Лидеры




Популярный контент
Показан контент с высокой репутацией 20.02.2018 во всех областях
-
Но это так кажется и в ней грязи и влаги не мерено , в следующий раз попробуйте и покажите водичку после кипячения , сушка обязательна не менее 20мин горячим воздухом 150гр. чтобы влагу выгнать. Вообще к сварке Ал сейчас стали относится так небрежно , вот на заводе раньше к аргонщику подойдешь и деталь только из под станка "тепленькая" да из нового материала, варить не будет и отправит травить-сушить и только потом примет . Ну тогда баланс в пользу минуса выкрутить и так как деталь чистая-сухая очистка нам большая не нужна а вот острый ляктрод с концентрированной дугой ой как нужен. Аппаратик бы вам посерьезнее надобно. Ох поры поры и если они глубинные то выгнать практически нельзя , если только гелия добавить к аргону. Вот смотрите такой же гов. сплав и уже мне стыдно одно и тоже выкладывать но более нет фото для понимания вопроса . Поры - поры и можно всю крышку вдоль и поперек переварить и от них не избавиться и только нацеплять немерено много новых . Но берем фрезу вырезаем нещадно до чистого ну и выше описанною водно-воздушную процедуру и о чудо поры как не нужный элемент исчезли на глазах и гов. сплав стал вполне свариваем
 14 баллов
14 баллов -
@Anton VL,многие берут дешевый инструмент (не важно аппарат или дрель),что бы быстрее отбить.Вот это слово «отбить» вымораживает.Отбить можно мозги,но инструмент в хороших руках должен быть хорошим.Хороший инструмент для себя каждый определяет сам,кто то сундук считает хорошим,кто то евм,кто то фрониус,в общем у каждого свои предпочтения и финансовые возможности.13 баллов
-
Тут дело даже не в выбивании пор, а в меньшем нагреве или перегреве. При использовании импульса, в подобном случае, настраиваю подобно нерже, с низким базовым и высоким импульсным током, с коротким временем действия импульса, и как результат ванночка очень быстро кристаллизуется и так и лупим импульсом: Расплавили -затвердело-расплавили-затвердело. Низкий средний ток, низкая погонная энергия, низкий нагрев детали и не выпирает всю эту гадость из недр. А стоит чуть переборщить и нате, получите работёнку для фрезы.8 баллов
