Лидеры




Популярный контент
Показан контент с высокой репутацией 31.05.2018 в Сообщения
-
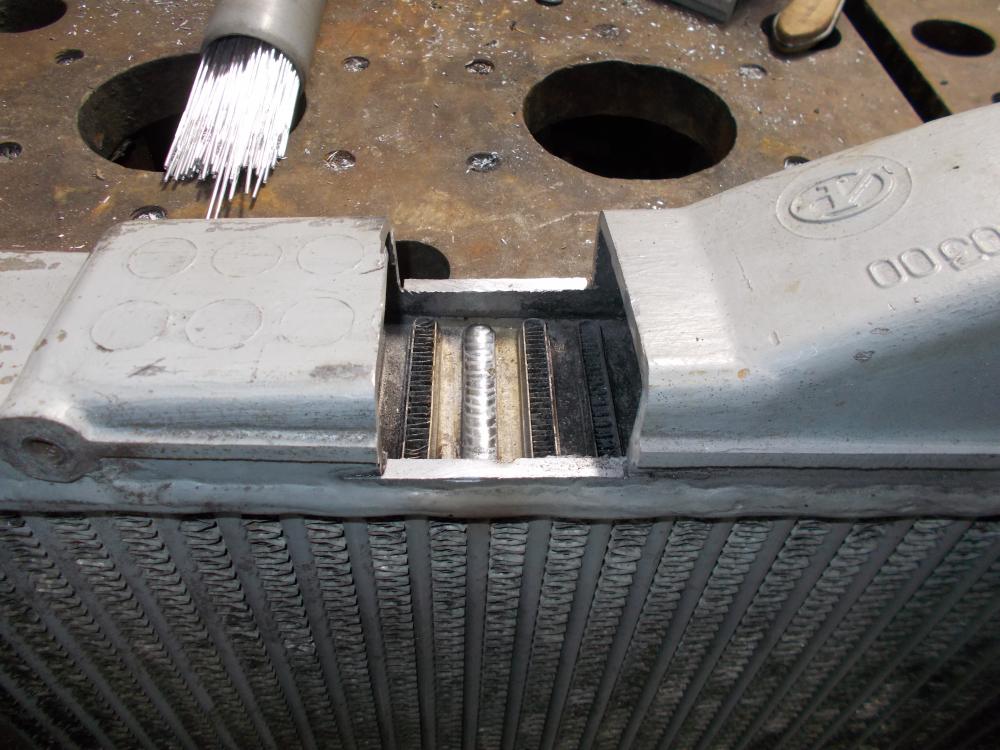
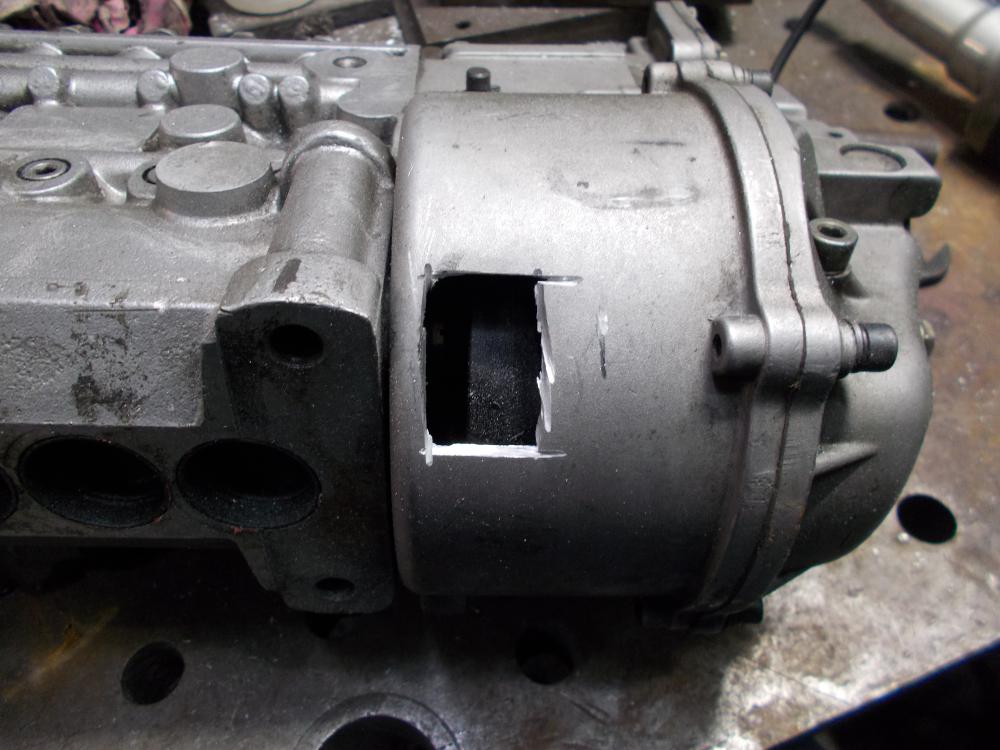
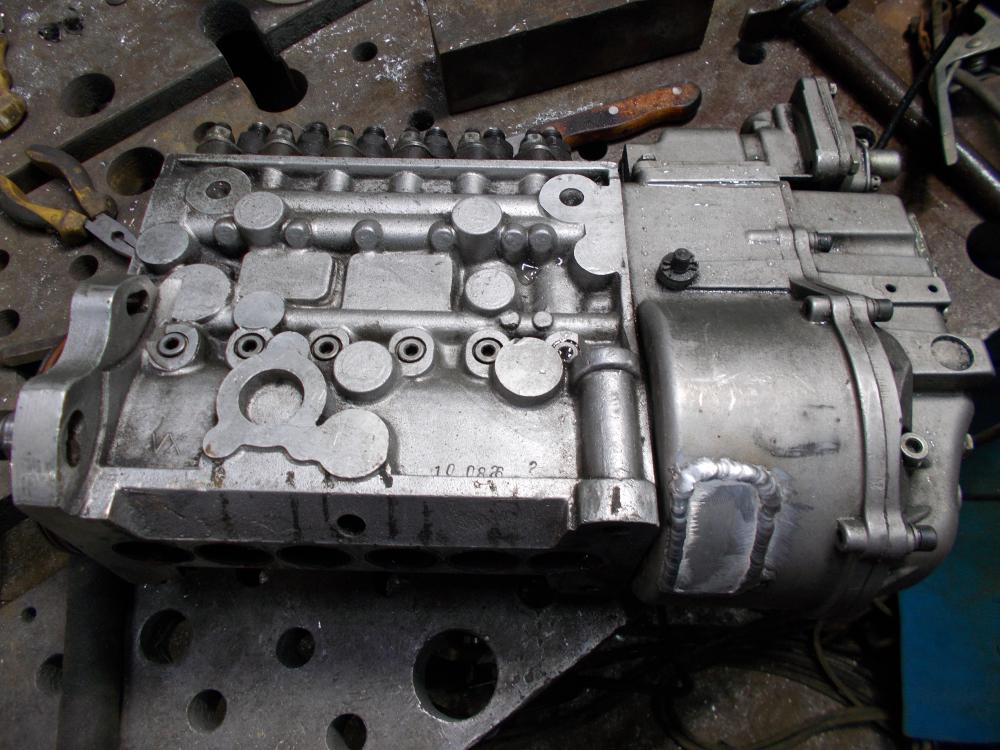
Что-то в последнее время навалилось проблемной спецтехники. Рама самогруза. Привёз на место набор для строжки/резки/сварки. Электроды для строжки-от 4 до 8 мм. Электроды для сварки ЛБ-52 ф 2,6 мм-на корень, ф 3,2 на заполнение и облицовку. Ковыряем трещины и старые швы (без намёка на полный провар...). Экскаваторный ковш на 1 куб. Долбили породу и поломали адаптерную плиту. Опять строгаем и варим. Только электроды- ОК-53.70 ф 3 мм на корень, ОК-74.70 ф 3 мм на заполнение. Одна половина шва-в нижнем положении,другая-в потолочном. Ставшие уже традиционными для меня "тазики" задних мостов КамАЗа. Здесь уже нагадили "отремонтировали"... Водитель на заднем плане недоумевает, как это всё выцарапывать. Всё просто-строгаем, зачищаем и варим. Электроды ЛБ-52 ф 4 мм. Интеркулер с того же КамАЗа. Одна трубка раздулась подобно капюшону кобры и треснула почти на всю длину. Пришлось ампутировать. Чтобы не рубить её снаружи-прорезал отверстия в бачках и выполнил "полостную резекцию". На фото видно, как оторвались и смялись потроха этой трубки. Надорванные трубки-подпаял 192-м Кастолином. Движок с ипонского самогруза. Забивали новую заглушку блока. Во время запрессовки-блок лопнул. Движок сняли. Трещину расковырял и залил ПАНЧем, вместе с заглушкой. ТНВД с китайского погрузчика. Это как надо было насиловать эксплуатировать технику, чтобы она заглохла только после того, как ТНВД выпал из блока, повиснув на трубках?! Естественно, корпус ТНВД был пробит, а промежуточный фланец-лопнул в нескольких местах. Вмятину вырезал, чтобы центробежному регулятору ничего не мешало и приварил латку. Фланец-чугунный. Варил ПАНЧем на горячую. Немного автогена при замене радиатора отопления (чтобы не забывал, с чего начинал когда-то...).
