Лидеры




Популярный контент
Показан контент с высокой репутацией 14.04.2018 в Сообщения
-
Кто-то умеет варить, но не умеет снимать. Кто-то наоборот. Пока на ютубе два умения не встретились получается. Добавлю от себя тонкость. Присадка должна быть или свежая или продрать её скотчбрайтом. Из-за неё топтание на месте, несплавление, уродливые капли на конце присадки и "расшатаная" нервная система сварщика.7 баллов
-
Благодарствую за советы,т.к. помню,что повторенье - мать ученья. Но у меня был вопрос совсем другого плана : Поясню. Трубки и трубочки варю,возвратов нет.Учился и сам,и здесь читал "между строк".Личный рекорд места сварки от места обжимки шланга 8мм, по толщине стенки спокойно и без паники справляюсь с трубочками со стенкой 0,76мм. На столе в чашке держу обрезанные образцы сварки трубок,это когда начинают задавать вопросы про уменьшение сечения.Присадка и с катушек отрезки,и эта же проволка для МИГ в две косички,и 2мм. Позиционирую трубки клещами - лучшего пока не придумал.Охлаждаю места вальцовки воздухом-гибкая "ручка" с красным шлангом.Чистишь тоже научился,даже химией.На одном фото граница,после химии, указана пальцем.Вот такие дела. Я просто облазил вроде весь инет в поисках сварки видео трубок.Съёмку через светофильтр не нашел.Пару видео было разумных,но съёмка без фильтра . Остальное для меня показалось клоунадой и бредом.Начиная от рабочего места(грязь,бардак,неуважение к самому себе) и заканчивая больными комментариями,вплоть до судорожных телодвижений. р.с. Хотелось глянуть,как сам процесс сварки происходит у других. Наверное,может надо попробывать самому снять видео через фильтр.
 5 баллов
5 баллов -
4 балла
-
обзорчкик пшм Макита, которой много кто тут пользуется. в конце демонстрация работы с фрезами по алюминию. мейд ин джапан, кому это критично https://www.youtube.com/watch?v=a398i2dWN0U4 балла
-
https://youtu.be/tD99WhUKJR44 балла
-
скорее напильником, шабером и прочим ручным инструментом. Фрезой я не знаю, что там можно чистить, ибо стенка больно тонка. Цмыкать кнопкой можно, но есть риск не проплавить. Побольше тока, и спад на ноль. Довели до грани, и отпустили кнопку. Обеспечиваем стабильное проплавление и без провала. Трубки на радиаторах так же на больших токах варю, только дугу зажигаю на присадке, после разглаживаю и повторяю процедуру.4 балла
-
Для тех, кому неинтересно, кто сомневается в необходимости (пользе) двойного пульса. https://youtu.be/bJTzqdZ63TA https://youtu.be/HE6PdoN8c2s
4 балла
-
https://ru.aliexpress.com/item/Argon-Co2-Gas-Flow-Meter-Measuring-Tester-Flowmeter-For-Mig-For-Welder-Tig-For-Welder-New/32657505828.html?spm=a2g0s.9042311.0.0.Iv6cJp https://weld24.ru/content/%D1%80%D0%BE%D1%82%D0%B0%D0%BC%D0%B5%D1%82%D1%80-%D1%8330-%D0%B0%D1%8040-feji-%D0%BD%D0%B0-%D0%B3%D0%BE%D1%80%D0%B5%D0%BB%D0%BA%D1%83- если есть магазин, то доставка бесплатно.3 балла
-
Если выставлена низкая чувствительность, то на любом, если нормальная, то не пробивает, но может затемнятся на блики. Зато у них другая проблема, включать иногда забываю)))3 балла
-
@Павел163, конечно, можно. В этой теме - http://websvarka.ru/talk/topic/8988-ventiliatciia-v-malenkoj-svarochnoj-masterskoj/page-3, я уже выкладывал ход работ. Полезно почитать всю тему. Мое решение не самое лучшее, времянка, потому что сама мастерская времянка Но со своими задачами справляется.
