Лидеры




Популярный контент
Показан контент с высокой репутацией 28.09.2018 во всех областях
-
Шедевральная фраза ! Импортозамещение вкупе с "бережливостью" приобщили к распространённому , то бишь , УОНИИ (ПА не варил по другим причинам) . В другой теме упоминал за эти электроды - в нижнем положении - изумительны , а вот в пространстве - это надо поизощряться . Если стенка достаточная , то ещё нормально , в противном случае - только сноровка . 175-180 А , ф 4мм. Грешат стартовыми порами ( в принципе , как и все , но не глубоко ) Шлак отлетает сам Всё это давно и мелочи , а пока - "танковая 16" ( внутри котла лестница ) .
 13 баллов
13 баллов -
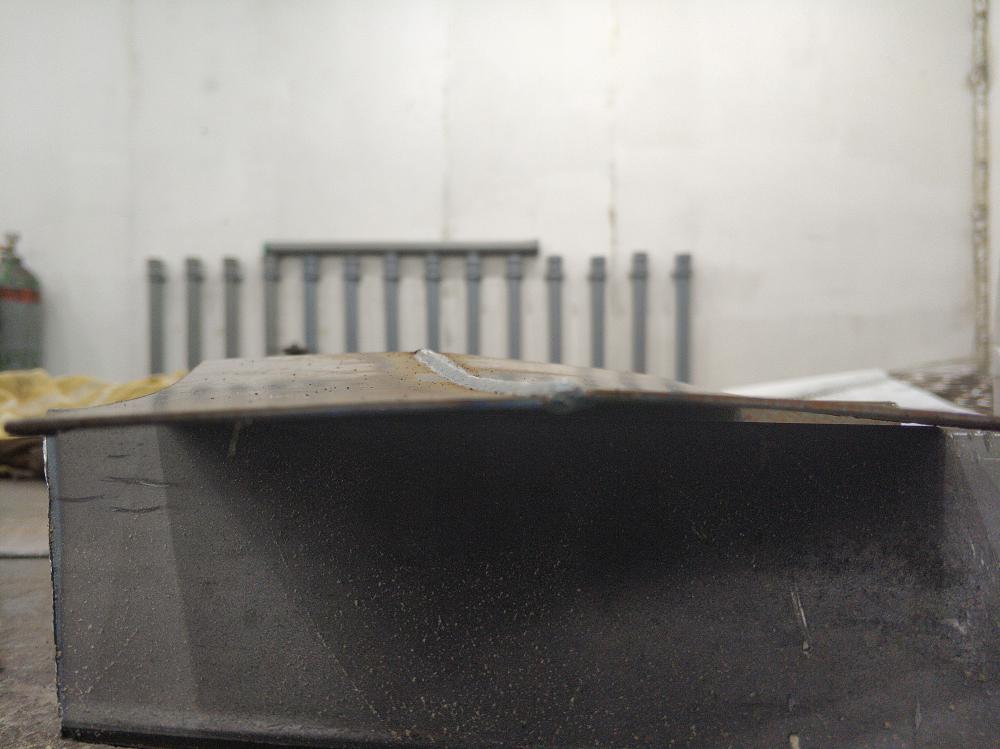
Давно что- то баков не было , протерло под кронштейнами
13 баллов
-
Сегодня выдернули из дома на работу. Печь банная прогорела сказали. Типа уже огонь через камни попер. Погрустив о досрочном окончании отпуска двинул на такси выручать. Ну, думал дырку заварю и свободен. Ага, щас. Оказалось что прогорела она давно, и ее даже ремонтировали уже. Путем наложения листа на заднюю стену, там где дыра. Вот этот ремонт и отвалился. Был приварен методом художественного набрызга, по другому этот вид сварки охарактеризовать сложно. Попутно мне звонили из всех углов с причетами о том что сауна сдана на вечер и все выходные. Подсадили мой старенький телефон, так что нафоткал до середины работы. Работа в протопленной парной, темной, с горячей печью и без вытяжки то еще удовольствие. Места сварки выглядели так. Только сверху пришлось прорезать пару сантиметров болгаркой что бы отломать лист накладки. Это кусок задней стенки с дырой. Решил вырезать и заменить. Даже потому что изгиб задней стенки не дал бы поставить накладку обратно. А в ручную метал 6мм сильно не поровняешь. На стройке нашел кусок полосы 100*6мм, из нее сделал две вставки. Нижняя стала хорошо. А вот что бы поставить верхнюю пришлось делать вертикальный пропил и тянуть металл на себя. Для чего приваривал "Т" образную железяку и тянул монтировкой. Один раз совершил полет в глубь парной из за оторвавшегося крючка. На этом телефон мой здох. Приладил я второй кусок полосы и обварил. А потом зачистил накладку и как мог прихватил ее к задней стенке. Что стенка что накладка поведеные. Удалось совместить кромки накладки с плоскостью стенки с зазором миллиметра в три. Накладка была из тройки, примерно 40*80 см. Пока обварил, в парилке стало хоть топор вешай. Промахался с десяти до трех. Еще и тандыр всучили установить))) Жаль не сфоткал. Странно как пожару не вышло и не угарел никто. На запах дыма как аыяснилось жаловались еще на той недели, но всем по...
