Лидеры




Популярный контент
Показан контент с высокой репутацией 10.10.2018 во всех областях
-
Автодом доделан.Последняя модификация- Крепления запасок. Интеркулеры паяю. Маслоуловители и подогревы, в предверии холодов изготавливаю и устанавливаю. С Нивой "копаюсь.
 8 баллов
8 баллов -
Изобразил навесик соседу 3,5*4,5м. Заодно складные козлики попутно смастерил. А на работе фермы метр на шесть из профтрубы 40*80*2. Сделали шаблон, я собираю на прихватки, Саня варит. А потом варим вместе. А теперь о том что я давно хотел пощУпать, о чем хвалебных песен по интернету вагон. Конкретнее про монтажную пилу Макита с твердосплавным диском. Часто слышал и сам задавался вопросом о колличестве резов. Где то слышал про тысячу, где то про много. Слышал про неизменное качество реза. Короче факты. Это вид примерно 250го реза профтрубы 40*80*2мм. Кто там говорил про отсутствие заусенцев???))) В общей сложности сделано около 350 резов за два дня. Сколько еще получится не знаю, но судя по визгу и искрам до тыщи не дотянем. Визжит к стати дико, с самого начала. Уши вянут. Может для вечерннго променада в гараже с профильком 40*20 она и великолепна, а в условиях стройки чуда не явила. Далее. Напрягает дикое колличество обвеса, бессмысленное и беспощадное. Это наверное что бы цену оправдать. Оно там как собаке пятая нога. Чем их не устроило решение в модели NB2414. Зачем городить этот огорд. Кожух при штатном откате не дает видеть разметку. Надо заглядывать с боку. При подъеме кожуха в ручную, механизм не дает опускать пилу. Короче задираешь кожух рукой, целишся, опускаешь кожух рукой - режешь. А так доводчик кожуха упирается в него блокируя опуск. Отсутствие гари компенсируется летящими в бок опилками. Помогающий резчику огребает по полной. Из плюсов конечно быстрый рез и точность, а так же повторяемость угловых резов. Ну и чистота резов первое время.
6 баллов
-
От фуры крепление фары. Сплав страшный сон сварщика. В пульсе кое как. Сопло после этого пришлось выбросить. На чистом алюминии эта пакасть с сопла в металл попадала и ванна закипала и чернела. Вольфрам наждаком чистил. Хорошо линзу не поставил. Подножку с нее же варил там как то получше варилось. Но тоже цинка дофига. Это тоже сварка. Лесорубы постоянно отрывают штуцера об пеньки. На этом тракторе уже все переклеены. Приварил защиту. Теперь не будет отрывать но и я без работы остался. С куна, не чугун. Корень аргон и 08г2с дальше уоний 13/55 ручник. Забрали горячую.
6 баллов
-
Ха, я тоже из ригеля делал!))
6 баллов
-
@Hlorofos, вот и я вначале неделю читал инструкцию, сидя на куче алюминиевых обрезков и собирался с духом5 баллов
-
Буду 17.Со всеми вместе. На стенде меня не будет. Просто интересно будет посмотреть реакцию людей близких к сварке на мою работу.5 баллов
-
Вот статья по ссылке и ниже 2 примера из жизни. https://malishev.info/exams/matved/sem2/27/ При изготовлении прокаточных роликов для отбортовочной машины 45 стали внутренний диаметр был идеален после токарного станка под вал. Итак, после термо обработки, закалки ролика внутренний диаметр изменился и не залез на вал, а так же и наружный диаметр после печи и остывания так же изменился, то есть расширился. Расширился за счёт чего? За счёт структурных изменений зерен, атомов, зарождение новых, которые при нагреве приходят в движение за счёт катализатора хим.процессов. Если зерна увеличиваются и зарождаются новые в зонах отжига, распространения и влияния тепла, то куда они деваются при остывании тех зон? Кто сказал что металл не резиновый?) Расширившиеся зерна обратно не сжимаются. Это, что Вы выросли в рост, катализатор Вам время, теперь обратно меньше не станете. Сдеформировались) так сказать. Окружающая среда Вас приняла, но она есть пространство. А у зерен и атомов в металле пространства нет.) Сварил очень ровно пол из нержавейки в контейнере, все делал с зазорами, учитывая рост зерен и расширение металла, таким образом за счёт сварки тут же на зазорах происходило натяжение растяжение, не было бугров. Пришли двое