Лидеры




Популярный контент
Показан контент с высокой репутацией 10.05.2018 во всех областях
-
Жора привет! Отличить трубы ВД и НД элементарно. 1. По диаметру(ВД)- тонкие 6.35-10 мм НД толстые 13 -16 мм и более но более это автобусы и некоторые фуры. 2. По схеме подключения ВД идет от компрессора сразу на радиатор конденсора (он стоит перед основным радиатором охлаждения авто.) Далее на фильтр отсорбер (на некоторых авто он стоит отдельно) и далее на ТРВ испарителя в салоне авто. НД идет от испарителя и ТРВ (расположен в салоне авто) и на компрессор на вход. 3. По расположению заправочных фидингов ВД-большего диаметра НД Меньшего. НО! Смотри на Французах (у них все через ж......) контрольный фидинг один (Рено Меган например) и он большой и это НД! ВД фидинга на Рено МЕганах например нет вообще! Он там один на все про все! И еще на счет прессовки рабочее давление 134 газа на ВД может достигать и 35 кгс\см2 на НД до 4.5-5 кгс\см2. На 12 или 22 газе больше там по НД до 6 а по ВД до 50. На 410 еще больше там может быть на ВД и 70 на НД 8-106 баллов
-
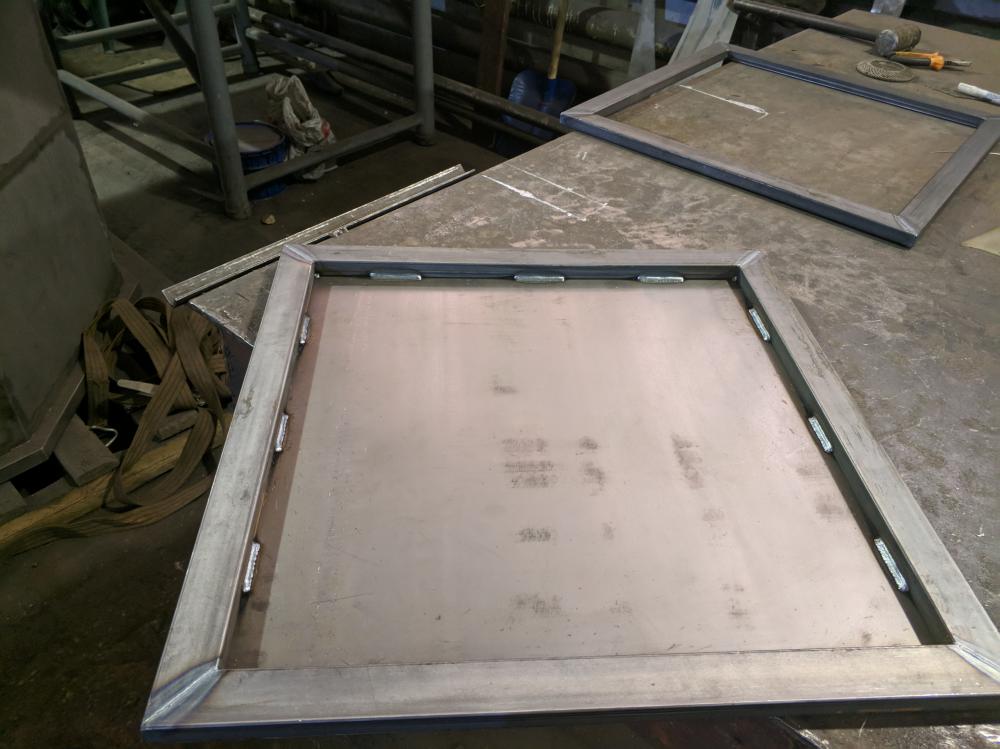
Вот она ) Добились качества. Теперь все такие пойдут заказчикам. Думаю мы не останемся без работы
 5 баллов
5 баллов -
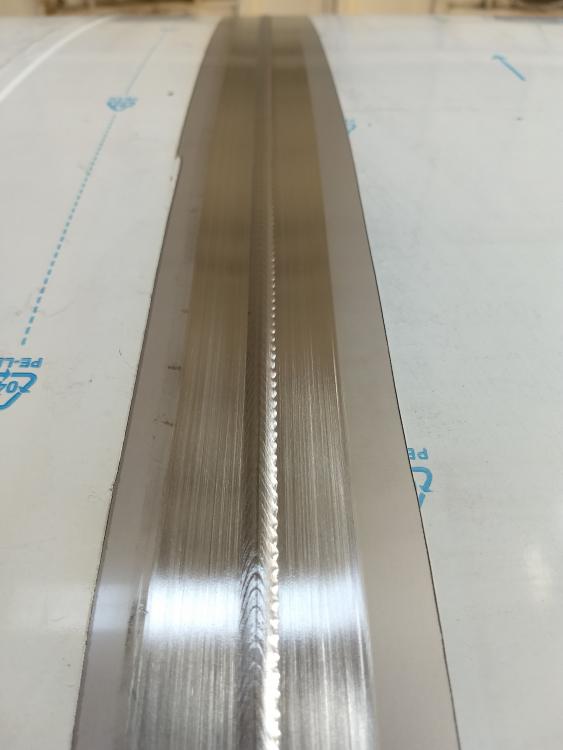
Всех приветствую. Достигая совершенства в работе, стремились мы тут с коллегой медь сварить tig ОМ красиво, проблематичности есть конечно с ней, да еще какие. Много разных правил следует соблюдать. В настоящий момент еще не все сделали. Нашли способ варить ее без подогрева. Варится 4 мм за один проход, лучше без фаски. Об этом пока не стану рассказывать, еще есть не доработки. Правила для нее серьезные, более, чем на нерже или даже на алюминии. Доработаем, если все удастся с заказом и будет шипко необходимо, выложу обзор о проделанной работе. А пока как обычно, нерж.ка. Вот уже год скоро на предприятии, смотрите успехи. Благо видеть, когда мечты становятся явью, когда коллеги делают то, что им передано. Для завода конечно же и репутации его огромный плюс.
4 балла
-
Ну, красота же! Про "кривой" клэмп, зря я переживал, достаточно ослабить и ровно затянуть, без всяких шайб, всё супер.
3 балла
-
Я эти клещики обзываю "очумелые ручки" Позиционировать можно как душа пожелает и как ситуация требует.