12 баллов
-
"Колпак" взамен разбитого. Прицеп- автодом починяю. Для астрономов изделия ваяю. Профиль пилим -варим . Вроде и увлечение. Забрал светильник светодиодный(в металлолом выброшенный) Восстановлению подлежит.
12 баллов
-
Пока я варю ворота, Жена варит радиаторы! ... хорошо погода в этот раз милостива была, успел крышу сделать. Теперь ветра ураганные, дождь, но уже на голову не каплет и жить можно (дальше работать).
12 баллов
-
Вот сколько праздников у сварщика, помимо дня сварщика -- я лично в своей жизни праздновал день строителя, день энергетика, и вот пришло время праздновать день машиностроителя -- с наступающим друзья.
11 баллов
-
Поверьте на слово , нельзя дерьмом на дерьме научиться делать качественные вещи . Мало того , что вы не имеете навыков управлять св. ванной и понимать процесс её поведения , а некачественные св. материалы лишь усугубляют ситуацию ( УОНИИ ... по большому счёту - это лотерея ) , так ещё неправильная сборка / выбор стыка упраздняет ваши потуги и , если аппарат некорректно переваривает выбранный электрод - УОНИИ плохо работают на малом токе и низком ХХ , то картинка на выходе будет печальна . Сколько ни бейся . В отрыв , тем же ОЗС-12 , получаются приличные швы - это просто я с уважением отношусь к своим первым шагам , но если к этому вопросу подойти принципиально и с учётом опыта , то сварка эта скорее от безнадёги и по всем параметрам проигрывает "нормальным" режимам . Но есть исключения , где без того же отрыва - никак . Будь то ОЗС или хвалёные LB . Профиль для тренировок не подходящий материал . Труба или пластины . Электроды , я бы взял , LB-52U , ф2,6мм . Не реклама , именно с них и начинал , покупая на рынке , насмотревшись на картинки и видео за красивую сварку P.S. Где то здесь есть видео , где сваривал и профиль (1,6) , и пластины (2) Л-бэшкой . И зазор , и без проблем . Сейчас УОНИИ на работе проскальзывает - это что то с чем то ... Конструкции варить - нормально , нижнее положение вообще изумительно , но на трубе , да ещё в пространстве и на относительно тонкой стенке - жесть .11 баллов
-
Хитачи, из двух один.