после, ничего не спросили, как варить на полу латок слива, как стыковать. В итоге метал на полу подняло, буграми, наступил на бугр, он ушел в другую зону и так безконечно. Было принято решение разрез по середине бугра 1.6 мм кругом, далее давление, металл приземлился и зазора не осталось, сварили, натянулись, бугр исчез. В теории написано сухо и понятно, но не до конца, я бы добавил туда несколько предложений. В жизни добавляю на деле и рассказываю другим. Когда учился, очень любил химию и металловедение и после, когда все уйдут,донимал преподавателя вопросами, бедная тетка ) Ну очень грамотная женщина.5 баллов
-
Дружище, ты меня извини, но вы там все далеки от п\а сварки....очень.... Глупее ничего не слышал - "варим на заводских настройках ". НЕТ таких настроек, нету! Есть программы для определенных задач и материалов, настроек НЕТ! Судя по видео и фото... нет там рядом сварщиков. Правильно Виктор говорит, пригласите специалиста, если гордость позволит.4 балла
-
@Сусанин, тем лучше. Надеюсь тот с него предоплату дернет и забухает на пару недель))) Может поймет, что чудес не бывает.4 балла
-
@Hlorofos, а мне понравилось Напомнило, как я начинал на на таком же аппарате осваивать п/а-сварку алюминия. @Эскандер, выгоните вашего сварщика. Аппарат - отменный, просто его понять нужно. И разбираться с с настройками. Тестовые пластины брать длиной 300-500 мм. И начинать варить лучше лучше "в тавр", так понятнее, как мне видится. Сначала добейтесь ПРАВИЛЬНЫХ точечных прихваток на токе 190 - 200 А. Потом снижайте ампераж и переходите к стежкам 30-50 мм. Не дёргайте соплом вверх-вниз, аппарат сам корректирует длину дуги, поэтому настройки и меняются.4 балла
-
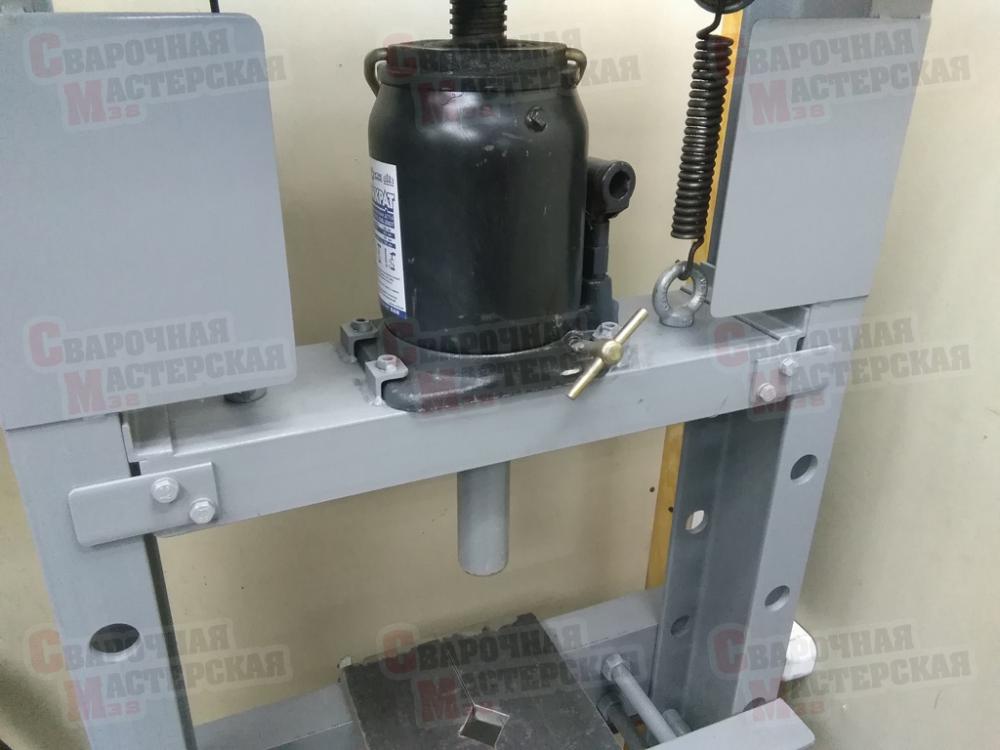
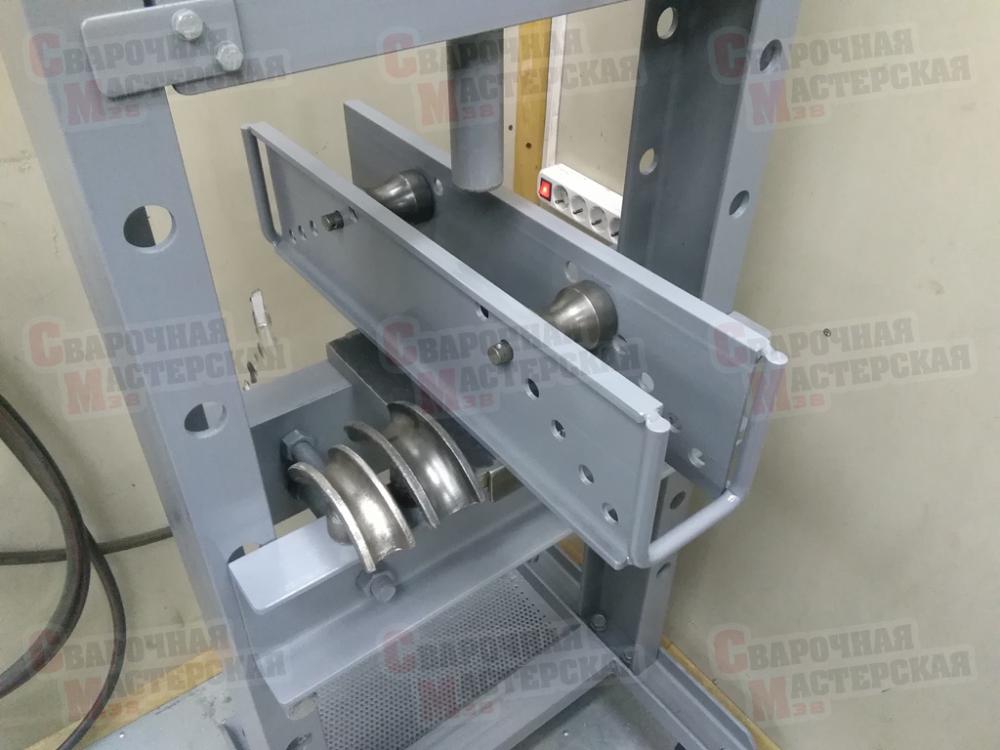
Дополню темку. Давно чесались руки, хотел расширить функционал пресса. Расширил недавно Первым делом приварил "вертушок", с ним без ключа можно откручивать\закручивать винт домкрата. Потом сварил приспособу для гибки круглой трубы. Ролики и башмаки под 20 и 25 трубу с китайского трубогиба давно лежали, ждали своего часа. Результат на фото, меня устраивает. Дальше изготовил небольшой полосогиб\листогиб 400мм шириной. Гнул до 8 мм. Результаты на фото, тоже устраивают. Правда, один раз засунул 12 мм лист на пробу, упорные уголки маленько погнуло, это излишняя нагрузка для приспособы. И в дополнение еще маленький съемный "удлинитель" сделал для штока пресса. Бывает, что лень переставлять столик или не хватает немного дожать и т.д. Также приварил старую перфорашку у основания пресса, где хранятся приблуды и общий план:
4 балла
-
Когда машина сложна в управлении, даже матёрый спец, будет в ней теряться, особенно меняя процессы время от времени. Когда освоив одно, забыл уже о свойствах другого. А значит, будет применять минимум функционала, обходиться тем, чем можно обойтись, в убыток комфорту и т.д. Очень часто владельцы EWM звонят и просят помочь разобраться в super pulse, понять не могут процесс и его настройки, потому как ручных настроек море, а машина синергетически не управляет этим процессом. И люди заплатив за фарш, кое-как справляются базовыми программами, где попроще. Всему виной снова, таблицы, сокращённые символы и т.д. Всех присутствующих, хочу попросить обратить внимание на настройки на этом фото. По такому принципу, можно комбинировать любые процессы, все на виду, все регулируется, все понятно и просто, не спрятано в таблице, не зашифровано. НО ЕВоспарк боятся что ли, дать возможность пользователю самому решать, как и в каких пропорциях смешивать процессы. Данное меню, это двойной пульс, по другому работа двух токов. Что хочу сказать, таким нехитрым интерфейсом, производители дали намёк, на хрена вам люди ноги и шею ломать в недрах ewm, если в нашем случае дурак разберётся, не видев даже в глаза инструкцию!!!!
3 балла
-
