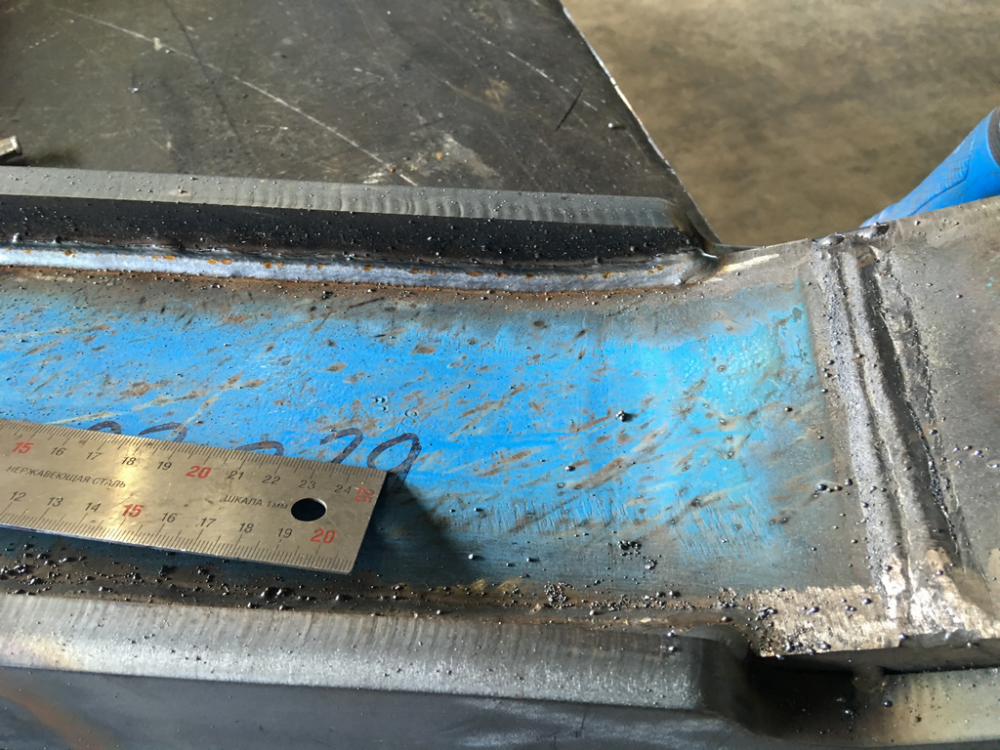
@Сусанин, да -- один горбатенький получился. @G_Kar, брызг от этого аппарата реально многовато -- такой уж он есть. Вот это сразу после второго прохода: http://websvarka.ru/talk/uploads/monthly_10_2018/post-14762-0-77849800-1540870565.png Вот это то же самое место но подготовленное болгаркой под третий проход: http://websvarka.ru/talk/uploads/monthly_10_2018/post-14762-0-61984300-1540870583.png6 баллов
-
Основной мерой борьбы с пористостью при сварке алюминия является снижение концентрации растворенного в нем водорода до предела ниже 0,69—0,7 см3/100 г металла. Источник: водорода, растворяющегося в металле шва при аргонодуговой сварке,—влага, адсорбированная поверхностью металла, и влага, входящая в состав оксидной пленки в виде гидратированных оксидов (поверхностная влага). Количество ее определяется состоянием поверхности металла и зависит от предшествующей обработки его перед сваркой. Растворимость водорода в жидком алюминии порядка 0,65 мл/100гр.,а растворимость в твердом алюминии 0,34.В промышленных сплавах пористость может не обнаруживаться при концентрации водорода 0,15 мл/100гр. и выше.Водород находится в атомарном состоянии,а чтобы он перешел в молекулярную форму,нужны центры зарождения,т.е .посторонние включения в металле.Если при отливке той же головки в металле не будет обнаруживаться пористость,то во время сварки в сварочную ванну попадают как влага,так и оксидные включения,которые будут способствовать выделению водорода в молекулярной форме.6 баллов
-
Оптимальный пенсионный возраст должен быть таким, чтобы человек успел заработать хорошую пенсию, но не успел ее потратить. Я помню доллар ещё совсем маленьким, ему было всего 6 рублей. И вот он рос, и стал совсем большим. Теперь ему под 70. Надеюсь, он скоро сдохнет.6 баллов
-
Все о грустном или о приятном но за немалые денюшки. Вообщем рекламная пауза. Птички с выставки.