3 балла
-
Жора. в твоем случае только по диаметру(я так понимаю тебе уже привозят снятое?) Но или по фидингам. Только на Французах фидинг ВД стоит на низком. Но узнать у клиента как зовут чермет с которого сие снято я думаю не проблема.2 балла
-
До 69кг/см. на разрыв. Сварка труб в сейсмически опасных местностях, отлично подойдут для сварки рам,стрел и т.д.2 балла
-
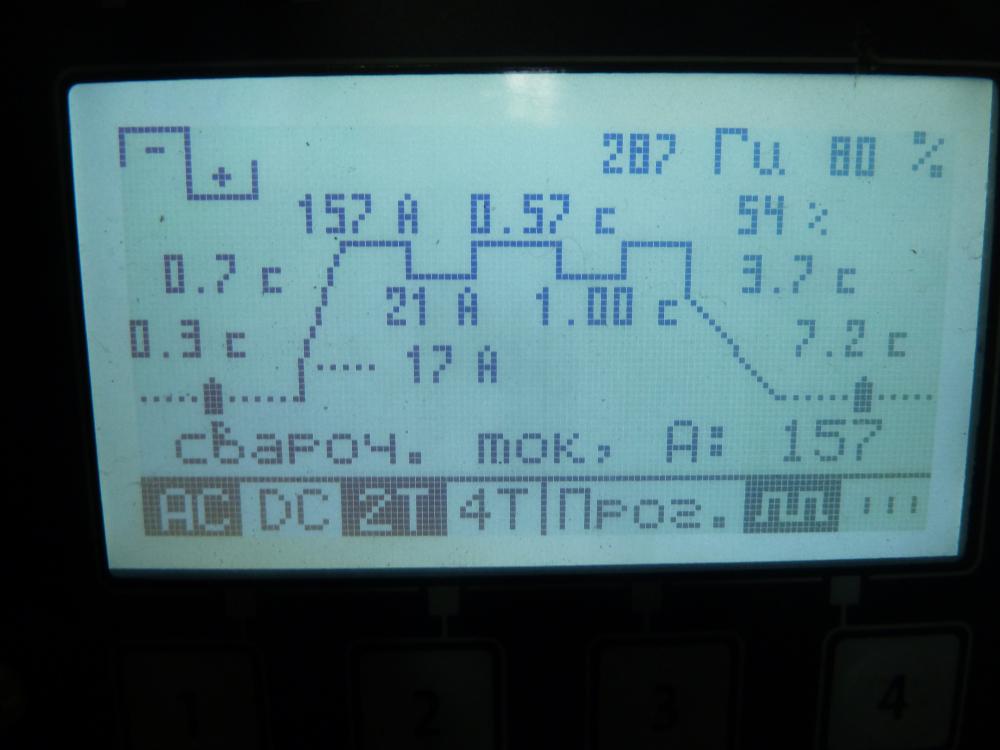
@LesPaul, эт описание подходит практически для любого аппарата с цифровым управлением. mix режим и спот не у всех есть, но их и мало кто использует по факту. ну и педаль с редуктором в комплекте на российском рынке никто не кладёт определитесь что конкретно от аппарата хотите - Вам тут подскажут. ну или выбирайте из 3х, которых я в 498м посту обозначил.2 балла
-
Я ещё раз убеждаюсь что самодельный шланг пакет лучше заводского. Даже новый их пакет дубовый, это понимаешь уже после получаса работы...
2 балла
-
С Днем ПОБЕДЫ!!!
2 балла
-
Катализатор от шевроле круз, переход на евро 2. Возврат в аутентичное состояние... А внутри пусто, обычно ставят пламягаситель, но... хозяин-барин...
2 балла
-
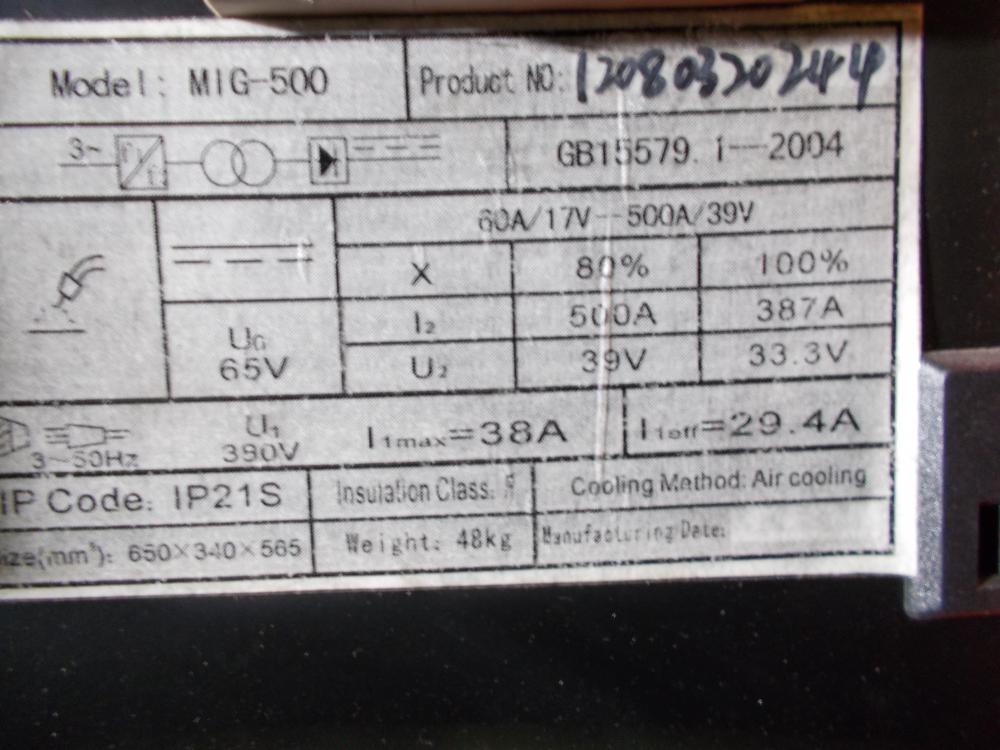
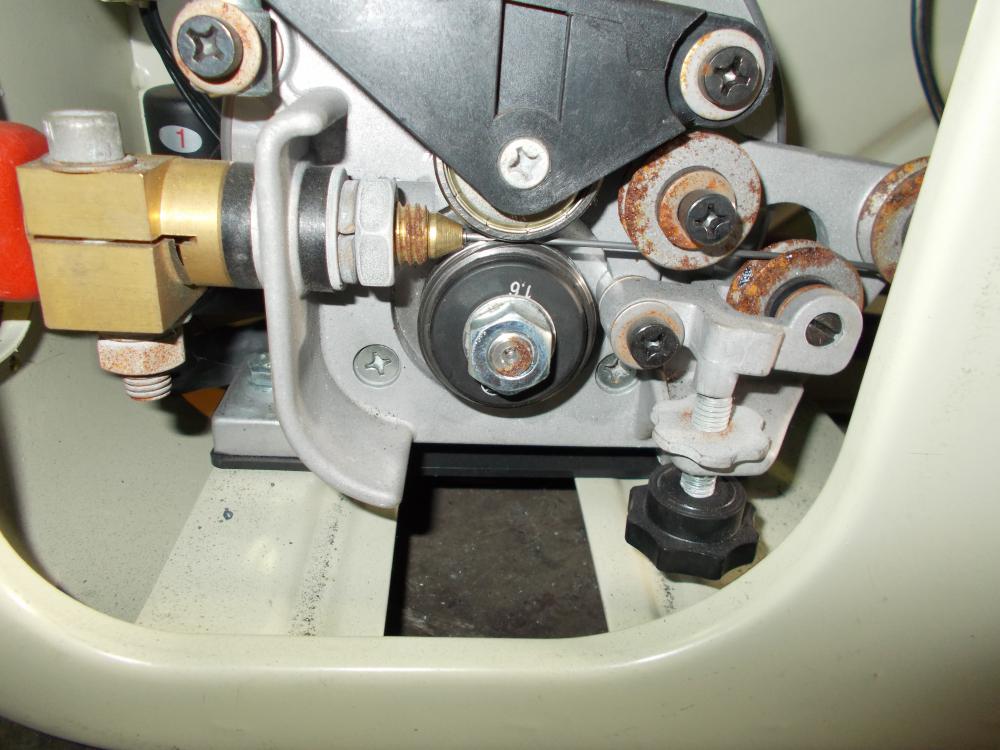
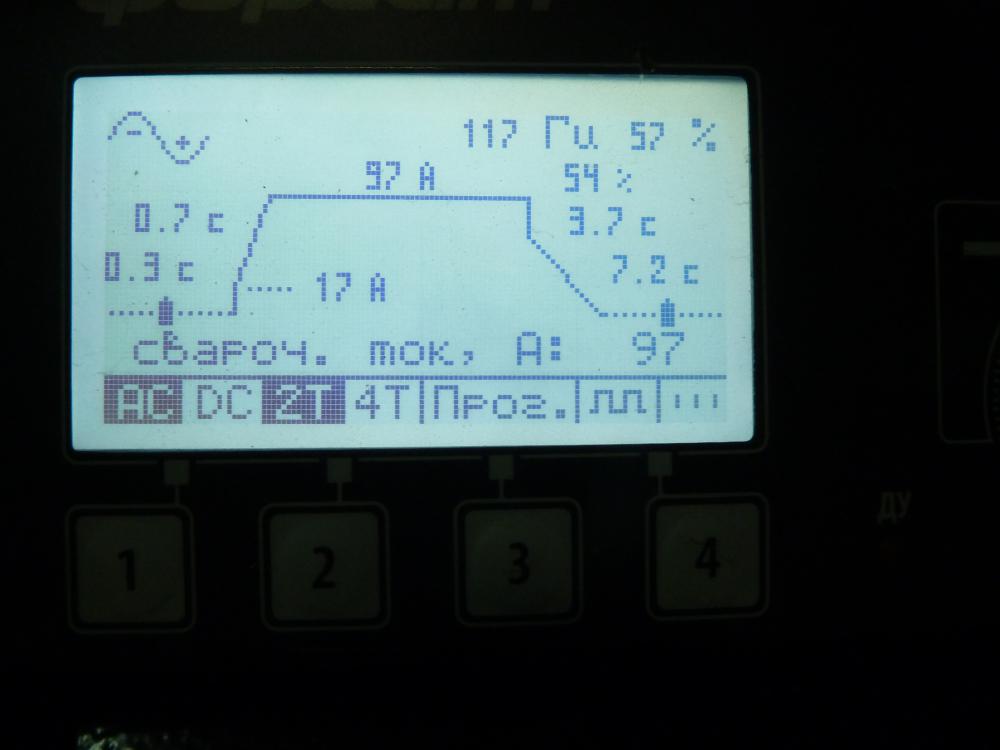
Занесла меня нелёгкая в солнечную Хакасию. А конкретно-в Абакан. Территория шараш-конторы, где мне предстояло работать. А вот и то, ради чего приехал (семикубовый ковш). Без воздушно-дугового строгача к таким изделиям лучше и не подходить. Строгач привёз свой. Компрессор-местный. Тот ещё агрегат, работающий абы как. И на источники тока-понадеялся на местные. А зря... В наличии имелись только такие "динозавры". Добиться от них адекватной работы в режимах строжки и наплавки не удалось и пришлось напрягать заказчиков поисками нормального аппарата. Купили