 23 балла
23 балла -
Запилю фоточек недавнего мангальчика. Делалось быстро, второпях, да и еще у заказчика на ходу менялись моменты исполнения, поэтому не все исполнено как надо )
14 баллов
-
Здорова мастодонты-пулемётчики.) Оцените мои потуги в синергетике, сегодня впервые в жизни работал П/А, https://www.youtube.com/watch?v=7821nR1qtv411 баллов
-
Не нашел инфы на форуме по данному аппарату, решил потихоньку начать писать отзыв, потому как по заявленным параметрам аппарат очень интересный. Вот и он. Обошелся он мне в 56 тысяч рублей в наличии в Томске у официального диллера Сварог. В комплекте добротная 4м горелка 26-я, т.е. 180А на ПВ 35%. К тому же она шла с регулировкой тока, хотя не уверен, что это плюс, потому как пожертвовали размерами кнопки поджига, а это не очень-то удобно. Варить пробовал пока только нержавейку. На постоянке все функции работают, есть импульсный и прихваточный режим, спад, нарастание, продувка - полный комплект. Но сразу обнаружился один недостаток - это отвратительная работа осциллятора. На аппарате предусмотрен выбор диаметра электрода - 1/1.6/2/2.4/3.2. Я работал с электродом 2.4. Осциллятор работает не постоянно при нажатии, а трещит секунды две, потом отрубается, если дуга не зажглась. Так вот, даже выставив диаметр на 3.2, дуга не желает загораться, при том разряд между электродом и изделием идет. Интересно, что когда выставляю диаметр на 1, то дуга не загорается вообще, а дальше от 1.6 до 3.2. разницы нет, поджиг идет нестабильно и одинаково отвратительно. Еще помучаю его, но думаю - это повод обратиться в сервисный центр. Думаю залезть внутрь, взглянуть на осциллятор... Надо глянуть - есть ли пломбы на корпусе...
7 баллов
-
Когда как... Обрастать клиентурой стал ещё в бытность работы на стройке. Там же спецтехника постоянно гужуется. Ну а дальше-сарафанное радио работает хорошо. Главное-не облажаться. Городок-то маленький. Я давно просёк, что мобильность-хороший козырь. Ещё бы оснащение подтянуть... Но, как говорится, Москва не сразу строилась.7 баллов
-
@Steelcar, если бы я сидел на попе ровно исключительно в мастерской, то с голодухи бы давно прибрался... А так-волка ноги кормят.7 баллов
-
http://websvarka.ru/talk/uploads/monthly_05_2018/post-7385-0-65835000-1527773791_thumb.jpgВодителю камаза нужно по шапке настучать,у него редуктор не затянутый(видно что из под прокладки сопливит) из за того корыта и рвёт.Если редуктор затянут то конструкция жестче и не даёт мосту скручиваться при нагрузке.А когда отпущен то мост крутит как шарманку.Раньше я работал в канторе где было много камазов,и такие беды были в основном у ездюков.Вместо прокладки подмотают ниток,их растюрит,редуктор отойдёт а после и нижняя чашка моста трескает.7 баллов
-
Обычная ГБЦ обычного ЗМЗ-402. Обычная для сегодняшних ЗМЗшных моторов трещина под седлом. Обычная сварка. Только вот надпись на голове-необычная... Во истину, как говаривал Козьма Прутков, "Если на клетке со слоном написано "буйвол"-не верь глазам своим..."
5 баллов
-
@Дед мазай, там не стучать по башке, там секирбашка надо делать. Причём, не только водителям... Ой, чой-то меня понесло... Орднунга захотел, штоль?.. Ну и кто ж тогда работой обеспечивать будет, а??? Что до мостов, то затяжка редуктора, конечно,имеет определённое влияние, но не более одной капли. Основной фактор-перманентный перегруз+"дороги". Рвёт не только малахольные швы "тазиков", но также и дюжие сварные швы собственно балок мостов, отрывает подрессорные пяты, лопаются кронштейны балансиров и т.д. Скоро будет на ремонте сразу несколько мостов. Пока ходят, обливаясь маслом, покуда хозява пытаются ещё немного бабок из чермета машин выжать. Да уж... Насчёт крутизны-не мне судить, но не скучно-это да.5 баллов
-
Большинство заводского контингента даже слова такого не знает. Сегодня кстати как раз решил чисто на синергетике денек отработать. Нормально, но и на ручном можно получить те же самые результаты и даже лучше. Синергетика - SYN Соглашусь что на синергетике шов лучше(проще) формируется,но разбрызгивание на некоторых режимах просто ужасное . Но тут и аппарат не самый топовый. Просто выбираешь программу под проволоку и газ , а дальше вперед крути крутилки Ручное - Manual
4 балла
-
Сходил я на конференцию сегодня.В общем то разочаровался.Не пойму,почему в профаппаратах тиг нет пульса на переменке и частота до 152Гц?На вопрос почему так мало,ответили а зачем больше?Вопрос то не в том зачем мне больше,а почему так мало,а зачем-это уже мои проблемы.И по пульсу,тут вообще без комментариев.Маски новые у них линейка с откидным верхом-про это даже писать не буду.Организовано было хорошо,много нового про поры на алюминии узнал,жаль,что эти доклады не выкладывают в свободный доступ,очень интересный материал и по проволоке порошковой понравилось,все доходчиво объясняют.