6 баллов
-
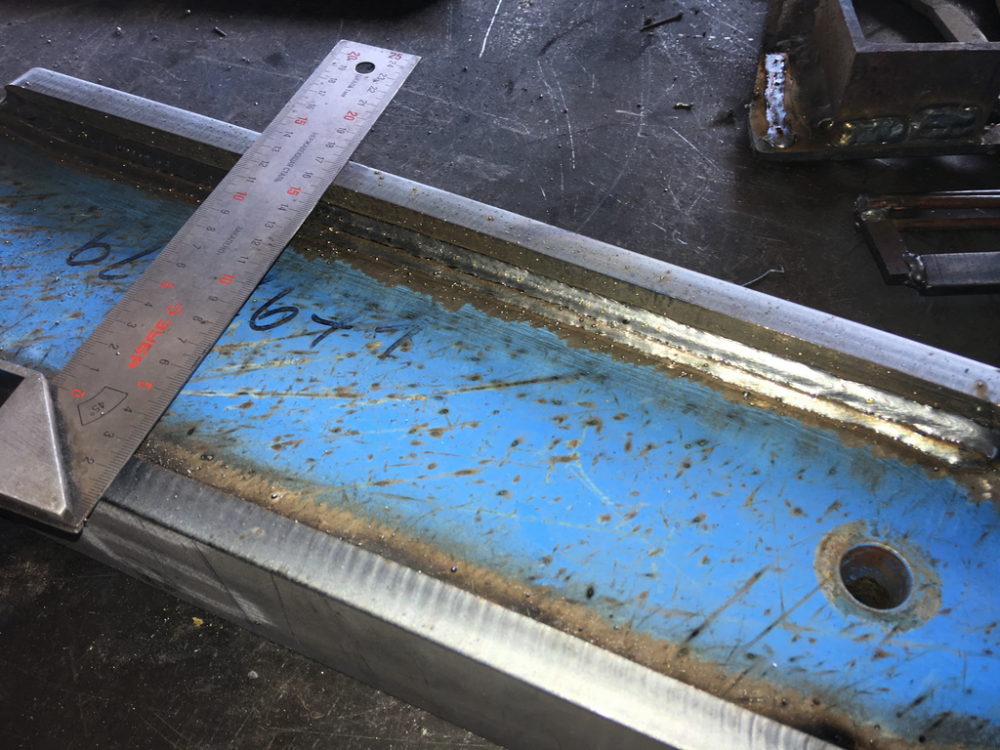
Собственно, вот и он, тот самый шов, вызвавший дискуссию, но уже после обработки. Ребят, один проход. Сын высказал предположение, что разные материалы, хотя обе детали aisi316, но по разному реагируют на тепловложение... потому так и выглядит на первых фото.
5 баллов
-
Сергей , я думаю они суть то уловили и когда только на рынке объявились и я посмотрел тех. характеристики (для китая это было не привычно все параметры указаны в мануале и обычно они "прячут " 70% информации в них) и сказал сам себе , Китайский Selco . Но на деле половина а может и больше функций от Selco у них не работает, а если и работает то архи не адекватно , но это так и должно быть и пока они не "доросли " да и не вложили столь миллионов в разработку аппарата как это сделала Selco и просто по тупому что то скопировали и вряд ли в Selco простачки сидят и думаю тайну "главную" Genesis они надежно спрятали в аппарате от копирования. Вот посудите сами и я сейчас видео готовлю (долгий процесс очень много всего) у Селко только одного звучания АС дуги под 100 вариантов а может и больше ну а про мягкость и жесткость и говорить не буду так как настроить можно все что угодно душе. P.S. Страждущим по 200AC/DC аппаратам я бы посоветовал подождать до весны (весной и учиться будет веселее) и не торопиться , должен наконец то появиться наш и навороченный почти как Селко и главное цена меньше сотки будет . http://websvarka.ru/talk/topic/8744-evospark-rosweld/?p=3351124 балла
-
Инструктор по прыжкам с парашютом в самолёте: -- Так, первый пошёл, второй пошёл, третий пошёл, хорошо, хорошо, парашютики не забываем...4 балла
-
Сергей в гроверс 315 с прошивкой все ок, по крайней мере по твоим претензиям меня все устраивает. Немного не так работает спад тока,(или заварка кратера в линейном 2т,) на котором происходит болшенство ремонтных работ. В выходные постараюсь сделать видио, и наверное придётся Алексея звать на помощь.3 балла
-
Ну тут нового думаю уже и не придумаешь . Правда сейчас много сплавов таких кои выделяют поры даже после такой обработки и есть даже таковы у которых во время сварки образуется пленка и хрен ее знает из чего она , то есть по краям сварочный ванны пленка разбивается а вот в центре ванны прямо под вольфрамом мозолит глаза пленочка коя так же не дает варить , и вот сегодня даже звонили по сей проблеме . Ну и тут борьба только аппаратом и его регулировками и правильно настроенная дуга все таки и сей сплав сплавляет без пор да и особых проблем.3 балла
-
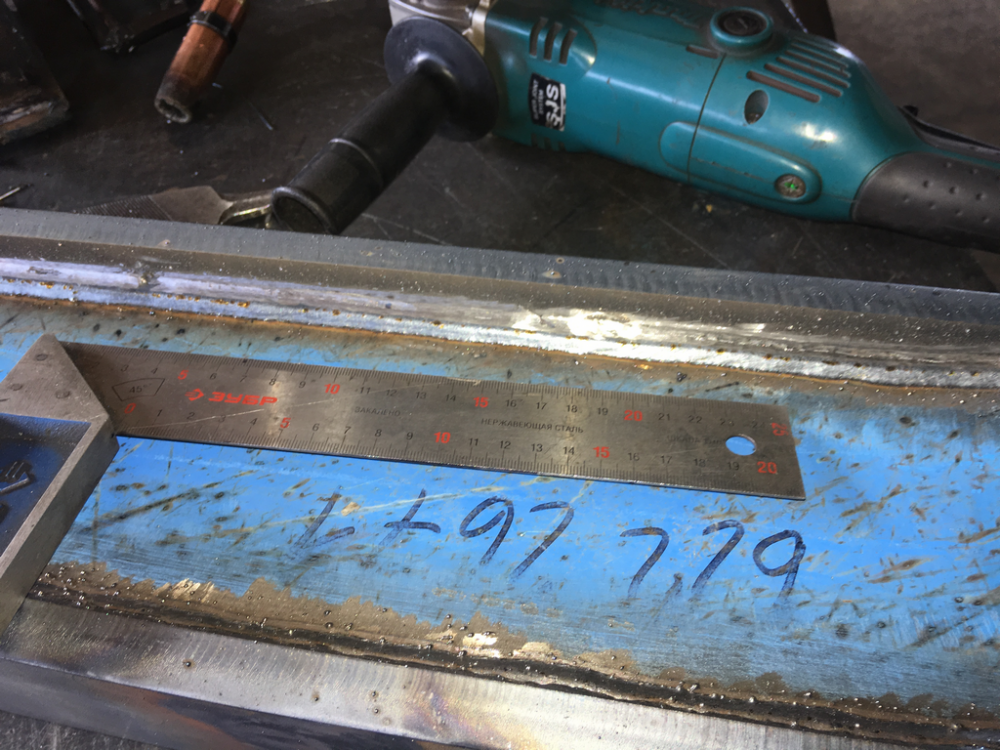