10 баллов
-
они действительно с этими трещинами работают годами. варил я такую люди искали причину выбрасывания тосола, после сварки проблема не исчезла. все было гораздо проще, был забит радиатор
9 баллов
-
Продолжаем повышать скорость сварки путём увеличения тока 1,5м шва за 8 минут, 2 раза вставания за присадкой. Т.е время не прерывной сварки минут 6-7. На этот раз 130А, присадок постоянно в ванне. В принципе, швы можно делать литые, как у робота-автомата, навык только нужно развить Возможно поможет проволока 1,6мм, 1,2 приходится постоянно пихать, я сбиваюсь. А ещё увидел вот такую красоту, жалко на ходу фотал и не очень получилось, радуга прям рядом
9 баллов
-
Когда на выезде не планировал варить чернуху! Снова на завод позвали, очередной комплект варим.
8 баллов
-
@useruser, Вот вам примерные настройки для 1,5 мм (маркером написаны, напряжение/скорость подачи). У меня тоже гловерс, но 250т. Смесь 82/18, предварительную подстройку не производил. Нижнее положение, без зазора. Нижнее положение, тавровое соединение Тавровое вертикальное, сверху вниз. Стыковое вертикальное, сверху в низ, зазор около 0,7-1мм.
7 баллов
-
Основная проблема при общении потенциальным клиентом. Часто нельзя предугадать, что там делать надо.7 баллов
-
6 баллов
-
Вот картинка.
6 баллов
-
Машина пришла, бак установил. Пришлось и горловину переделывать( от другой модели) и установить.
6 баллов
-
Поздравляю всех с наступающим Днем Машиностроителя! В честь праздника, на все заказы скидка 10%!))5 баллов
-
содержимое радиатора, жалко рыбы не оказалось. интересная заплатка немного почистил собрал сделал себе вот такую штуку для зачистки на сегодня лучший вариант , работать с ней просто душевно.
5 баллов
-
Иной раз лучше вырезать осколки и организовать латку .Думаю,что так проще,быстрей и эстетичней.
5 баллов
-
@useruser,Настроил.Как вам?
4 балла
-
По заданным вопросам я давать ответ не буду , лишь прокомментирую увиденное . Ток - большой . Процесс контроля / формирования / удержания св. ванны - никакой , лишь преследуется цель любой ценой довести электрод с заданной скоростью до точки Х . У вас не пошло , зачем тупо жечь металл ? Регулировки аппарата, полярность , зазоры на деталях , наклоны электрода для чего ? На тонкой стенке да с зазором вы просто дугой прошиваете стык до дыры и попытка её заплавить приводит к плачевным результатам . Или зазор убрать , или ток . Лучше если оба эти параметра обыграть вкупе с подходящим диаметром электрода . Для беззазора нужен ток , для зазора - "мясо" ( металл ) .4 балла
-
Равномернее.Достигается только тренировкой, и по моему очки надо вам посильнее. Надо.Дело не в разнице температур между расплавленным и горячим металлом -- там пропасть, а в скорости отвода тепла от ванны. Причина та же -- пятый эпизод -- горячий металл. Насколько мне известно от маэстро @BelaZZ, шов имеет право на жизнь, и даже может пройти рентгеновский контроль, но в технологии сварки такого способа не существует, то есть с точки зрения технолога нет -- не имеет.Но с маэстро не поспоришь. При сварке в отрыв вам надо жёстче держать себя в руках и не тыкать электродом в остывающий металл когда вздумается, и не обрывать дугу ни с того ни с сего. Надо определить ориентиры для момента зажигания дуги, и для момента обрыва. Для начала можете взять за ориентир сбегание светового пятна остывающего металла в точку. С этой точки и зажигайте дугу. Раньше чем дуга разгонит шлак не обрывайте её никогда. В остальном вас не слушаются руки -- их надо тренировать -- другого пути нет. По видео -- прелесть просто. Но для форума вопросов вы накидали слишком много -- отпадает желание отвечать, но за качественное наполнение данной темы -- огромное вам спасибо. Я такого не припомню даже...4 балла