3 балла
-
Всё решается, и это всё уже было...много лет назад...В начале своей карьеры сварщика на Крайнем Севере не было у нас в компании ничего, кроме ВДМ-600 и по РБ-302 на каждое квадратное сварочное лицо.Прогрев металла перед сваркой до 50-1000C,прокалка электродов по предписаниям производителя и термопеналы с Т=1500С,акустический привод горячего старта(ставишь 100/120А на РБ, 75В ХХ дает аппарат, и через пару мгновений после поджига дуги орёшь дурниной монтажнику:"Вниз!!!!" ,надрессированый, как собак Павлова, специалист дёргает пару ножей вниз-и -вуаля! достаточно комфортно прёшь 2,6/3,2 ЛБ-52 У по разделке ... и стартовых пор-минимум. практически отсутствуют Величины ампер условны, сколько было в реале-не мерял, относительные величины также менялись в зависимости от условий сварки. диаметра трубы и толщины стенки3 балла
-
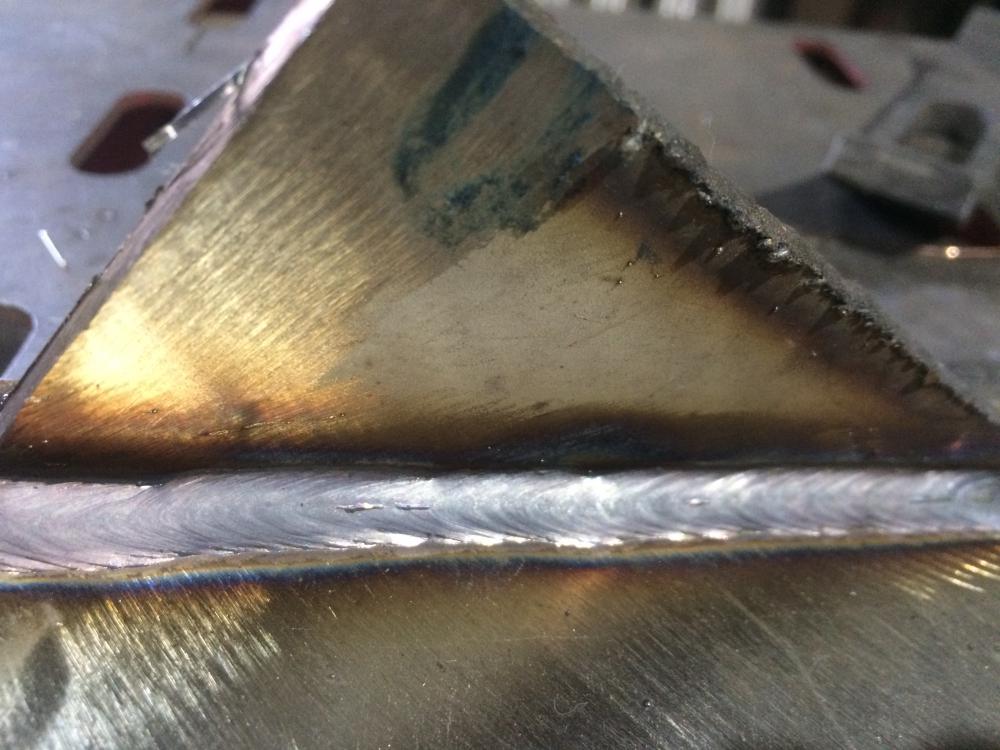
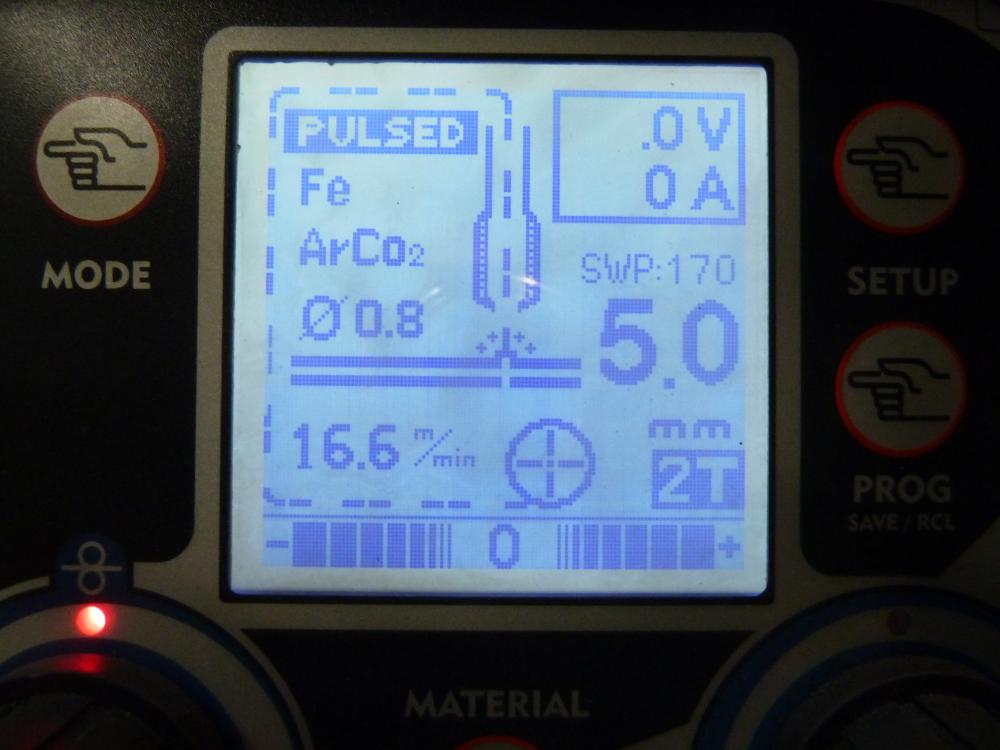
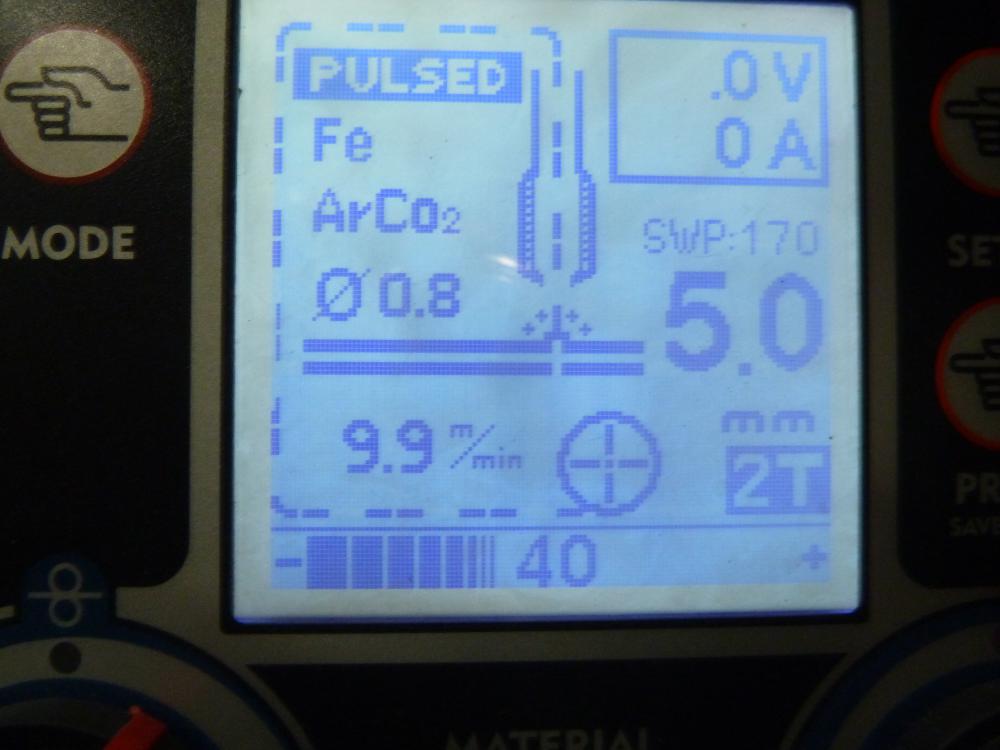
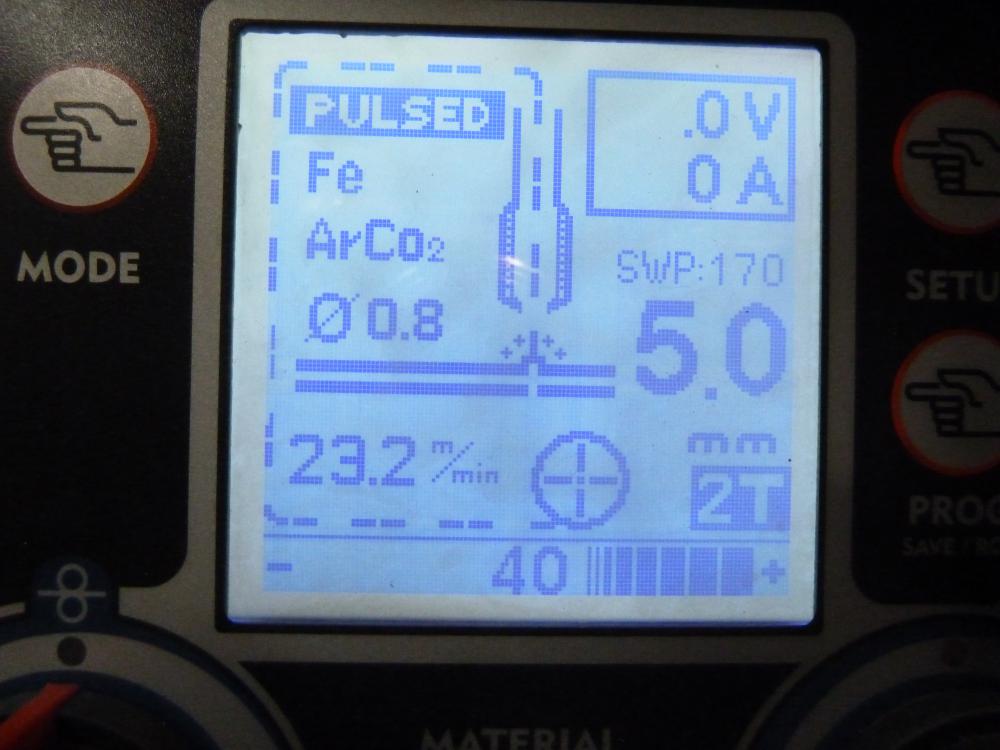
@Глобул, в том, что та же нержа себя ведет точно так же, как и при ТИГ сварке, а мы давно импульс используем при работе с ней, ведь так? В двойном пульсе тоже самое, нагрев, пауза чередуются, тепла меньше в металл идет. Есть разница? Первое фото одиночный пульс, второе двойной. Токи одинаковы. .
3 балла
-