вот это. Табличка с характеристиками-многообещающая. Забегая вперёд скажу-аппарат приятно удивил. Дуга-очень мягкая, по звуку и ощущениям напоминающая таковую от сварочного генератора. Зажигается уверенно. При сварке-негромко шипит, при обрыве-"поёт тенором". Но, таки вернёмся к "нашим баранам". Удаляем старую межзубную защиту, точнее то, что от неё осталось. Прострагиваем трещины в адаптерной плите (толщина-100 мм) с одной стороны, потом-с другой. Зачищаем УШМ и бормашинкой, греем горелкой, контролируем пирометром. Варим П/А Меркле в смеси 82/18. На корень проволока Autrod-12.51, на заполнение-Aristorod-55. Обе-диаметром 1,2 мм. Кантуем ковш и провариваем тыльную сторону плиты. Внутренние швы-подстрогал и зашлифовал. Далее-приварка новой межзубки и защитной накладки из хардокса. Ковш готов и вывезен на улицу. Его место занял отвал бульдозера. Отвал начали было чинить при помощи кислородного резака. Лопнувшие швы выстрагивал. Привариваем накладки по-новой. Тут случился казус. На складе кончилась проволока 1,2 мм. Осталась только 1,6 мм. Меркле я под такой диаметр не скомплектовал. Поэтому местные организовали вот такой аппаратец и податчик к нему . Настройки-в "попугаях", однороликовая протяжка-та ещё штука. В процессе настройки аппарат сказал своё громкое и веское "бах". Да такое, что автомат на ТП выбило. Такой же П/А оказалось купить проще, чем найти проволоку 1,2 мм. Ох, чудны дела твои, господи... В общем, с горем пополам, с матюгами шёпотом в адрес икающего податчика, натянул облицовку. Затем-это, напоминающее шов, покрыл сормайтом. (наплавка Т-590-ми) Так и пролетели полторы недели. В принципе, условия были приличные. Жили я и инженер-механик в гостинице для сервисменов БелАЗа и Либхера. Двухместные номера, кухня и все удобства. Почти как дома.