-
Я пользуюсь реноватором, но не только им. Различной формы шаберов еще. Вот только фрезой не совсем удобно, она все время норовит убежать куда-то. Вместо фрезы я использую отработавший круг от болгарки, благо что они имеют разную толщину. Фото попозже будет. Несколько видео я собрал по этой теме в один лист, называется зачистка пазов площадки. И краткий обзор другого инструмента.4 балла
-
Добрый вечер всем, покажу наше кроилово , лечение больного глушителя, серьезно был болен варили до меня все намертво рдс сваркой и рвать все начало рядом до швами, глушитель с зил-130 брат с рабочей привозил а так бы и не стал варить такой, вырезали пятак так называемые флянчик там и осталась фольга если честно, борта ещё толстые обремяли нашли старый 230 диск с ушм все четко ,плазмой вырезаем такой же пятак из 2мм горячей катки по диаметру вырезаем под трубы проемы,подогнали схватили и обварил и приварили дополнительный кронштейн чтобы не рвало на стыке , строго не судите все делалось быстро
4 балла
-
Ну вышло именно так , заднюю уже не включишь , клиенту объявили сумму , "ударили по рукам" так сказать .4 балла
-
Еще момент, смотрю аргон заканчивается, как быть? Варю 170-200А, поставил новую линзу, электрод всего на 1 мм выдвинул из сопла, дугу максимально короче и на 4 литрах расхода эти железки закончил. Сижу и думаю, вот ослина, с этими бочками и токами за 300А совсем за оптимальный расход забыл, подарил атмосфере 2/3 баллона. В том то и дело, она сама по себе мягенькая, а когда натянули, она все шланги сковала, относительно друг друга они перестали шевелиться. Но есть и прелести от дубового шлейфа, меж колен слабину зажал, горелка колом стоит, толкай только вперед4 балла
-
Пару раз тоже приходилось совершать такой'' подвиг''. Теперь ни за какие коврижки,дым не уходит,жара ,там и копыта откинуть ненароком можно.3 балла
-
@Steelcar, с электродами которые продаются в хозмаге давно уже беда замечена -- прочность наплавленного металла примерно как у заборной "сталь-три". Механически шов обычно получается прочнее чем стенка профильной трубы, просто потому что в этом месте металла получается больше, и рвёт обычно трубу а не шов. Однако в лаборатории эти швы дают 200 - 250 МПа на разрыв, что в принципе и есть Ст3. А вот с проволокой для п/а таких косяков замечено не было. То что вы покупаете в хозмаге, это обычно аналог нашей Св-08Г2С или 09Г2С и там предел прочности где-то ближе к 420 - 490 МПа, то есть в два раза прочнее. Это можно ощутить даже вручную -- попробуйте оторвать прихватку. Молотком. Только не отломать, а именно разорвать. Из чего сделан ваш швеллер вы не знаете, но это запросто может быть советская конструкционка типа 09Г2С, поэтому яб не советовал варить её рутилом из ближайшего хозмага -- всё таки лучше п/а, или на худой конец уонии. Швы только вдоль -- поперечные сильно ослабят профиль.3 балла
-
Любой бак можно увеличить при неосторожном обращении с огнем3 балла
-
Очень сомневаюсь что нас можно на что-то подобное развести. Слишком специфичные, и узкие у нас запросы к технологиям. Вот например вы знаете какой толщины бутерброд получается, если сложить друг на друга две детальки вырезанные из листа толщиной 18 мм? Я вам точно скажу -- не знаете. Потому что толщина листа разная. И если детальки будут 50 на 100 мм то толщина бутерброда будет плясать плюс минус 1.5 миллиметра. Если детальки будут размером 200 на 300 мм но получим дельту в 2.5 мм в плюсе за счёт кривизны листа, а в минусе те же полтора. Это касается нашего производства. Для шведского SSAB в первом случае плюс минус три десятки, во втором +0,7 -0,3. А где брать квадратную трубу 120х120х12 из стали с сопротивлением на разрыв хотя бы 500 МПа, и отклонением геометрии сечения не более 1%? Вот эти вопросы давлеют над нами, а сварочные технологии -- пока удовлетворены полностью аппаратами от Selco.3 балла