С бескрайних просторов интернета история. http://mtdata.ru/u29/photoA722/20060086309-0/original.jpg#20060086309 В бытность свою студентом я слушал лекции одного русскоязычного профессора в Беершевском университете. Профессор этот имел одну особенность: каждые пятнадцать-двадцать минут он прикладывался к поллитровой бутылочке из-под колы, в которой держал воду. Ну жарко в Беер Шеве! Первого апреля я, конечно, подготовил точно такую же бутылку наполненную не самой лучшей водкой «Голд» и в перерыве подменил оставленный на столе сосуд... После возвращения в аудиторию профессор взял бутылку сделал большой глоток и продолжил вещать что-то о диффурах... Минут через десять он остановился, опять глотнул и, найдя меня взглядом, страшно сверкнул глазами. «Ага!...» - подумали мы с Пятачком.... Но как держится старик! В конце лекции преподаватель отозвал меня в сторонку и сказал: - А теперь достань «МОЮ БУТЫЛКУ» оттуда куда ты ее спрятал и попей! А попив, почувствуй разницу между «Голдом» и«Абсолютом»...3 балла
-
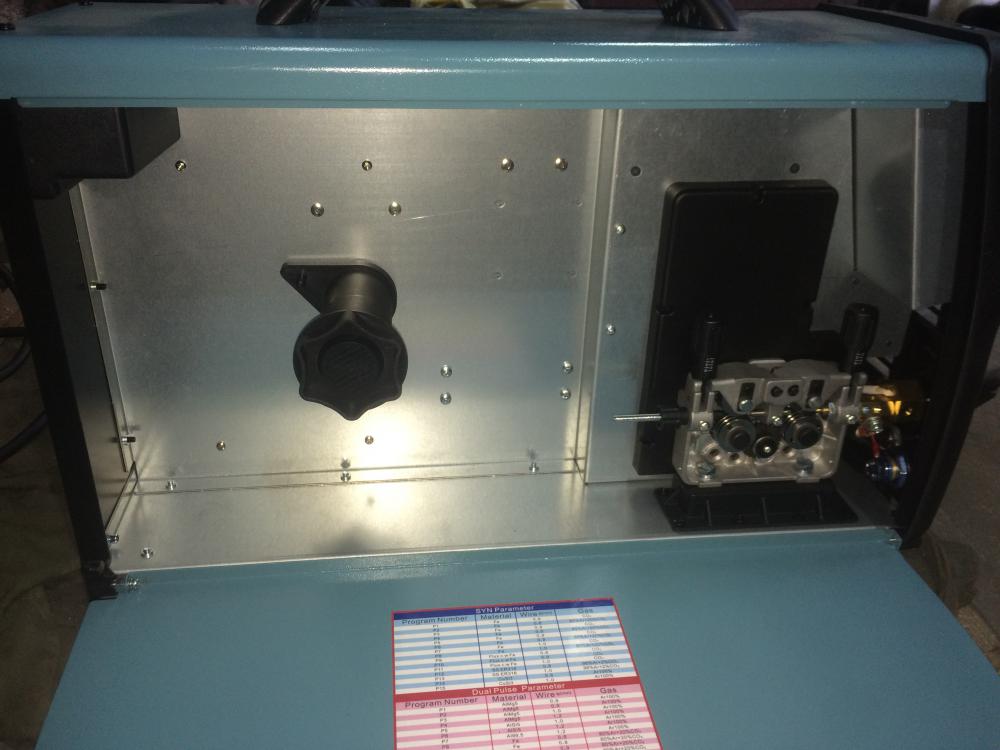
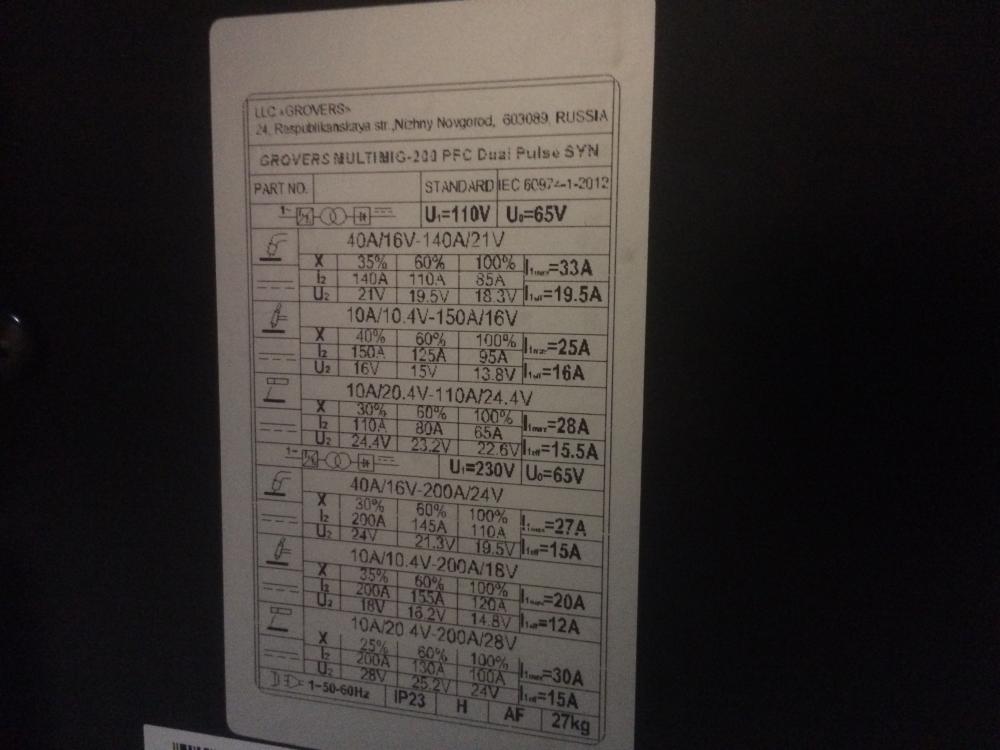
К вечеру только получилось забрать с ТК, успел только включить-выключить. Не такой уж он и маленький как казалось на картинках. Кабель питания очень мягкий, горелка TIG с управлением током и пол метра до рукояти шлейфа в коже. Думаю мягкая на деле. А вот сечение кабелей массы и держака, не впечатлили, можно было и потолще сделать. Кстати, Алексей шутник однако!!! Инструкция оказалась очень подробная, с картинками и фото, с описанием всяких мелочей и нюансов, даже основы сварки не обошли стороной. 