2 балла
-
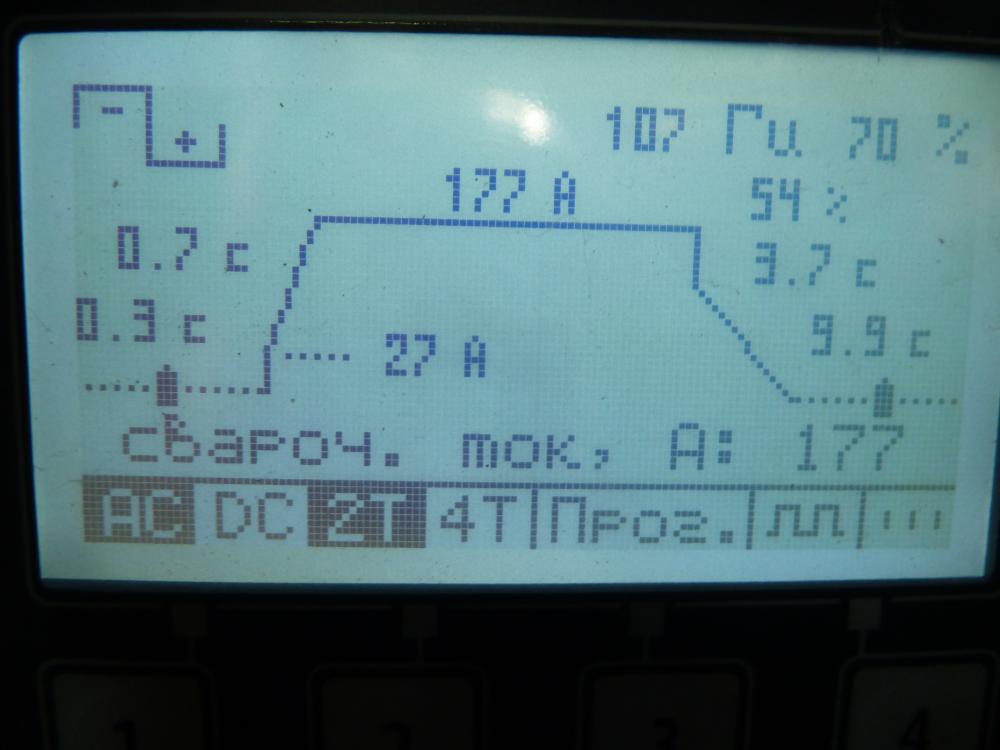
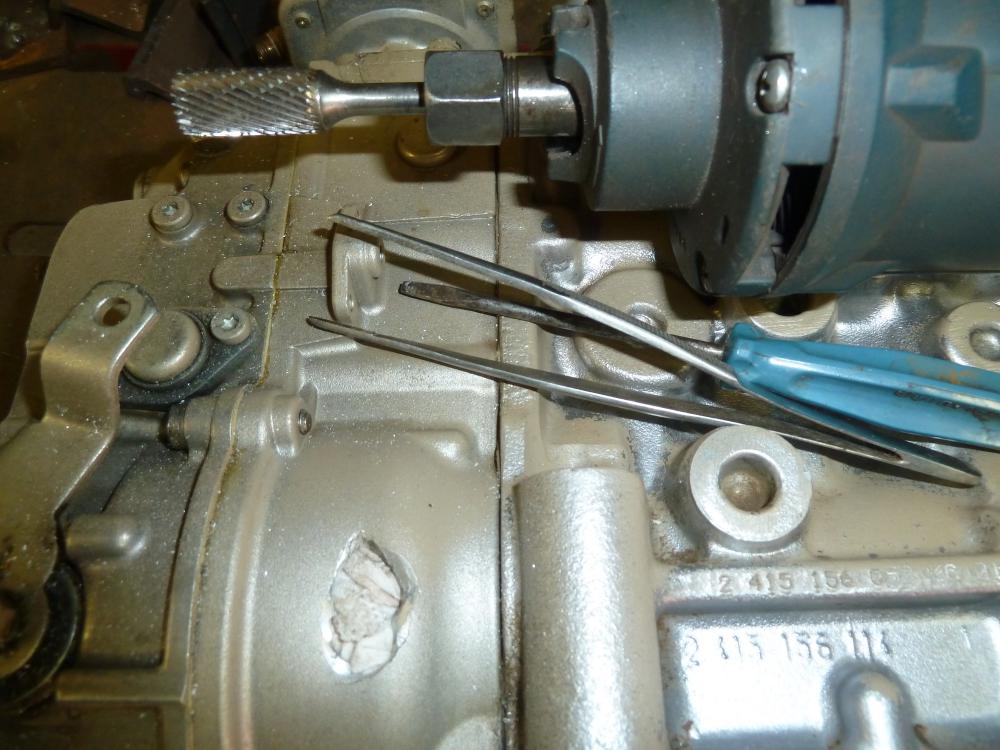
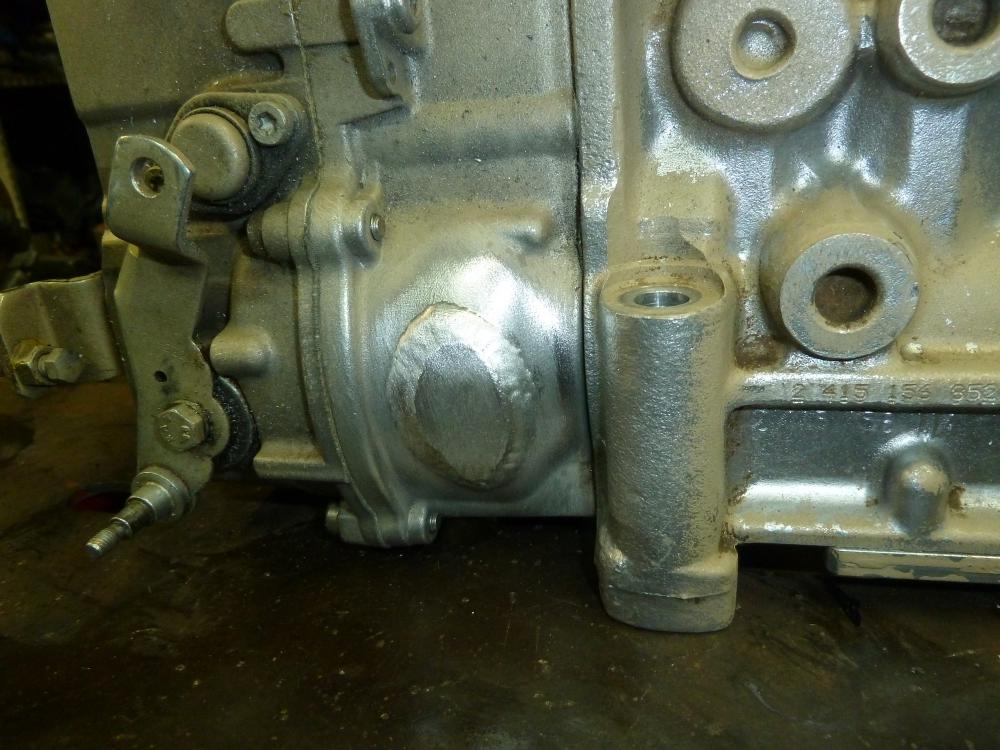
Побаловались сегодня сваркой не спеша и с расстановкой , спешить не куды и на американце будут менять поршневую группу коей еще нет . Замучался таскать эту громилу взад-перед то выборка - разделка то на подогрев то на сварку (частями) и вот бы могли половину веса убрать сделав вал полым а еще претендуют на "исключительность" . Но праду надо отдать им должное сплав Ал хорош , но может это и не их а наш экспорт , впрочем хватит рассуждений и смотрим . Завтра доделаю и придется в углу-внутри применить ПА и думаю Хелвика подключить к этому . Да по ходу привезли коробочку от туда же "Грузовой центр" и как всегда грязную и в масле внутри и пришлось мыть мне. ПОДОГРЕВ подогрев до 100гр. проба на "треск" и все в норме хотел с проковкой но и так все хорошо и шов плотный остывание и немного прикрыл ну и новая часть разделки коробочка приблудная и мешают не дают работать варим вторую часть разделки Третья разделка третья сварка ну и четвертая разделка-крайняя и будет ждать своего часа то есть Хелвика 220 с импульсом Ну и параметры сварки , присадка 3,2мм 4043 , вольфрам WZ8 4мм , аргон 10 л/м масштаб
2 балла
-
Вчера бак 2года от роду с "потертостями" , ленту при ремонте ослабили а он потек . Гниение под лентами идет и я бы на месте "дальнобойщика" сразу обработал бы эти места и вот только чем и на ум приходит только одно есть лента изолирующая трубы пристает намертво толстая 3мм и прочная , достать можно если захотеть. Ну и сегодня подарок из
2 балла
-
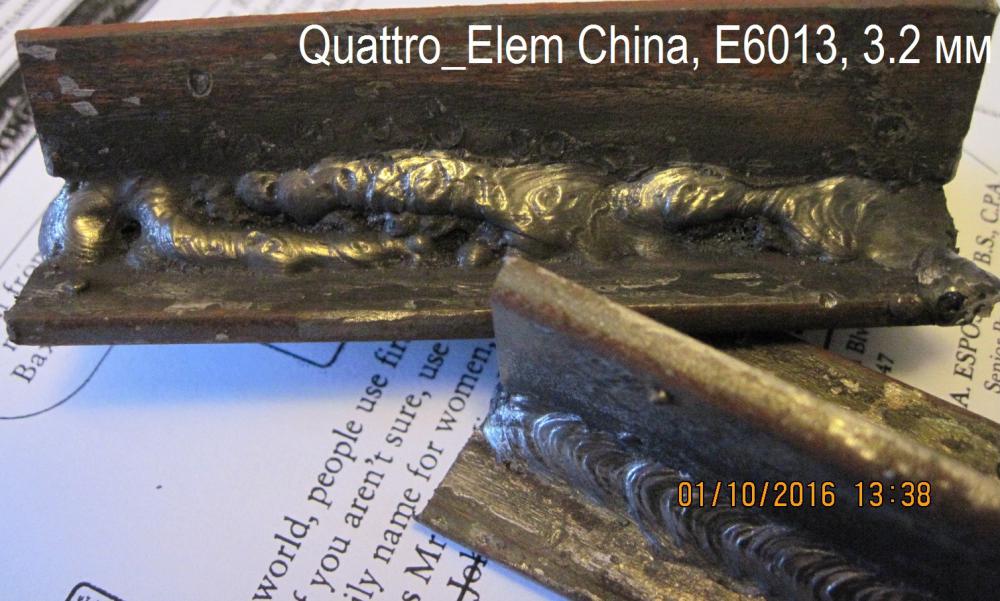
Это китайцы пошутили, сделали коробку и напихали уони 13/55. А Геннадий в обзоре говорит, что в отрыв можно, а сам в отрыв на красном горячем металле поджигает)))1 балл
-
Сурьезная вещь!1 балл
-
что за зверь?Ген, не болей!1 балл
-
Спаял эти штуцера, и выяснил интересную деталь. На новых редукторах от КРАСС штуцера совсем не паяются, там какой-то очень легкий аллюминиевый сплав. Кому надо спаять ищите старые советские редуктора. А металл там явно не сталь, скорей латунь, но очень белая.1 балл
-