@welderman, ещё смешнее было, когда я начинал пробные валики класть. Сборщики говорили, что я был похож на волка из советской карманной игры "Электроника". Ну, тот, что падающие яйца собирал в корзинку. Цикл был "маску вниз - "бззззз" - маску вверх - посмотрел, что получается - смотрю в мануал - меняю настройки - наблюдаю, что изменилось". И так по кругу3 балла
-
Не назвал бы эту пробу на титан нормальной. У меня постгаз обычно 5 сек стоит и этого хватает. У Владона газ немного грязноват. У меня такой был и в принципе можно было варить, но решил поменять(не поленился).3 балла
-
@Эскандер, сфотографируйте (ПОЛУЧШЕ) наклейку с заводскими настройками. Она на крышке отсека МПП, верно? И ещё вопросы. Прижим роликов минимальный? Параметры индуктивности каковы? 8 мм? Навскидку - ток 230-250 А, индуктивность "0" (для пробы), коррекция длины дуги..эммм... 3,5 - 5,5, наверное И насколько помню, то 247-ая программа - это уже из меню "ФорсАрк". Отличный режим, у меня более комфортно на нём получалось. Но это программа для 5356 1,2 мм, а у Вас - 1 мм. А вот обычный режим для АМг - 76-ая программа. Ваши где-то рядом должны быть @Эскандер, оффтоп. Почём сейчас такой красавец??3 балла
-
@Эскандер, поищите спеца, отвезите аппарат со сварщиком непосредственно к нему, или его пригласите. Тыщу лет сэкономите!3 балла
-
@Шурпет, сварщикам сначала дать по мордам, а потом уже выгнать!!!! Эта машина умна, научит сама любого, вот и брыкается при виде дебилойдов!3 балла
-
Старший нам давно сказал - рая на земле нет. Везде свои плюсы и минусы. Сменить место проживания можно, можно даже стать счастливым. Если свою полянку найдёшь. Как в сказке про Дюймовочку. Если проблемы реально от места проживания, а не изнутри. Сейчас, к сожалению, все развитые страны идут в неизвестном направлении. Слаборазвитые - куда гонят. Мы, где то между. Везде чиновники и банкиры выстраивают систему так, чтобы иметь преференции. И другого глобуса у нас нет3 балла
-
сколько не размышлял на эту тему, я так и не смог понять, почему ООО зажато в рамки по поводу вывода своих средств Также не понимаю почему у абсолютно бесполезной организации называемой Банк есть такие привилегии и полномочия? За перевод заплати, за счёт заплати, хочешь онлайн кассу? будь добр отстегни, дармоеды ёп их за ногу. Это уже конечно больше из разряда политики, но страна идёт в неизвестном направлении, которое мне не нравится. Я даже всерьёз думаю о смене места проживания, правда за друг не знаю совсем ничего...3 балла
-
всем здрасти если нет бухгалтера и смысла в нем нет как у меня) пользуюсь сервисом мое дело привязываем значиться к своему счету банка (там можно посмотреть список с кем у них есть интеграция) через нее просто оплачивать налоги и закрывать декларации. клепать счета, акты договора (сам уже второй или третий год пользуюсь, но счета рисовал вручную, тут просто и отслеживает все ли расплатились=) ) так что все просто, начинайте работать на себя, а не на дядю а да забыл сказать это штуковина кидает вам напоминалки, если у вас такая же голова - дыра как у меня3 балла
-
@konstantinXX, я не говорил, что процессы описанные @vnuk, не имеют место быть, я лишь предполагаю, что роль изменения линейных размеров за счет роста зерна - преувеличена в данном конкретном случае. @vnuk, к разговору о валах и термообработке, сколько токарю пришлось снять, чтобы в итоге валы залезли? Сотку? Какой диаметр? По всей окружности при проточке металл снимался на токарном? Если выразить эти изменения в цифрах и спроецировать на донышко емкости, то получится ли хоть сколько-то значимый показатель? - Вот какой вопрос меня интересует, а не теория процессов.3 балла
-
Алюминиевые литейные сплавы для блоков цилиндров иностранного производства http://aluminium-guide.ru/wp-content/uploads/2015/11/alyuminievye-liteynye-splavy-.jpg Почти все блоки цилиндров, которые отливают методом литья под высоким давлением, изготавливают из сплава 46000 (AlSi9Cu3(Fe)). Сплавы 8081 (Al-0,75Fe-0,7Si) и 8280 (Al-6,2Sn-1Cu-1,5Si) имеют отличные антифрикционные свойства и их применяют в подшипниках для автомобилей. European Aluminium Association http://metal-archive.ru/uploads/posts/2015-04/1429810499_t35.jpeg3 балла