50 листов книга. Все правильно Алексей, новичкам, да и знающим будет интересно почитать, вопросов меньше будет возникать. Включается и выключается очень логично, продувая систему. Работает и от одной фазы с напряжением 110В. Сзади имеется разъем управления штатным БВО, к месту считаю. Можно докупить холодильник и использовать с водоохлаждаемыми горелками малой мощности, удобно, а главное легко в руке. https://youtu.be/fVEq7k0JIko
2 балла
-
Видео в п.388 конечно кое что демонстрирует но наверно это не то пальто. Швы кое-как очищаются но не восстанавливается поверхностный слой, который нарушен. Сам с нержавейкой практически не работаю(так от случая к случаю). В декабре столкнулись со сваркой трубопровода на открытом воздухе и не раз пожалели что взялись. Боролись со сквозняками и снегом-это пол беды. Самое интересное было когда почистили стыки кордщеткой( якобы нержавейкой), а через день стыки были рыжие. Пришлось в экстренном порядке покупать кислоту и нейтрализатор. В общем ситуацию спасли, но осадок в душе остался. Чтобы на будущее не ударить лицом в грязь-купили б/у установку Tig Clinox Pro. Теперь выводы: кислота для травления-хорошо, но долго. Кислота при температуре 20 град. действует от 60 до 90 минут, потом смыть водой и нанести нейтрализатор еще на 30 минут, потом опять смыть водой. А это очень долго. Установка конечно рулит. Все очень быстро. В установке применяется постоянный ток- для полировки, переменный ток-для очистки. Ток от 10 до 30 вольт. Правда еще пока не разобрался, как род тока и сила тока влияет на очистку(не было времени).