Вот я выкладывал в сварочных швах три прохода простым п/а: http://websvarka.ru/talk/topic/4810-svarochnye-shvy/?p=353937 Там наименьшей толщины металл 16 мм. То есть и катет шва должен быть такой же. Теперь в чём фишка. Я кладу нитку с катетом миллиметров 8 -- узенький шов на большом токе и с большой скоростью (он потому то и кривой получается у меня). Таким образом я получаю и зону термического влияния небольшую -- именно соответствующую тоненькому шву. И напряжения которые создаёт этот шов невелики. Затем по зоне термического влияния, то есть прямо по зоне сплавления первого прохода с основным металлом я протягиваю ещё одну такую же нитку. При этом первый проход переплавляется чуть не наполовину, следовательно напряжения созданные первым проходом у нас практически исчезают. Зона термического воздействия остаётся такая же небольшая, просто сдвигается на один проход. Затем повторяем эту процедуру с другой стороны первого прохода и там все процессы повторяются -- металл напряжённый при остывании первого прохода вытягивается при воздействии сварочной дуги, напряжения пропадают, и возникают вновь при остывании крайнего шва. Но это напряжения приложенные ниткой с катетом 8 мм, а не целиком наваленным 16 мм. То же и с зоной термического влияния -- околошовная зона там соответствует тоненькому шву, а не колбасе которую наваливали там сразу постепенно двигаясь вперёд, и прогревая сантиметры в сторону. Если что непонятно -- переспросите. Укажите пожалуйста, на всякий случай марку стали и проволоки. Мало ли что -- может и там у вас не очень правильно. Да -- примерно так.Кислота или смесь?3 балла
-
Если речь идет только о сварке нержи, то вероятно можно в этот бюджет уложится. Взять TIG DC. Только при нулевых навыках - лучше с импульсом. Чтобы аппарат мог выдавать короткие - 50 мс импульсы на максимальном токе с частотой 1 -0,5 герца. Это здорово облегчит Вам работу. Хотя только эту работу можно сделать вообще без нормального аппарата. Прицепить горелку с краником к источнику постоянки вольт на 25- 30 и ампер до 25 через балластину, и варить по шустрому. Но тогда надо хоть неделю времени и баллон аргона на тренировку израсходовать. А каменный век вроде закончился . Зато навык выработаете . Если хотите, чтобы аппарат остался - берите Гроверс. Как вариант, Форсаж . Можно ещё Сварог глянуть. Заводы, где делают Фламу и Гроверс принадлежат (может принадлежали) одним хозяевам. Флама подешевле и качеством похуже. Потому, как за качеством Гроверса наш человек следит ( начальник сервиса Гроверса) , а за Фламой - никто. Если ещё и 430 То в полной мере Но вроде ВЫ 430 не упоминали?3 балла
-
Попался фрагмент по другому поводу, мысли относятся ко многим занятиям, думаю, к сварке тоже применимы, к подбору режимов, методов и технологий: https://www.youtube.com/watch?v=LVhaujHIino3 балла
-
@Сусанин, наоборот. аппарат для сварки алюминия будет и сложнее и дороже. аппаратов чисто AC нет. они все AC/DC идут.3 балла
-
@Сусанин, ой-ой, сейчас будут бить больно и посылать читать матчасть3 балла
-