@sp1189, Все верно, если бы вы внимательно посмотрели фото светофильтра, которые я выкладывал, то увидели бы, что там написано Auelectro. На мою претензию, что место Athermal они (hahn-kolb) выслали мне Auelectro, ответили, что мол я сам виноват, что не посмотрел немецкую версию сайта, где указано, что это Auelectro! Я значит живу в России, у них есть русская версия сайта, я регистрировался и заказывал через русскую версию сайта, где написано - Athermal! а они мне говорят что это все равно мой косяк, как по мне, ввели в заблуждение покупателя и забили. В общем, если надумаете заказывать у них, проверяйте и на других языках а то мало ли.... Да, они предложили мне вернуть им светофильтр за мой счет, только спрашивается на какой хрен? доставка была 750 рублей! сам светофильтр 500 рублей! чтобы я остался без светофильтра и потратился на доставку, чтобы что? получить обратно 500 рублей, хитро, ничего не скажешь... за polexp.com спасибо, надумаю вновь связаться с волшебными светофильтрами, обращусь.1 балл
-
@gyrza,3-4 кг.-это очень мало,я низкого давления на 6 кг.прессую,высокого 25 кг.,потому и несут назад,что давление маленькое.Ну ты же трубник ручник,сам же знаешь,что обычную опрессовку метал.труб когда делаешь,то на 15 кг.может не течь,а на 20 кг.показать утечку,хотя разница вроде и не велика.Алюминий может поры легко давать,бывает и по 3-4 раза подвариваешь,пока утечку устранишь,особенно если старые и изъеденные коррозией. @ВлаДон,так в том то и дело,что малый и большой диам.-это какой?Я знаю,что тонкая-это высокого давления,но тонкая до какого диаметра?1 балл
-
Я считаю так - низкое давление трубки большого диаметра. Малого диаметра - большого давления. Но могу и ошибаться.На днях планировал заскочить на СТО, где занимаются заправкой. Там уточню1 балл
-
Такие трубки ТИГом можно, и МИГ и ММА.А трешины возникают на таких магистралях от малого количества точек фиксации трубопроводов.Или их неправильного расположения.Раз разобрали кронштейны и прижимы, растеряли все или прикручивать лень.А что и так пойдет, подумали слесари.Вот трещины и появляются.Правильно уложенные гидролинии служат очень долго.А если труба болтается и вздрагивает от перепадов давления, вы ее хоть серебром,хоть латунью паяйте- не поможет.1 балл
-
-не переживайте, отходов -0! Всё в дело...1 балл
-
Прикрепил на" бусика", пусть помнят люди.