-
Варить что же еще нам остается. Не Ал порошкового еще пожалуй нет , а вот что он "грязный" для нас это да есть. Но победить можно и прежде всего ванна крышечки горячая с кипячением минут 30 и хоз мыло , ну и промываем и сушим хорошо горячем воздухом мин 20. На аппарате включаем 200 а лучше 300гц , синусоиду и очень очень короткой дугой свариваем и лучше без присадки . Если поры пошли и они обычно по краю шва , фрезу и подчищаем , ну и пошли дальше присадку и вот здесь уместна 4047 и начинаем варить короткой дугой и можно с перерывами . Зачищаем щеткой и смотрим в "лупу " поры и они обычно по краю , ну и можно их выгнать просто дугой пройти но без фанатизма и главное чтобы не было резких перепадов от шва к детали и побегает и можно даже деньги уже взять за такое , так как времени займет это примерно три часа .8 баллов
-
@Anton VL, давайте не будем о ценниках и аппаратах. Не будем о грустном, но ситуация в Сургуте и Северодонецке сильно отличаются. Поймите меня правильно. С уважением. П.С.: а хороший аппарат покупаешь действительно для себя, а не для клиента. Верно подмечено. Я как то раньше и не задумывался об этом.7 баллов
-
аппараты более хорошие по-моему для себя покупают, а не для клиента. для своего комфорта тобишь. с большинством задач и обычный сундук без проблем справится. есть жеж сейчас Форсаж с Гроверсом - и ценник не сильно выше сундука, а возможности уже гораздо шире.7 баллов
-
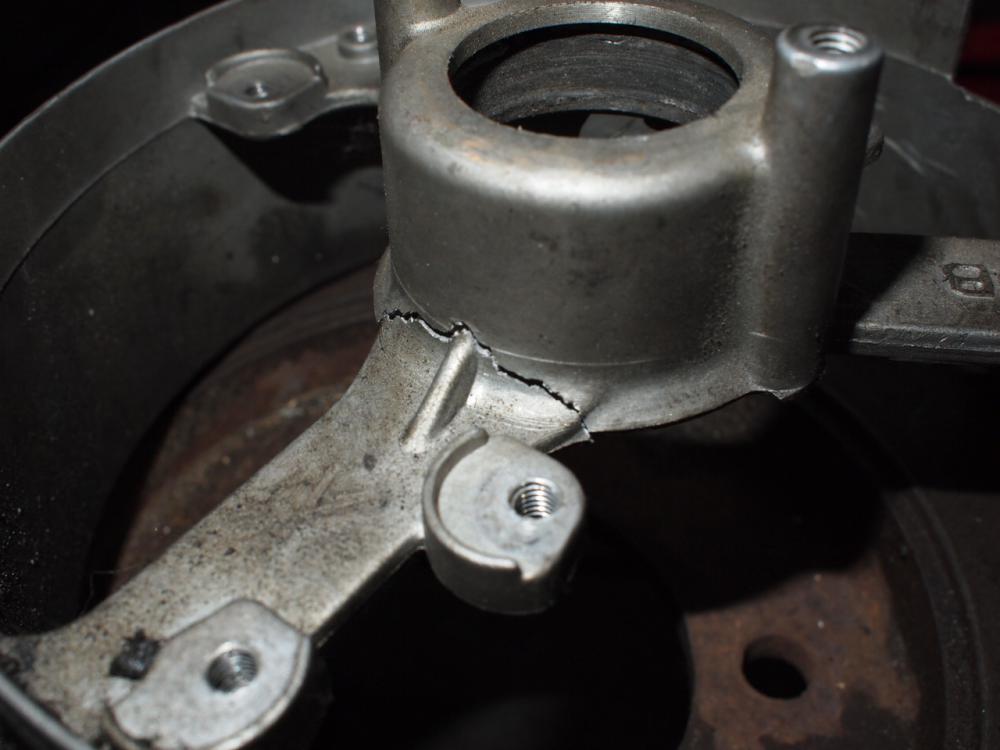
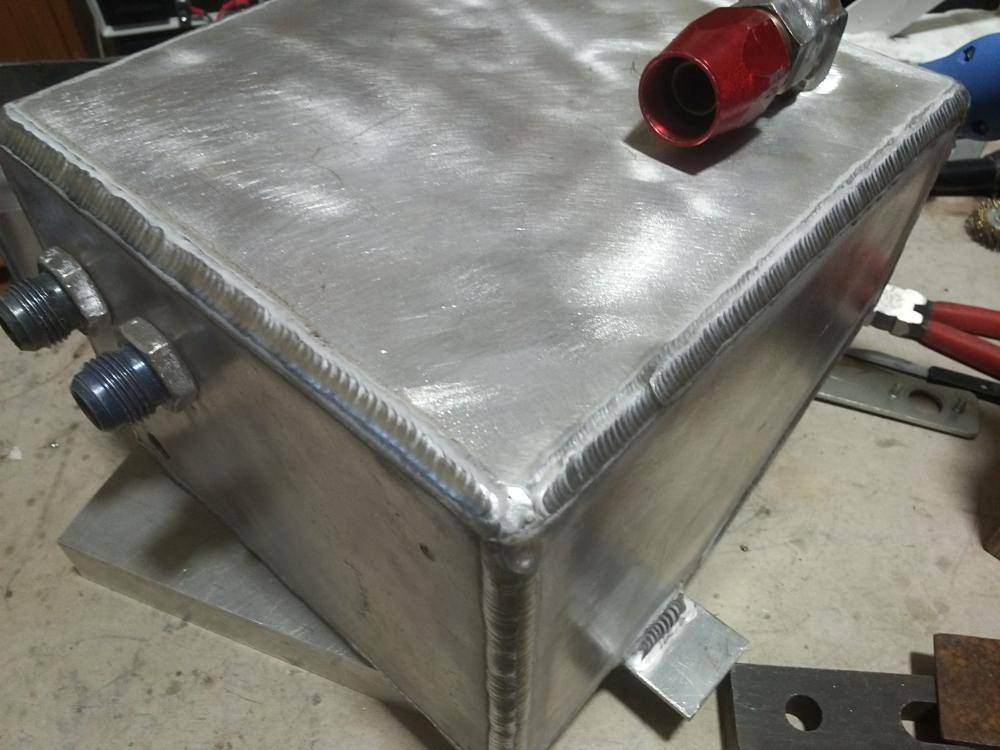
Предобрейший вечерок, а жителям Дального востока и прилегающих окрестностей доброго утра! Принесли мне прдшипниковый щит с какого то , явно китайского, генератора. Вот такой: Вот с такой трещиной: Зачистил, разделал, прижал струбциной, как то прихватил, снял струбцину, разделал остальное и начал варить. А оно не варится. Из чистого металла грязь лезет и сразу дырка - тонкое потому что. В общем то, как то засрал и сделал видимость приваривания: С клиента гроши брать не буду, но вопрос таки остался - а что это было? - Грязный сплав или вовсе порошковое изделие? И что с таким далее делать, если оно опять в руки попадёт?