пайка это не сварка.для пайки нужен равномерный не большой зазор"для качественного соединения" чтобы припой затек а не просто сверху расплылся.подготовка поверхность как зачистка,снятие пленки,заусенцев от реза,не подвижность изделия при пайки.при работе припоем словами конечно трудно объяснить вы не просто косайтесь а немного топите припой с небольшими колебательными движениями.при нужном прогреве заготовки припой растекается отлично но в сторону нагрева.также пространственное положения играет роль.а если использовать тиг с припоем то быстрее и легче намного чем с газом.
3 балла
-
3 балла
-
@Hlorofos, да -- заняты. Создают товарный вид на продукции на продажу. А это у меня ремонты -- агрохолдинг напрягает. Я пытался фоткать те переломы которые они привозят, но на фотках ничего не понятно -- вот и фоткаю иногда просто швы -- пытаюсь спуститься до уровня форумчан с простенькими п/а. А то на селке швы -- одно расстройство.2 балла
-
@nik633, Коля, давай спокойно, своими словами, по ощущениям, опиши проблему в ветке о гроверсах. Потому как Алексей считает, что со спадом все в порядке. Надо ему растолковать проблему.2 балла
-
@Глобул, так а Селкой чего не варишь, заняты что ли?2 балла
-
Убедил...но проверю...2 балла
-
@welderman,вряд ли,вот ответ от эсаба.Добрый день, Георгий! Вот комментарий Сергея Чамова, Главного технолога ООО "ЭСАБ": "В процессе волочения проволоки происходит ее нагартовка. При этом процессе холодной деформации выкатывается так называемая Сигма-штрих фаза (псевдомартенсит), который обладает магнитными свойствами. Чем меньше диаметр проволоки, тем выше степень холодной деформации, тем больше в проволоке выкатывается этого псевдомартенсита, и тем сильнее проволока начинает магнититься. С химическим составом проволоки этот магнетизм ни как не сказывается. Убирается эта структура только нагревом выше 1050 С (гомогенезирующим отжигом). Т.е. после сварки магнитные свойства наплавленного металла пропадают, за исключением того небольшого магнетизма, который обуславливается наличием в шве некоторого количества дельта-феррита, который специально оставляют в наплавленном металле, рассчитывается его химический состав, чтобы снизить вероятность образования горячих трещин. Если у заказчика есть сомнения, то пусть он возьмет часть нержавеющего листа из стали типа 12Х18Н10Т толщиной например 5 мм и на холодную раскатает или расплющит его до толщины 3 мм, а потом приложит магнит."2 балла
-
@Вад11, не хватает индуктивности. Пробовал корректировать длину дуги -- короче плохо и длиннее плохо. Если удлинять набрызг укрупняется, и намертво приваривается к металлу, укорачиваешь -- металл "выгорает" -- шов покрывается коричневым налётом, набрызг мелкий, но очень много. Обманывать пробовал -- бестолку -- игра с диаметром лишь корректирует длину дуги, по настройке газа -- вабще не понятно меняется ли хоть что нибудь -- смесь, кислота переключаю -- не видно разницы. Единственное что видимо помогает -- тупой угол атаки, но на таких длинных швах не выдерживаю. Ну и делай скидку, что там набрызг с трёх проходов. С одного тоже многовато, а с трёх совсем уж картинка жуткая.2 балла