-
http://websvarka.ru/talk/topic/489-kolesnyj-disk-svarka-remont/?p=348520 Зарядили ПА Аргоном + Гелий + Пуш-пул 5метров и им удобнее , остальное доделываем ТИГ . Вот вторая спица тоже пошли трещины и в видео отмечены видно. Хозяин уже купил новые диски + резина стальные для болот и лесов , но мне интерес этого сделать да и сказал заплатит и в запас оставит.3 балла
-
@saper24,дама пускай не переживает,проба будет снята и произведен вкусовой глубочайший анализ данного напитка).3 балла
-
@BooMkin,везите,там разберемся кто кого обгонял и подрезал).3 балла
-
3 балла
-
3 балла
-
Тестировал в минувшую пятницу флагманскую модель ТИГ от Эвоспарка- реальный конкурент брендам, я долгое время крайне неровно дышал в сторону EWM, .... теперь я его не люблю...коллеги, это реальный сварочный драйв, я делал всё, что хотел.... и весь мой опыт общения с Кемпи,Линкольном,EWM, говорил, что так быть не может-настроить можно любой момент циклограммы, отобразить в удобном для оператора формате, всё на экране. лазить на 2 уровня меню , как в Кемпи, не надо.. в общем питерцы уделали их всех.. победному шествию мешают лишь наше сомнение,неверие в собственные силы, преклонение перед буржуями, и тд.. тп .. а ломаются все, но Эво, как УАЗ, ремонтится в чистом поле,отвёрткой, молотком, и какой-то матерью...ой. ,я этого не говорил....3 балла
-
Кронштейн переключения передач КПП Транспортер, делов там натворило много диффернциал вместе со всей подвеской просто оторвало от ДВС и подрамника, 3 заломыша в блоке.
2 балла
-
18-7,2, -72 балла
-
Это не особо актуально, ибо обороты не слишком большие. Я в свое время тоже работал фрезой. Ускоряет процесс, факт. Но инструмент достаточно хрупкий, ломкий, тупится.А в отработанных кругах от болгарки нет нехватки. Однако фрезу не стоит не до оценивать, в углах с малым диаметром фрезы просто приятно работать. С другой стороны, кто к чему привык.2 балла
-
Программку по ликерам и настойкам2 балла
-
Александр, у этих блоков (414- 417 можно сказать проблема.)В другой плоскости проблема трещин.2 балла
-
с мелким зубом работает хорошо. тут главное что-бы токарь приспособу выточил за одну установку с целью исключить биения.2 балла
-
В перлы сцитировал -- как раз с отрывом оно там и будет жить.2 балла
-
В потрохах разница. Можно элементную базу приличных производителей использовать, можно подешевле. Можно 1500 мкф кондёр после входного мостика поставить, можно 2000. ТТХ будут одинаковые, время наработки на отказ - разное. Почему или Гроверс или Сварог советую? Потому, что с Гроверсом всё понятно, где, как делают + отличный сервис. Про Сварог тоже всё понятно, про сервис не знаю, не ломаются, сволочи. Не то, чтобы абсолютно надёжные, но из того десятка, или дюжины, считать лень, которые я лично знаю за несколько лет эксплуатации в сервисе не был нем один. Это тупо Jasic, у которого на морде написано Сварог. Регулируемая частота переменки. Если речь о алюминии, ну очень полезная функция.2 балла
-
@Глобул,директору покажи программу выставки,он тебя на все дни отправит.2 балла
-
Если в отпуск отпустят -- приеду. В список меня можно не добавлять -- надежда очень слабая, а телефоны многих у меня есть.2 балла
-
Сварка - одна из технологий машиностроения. Машиностроение- оно велико и широко.2 балла
-
А даме то как придется надеяться что ликер получится)))2 балла
-
Кто-то хотел приварить муфту к бочке
2 балла
-
Да вроде не спорим, так, общаемся . По дружески2 балла









































































.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)