6 баллов
-
Согласен с тобой полностью Георгий,друг сейчас тоже начал понимать что хорошо и долго работает,были 3 шуруповерта Интерскол мощные но они и котят либо крыши либо ангары а там не 100-500 шурупов ,начали умирать потихоньку и постоянно на зарядке стоят , Макита взял он 18 вольт литиевая батарея быстрый заряд и держит дольше и легче , и в этом соглашусь смысл плодить потом сломанный инструмент? У меня 4ушм было сгоревших лежали мертвым грузом,разобрал что надо в сторону самое важное а хлам в утиль5 баллов
-
Сидят муж с женой обедают. У мужика выскальзывает из рук вилка, но он успевает её поймать на лету:-Фу-у-у, блин, поймал! А то, припёрлась бы, какая-нибудь..., типа твоей мамы!Сидят, обедают дальше. Вдруг звонок в дверь, муж открывает, а там сосед:-Слушай, там у тёща твоя в лифте застряла... http://liveangarsk.ru/files/images/2a701d2e08881caa090d09e9913e60ed-razgresti_nakopivshiesya_dela.png5 баллов
-
Тоже заметили ошибку Art Force ))))))
5 баллов
-
Ой , зря вы так и не любит даже хороший АЛ такой наплавки , завихрения идут аргон с воздухом мешается ну и получается очень очень плохо. У вас токарный надо было расточить и колечко вставить можно с АЛ и по торцу прихватить в трех местах. P.S. Мне вот как то принесли рычаг задний с Порше и сален блок прослаблен , подвеска сложная подруливающая и при торможении сален блок вылазил и стучал . Просили наплавить и можно было бы там Ал классый да и мяса много (но лучше вставку сделать но это долго и станки) , но опосля надо растачивать и т.д. а им срочно . В общем обошлись самым простым способом , набили насечек там и там , запрессовали и четыре точки сварки быстро и на большом токе чтобы не сжечь сален блок с торца и Порше бегает .4 балла
-
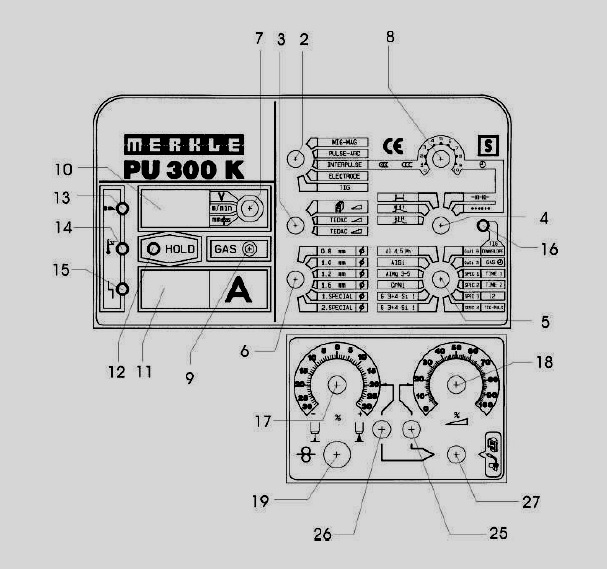