-
Эх, опять не повезло... всё по старинке делать надо...2 балла
-
-Дык,это классика, думал, что новое. хай течное услышу...2 балла
-
Подготовка , хим травление (большая и основная часть влаги в оксидной пленке) в том числе и проволоки -присадка , сушка горячим воздухом, если в течении 4 часов не сварили то по новой все процедуры. http://websvarka.ru/talk/topic/6444-forsazh-315acdc-i-500-acdc-puls/?p=1610032 балла
-
- А теперь немного беспардонной рекламы-- у меня ближе. И дешевле.Но выбор всегда за Вами это неверное представление... -Киров тоже очень даже ничего посмотрите здесь-https://vk.com/club102795519 Общага есть... и магазин рядом, и до техникума 30 минут пешим ходом... на транспорте быстрее, ежели в пробку не воткнётесь....2 балла
-
@и30л07ь89я, попробуйте то же самое при 5 герцах . Я думаю, так же получится. Только глаза сильнее уставать будут.2 балла
-
@selco, увидел, где ссылка. . Она выше была. Ну, будем надеяться и верить. А 315 -350 такой же не планируют? Тысяч за 150?2 балла
-
-это понятно, вопрос-как с этим бороться?....причём как в условиях гаражного производства , так и в условиях промышленных...2 балла
-
@selco, а ссылка где? Ево, что ли?2 балла
-
Если бы. У них даже тупо скопировать ума не хватило. Параметры импульса в синергетику вбиты не верно. Приходится лезть в меню второго уровня и корректировать. При этом, в память пользовательских режимов они не прописываются. Режимы тоже не ахти. Низкочастотного (второго) пульса по факту нет. Они ка то дёргают питание дуги, при этом не меняя скорость подачи. Видимо забыли, что это - полуавтомат. Хотя сама железяка вполне добротно сделана, по крайней мере, на вид, и инвертор нормальную амплитуду и длительность импульса обеспечивает. Если бы они синергетику вообще убрали, а сделали ячеек 50 памяти , и чтобы параметры импульса туда прописывались - было бы гораздо лучше. Я бы за день - два эту память забил, и было бы всё нормально. И чьих он будет? Гроверсу 315 прошивку бы до ума довели, и вполне достаточно для большинства работ. Или в двухсотку синус добавили и минимальную частоту переменки снизили герц до 20 - 15. Или Форсаж от детских болячек избавили. А то появится ещё один, недоношенный2 балла
-
@Глобул, +100500, видно, что рука "набита". Ровненько, аккуратненько. Условия позволяют... Саша, аппарат позволяет напругу на 1-1.5В убавить? "Дроби" очень много разной на детали, надо искать причину. Попробуй пообманывать аппарат, к примеру в настройках СО2 поставь, диаметры и т.д. должно получиться. Сейчас вроде хорошо, но, черт, чего-то не хватает.2 балла