4 балла
-
@morgmail,4 балла
-
У меня есть сорокет ( 40л) вес его 45кг на 20-25 кг легче отечественного, то бишь, как советская 20ка со смесью или с аргоном можно на плече носить)). Основное внешнее отличие нет башмака,дно плоское. Знаю еще, что различается баллон для СО и баллоны для других технических газов, для СО тяжелей .. В европах, в том числе 'молодых демократиях', другие баллоны вне закона... Причем эти баллоны не продаются, можно только взять в аренду, даже если у тебя вдруг каким то макаром оказался такой баллон, там как то очень сложно доказать легальность его приобретения. Рынок поделен между 2-3 монополистами. Производство с регулярным приличным оборотом себестоимость приемлемая.. для частника газ обходится не оправдано дорого. Ну скажем баллон аргона стоит 90€+ аренда,10€ в неделю ... ааа деапозит еще забыл( залог) 200€ )) .. небольшую скидку(раньше по крайней мере) можно было выторговать добровольно 'разоружившись', сдав 'коммунистические' баллоны на утилизацию.. Так, что варите пока варится, а то доберутся до вас 'благодетели' будете только борщ варить))3 балла
-
прежде чем опрессовывать, надо радик хорошенько прогреть - много нового можно найти. Ваша теплоподводящая работа как раз и прогрела радиатор и много нового нашлось само собой.3 балла
-
Нужно короткими " перебежками".Пластик внутри плавиться.Мокрая тряпка очень желательна.Видно не очень, но вот черная полоска на срезе поддона- пластик.Будет время я его болгаркой доработаю, будет лучше видно Небольшой факультатив.Обещали озолотить.Художественное выдувание болтов крепления полурессор.
3 балла
-
@psi,для сварки высокопрочных сталей и толстостенных сталей применяют так называемую технологию сварки с мягкими прослойками .В качестве мягких прослоек выступают сварочные материалы с меньшими показателями прочности,но с хорошей пластичностью.Этот метод предотвращает появление трещин в корне или в середине сварного шва.См. стр. 44 привиденной книги @AMBIVERT42,Алексей доброго дня,а что еще вам не хватает для полного оснащения? Мусияченко В.Ф. Дуговая сварка высокопрочных легированных сталей - 1987.djvu.rar2 балла
-
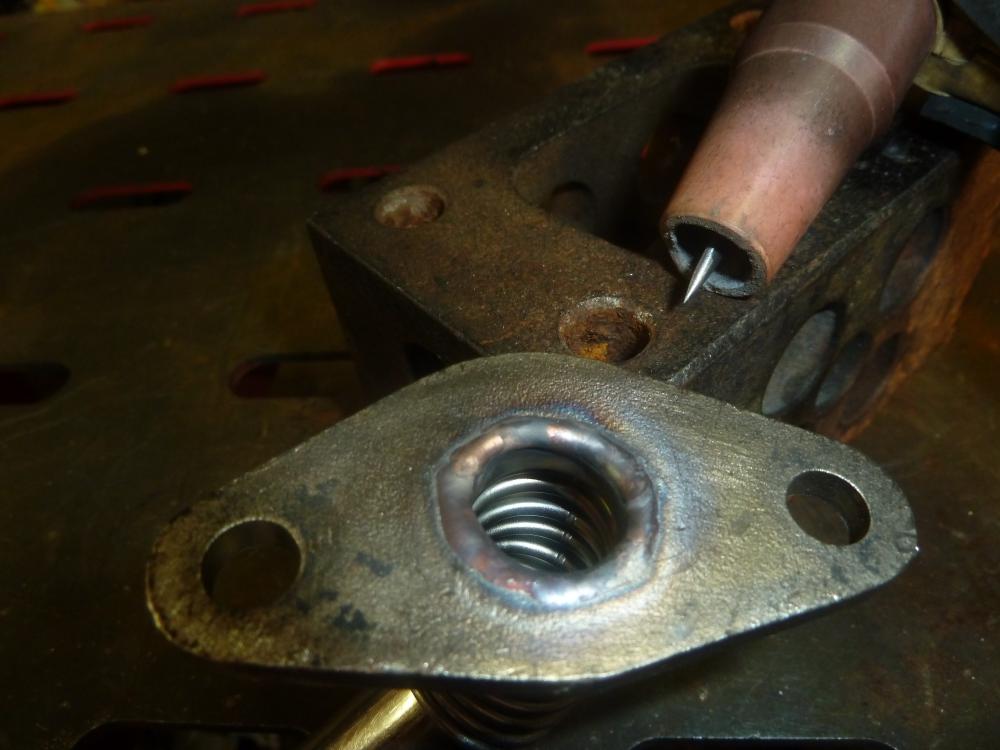
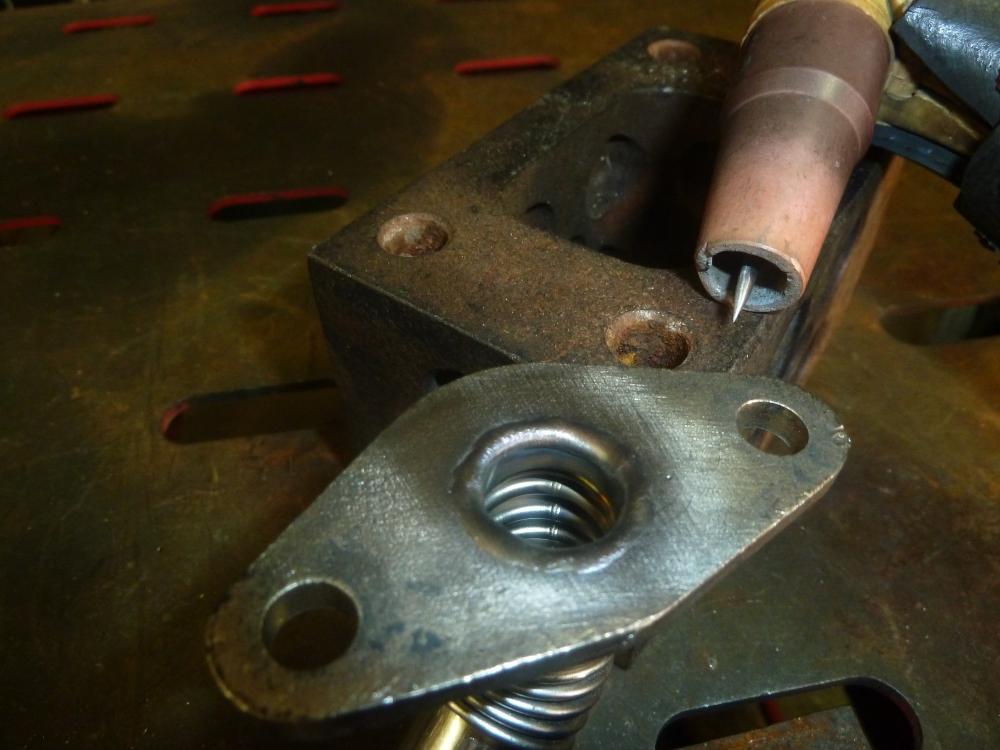