2 балла
-
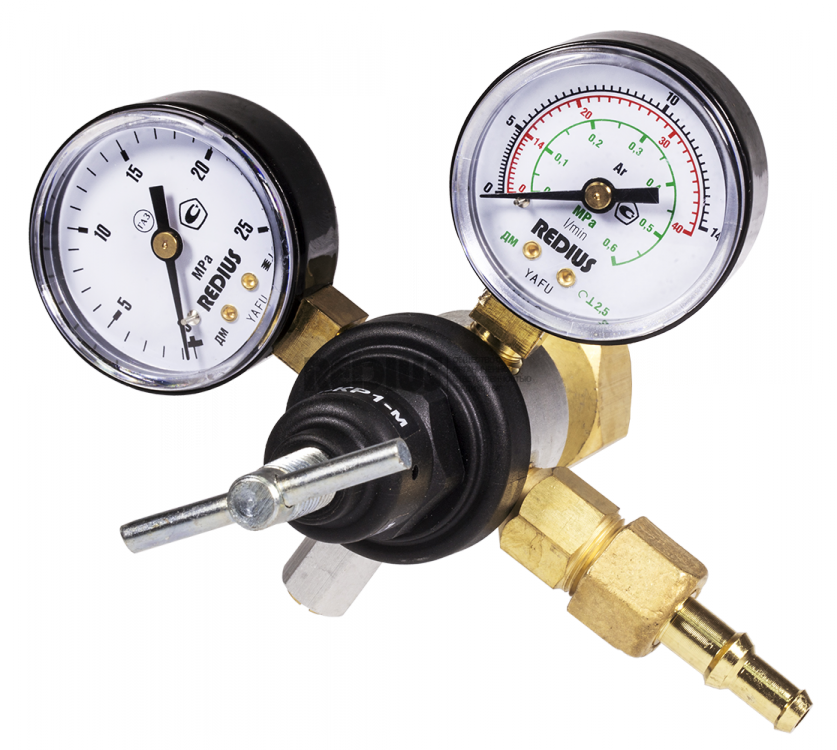
@Bizet, Redius имеет жиклёр на выходе. Мало того, что шкала более или менее соответствует реальности только при нулевом сопротивлении потоку на выходе, попросту говоря, когда он в воздух дует, это @Cora более научно объяснил. Он еще и нагоняет достаточно большое давление в шланге, когда клапан на входе ПА закрыт. Из за этого при открывании клапана образуется огромный пшик. Небольшой пшик для ПА без предгаза скорее хорошо, чем плохо, но у этого пшик просто огромный. Я из подобных редукторов жиклёр всегда убирал и настраивал расход по щеке. Особого смысла в его приобретении я не вижу. Не находит он такую трубочку. Если знаете, где купить, подскажите.2 балла
-
Как говаривал один полковник, объединивший пространство и время: "Копаем от забора и до обеда!". Вычислить расход через давление можно для постоянных геометрических размеров и установившихся термодинамических величин. Как только одно пошатнётся - всё изменится...2 балла
-
Грубо подстроить можно, соотнося зеленую(МПа) с красной(л/мин) шкалой: А после докупаем вот такую трубочку: и замеряем непосредственно выхлоп. Покупал в Китае. Реклама не моя.
2 балла
-
Наконец-то руки дошли и я довел до конца "пересадку мозгов" с одного 9100Х на другой. Судя по первым впечатлениям "пересадка" прошла успешно. Хотя собирать его пришлось с пинцетом...2 балла
-
@Георгий 11, ни с того, ни с сего взяли и обидели человека. Ты таким фотки заводских швов показывай, УАЗ например!2 балла
-
@Глобул, пульс одиночный. 82/18 - где капли шлака присутствуют. 92/8 - где шлака нет. Кстати, в ручном режиме струю не настроить, диапазон напряжения не позволяет, увы, я был не прав относительно того, что каждый полуавтомат можно загнать в струю. Смеситель на старте делает пшик непонятной пропорции, шланг очень длинный, потому вначале сварки нет. https://youtu.be/5JNGQkyO2_I @SergDemin, нержа. 0.8 mm 308Lsi, Pulse, 160A https://youtu.be/GkmawfL3VbI
2 балла
-
@deruf, Такие вещи лучше варить на столе. Предварительно деталь моют и сушат. И располагают в удобной позиции. Обсуждалось тут неоднократно. А сварка не снимая детали с автомобиля - это экономия денег владельцем за счёт сварщика. А оно надо?2 балла
-
@selco, характеристики борфрез поищите. там рекомендованные обороты до 40.000 доходят. а абразив да, разный бывает. но в основном высокие обороты не любит. PS: Макитовская ручка тоже без ключей ставится. там принцип такой же, как и у Вашей http://instek.su/d/346501/d/instek_borfrezy_procut_irlandiya.pdf на 5й странице табличку посмотрите. для 6мм фрез по алюминию рекомендуемый диапазон оборотов - 15.000 - 60.000. 40.000 даже мало. ошибся1 балл
-
Вот она родимая . http://www.esva.ru/prodinfo.php/cPath/15_25/products_id/763 P.S. Вот всем ищу а сам без трубочки и сапожник без сапог , но мне особо и не надобно . Не ну была была и отдал гостю из далека у них не купить было и инет магазинов не было в то время.1 балл
-
Вот оно высокооборотистое в отверстиях так и будет уходить в разнос. Anton VL Антон , совсем наоборот и для абразива нужно высокие обороты и правда есть оговорка камешки должны быть под высокие обороты и при покупке смотрим тех характеристики. А вот под фрезы и особо Ал да и других тоже касается , достаточно от 2000 до 8000 об. , грызут в этом диапазоне намного эффективные и Ал не забиваются да и не греются на остальных металлах и живучесть фрез возрастает. Вот я на свою не нарадуюсь и специально покупал низкооборотистую . P.S. заметьте , доп. ручка не Макита и советское изобретение для дрели было , не каких ключей при установке не надобно да и удобна и легка .