-
Так как я являюсь владельцем данного аппарата и чинит его мне сосед регулярно, но в последний раз там что то сломалось и и без схемы он его починить не мог. Я связался с заводом, и они дали схему аппарата, думаю что такая проблема возникает у многих. BIS-0433-E3.pdfBPC-0412-E3.pdfBUV-0404-E3.pdfВДИ200P_30_00_000ЭЗ.pdf Может кому то поможет в ремонте. И спасибо производителю за предоставленную схему.2 балла
-
Хорошо показана техника исполнения, хоть и по буржуйски, но всё понятно2 балла
-
Скажу только, что после близкого знакомства с Тритоном Алюмигом 250 у меня на бренд "Тритон" устойчивая аллергия. От одного названия - пупырчатые мурашки . Насколько я понял, они сами начинку аппаратов не производят. Своя только финальная сборка и прошивка. В прошивке то вся беда. Судя по всему, от понимания сути сварочных процессов они весьма далеки2 балла
-
@hone, Спасибо. Так и примерно рассчитывал, на поездку 50-60к. КТТС в общем, производственной необходимости, к счастью, нет, а так только для себя почерпнуть новой инфы и навык подтянуть, ибо я в 90% времени аргоном ваяю и не много ПА Телефон будет полезен.2 балла
-
@G_Kar,арамид не пойдет для ремонта краг,сотрется,можно даже обычной нитью и силиконом промазать,дать высохнуть.У нас ребята так делают,когда новые краги получают,2 пары на месяц,одну домой,вторая после таких манипуляций спокойно месяц отхаживает.2 балла
-
Тут просыпается жадность: Вы либо потребляете кактус свариваете нержавейку 0.8мм AISI430, либо в полной мере начинаете осваивать рАДС. Определитесь уже с функционалом, алюминий в аргоне можно и полуавтоматом.2 балла
-
Из группы ВК, и сюда докатился этот мем: С чего пошёл мем:
2 балла
-
@Серега_Z, а что мешает взять гроверса сейчас, сегодня зашёл к ним на сайт, 315 подорожал, дальше похоже и все по цепочке. Двойной пульс коряво на бумажке прописан, но освоив и сохранив в памяти, можно забыть о его настройках. Так, что я бы подумал. Хелвика я так и не понял, варит люминь вроде, но как-то необычно импульс работает, непривычно. Хотя, скорее всего это от проволоки 0.8 такой эффект, мне после 1.2мм и токов выше 200А, всё непривычно. Но косяк есть, это старт, выше 40% от основного тока не поднять, а это мало бывает.2 балла
-
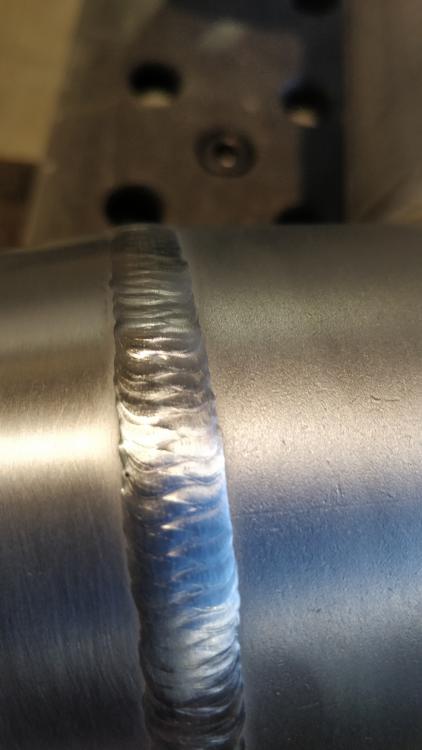
всем привет, сегодня переваривал трубки и нужно было приварить сгон резьбы на алюминиевый радиатор , подготовил все (толщина трубок конечно супер одним словом СССР вариться удовольствие) , хозяин сказал на Камаз для что то для охлаждение воздуха собирает ну и трубу поливную нужно было заглушить под слив воды
2 балла
-
Сегодня привезли рыбу с выставки Ну и подарки от Сварога.
2 балла
-
Хе-хе ,это как котёл с труб варить- тоже до пол трубы нужно изголяясь подлезать.
1 балл