-
Малехо своих работ скину. Маз двс поймал клина пробывали грейдером дернуть. Разобрали болт сцепления открутился. Теперь кап ремонт. Кожух треснул. Колено погнули. С усердием дергали. Варил этим на холодную. Электроды песня но цена. Ну и еще. Голова ауди от гонщиков. Картер тоже ауди но с другой машины. Косо фото встают с планшета.
3 балла
-
Моторчик от электриков с перемотка. Женил СССР с Китаем. И немного художки. С навес ком вместе.
3 балла
-
Постепенно будем собирать и систематизировать материалы по автомобильным деталям,т.е.,что из чего сделано.В данной теме будует информация о стальных,чугунных,алюминиевых деталях. Марки стали Изготавливаемые детали Стали пониженной прокаливаемости 50ППО (коромысло клапана ЗИЛ-130), 58 (55ПП), 60ПП (ведомая цилиндрическая шестерня главной передачи ЗИЛ-130, ведомая коническая шестерня ГАЗ-53А, вторичный вал ГАЗ-53А), НИПРА (шестерни полуоси, крестовины дифференциала) 08, 08кп, 10 Корпуса стеклоподъемников и дверных замков, кожуха системы охлаждения, брызговики двигателя, дверки кабин, крылья, глушители, щитки радиатора, панели капота, корпуса воздушного фильтра, детали кабин и кузовов, кронштейны, крышки клапанных механизмов, регулировочные прокладки, маслоотражатели, гайки, шурупы, детали приспособлений, нестандартного оборудования ст.15, 15кп Диски колес легковых автомобилей, различные пальцы и оси, болты и винты с круглой, олукрглой, цилиндрической, потайной и другими головками ст.20, 20кп, 25 Валы и червяки рулевого управления, валы управления коробкой передач, карданные валы, тросы стеклоподъемников, бамперы, детали рычага ручного тормоза, вилки переключения передач, вкладыши рулевых тяг, рычаги переключения передач, различные кронштейны, тросы управления карбюратором и др. ст.30, 35 Карданные фланцы и вилки, шестерни коленчатого вала, шестерни масляного насоса, корпуса гидроцилиндров опрокидывающихся устройств самосвалов, выдвижные гильзы гидроподъемников, буксирные крюки, вилки переключения передач, шпильки колес, шестигранные резные болты, детали нестандартного оборудования ст.40, 45 Коленчатые валы двигателя и компрессора, распределительные валы, поршневые пальцы, полуоси некоторых марок легковых автомобилей, оси шестерен заднего хода, поворотные шкворни, вилки карданного вала, венцы маховиков, разжимные кулаки колодок тормоза, штанги толкателей, шпильки головки блока и др. ст.50, 60 Ведомые диски сцепления Сталь для клапанов - 40Х9С2, 40XH, 40Х10С2М, 20ХН4ФА, 55Х20Г9АН4, 45Х14Н-14В2М, Чугунные детали отечественных автомобилей Типы чугунов Марки чугунов Изготавливаемые детали Серые СЧ15 СЧ20 СЧ25 Впускные и выпускные трубопроводы двигателей, блоки цилиндров двигателей, маховики, нажимные диски сцеплений, блоки цилиндров компрессоров, картеры и крышки картеров коробок передач, мокрые гильзы цилиндров и гильзы двигателей воздушного охлаждения, тормозные барабаны, цилиндры гидротормозов и сцеплений и др. ----------------------------------------------------------------------------------------------------- Легированные и малолегированные По ТУ заводов Монометаллические гильзы цилиндров, клапанные гнезда, гильзы цилиндров двигателей, поршневые кольца, диски сцеплений ------------------------------------------------------------------------------------------------------ Высоколегированные По ТУ заводов Вставки в верхнюю часть мокрых гильз цилиндров, клапанные гнезда Высокопрочные с шаровидным графитом ---------------------------------------------------------------------------------- ВЧ45, ВЧ50, ВЧ60, по ТУ заводов Поршневые кольца, коромысла клапанов, коленчатые валы, распределительные валы, картеры коробок передач, ступицы колес, тормозные барабаны, башмаки рессор, кронштейны двигателей и подвески ------------------------------------------------------------------------------------------ Ковкие КЧ35-10, КЧ37-12 Картеры главных передач, картеры задних мостов, картеры рулевых механизмов, чашки дифференциала, ступицы колес, тормозные барабаны, кронштейны, педали ----------------------------------------------------------------------------------------- Металлокерамические, спекаемые По ТУ заводов Направляющие втулки клапанов ----------------------------------------------------------------------------------------- Отбеленные По ТУ заводов Для наплавки тарелок толкателей, коромысел клапанов, кулачков распределительных валов при их ремонте Алюминиевые автомобильные диски. Изготавливаются из первичного алюминия. А356 AlSi7Mg03, российский аналог АК7ч Расшифровка надписей https://unit-car.com/termini-i-sokrasheniya/121-markirovka-diskov.html# http://mashintop.ru/userfiles/114_image001.png http://mashintop.ru/userfiles/19_image010.png http://mashintop.ru/ http://1tire.ru/wp-content/uploads/2017/03/GERMAN_DISK.jpg Итальянские диски http://1tire.ru/wp-content/uploads/2017/03/ITALIAN_DISK.jpg Японские диски http://1tire.ru/wp-content/uploads/2017/03/JAPAN_DISK.jpg Американские диски http://1tire.ru/wp-content/uploads/2017/03/AMERICAN_DISK.jpg Российские диски http://1tire.ru/wp-content/uploads/2017/03/RUSSIAN_DISK.jpg Китайские диски http://1tire.ru/wp-content/uploads/2017/03/CHINA_DISK.jpg http://1tire.ru/ Отличие оригинального диска от идентичного и реплики на примере BMW. Диски оригинальные и идентичные изготавливаются на одном заводе Оригинальные диски подлежат клеймению знаком BMW и являются принадлежностью автомобиля.Всю юридическую ответственность несет BMW ,а не завод изготовитель дисков.Точно такой же диск,отлитый на том же заводе,но без клейма, называется идентичным - в этом все их отличие.Реплика-точная копия оригинального диска,с неизвестным составом алюминиевого сплава,отлитым...можно догадаться где. Литые алюминиевые детали автомобиля Из алюминиевых сплавов изготавливают и другие детали двигателей: трубы впускные, картеры рулевого управления, картеры сцепления и др., отливаемые в кокиль из сплавов типа АЛ4 или АК9 (ОСТ 48-178—80); термостаты, водяные насосы, отливаемые под давлением из сплава АЛ4. Литьем под давлением изготавливают также корпуса карбюратора, дросселя, распределителя, топлив ного и масляного насосов и др. Диапазон применяемых сплавов также достаточно широк. Используют сплавы типа АК12М2 (ОСТ 48-178—80), АК9С и АК9М2а (ТУ 48-3606-8/0—82). Значительную номенклатуру деталей электроаппаратуры отливают под давлением из сплавов типа АЛ2 и АК12М2р (ТУ 48.26.48—78). Наиболее характерные примеры применения литейных алюминиевых сплавов в конструкциях двигателей приводятся ниже. Блоки У-образных двигателей ГАЭ-53 и ГАЗ-66 изготавливают из сплава АЛ4 литьем под давлением. Минимальная толщина стенки составляет 4,5 мм, масса отливки 29 кг и полностью механически обработанного блока 26 кг. Двигатель ГАЗ-24 имеет блок цилиндров из сплава АЛ4 массой 17 кг. Головки двигателей автомобилей ВАЗа отливают в кокиль из сплава АК6М2, трубы впускные — из сплава АК9. Методом литья под давлением изготавливают корпуса масляного насоса и ряд других деталей. Четырехцилиндровый блок двигателя английской фирмы «Hill-man» получают литьем под низким давлением из сплава типа AЛ4. Крышки коренных подшипников изготавливают литьем под давлением из сплава, содержащего 9 % Si и 3 % Си. Головку блока цилиндров отливают из сплава типа AJ16 в кокиль. Методом литья под давлением отливают переднюю крышку с водяным насосом, крышку клапанной коробки, секцию толкателей и выпускную трубу. Восьмицилиндровый У-образный двигатель английского автомобиля Rover целиком изготовлен из алюминиевых сплавов. Блок цилиндров отливают из сплава М25 в землю, головку — под давлением. Двигатель «Peugeot-204» (Франция) с алюминиевым блоком и головкой цилиндров поперечного расположения смонтирован в блоке с коробкой передач. Масса силового агрегата составляет 125 кг. Алюминиевый блок цилиндров двигателя «Renault-16» отливают под давлением. Одновременно из алюминиевых сплавов изготавливают головку и ряд других делалей. Масса двигателя 92 кг. Картер коленчатого вала У-образного двигателя воздушного охлаждения «Tat-га-603» отливают из сплава типа