1 балл
-
Это Патон ВДИ-200P MMA/MIG/MAG/TIG(200 пэ, а не эр), согласно их сайта, один из источников по типу SSVA Mini, Страт 200У и подобных, где все крутится на МК с DSP, который как программа позволит, так и завернет ВАХ.1 балл
-
Срабатывает на минималке,а если тонировочку наклеить? На заходящее солнце меньше закрывается,может с тонировкой и в ясный день не будет Перестала держатся маска в поднятом положении,подкручиваю,недозакрывается,ослабляю,сама падает,пластик нагревается на солнце и становится мягким,буду мудрить защелку,фото скину,сюда,и вк Еще опустить бы центр тяжести,как на оголовье авроры,чтобы вращалась не на весках,а ниже,тогда и не будет так ощущатся на голове смотрел на телефон через маску,ну когда купил цветопередачей любовался,и она в какието моменты закрывалась,поставил 5 дин чтобы понять почему так,и заметил что когда появляется интернет Н+ закрывается,просто Н открывается)на телефон друга нет такой реакции смотрел на телефон через маску,ну когда купил цветопередачей любовался,и она в какието моменты закрывалась,поставил 5 дин чтобы понять почему так,и заметил что когда появляется интернет Н+ закрывается,просто Н открывается)на телефон друга нет такой реакции1 балл
-
Нет такой таблицы. Для начала поставьте 0,05, можете проверить щекой, если горелку к щеке поднести, должно ощущаться легкое дуновение. Только подачу проволоки отключить не забудьте, прижим с коромысла МПП уберите. А дальше - сварка покажет. При недостаточной подаче газа дуга будет неустойчивой и металл пенится. Не старайтесь на минимуме работать, при переходе на вертикал или потолок защита будет ухудшаться, малейшее движение воздуха тоже будет газ сдувать.1 балл
-
По деньгам почти халява, я бы взял не думая. По обработке от ржавчины- надо ли? Я думаю варите в сухом и тёплом помещении, да и спреи от брызг определённую защиту дают, даже те, что на водной основе.По креплению все просто: верхний пояс рамы варите чуть ниже, чтобы стойки выступали вверх, а плиту кладёте сверху совпадающими пустотами. Крепить, я думаю, не надо, куда она денется с таким-то весом.1 балл
-
@SergDemin, c сайта производителя - Система SJS обеспечивает плавную работу инструмента, снижает уровень вибрации при работе до минимума. пшм на гарантии пока, разбирать не буду. если через полгода ещё интересно будет - напомните1 балл
-
@Kondor416, стареют=)1 балл
-
Патон ВДИ - 200P MMA/MIG/MAG/TIG Цифровой --------------------------- Патон 200Р в режиме ММА регулировки : хот-старт в % от сварочного тока его время в долях секунд форсаж дуги в % от сварочного тока напряжение дуги для включения форсажа настройки наклона ВАХ включение короткой дуги включение VRD ( НХХ падает до 12В) настройки импульса ( частота , амплитуда . скважность ) варит всеми электродами в любых положениях при должной настройке (хоть целлюлозой , хоть уони) . рутилом 2 мм на металле 0,7 мм в стык без подложки для него тоже не проблема на токе 15-18А ток по показометру до 100А полностью адекватен даже при напряжении в сети 170В имеет режим миг.маг и импульсный режим в нем имеет режим ТИГ ДС и импульсный режим в нем . поджиг Tig-Lift напряжение поджига дуги 110В за полтора года к аппарату притензий нет вообще по работе =================== из минусов кнопочное управление не самое удобное . оперативный энкодер куда практичнее . нет памяти при такой гибкости и количестве настроек . http://websvarka.ru/talk/uploads/monthly_04_2018/post-23547-0-86621200-1523695765_thumb.jpg http://websvarka.ru/talk/uploads/monthly_04_2018/post-23547-0-54517300-1523695788_thumb.jpg ветка городского водопровода . 730 мм основная труба и поворот 630 мм . ( что дали то и соединяли ) http://websvarka.ru/talk/uploads/monthly_04_2018/post-23547-0-77855300-1523698188_thumb.jpg http://websvarka.ru/talk/uploads/monthly_04_2018/post-23547-0-80149400-1523696989_thumb.jpg электрод 2,5мм Askaynak . варено именно так как на фото . профильная труба 1,2 мм стенка и полоса 4 мм . варился багажник прямо на машине . http://websvarka.ru/talk/uploads/monthly_04_2018/post-23547-0-14956000-1523695864_thumb.jpg 0,7 мм металл . режим ММА . при сварке подложки не было . базовый ток 18А , ОК 00,46 2мм. где применить на практике я не знаю . у кого рука тверже и условия лучше сделает лучше . тут просто для фото http://websvarka.ru/talk/uploads/monthly_04_2018/post-23547-0-14994600-1523696260_thumb.jpg Этот же аппарат в режиме ПА http://websvarka.ru/talk/uploads/monthly_04_2018/post-23547-0-89669200-1523984671_thumb.jpg http://websvarka.ru/talk/uploads/monthly_04_2018/post-23547-0-47049400-1523984686_thumb.jpg ====================== И на скорую руку два прута 10 мм без разделки. Вертикальный шов (снизу в верх ) УОНИ 3 мм . ток 80А http://websvarka.ru/talk/uploads/monthly_04_2018/post-23547-0-42701800-1523984950_thumb.jpg
1 балл
-
@только, @Дед мазай, вот такой стол у меня. Каркас с 40х40 сварен, сверху лист фанеры 21мм. Хочется заменить фанеру на профильную трубу либо пластины из толстого металла, либо швеллер\двутавр. Если взять проф.трубу 40х40х3мм и с нее сделать "столешницу" будет это приемлимо для всяких калиток\решеток? Точности дикой не надо ) Но и плюс-минус миллиметр-два тож не хотелось бы.