Привет всем вступаю в ряды владельцев двухсоточки мужики подскажите, есть ли новая прошивка на аппарате? На моем сейчас 200гц максимум! Новых с 300гц небыло случаем?4 балла
-
Да согласен импульс выбивает ненужные поры , но деталь особо такую как выше показали да и крышка моя "темные" цветом и уже это говорит что не совсем хорош сплав и по сему с ним надобно поработать и почистить ему перышки и тогда "головной боли" в виде пор будет в десятки раз меньше или может и вообще не будет.4 балла
-
@mehanik1102, на автотазах крышки генераторов из аналогичной бяки сделаны. как то сосед попросил подварить ему крышку генератора. Я по соседски согласился. Очень долго занимался сварочным мазохизмом. Денег с соседей не беру, но и брать было не за что, т.к. всё в порах и копоти.4 балла
-
@Вад11, Вадим , на его канале есть видео , где и с дугой , и в холостую показывает . Вся эта моторика , о чём Внук и говорит , ничего не даст . Подобного видео в сети - море , но вот повторить - вызывает сложности . Внук изъясняется вроде доходчиво , но момент витиеватости имеется , так через эту нотку он и пытается донести , что пока ты сам не поймёшь , ничего не выйдет . Есть база , немного теории - всё . Здесь надо или такого спеца под рукой иметь , или самому доходить . Дистанционно руку не поставишь . Относительно коробов , мои намётки . Можно вертикал сверху-вниз , а замкнутый горизонт буде варить проще . Это просто версия . Все эти фото-видео говорят о том , что это возможно , плюсом немного инфы . Дерзайте ! В принципе , логика объяснима .3 балла
-
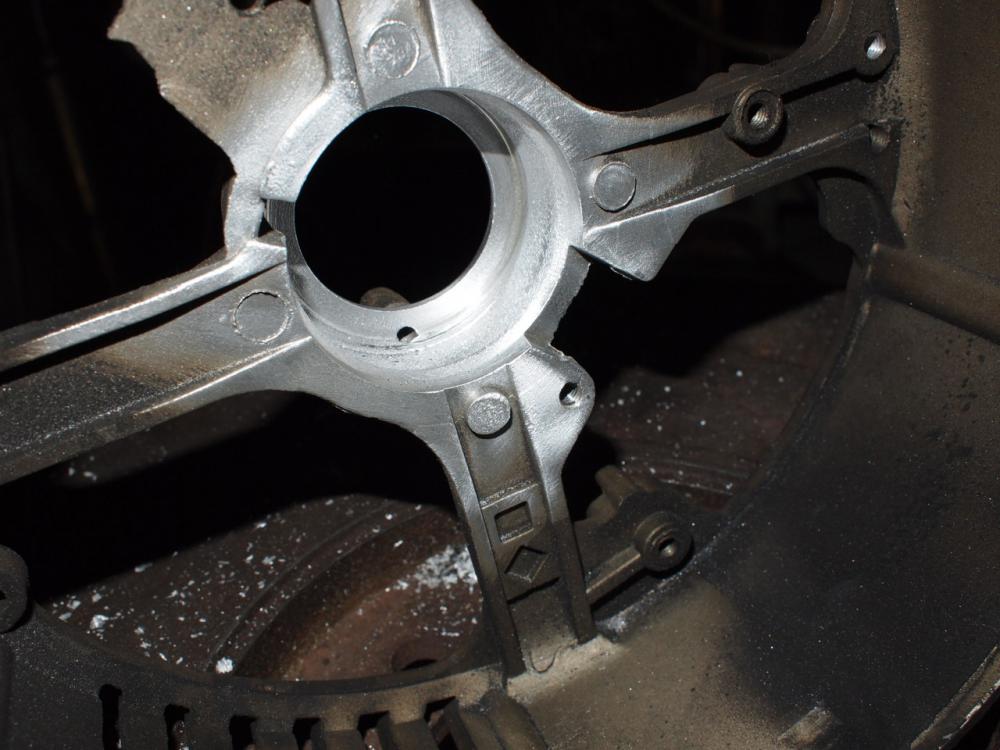
Часть вторая марлезонского балета. То бишь второй подшипниковый щит: Износ посадочного места под подшипник: Поначалу как то пошло, потом хуже: Посмотрел тыльную сторону - протекло и выпучило: Сделал вывод - деталь перегревается и течет вся. А посему решил делать короткими перебежками, остужая деталь после каждого небольшого кусочка наплавленного: Процесс продолжается... Солянки нет, но по совокупности органолептических ощущение это нечто алюминиевое. Очень похоже. Хуже, нежели полностью холодный.