@Kondor416, электрод там представляет собой медный закрытый колпачек с небольшой точкой по центру (тугоплавкая вставка). Вот на сайте у них есть горелки, может выглядеть по другому, но начинка должна быть идентичная - http://www.spektrplus.ru/unit05.htm А вот и расходники - http://www.spektrplus.ru/unit08.htm Горят - сопла и электроды в основном, защитный кожух - гораздо реже, но тоже нужен про запас.2 балла
-
@Kondor416, знаю этот аппарат. По мне так он годен только для резки чермета, сильно мощный, но ощущаешь с ним себя настоящим Джедаем со световым мечем ))) У нас в городе расходники на них продаются до сих пор. Расходник там - сопло и электрод, на горелке что стоит? Вам сюда, там вся инфа есть: http://www.spektrplus.ru/2 балла
-
@G_Kar, это Лорх. их уже давно на американском рынке в жёлтом цвете продают http://www.ipfonline.com/uploads/product_49277_500.jpg2 балла
-
Не, уже не так. Технологии упёрлись в некий потолок. Вопрос в ином - а умеем ли мы использовать то, что есть уже по полной программе? Цветик, для разбавления разговоров! -
2 балла
-
Нет, не обознался. Реально время экономит на жестянке.2 балла
-
вы меня не слышите! Или не хотите услышать. Еще раз говорю, подробнее, если дуга прошивает на деталь, т.е. вы видите разряд работы осциллятора, при подключенной массе от аппарата и качественном контакте детали и массы, то ОСЦИЛЛЯТОР полностью рабочий и к нему ни у вас ни у кого либо претензий не должно быть. А вот если аппарат не чувствует этой связи (образованной электрической связи) между деталью и обратным кабелем, то это беда аппарата, т.к. может либо мозги не ощущают связи либо ток поджога малый и его не достаточно для поджога дуги. Именно поэтому стартовый ток чуть или сильнее больше сварочного тока. Именно поэтому его отдельно надо регулировать либо выбирая диаметр электрода вы регулируете значение находящееся в программе контроллера. И еще не мало важный момент: РАССТОЯНИЕ между кончиком электрода и деталью. Если расстояние минимальное, то в таком случае проблема аппарата, если расстояние большое, то это ваша проблема и вам надо научиться держать как можно меньшее расстояние. В более дорогих аппаратах, я на сколько понимаю, что если стартового тока не хватает то он автоматически прибавляется пока дуга не загорится. Поэтому поджог дуги происходит и на высоте более 1 см. Но не у всех.2 балла
-