АЛ4. Головки на каждый цилиндр отливают в кокиль из сплава типа AЛ13. Американский шестицилиндровый двигатель воздушного охлаждения «Chevrolet-Corvair» изготавливают из алюминиевых сплавов методом литья под низким давлением. Алюминиевая головка выполнена общей на каждые три цилиндра. Блок шестицилиндрового двигателя «Rumbler» (США), отлитый под давлением из алюминиевого сплава, весит вместе с залитыми чугунными гильзами 30,5 кг. Оценивая применение литейных алюминиевых сплавов в конструкциях шасси и кузовов, следует прежде всего отметить изготовление коробок передач, главным образом в легковых автомобилях. Неавтоматические коробки передач отливают в кокиль и под давлением из сплава типа АЛ4. Картеры автоматических коробок передач более приспособлены для литья под давлением, что обусловливает более широкое применение алюминиевых сплавов для этих Целей. При этом обеспечивается более высокая точность отливок И значительное снижение механической обработки. Для уменьшения теплового расширения картера практикуют применение стальных вставок. Картер сцепления для легковых автомобилей, как правило, отливают под давлением как одно целое с картером коробки передач из сплава типа AЛ4. Картер сцепления для грузовых автомобилей отливают в комбинированные формы или в кокиль из сплавов типа АЛ4 и АЛ9. Из сплавов типа АК9С и АК9М2а изготавливают литьем под давлением тормозные колодки, картер рулевого управления, корпус фильтра очистки масла, картеры мостов легковых автомобилей. В кокиль отливают кронштейны опор подвески и реактивные штанги. В настоящее время осваивается производство колес легковых автомобилей литьем в кокиль и с противодавлением из сплава типа АЛ4. В ряде случаев для этих целей применяют ковку из сплава типа АДЗЗ или литье в кокиль из сплава типа АЛ9. Для придания декоративного вида колеса анодируют, хромируют или окрашивают. Конструкция колес должна обеспечивать достаточную их прочность, чтобы исключить повреждения при монтаже шин и при наезде на бортовой камень. Высокие теплопроводность и удельная теплоемкость алюминиевых сплавов способствуют применению их для отливки тормозных барабанов. При этом значительно увеличивается долговечность тормозных накладок. Тормозные барабаны отливаются в кокиль из сплавов типа АЛ9 и АЛ1, а иногда — под давлением. На рабочих поверхностях тормозных барабанов применяют чугунные вставки для увеличения износостойкости. В частности, на ВАЗе применяют литье под давлением из сплава АК12М2. Тормозные цилиндры штампуют из сплава АД31 или отливают в кокиль из сплавов типа АК6М2. Основное преимущество алюминиевых сплавов в данном случае — стойкость к коррозионному воздействию тормозной жидкости. Алюминиевые поршни тормозных цилиндров анодируют для увеличения износостойкости. Ряд деталей двигателей, шасси и кузова отливают из вторичных сплавов типа АК5М7, АК4М4, АК5М2, АК7, АК12М2р, АК4М2Ц6 и АК9М2а. Вторичные сплавы АК9С, АК12М2р и в отдельных случаях АК7, включая переплав алюминиевой стружки, применяют для подших-товки при выплавке первичных сплавов. http://metallicheckiy-portal.ru/2 балла
-
@Бархударов, Из батиной жизни. Работал он в стройбригаде при мясокомбинате. Был там скотник. Здоровенный мужик, добрый но слегка не от мира сего. Постоянно у директора просился на руководящую должнось. Так вот строили они дом для работников, а незанятых сотрудников им на подсобу давали. Мужик этот один большую раму на этажи поднимал. Но о повышении не забывал. Выпросил таки у мастера разрешения самому рамы ставить. Тот слабину и дал. Короче когда увидели , мужик этот уже несколько рам кверх ногами пихнул. На вопрос - а зачем, ответил. Мол, а как ребенок до форточки дотянется если открыть/закрыть захочет. Больше ему окна ставить не давали. А так богатырь был. Зимой ходил в одной рубахе и постоянно две гири с собой таскал на веревке через шею. Здоровенный ребенок.2 балла
-
Виктор , а видь был у них дисплей еще в Weldex 2014 на Q ке видел ,,, и по чему не ставят не понятка уже Китай во всю цветные телевизоры ставит.