3 балла
-
Первое маленько оценить сплав, каплю "солянки" и всё на место встанет.В вашем случае попался Цам( характерные поры), очень не любит перегрева, " ниточный" шов, повторный проход после остывания. Предварительно можно подогреть до 80 гр.,приемлемые результаты только в небольшом диапазоне температуры.Недогрев и перегрев нежелателен.( Личные наблюдения)3 балла
-
Я представляю сколько бы я зарабатывал работая таким методом, на одной электроэнергии разорился бы нафик3 балла
-
Вот, теперь всё готово... схождение осталось отрегулировать... и в путь! http://www.radass.com/wp-content/uploads/2018/02/funny-memes-022018-022.jpg3 балла
-
Работа кипит.
3 балла
-
@Константин Краев, приехала маска. для маски за 100$ выглядит вполне достойно в светлом состоянии катринка отличная, без претензий. в работе на выходных потестирую. единственный момент - выступ для поддержки защитного стекла прям над датчиком сделали, вероятнее всего обзор частично перекрывает и будет такая же проблема как у Сентинеля - при работе на трубах или чём-то похожем датчики могут дугу не увидеть. ну и маска хоть и хорошая, но до премиальных она не дотягивает (дьявол кроется в деталях), тут ваши маркетологи перестарались . но эт лично моё мнение.
3 балла
-
Валерий, а мне больше понравилось так - ставим 20-25гц частоту, включаем импульс и всё получается само собой.3 балла
-
Это всё реально, но не для проф использования, потому что очень медленно и нудно.3 балла
-
Я немного о другом. Если знаешь как и хочешь поделиться, то разжуй и покажи подробно весь процесс. А тут пазл собирать приходиться. Я не сомневаюсь в его (Жени) профессиональных качествах, вдумчивых профи еще поискать надо... НУ, сделай нормальное видео от подготовки и до конечного результата! Со всеми нюансами. Этого к сожалению нет.... почему нет, не понимаю. Тем более столько лет в этой сфере, что уже внушает уважение.2 балла
-
2 балла
-
Все новое по началу затратное...(это все относительно... для меня 30кр не сильно затратно на оборудование, а для других неподъемная сумма) Только начал осваивать (пару месяцев урывками) уже пару человек в очереди на ремонт. Знают меня, знают, что делаю всегда как для себя. Все уже отбил на своей, сына и жениной машине. 3 машины и прибыль пошла. Но ПДР штука очень непростая, скрупулезная, требует дикой усидчивости и спокойствия духа.2 балла
-
пока промолчу. грустно(( все готово. отладка производства. эх, долго запрягают)) Из МОСГАЗА видик пришел. Сварка трубы торусом под 45 в лаборатории МОСГАЗ с использованием ПДУ 25м https://vk.com/torus.svarka?z=video68414921_456239026.. Если вопросы какие к сварщику есть, без проблем)
2 балла
-
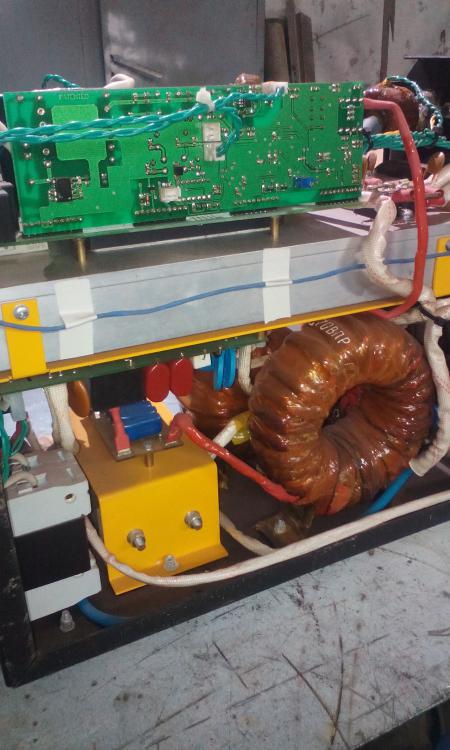