А куда можно ткнуть рожей главного инженера, чтобы не быть голословным? Все именно так! Но немного их подсушив я все-таки могу иногда поймать дугу. Верхние швы мне нравятся! Да и на вертикальных никаких кратеров не образуется. Мне нра, вот только аппарат, похоже, не для них, как вы сказали, ну и умения пока мало Во-во! Как раз так и получается только вертикалка. Тыкаю в ванну. Но ток ставлю ампер 80-90, иначе большие подтеки. К Фото
2 балла
-
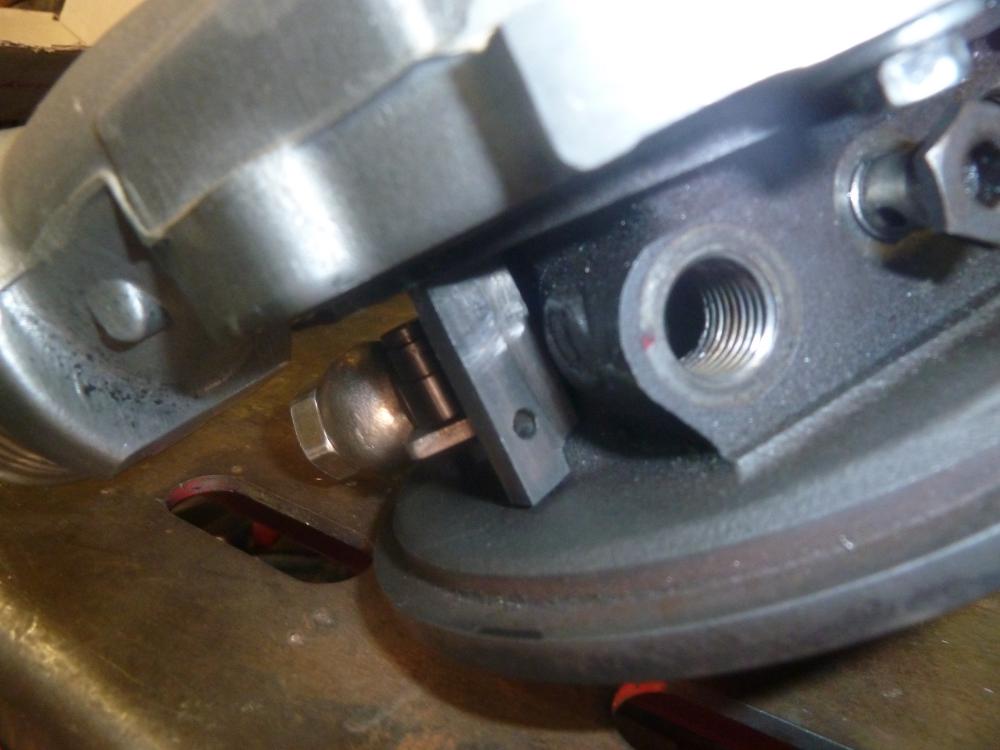
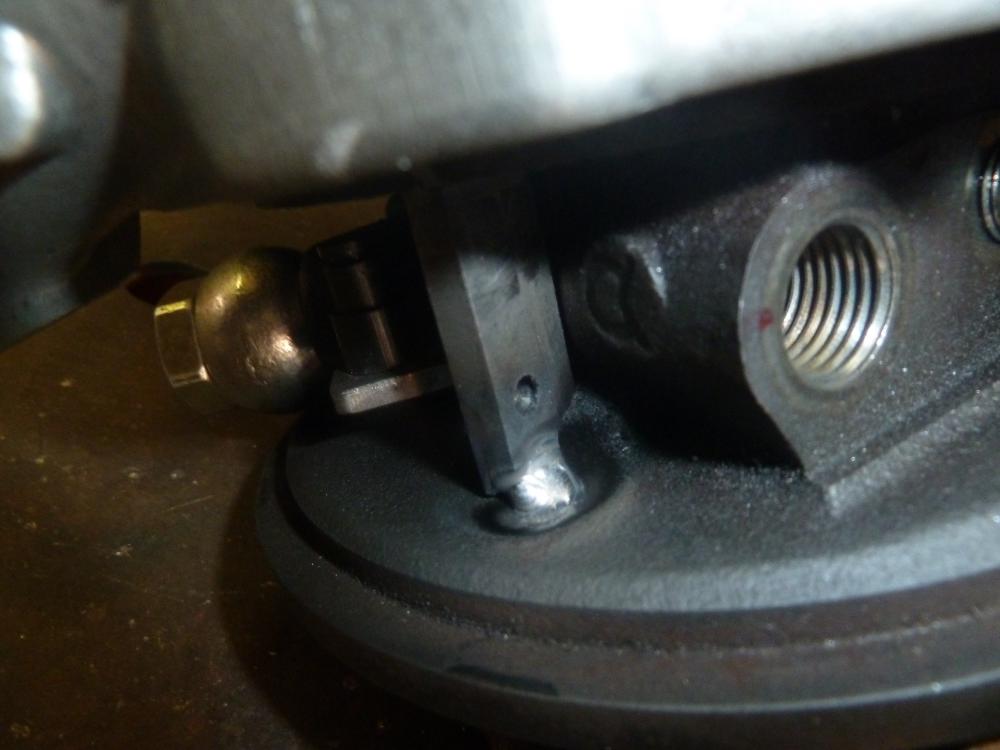
Примерка удалась . И по ходу трубка сливная масло с турбинки , толщину не мерил и не зачем , CuSi 3 и труба готова . Ну и на турбинке упор приварили . Но и это не конец "фильма" и будет продолжение , а вот какое пока и я не знаю да мне и не к чему и что захотят то и сделаем и стоит отметить что ТИГ сварка пока самая высокоточная . Турбинка
2 балла
-
Ага. Спасибо. Доберусь на днях поконкретнее раскручу.1 балл
-
Теперь видимо имеет, потому как все аппараты Есаб - мада ин чайна.1 балл
-
@Anton VL, т.е. это голимый китай, на который лепят шилдики? Или Лорх имеет отношение к Есабу? Тогда дождусь этот аппарат под брэндом Кедр или Сварог - цена должна быть более адекватной1 балл
-
@G_Kar,новый может и в полном фарше,а тут 300А и больше 300 т.р.за что?1 балл
-
Вот это и есть ядро). Главное репутация, остальное нарастёт)1 балл
-
Вы вначале на выходе 6-ти фазные горбушки посмотрите. Нагрузите балластом и гляньте осциллом.1 балл
-
@AMBIVERT42,такого "разносола" можно только у Вас в постах посмотреть). Мне кажется это круто!)1 балл
-
на 1/2 дюйма слабовата выходит немного, а те которые на 3/4 уважают, особо кто большие щиты клеит.
1 балл
-
Верно подмечено, но это справедливо для гаражных мастерских.А для заводского контингента... это к сожалению тоже справедливо, но там есть нюансы -- большинство ленивые, тупые, и их вечно торопят ещё более ленивые и ещё более тупые. Так что синергетика там рулит безраздельно.1 балл
-
@morgmail, Скворчит как 0,8 Слышу радость/восторг в голосе, с этим то хоть не обознался?1 балл
-
Угу, с себя начинать то? Или с малого чего?1 балл
-
@Георгий 11, всё верно, прогнила вся система. Но мы не боги и менять одновременно всё не можем, надо начинать с малого, а там уже будет видно.1 балл
-
Во вчера накалякал и извиняюсь. Был так скажем в состоянии " Штирлица", ну помните сцену он себе позволил "расслабиться" и картоху печеную...... , вот и я примерно такой же был а может и поболее расслабился.1 балл
-