1 балл
-
@Nituhav,заборы и решетки делают многие,но суть не в этом.У людей тупо нет денег,вы производите готовые изделия,но их не все могут себе позволить.Если частный сектор допустим взять,кому то нужен забор или навес,кто то может и рад бы заказать у вас,но посчитав стоимость придут в уныние,я не говорю про стоимость вашей работы,сам материал стоит дорого.Вот смотрите тенденцию:я никогда не занимался подсчетом и сравнением прибыли по месяцам,тем более не сравнивал с прошлыми годами,но посоветовали считать.В стране падают доходы который год подряд и казалось бы должен быть спад и в ремонтных работах,но у меня почему то наоборот,растет клиентская база,прибыль и средний чек,объемы и доходы у меня конечно мизерные,но суть в тенденции,несут уже то,что раньше на помойку выкидывали.1 балл
-
1 балл
-
У меня такой монстр е ,50 мм ему хоть бы хны. как то две картинки вылезло
1 балл
-
А если заранее то думаю не чего страшного не произойдет , или форсункам это не понравится? Ресивер да пшик будет и тогда после него надо редуктор . Вот АРГОН+ГЕЛИЙ так мешают через тройник простой , но я ставил еще обратный клапан на аргоновый шланг иначе гелий текуч и стремится в аргоновый баллон.1 балл
-
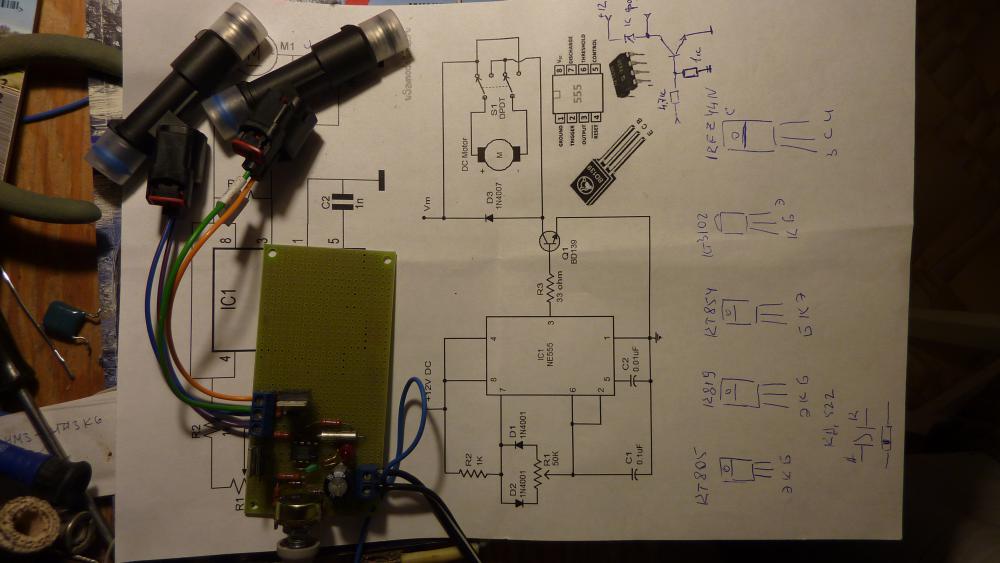
Собрал ШИМ-регулятор на две форсунки, открываются в противофазе, регулировка от 70/30 до 98/2%%. Надо будет потом откалибровать, когда в корпус засуну. Вопрос,когда включать смеситель: заранее и не выключать или подцепить к клапану на аппарате. Если делать ресивер/стабилизатор, то пшиков не избежать при включении заранее, а от клапана если включать. то задержка включения ШИМ-а появится, надо предгаз дольше ставить и ждать, пока газ пойдет.
1 балл
-
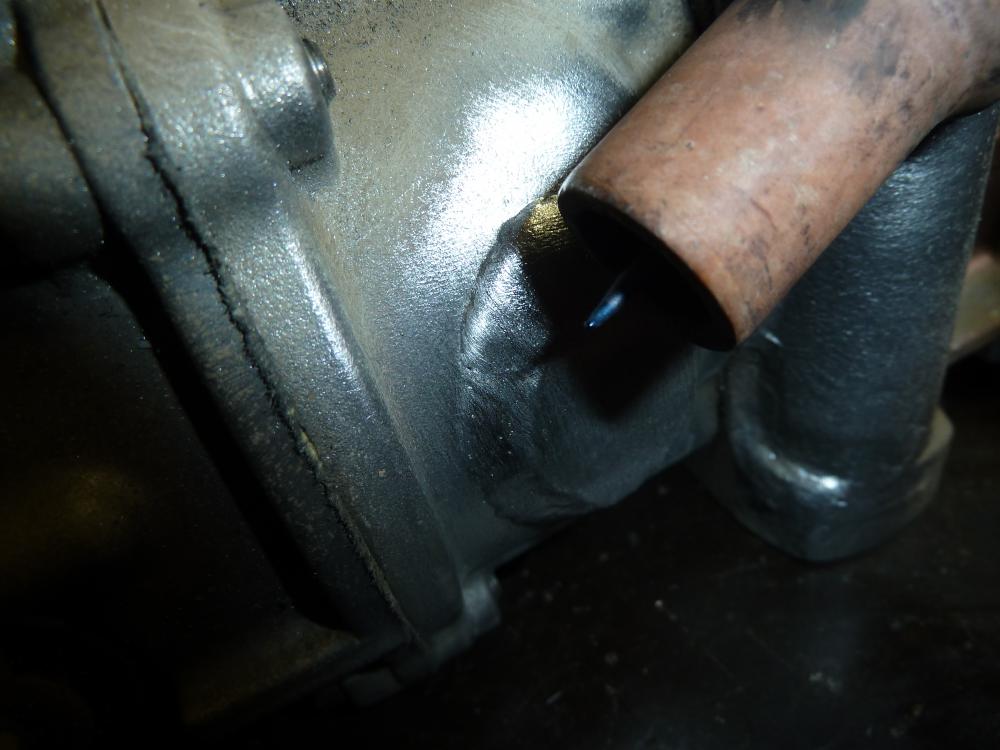
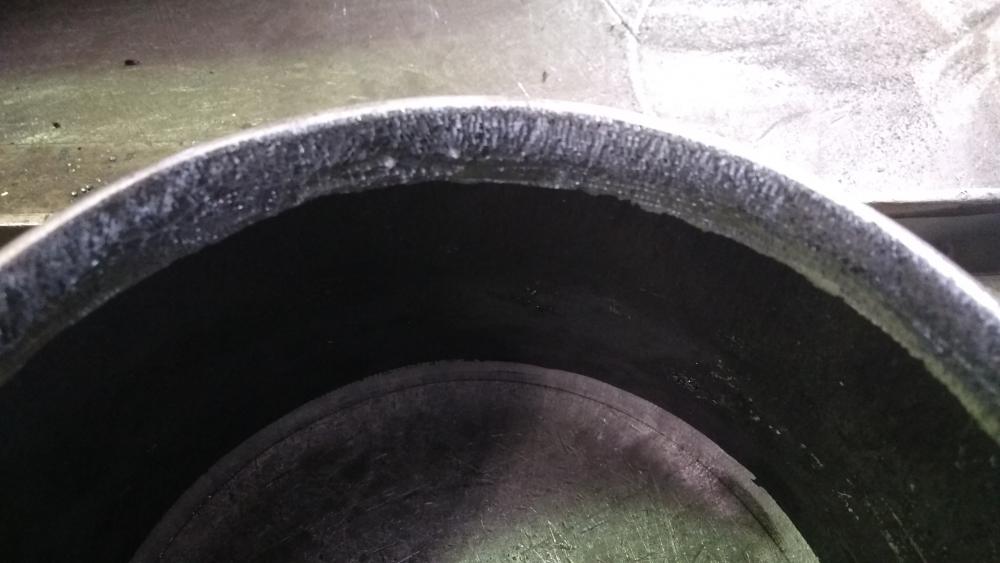
Сегодня приехал клиент. Предистория такова Мерседес-Вивана болезнь детская трубка контура высокого давления на салон гниет в района левого лонжерона. Первый его визит был неделю назад. Я обозначил фронт работы и цену. Ну клиент оказался прижимистый за все про все вместе с заправкой (а там газа 134 только 1150гр обозначил цену 5000р(при этом нужно заменить еще и один резиновый рукав ВД) Ну и вот сегодня вижу тупость народного творчества шаловливых рук клиента водопроводная тематика в контуре ВД кондиционера! Ну и как водится фреона хватило на три дня. Пришлось переделовать как положено но вот только цена теперь по полной была без скидок с заправкой и подсчетом даже снятых клипс...... Скупой платит дважды тупой трижды а дурак постоянно Что бы не проваливать шов (на первых порах пока не поймете металл) можно внутрь трубы делать вставку из медной трубки.Подходящей по диаметру. Она же будет работак и как радиатор при сварки и шов с гарантией не провалите так как у алюминия температура плавления 700 а у меди 1100
1 балл
-
Сбылась моя мечта! Прощайте тонны абразива и кривые пилы
1 балл
-
В общем, пребывал Пётр у нас в гостях с 29-го апреля по 2 мая. Основные фото у него, а я покажу, что есть у нас У нас есть как минимум 2 кило конфет и вкусный чай )) Мы с Петей у моей работы (внутри тоже фото есть, но у него) Мы с Петей на лавочке )) Прощание на вокзале при отъезде Петя и Шурпет
1 балл
-