2 балла
-
@selco, вся сложность данного ewm в том, что нет у него инфо дисплея, как на helvi, fronius, на наших Меркле наконец, а раз его нет, пришлось функционал упаковывать в сокращённые аббревиатуры, таблицы и т.д. Фарш так и прёт, но чем его больше, тем ещё сложнее дупля в этой тачке отстрелить!!! У них сейчас Titan вышел, высший в линейке, но опять же, если нет дисплея, пинать его будут ногами! Пример сегодняшнего дня. Не для кого не секрет, что Меркля в свежей прошивке умеет комбинировать процессы, если ewm зашивает force arc + pulse и т.д., берет много денег за эти фишки, то я имея все эти процессы, беру и сам смешиваю все в кучу, это не составляет труда, потому как именно дисплей позволяет мне осуществить симбиоз, задать все параметры для каждого процесса, слепить воедино. Как это сделать в ewm? Никак, кишки позволяют, а интерфейс нет. И вот один чел мне жалуется, вот я осел, надо было Альфа q брать вместо феникса, так как в том уже есть смешанные процессы, но денег не хватило. Слушал, а сам думаю, да, у Ewm большие тараканы, тачки модные, симпотные, но для людей ли??!!2 балла
-
@selco,ну не знаю чего в этом газе нормального,у меня сейчас титана нет,но даже на нерже серебристое пятно и постгаз на авроре тоже 10 сек.максимум.Титан еще более лучший катализатор чистоты аргона,Валера,цвета побежалости на нем не допускаются,на военке такой газ бракуют.2 балла
-
Импульс. На Фениксе это зашито так, что те материалы, которые по мнению производителя лучше сваривать в импульсном режиме, когда их (материалы, тот же алюминий, к примеру) выбираешь к работе, то линейный режим автоматически сменяется на импульс. А вот "Супер-пульс" (он же дабл-пульс и т.д.) уже включается принудительно и значительно добавляет настроек в циклограмме. Пользуясь моментом, соглашусь с @Эскандер. Программ забито - работай не хочу. Сталь, нерж, АМг, АК. ФорсАрк, КолдАрк, МИГ- пайка различными проволоками. Ну, и "вишенки" есть, конечно - РДС со сменой полярности и РАДС ДС с контактным поджигом. И инструкция, кстати, ОООЧЕНЬ подробная. Даже слишком, наверное))))2 балла
-
Клиент уже не клиент))) нашел другого исполнителя, собственно я это предугадал. Он готов был потратить максимум 18 тысяч в которые должно было войти покупка материала, его доставка раскрой, сварка самого бака, вварка сгонов на подачу отвод воды, на подачу и слив на отопление, вварка теплообменника, опресовка с водой на 5 очков, вварка внутри бака перемычек из полосы, и доставка за город, а еще ножки и ушки для крепления утеплителя, вот) Видимо нашелся сварщик который может сварить все это за 10 тысяч, остальное материал и прочее Чертежа я так и не видел, все со слов2 балла
-
Вольфрам точили, керамику меняли?2 балла
-
@Эскандер, мда! Аппарат то причём, так его материть? Хотел помочь, но посмотрев видео, расхотелось.2 балла
-
Току навалите. Для ПА напряжение и подачу в плюс. Прихватки делайте на повышенных режимах, не наваливайте в высоту.2 балла
-
Что значит "не берёт" нержавейка плавится примерно при той же температуре, что и низкоуглеродистая сталь. Просто она в кислороде не горит. Попробуйте чугун резать, примерно тот же эффект будет. Или У12. А варится она газосваркой нормально, только пламя чуток поменьше , потому, что теплопроводность ниже. Пластина толщиной 1 мм в пламени запальника горелки, градусов до 800 разогретая, простояла 10 лет. Никаких признаков разрушения на ней нет. Обгорела маленько, серая, местами с рыженой. И дальше стоит. Материал - 12Х18Н10Т. Валера, ну ты же не новичок . Марка, состав? Я на котлах Buderus горелки ремонтировал. Из г...на сделаны, ещё и 0,5 Я туда полторашку 304 вварил. И толку, что бренд знаменитый. А нержа - ферритка, без никеля. Тот же вопрос - марка материала? Мужики, я много лет с нержой проработал. И того, что делал, ничего не прогорело, не потрескалось. Правило золотое у меня - не работать с приблудным материалом. С б/у можно, если точно знаешь, что это. Или место не ответственное. На заре сантехнической карьеры пару раз накололся, выводы сделал.2 балла
-
Вы бы работу сделали, а уж потом бы бухтели на досуге. В данном случае что пищевая, что не пищевая, прослужили бы не долго. Если пламя открытое будет, то окисления на воздухе и от нагрева, даже титан разрушают. Это все знают. И это не 1000 градусов. Ту же выхлопную если рассмотреть. Я думаю, что местами будет изрядно нагреваться, до красна. А это уже окисление в среде кислорода и это уже разрушения. Так что если бухтеть хотите, то в курилку. А тут по сути, кто хочет помочь, так сварите. @Пользователь, У нас нет материала. Мы его закупаем для наших нужд. Поэтому если материал есть, то сварить и у нас можно. Но пищевая нержавейка по всем правилам сваренная прослужит несколько дольше. Не пищевка сдохнет, а может и нет. Желательно найти жаропрочную нержавейку. Это уже совсем другое дело. Я думаю, вас к гугле не забанили найдете что и чем я. Она не так выглядит помпезно (в зеркало ее не полернуть) но прослужит дольше. Иногда купить готовое дешевле, т.к. материал оптом берут. Да и работа уже отработанная. А разовое исполнение дешево только при одном условии, что нет опыта и будут дефекты. Возможно вы их не увидите... Но они явно будут И если грубо, то стоимость работ = стоимости материала. Поэтому если знаете размеры то можно приблизительно прикинуть сколько выйдет в итоге. Это ориентир на поиск готового изделия или исполнителя.2 балла
-
Работа в обработке сложная, заварить не проблема. Правильно, что другие отказались. По уму надо блок разбирать и на фрезерный станок, другого варианта не вижу.2 балла
-
@albert, аж интересно стало,после ваших слов., ковырнул по поверхности.