Такого трюка я не видел https://www.instagram.com/p/BjYIlRRlu53/?utm_source=ig_share_sheet&igshid=jwxfcowmtzso1 балл
-
@Учусь, пересобирайте с 4-й минуты1 балл
-
Ну теоретически есть такие вещи как полимерные ремонтные муфты, но как правило все они основаны на эпоксидке, по адгезии лучше просто еще ни чего не придумали. Процесс полимеризации эпоксидки довольно долгий... Основная проблема - это разность линейного расширения металла и клея, поэтому испытание на давление - ерунда, можно и на суперклей, которые рекламщики используют (типа Космофена) заплатку приклеить металл-металл и она выдержит рабочее давление и температуру под 200 градусов, но при остывании - отслоится. Поэтому испытывать надо на циклические нагрузки. Даже газодинамическое напытение показывает адгезию сравнимую с эпоксидкой.1 балл
-
@morgmail, не спорю, на старых, б/у-шных 200М отключение БСН перемычкой, возможно, и проходит без последствий, покупателям же новых аппаратов на это рассчитывать не следует.1 балл
-
Ой как это точно !!! )) Мне порой принесут в работу деталь , я ее на стол положу , и иду чем то другим заниматься , а сам обдумываю с чего начну и как буду разделывать . После разделки тоже , хожу думаю откуда начать варить , где зацепиться сваркой . (разные варианты все плюсы и минусы) . А мне порой начальство говорит , что ты ни как не заваришь , ходишь все думаешь А когда деталь уже заварена и проверена , смотрят на нее и говорят и стоило так долго ее варить - думать . Я порой не знаю что отвечать (ибо пробовал обьяснять уже не раз ) ... У меня порой уже не хватает слов , одни эмоции ))1 балл
-
Для таких трубок осваивай пайку, если хочешь постоянно заниматься радиаторами, 500р делов с опрессовкой радиатора, по времени 3-4 минуты.1 балл
-
Сделал себе помощника. Подставку непонятно для чего. Может под тиски. Может под гриндер. Скорее всего как помощника при работе с длинномером. Когда чего сверлить или разделывать на монтажке. Высоту специально выбрал под стол сверлилки. Видео изготовления. https://www.youtube.com/watch?v=ShL2KShVbKw&t=408s1 балл
-
@konstantinXX, Компрессор 24 л. исключительно для опрессовки держу.Эту маленькую пескоструйку тянет.Если у тебя нет такой штуки - сделай.Даже не знаю,как раньше без него жил..не жизнь была,а прозябание сплошное.. ,правда,от этого аппарата песок по всюду ,но польза большая1 балл
-
Очень длинная "анимашка". Но это действительно круто...