Пару моих будней. Две подставки (Труба профильная 1,5мм - тиг 80А, приваривалась к пластине 4мм, ПА 18В/9м, проволока 0,8, лень было переставлять на более толстую): Пороги для машины:
1 балл
-
15.05.2017 Как выбрать сварочный аппарат?Автор: Наталья Вы желаете заняться сварочными работами? Не знаете, как выбрать сварочный аппарат? Стоит отметить, что многие профессиональные сварщики даже не задаются такими вопросами. Если же человек решил попробовать для себя в бытовых целях использовать сварку, тогда обязательно нужно покупать сварочный аппарат. А мы вам поможем разобраться, как правильно выбирать данный аппарат. Необходимо в начале изучить, какие же бывают в современном мире сварочные аппараты. В современном мире существуют сварочные аппараты ручного типа и с использованием электродов разного размера. Электроды бывают плавящиеся и неплавкие. Также существуют аппараты с использованием флюса или инвекторы. Стоит отметить, что если вы желаете купить сварочный аппарат дешево, то вам нужно обратиться в специализированную компанию и уже в соответствии с поставленными критериями подбирать. Инвекторы – это приборы для точечно – контактовой спайки. Также выбор сварочного аппарата зависит от того, с какими металлами вы собираетесь работать, цветными или черными. Вот именно от этого фактора зависит выбор электродов. Обратите внимание еще на то, что есть аппараты, которые оснащены выпрямителем постоянного тока или которые работают в среде активного газа. На сегодняшний день это разные сварочные аппараты, которые активно используются в ремонте автомобилей, а также в быту. Они достаточно точные, надежные и имеют очень высокую точность в работе. Также они имеют ощутимый недостаток. Это достаточно завышенная на сегодняшний день стоимость. Поэтому не каждый желающий сможет купить его себе. Сварка, которая производиться на постоянном выпрямляющем токе использует плавящие электроды. Данный вид сварки используется в отдельных специализированных областях. А вам необходим аппарат для бытовых нужд. Поэтому вам понадобиться примитивный универсальный аппарат для сварки. Также встречаются сварочные инвекторы, которые имеют множество положительных особенностей. Данный аппарат имеет достаточно компактные размеры, а также устойчивость дуги и отличный по качеству сварочный шов. Но его купить можно только по высокой цене, так как он достаточно качественный. Я не всё отметил, потому как вся статья просто ...... Огромный респект Наталье - профессионалу в выборе инвеКторов ! http://220va.ru/kak-vybrat-svarochnyy-apparat/1 балл
-
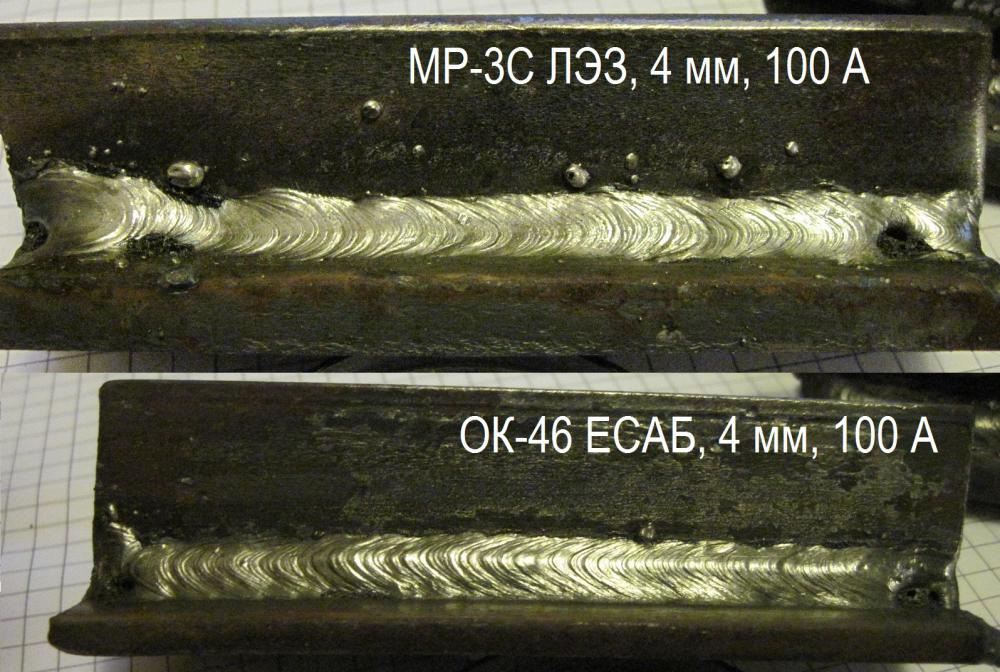
Если есть возможность, наклонить деталь и - снизу вверх. На тонком металле не всегда увеличишь ток, сколько захочешь. В трудных случаях проще взять ОК-46 ЕСАБ и не заниматься проверкой качества всяких наших диких МР-3/3С и прочих китайских ...: Пытался как-то сравнить. После этого убеждать меня, что МР-3С и ОК-46 "одинаково полезны" просто бессмысленно. Китай вообще в расчет не берется.
1 балл
-
На днях приехала 27я агнюха. Ощущения от круглой ручки только положительные. Теперь оставлю ее как основную, а 35 пусть лежит пока.
1 балл
-
Реализованное , но не востребованное . Это по поводу врезок . На снимках первый вариант , второй был именно через кран , но суть та же . В детали , почему так и этак ( расположение кранов/тройников/и прочего)-вдаваться не буду.