1 балл
-
@morgmail, у меня Оптрель от бликов от стола срабатывал. не только китайцы этим страдают.1 балл
-
Понятно, что их метод быстрее раз в дцать. Теперь про баловство. Решил банку заварить. Точнее, сварить 2 банки. Получилось, как ни странно. я им тоже так говорю, но они такие аргументы не принимают)
1 балл
-
ещё один лёгкий стол, а под ним ещё один. По принципу матрёшек. У меня подобное получилось случайно, по необходимости нужный стол выдвигается рядом с основным. Это позволяет оченно удобно и быстро кантовать изделия, и при обваривании выбирать удобную высоту под свой рост (чтоб меньше наклоняться).1 балл
-
@Мадест, конечно попробую, вся компектуха под 0.8 люминь лежит в упаковках, все никак не доберусь. Люминь 0.8 проволокой не варил ни разу, буду пробовать. Хотя перегородки баков, 1.2 мм проволокой прекрасно варит.1 балл
-
@Hlorofos, Вить, я про нержу не знаю, я с ней таких крутых аппаратах не работал. А вот с чернухой как-то склоняюсь в сторону гладких швов.1 балл
-
Саш , попробуй и я лично не сторонник "больших " диаметров проволоки даже в Ал сплаве. Не помню но вроде 220А на Меркле с 0,8 выкручивал и конечно импульс режим и все супер , проплавление глыбже за счет сужения дуги и как плазма , да и капли по весу меньше и ванны-шва не портят и на 08 она намного уже чем на 1мм и не говорю про 1,2мм. Я если где есть возможность и 06мм обожаю и как ты выразился шовчик хорош и красив и не будет такого с 1мм . Главное что бы аппарат давал себя обмануть в программе импульса , Меркле дает и не понимает что его "надули" и коррекция можно и по напряжению можно и по подаче и последнее мне больше нравится . Вот и Хелви тоже позволяет коррекция по подаче +- 40% и вот фото сделал и смотрите где красная лампочка горит там заводской баланс то есть по программе и две выкручено в минус 40% и в плюс40% и скорость подачи уменьшилась - увеличилась довольно на много . минус 40% плюс 40%
1 балл
-
Не далее, как года три назад, на Курском вокзале столицы наблюдал в ларьке смартфон SAMSUNG GELAXY... из чего вывод - "челночники" до сих пор не перевелись... ------------------------ хххх: Недавно узнал новый рецепт - "Говядина по-английски" yyyy: А это как? хххх: Приходишь в супермаркет, берёшь большой кусок говядины, и уходишь, не попрощавшись yyyy: А-а.. знакомый пробовал.. не понравилось.. там по этому рецепту ещё яйца всмятку и отбивные почки...1 балл
-
Это что за бред, вбитый рекламными буклетами? А здесь пример еще одного вырванного из контекста бреда с попыткой рекламы сервиса средней руки. Вы постите, не приходя в сознание, дорогой коматозник?1 балл
-
Так этот аппарат в Китае и идёт как 250-й.1 балл