@tehsvar, Приветствую! Спасибо, что присоединились к решению моей проблемы(( Вот, что сегодня проделал. Замерили ХХ на включенном аппарате (без отключения осциллятора, не знал об этом) прибор показал 20 в, при нажатии кнопки 150-160 в. Замеряли без подключения воздуха, ничего не шумело я услышал короткие щелчки. Но контакты на осцилляторе не искрили. При установки новой платы не придал значению зазору между контактами разрядника, вытащил плату и по старой установил зазор. После этого ООООО чудо,прошла искра между контактами аппарата и мной)))) Подключил воздух, плазматрон, кабель массы. Закрепил заготовку на столе, включил аппарат, поднёс плазматрон к заготовке, нажал кнопку. Проскакивает мммммаленькая искорка между плазматроном и железкой, но пробивной мощной искры нет и продолжение процесса тоже нет. Уже какой-то результат)))) Фото не реклама!! Что видно, то и сфотографировал. Даже инженер сервиса говорит, что аппарат не ремонтно пригодный.
2 балла
-
@caps,А у него переменки нет, для тига и алюминия.2 балла
-
Небольшой обзор работы с пульта. Только сегодня решил показать . Настройка по выложенному алгоритму. Если всё сделали правильно, на самом аппарате параметры изменяются вслед за пультом. Немного " ленивый" отзыв на манипуляции , позже более полный отчёт выложу. У владельцев "Крепоу" может по другому, выкладывайте свои впечатления. Причём здесь частотный диапазон? Саша, первое, куда "цеплять будешь, на аналоговый или цифровой вход? И переходи в тему "Свободные фантазии".
2 балла
-
Охренеть ! @Ильдарка, А холостой ход то хоть есть на выходе ? Если есть воздух, то соответственно работает и кнопка. Если поджиг осциллятором, то нужно смотреть как сделан? С доп.трансом для поджига, то прозвонить на пробой или раскрутить первичку и по новой намотать, проверив, нет ли протёртостей. (Я не про транс в осцилляторе) При измерении холостого хода обязательно отключите осциллятор и разрядите разрядник. Без ХХ он так же работать не будет. По вашим общим фото ничего не поймёшь. Они только для рекламы. Нужны фото внутренностей, а не поверхности плат.2 балла
-
Я первый раз чинил инвертор в кстати авторизованном СЦ, там примерно так шёл ход ремонта. Они фотографировали погоревшее, слали фото в Евротек, там анализировали фото и высылали платы. Три раза у них в СЦ присылаемое сгорало и в итоге они отправили мой инвертор в Евротек (это альма матер). По приходу там аппарату присвоили новый входящий номер (чтоб мне скучно не казалось) и он как бы потерялся, так как я интересуясь о нём называл номер указанный в квитанции от СЦ. Резина растянулась на пол года. Поэтому исходя из своего опыта и написал2 балла
-
Таки да. У нас уже 4 года война идёт.2 балла
-
Та ото ж! Экономика кусается - клиента нет такого, чтоб оправдать затраты. А по поводу малого тепловложения - самое оно, потому как, при малой толщине стенки и при сварке снаружи, присадка, переплавляясь, выпячивается вовнутрь и много. Пришлось на токарный станок ставить срезать.2 балла
-
Похоже на "пингвинов Мадагаскара"2 балла
-
Алексей , Fronius замечательная машина но я с ней почти не знаком , но вот есть видео и предполагаю что и у Fronius можно в широких приделах менять мощь относительно напряжения . Что касается Меркле , то у него даже в мануале и на дисплее в синергии обозначено "инергия" то есть амперы, а напряжение для длины дуги или можно подачей это как кому нравится . Кстати пивную банку варил и напряжением тяжко было поймать дугу , переключил на коррекцию подачи и дело намного веселее пошло.