1 балл
-
Профильная труба, ст3, invermig500 под конец рабочего дня руки трясутся)))
1 балл
-
У меня тут заборно-ворото-каличтоные мучения были) Рабочую смену выводил ноль крепёжи для секций забора и рамы калитки с воротами: И так абсолютно все секции... Далее калитка и ворота, песня: С другой стороны, из блока, торчит полка 100-го швеллера, причём приваренного ВЕРТИКАЛЬНО! и естественно нифига не соосно причём не водно из плоскостей.Что было сделано: отрезана часть полки и приварена к отростку, дабы получить хоть-то к чему привариться. Был взять 60-ый швеллер, вырезаны в нём окошки, выставлено всё в ноль и заварено и так 3 столба... Ну собственно что в итоге получилось, ровнёхонько вроде : По ценообразованию просветите, можно в ЛС, кто сколь за такое берёт.
1 балл
-
Если бы так все просто было, то уже давно рынок заполонили дешевыми смесителями. Стандартный клапан имеет очень большое время на срабатывание. И второе это по ротаметру. Нужна крыльчатка, с датчиком холла, но и это надо калибровать. И не факт, что найдете крыльчатку которая будет работать при относительно не высоком расходе. Крыльчатки то рассчитаны на жидкость в массе своей.1 балл
-
надо давление всех газов держать одинаковым. Я думаю, 3 хороших одинаковых редуктора с хорошими большими манометрами на выходе с этой задачей вполне справятся. Бывают манометры повышенной точности. 0,4 или хотя бы 1,0. http://www.manotom-tmz.ru/catalog/mekh/tochnye/el/mpti-vpti-mvpti-kl-t-0-4-s-korrektorom-0/ А дальше, всё как Вы сказали, форсунки, ШИМ. Скорее даже только клапана от форсунок, а жиклёры отдельно подбирать придётся. Может быть от газосварочных горелок подойдут. Я бы ещё ресивер на выходе поставил. И датчик давления на базе точного манометра. Снизилось давление в нём % на 5 - включилась подача газов. Дошло до нормы - выключилась. И смешивание точным будет, поскольку падение давления на жиклёрах стабильно. И пшиков никаких не будет. У меня цифра 0,015% сомнение вызывает. это уже на пределе чистоты аргона. Высший сорт - азота не более 0,005% , первый - не более 0,01. Вряд ли 0,015 на на сварочный процесс повлияют. Может 0,15%?1 балл
-
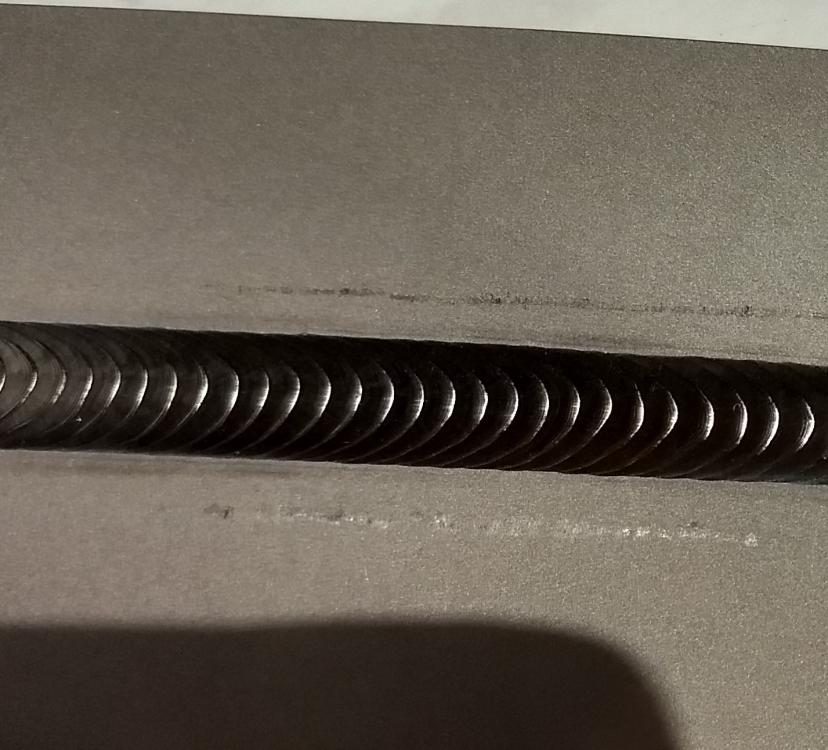
Тщательная подготовка сопрягаемых деталей необходима.Чем меньше толщина металла, тем точнее подгонка. И сварка идёт более прогнозируемо.Присадка диаметром 0.8мм на S-1.2мм. становится вполне рабочей.
1 балл
-
С редуктором пока подождем... Сегодня гнул, то для чего все это делалось. 2 минуты и готово. Пять точек сварки и в покраску можно отдавать.
1 балл
-
" С места и в галоп". То на двери багги крепления приварить.Пока приварил, радиатор с взорванным бачком привезли.Подготавливаю Куллер с Вольвы принесли. Шустро залатал три потёртости. Авиаторы следом. Собрал и частично обварил якорь.
1 балл
-
Немного буднев Сборка-сварка-сверка (ручной режим , но тем не менее ) Фрезы от Романа - ВЕСЧЬ! Немного далее Фаска , просто фаска . 230-я болгарка , 159-е тройники
1 балл
-
Это я случайно зацепил, неудобно на процесс через телефон смотреть :-) А так сколько делал ещё не разу не цеплял... в принципе там не к чему направляйку делать, или надо тогда его стационарно устанавливать.... Когда обзор (это к ) сделаю все конструкции станет понятнее, оно очень небольшое всё и всё навесу получается :-) Там сам прибор весь в экране, а от индуктора уже не "фонит". Работал студентом на инженерной практике на ЗиЛе в лаборатории ТВЧ закалки 3 года, чуть-чуть представление имею с чем имею дело... главное что бы на пальцах ничего не было металлического типа колец, а то быстро очень разогревается, как видели... Если честно, то сам доволен как слон, пусть не дешево, но это решило то чего не мог решить в своей мастерской... закалка вещь нужная. Конструктор аппарата, сделал мне ещё 3 индуктора разных буду экспериментировать по возможности и потребностям.1 балл
-
Добавлю ещё одно видео, тоже спасибо приятелю с мастерской. В данном видео будет обзор приспособления с клэмпом и с цепным зажимом под трубы большого диаметра. https://www.youtube.com/watch?v=gd304mgMp2k1 балл
-
@Космос,всё давно придумано.Есть разнокалиберные станки на магнитной подушке. Но, у них-своя специфика. Они работают на плоских поверхностях. На трубах их не закрепить.1 балл
-
Знаком С этим мастером! Приобретал у него шлифмашинку ленточную для труб под перила из нержавейки! Все на высоте! Супер!1 балл
-
Занимательно. И качество изготовления на высоте.1 балл




















.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)