-
@tehsvar, он же конкретно сказал, до сбёга 50 ампер не хватает. Маловато будет! Маловато! Так китайцам и передай - хошь - не хошь, а маловато!!!1 балл
-
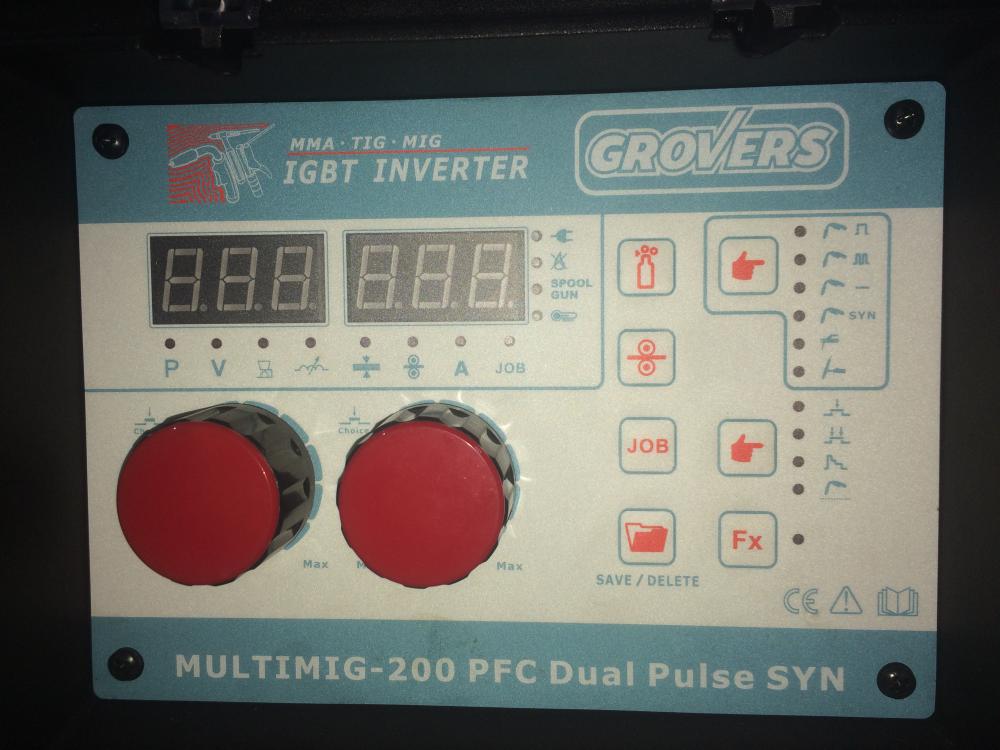
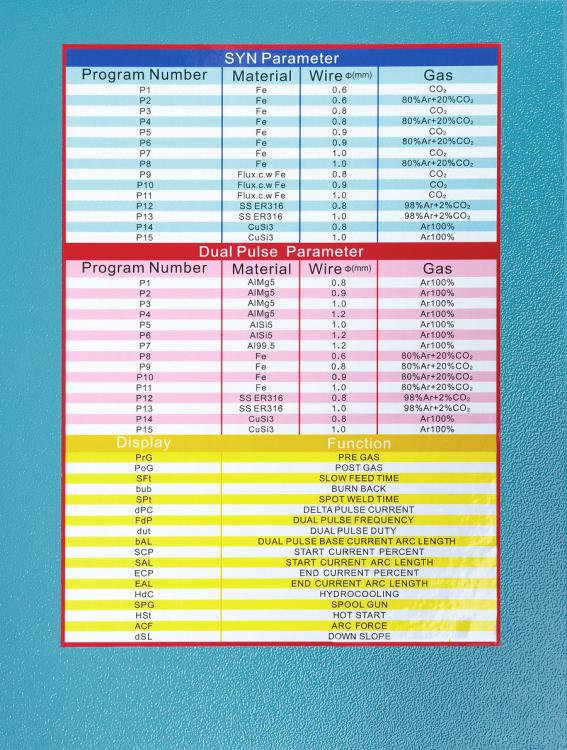
@SergDemin, есть, вот его программы, пульс одиночный и дабл пульс, номера программ одинаковы. @konstantinXX, да левша. Все никак у людей! @selco, ролики 30 мм диаметр. Что не понравилось: пол дня тренировок, дай думаю сохраню настройки. А он не сохраняет. Читаю, что бы сохранить, нужно войти в Job, в нем настроиться и задать параметры, а уже тогда можно сохранить. Хорошо хоть помнит последнюю программу и настройки в которых работал до выключения. Вот теперь завтра нужно переписать настройки дабл пульса сначала на бумажку, а уже после забить вручную в job и сохранить. На данном этапе, лучше двойной пульс я не скомбинирую, крутишь одно, а результат совсем иной. Настройки двойного пульса это нечто, накручивал такой звук, что по слуху тройной импульс бьет, с ним нужно максимально аккуратнее. Но думаю с умом если подойти, поиграться хорошенько с настройками, как Тигом можно добиться внешнего вида швов. Хорошо бы конечно для людей только осваивающих двойной пульс, в аппарате иметь jobы зашитые c завода, чтобы человек мог сначала понять как это все работает, а после, когда захочется острых ощущений, то можно и покрутить параметры. На 200А в одиночном пульсе в тавр, варит 10 мм АМГ5, без подогрева, тепла хватает. Хотя в настройках выбора толщины материала, максимум 6 мм указано. Что-то более массивное при 10 мм толщине, с подогревом на ура справится. При его габаритах и весе, будь он на 250А однофазник, я бы с ним сбежал!!!!!!!!!!!
1 балл
-
@SergDemin, 4043, 1.2 мм. https://youtu.be/eBylSJ-vaBY https://youtu.be/zXIdF5KgUY01 балл
-
1 балл
-
Может по всякому быть и если звук (треск) издавать будет сразу после сварки или даже во время ее то считайте что уже лопнул , если молчать будет как партизан то может и послужит но сколь не ведомо и только время покажет. А что за деталь то и почему ПА и обычной проволокой?1 балл
-
И очень возможный попадос сварщика на восстановление в последствии электроники авто...1 балл
-
@chdv1971,вы без фрезеровки поверхность ровной не сделаете.А этих плит в «закормах родины» великое количество и кому они были нужны для других нужд давно приобрели.У меня была возможность «взять» таких пару штук,но из за их веса не получилось.В основном их и используют для сварки,мало где остались предприятия,в которых их используют по прямому назначению.1 балл

.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)