1 балл
-
У газовиков СП 42-102-2004 п.7.54, у котельщиков не знаю. Вообще, нужно вопрос конкретнее ставить. " Стакан"-звучит приятно, но с муфтой будет понятнее. При отсутствии стандартных переходов допускается производить на надземных и внутренних газопроводах низкого давления нахлесточные соединения «труба в трубу» размеров d 50´40, 40´32, 32´25, 25´20 мм. Сварка нахлесточных соединений производится в соответствии с ГОСТ 16037 и выполнением следующих требований: - просвет между трубами, соединяемыми внахлест, не более 1 - 2 мм и равновелик по периметру; - величина нахлеста по длине соединяемых труб не менее 3 см; - на конце трубы меньшего диаметра выполняется фаска вовнутрь под углом не менее 45° на всю толщину стенки трубы; - соединения свариваемых торцов после специальной подготовки (утонении) кромок изнутри или снаружи более толстостенного элемента с толщиной стенки S3 до толщины S2 свариваемого торца (рисунок 10), которая не превышает 1,5 толщины менее толстостенного элемента S1.1 балл
-
Поработает ещё.
1 балл
-
Всем привет. Решил показать свои труды и поучаствовать в конкурсе. Работа: детские качели с крышей. Время работы: 2 дня, не спеша. Материал: профильная труба 20/40, 30/20, 20/20, 15/15 (толщина стенки 1.8 мм);доска сосна 25/150;цепь 4-рка;поликарбонат 4 мм соты.доску крепил саморезами по дереву (черные), 45 мм длина;ручки на сиденье крепил саморезами по металлу, 25 мм длина. Проф трубу 30/20 нарезал от угла с отступом 7 см, состыковал, сварил, зачистил лепестковым диском (зерно 60), выставил перекладину - проф трубу 20/40, и приварил к получившимся А-образным стойкам из проф трубы 20/30. Крыша сварена из проф трубы 20/20 и 30/20, загнута плошмя проф труба 30/20 (длина 1м), в центре высота загиба 5 см Доску на сиденье зарезал лобзиком. Под ручки просто распустил отрезок доски 30 см на пополам. Получилось две ручки 20 см длина, 7.5 см - ширина. Намечаю под прорези по проф трубе 20/20, пропиливаю канавки болгаркой, потом стамеской выстукиваю Полирую обычной болгаркой, тарелка под липучки 125. Зерно беру сначала крупное 60-80, довожу. Потом старой забитой липучкой (наждачкой 180 зерно) получается очень гладко, как стекло. Конечно пыльно, но оно того стоит. Углы все свожу на гладкое полукруглое. Приварил ручки. Высота 17 см, вылет (глубина) 20 см. Проф труба по горизонтали 20/20, по вертикали 15/15. Сборка Готовый собранный вид ну и собственно я. Конкурсная работа № 7, Художественная номинация Конкурса сварщиков «Делаем своими руками» Генеральный спонсор конкурса Компания «ArMiG» — все для сварки и резки. Победитель в номинации «Лучший поставщик» концерна ESAB в России 2014 года. http://websvarka.ru/images/forum/logo_armig_250_wh.png
1 балл
-
@DMZ, В присадке для нержавеющей стали много хрома. При воздействии высоких температур (т. е. при сварке) образуются карбиды хрома, то есть соединения хрома с углеродом. Соответственно в зоне сплавления металла шва с основным металлом, основной металл получается обеднён углеродом (он выпал в виде карбидов). Углерод в стали связывает железо и не даёт ему окисляться, то есть ржаветь. Вот и получается, что если сварить простую сталь нержавеющей проволокой, то сталь в этом месте заржавеет даже быстрее, чем при применении обычной проволоки. В тех соединениях, где соединение стали с нержавейкой необходимо, чтобы снизить этот эффект нужно применять специальные переходные проволоки, промежуточные по составу между нержавейкой и обычной сталью (иногда даже несколько переходных слоёв проволоками разного состава наплавляют).1 балл