2 балла
-
это хорошо. Баллон сменить проще всего. А то я на аппарат грешил. Думал, вообще очистки нет. Или, была разок такая подлянка, в горелке трубка со штуцера сползла. Стояла вплотную, вроде газ идёт нормально, а воздух подсасывает.2 балла
-
Вы не сказали нам для чего вам такой аппарат. Это необходимо, чтоб дать правильный совет.@selco, Человек упомянул пульс -- емнип хелви умеет ложить гладкие швы в пульсе? Кажись даже видео у тебя было. Можно настройками, можно руками, если нет таких настроек. прекрасный ресурс для автолюбителей. Там много специалистов и в электронике. Но проблема форума drive2 в том, что там этот бред не заметили, и не запинали. У нас такое не прокатит.2 балла
-
Да , обратная полярность то есть + на горелке . Но есть и на переменке , но аока таких ПА совсем немного . Ну во первых алюминь для ПА пусть и импульсного довольно "серьезная" работа и многое от подающего да и горелки зависит , ну и конечно руки . Вообще этот американец так скажем "бесшабашный" и за красотой он не гонится и плевать ему на это , хотя и много варит Ал полуавтоматом. Я в разы меньше и редко и тоже не очень швы мне нравятся и вот вам для контраста . P.S. У Виктора (Hlorofos) красивые швы но он много и по долгу варит Ал полуавтоматом ну и самое главное он не любит когда не красиво.2 балла
-
@G_Kar, вы конечно правы. Однако то, что в теории гладко, в жизни оказывается немного шершавым. Попробуйте алюминиевый вал, откалиброванный по отверстию до скользящей осадки, равномерно подогреть. А потом, как остынет, вставьте в отверстие. Уже не пойдёт. Его не повело, а именно расширило. Вроде вы и правы, но жизнь вносит коррективы. А по поводу цементации, то я, конечно, не спец, но подозреваю, что заготовку в печь помещают уже с припуском на увеличение в размерах. Равномерный подогрев по всему объёму не даёт изгиба. Поэтому получается ровно и почти в размер. Так же я хотел бы сказать про сварочные напряжения. Мы называем их сварочными, а ведь они далеко не при сварке образовываются. Они возникают при изготовлении проката за счёт разной скорости остывания его частей. При сварке мы вновь греем металл и высвобождаем часть напряжений. Отсюда и деформации. В размерах металл они не увеличивают, а просто гибают. В приведённом выше случае, когда торец листа греют дугой, возникнет волна деформаций, а увеличение металла не произойдёт. Поэтому и деформации имеют право на жизнь, и увеличение металла в размерах тоже. С уважением.2 балла
-
@SergDemin,судя по титану газ грязный,по центру должно быть пятно серебристого цвета,цвета побежалости не допускаются.2 балла
-
@Миротворец, ты идеальную ситуацию описал, я реальную, в нашем городе, полагаю, не только в нашем. Человек выбирает ПА с бюджетом в 20 т. р. О каком бизнесе речь? Может в Волгограде смесь и есть, там завод есть. Только стоит она раза в 3 дороже углекислоты. Я по ценам на аргон сужу, Василий как то озвучивал. А на Реале, о коем речь шла, подавалка не ахти, там даже ролик с прямоугольной канавкой, а не с V образной. Не знаю, как на Энерджи, полагаю, так же. Свежих дорогих машин у нас хватает. Может даже больше, чем в Иркутстке. Местная специфика - понт дороже денег. Гораздо больше, чем в Монреале. И бьются достаточно часто, опять таки, местная специфика. А смеси нет. Всё варят в углекислоте. Ничего криминального я в этом не вижу. "Не читайте советских газет перед обедом " . Это бред сивой кобылы. Электроники в них одинаково и она практически одинаковая. Конструктивно исполнены по разному, только и всего. Я не то, чтобы противник Сварогов, скорее наоборот, но Оверман ничем не хуже Реала. Подавалка в нём получше, раньше была, ели не поменяли. В Вашем случае - абсолютно без разницы. И тот и другой с жестянкой прекрасно справляются. На какую? Если не ошибаюсь, там горелка 160 ампер, 3 метра. Аппарат лёгкий, переставить не проблема. Менять на длинную особого смысла нет, горелки у Сварога вполне приличные. У меня две, к ним нареканий нет. Это можно. Только ролик под 0,6 сначала найдите.2 балла
-
Симпатичные скамейки за городом. Соорудили активные граждане, поставили вдоль пешеходно-велосипедных дорожек.2 балла
-
Подставку такую из нержи заказали, профиль 40/40/2 мм, собрал на прихватки, завтра обварка. С ценниками прям беда, дорого говорят, самогонщик с железками сегодня прям кипел от возмущения, типа зачем я все железки покупал, лучше бы готовый купил, хотя цена вопроса 5600 р.была, отправил искать счастья в другом месте.
2 балла
-
@pavel83,@Dmitry1962, https://www.youtube.com/watch?v=CEr5IlgkGFA2 балла
-
Да, аппарат мне поравился, 200А. выдаёт, хотстарт, форсаж дуги, антистик, всё это есть и работает. https://www.youtube.com/watch?v=3AoCq_-9y8M2 балла
-
В том то все и дело, на изделии должно получаться всегда и с первого раза. Бывает, что несущественные ошибки, возвращают нас назад на несколько часов, снова к самым трудоемким слесарным работам. Что там на видео, скорее всего со швом все хорошо. Но если как сказано, пол часа и настроен, то на раме бензовоза, пол часа настроек и слесаря меня казнят!!! Пожалуй для одной или нескольких постоянных операций, режимы можно отладить, но чуть влево-вправо и снова настройка. Человек показал, что это реально обычным п/а и неплохой результат достигнут, но кому важно качество и простота настроек, тут нужен другой путь.2 балла
-
кстати информация для начинающих, хорошо объясняет основные моменты https://youtu.be/9zcxSH_m3nM2 балла