2 балла
-
Бесспорно и у меня в основном всегда за деталь зацеплена даже если она толстая и не Ал.2 балла
-
Получил посылку, на фотке самый тонкий - SMT 325 Extra от klingspor, нижние предлагает Роман
2 балла
-
Саш ну наверное оно так и есть и даже более электроника изменяет то и то , но паритет в современном источнике я думаю да оно так и есть остается не за напряжением , а за амперами . Вот простой пример мы выставляем по синергии толщину материала например 5мм и аппарат то есть программа выдает нам допустим 100А и она будет плясать именно от них и не как от напряжения тем паче у меня есть возможность коррекции напряжения чем и пользуюсь и коррекция эта влияет только на длину дуги и не как иначе. В принципе на Меркле есть два варианта коррекции можно и по подаче и это на амперы мало влияет и только длина дуги. Вот у меня и видео есть , и будет время попробую в реалии то есть со сваркой. Вот сварка в Гелии и в моем нет программы под смесь Ar 50% x He50% , и как известно в такой смеси (в чистом He еще выше) напряжение выше и довольно существенно , но аппаратик варит мою "железяку" в 1,5мм по программе установленной по толщине металла как не в чем не бывало , коррекция мною напряжения в минус 10% и усе работает амперы остались прежними иначе бы или не провар или прожег.2 балла
-
@vnuk, А можно вас попросить поделится опытом и размышлениями по организации защиты обратной стороны сварного шва всевозможных как трубных так и не трубных соединений в т.ч. и с зазором, а так же применение различных подкладок, как с каналами для формировочного газа, так и без них.2 балла
-
@МассаТом, не угадали, но это была самая распространённая версия. Этот ужос, всего навсего маслопомойка, причём совершенно не правильная. Что принесли то и сварил. Поры на углу, да ещё и макнул разок. Само собой исправил, но вот фото на память забыл сделать.
2 балла
-
Помнится в конце 80-х (хотя, наверное, это и намного раньше тоже было - но лично застал только в 88-м) были на предприятиях "кассы взаимопомощи" - сотрудники вносили в неё некоторые небольшие суммы и, при необходимости, им оттуда выдавали уже более крупные - для покупки чего либо (или просто если немного не хватало). У нас, помнится, оттуда выдавали "счастливчикам" на отоваривание "выигрышных" талонов (также разыгрывавшихся на предприятиях в те дефицитные годы) на телевизор, холодильник и иное. Разумеется, потом полученную сумму надо было в кассу вернуть. Но зато без процентов.2 балла
-
Вот и пайка двусторонней платы."Затягивает"
2 балла
-
@selco, Всё может быть, только 1000 нл/мин смущают очень, может ошиблись конечно. Пётр показывал датчик расхода ранее, так он 200-300$ стоит.1 балл
-
@psi, На начальном этапе, для развития понимания логики программирования, а не изучения языка с нуля, предлагаю обратить внимание на Flowcode V5 или выше версией, софт платный, но ооочень простой в освоении и с дэмо-периодом, да и что уж говорить, где мы живём все понимают, кто ищет, тот найдёт.1 балл
-
Отзыв использования сварочного Торус в режиме ТИГ-сварки Савостиков Валерий, г. Орёл: "Следующим этапом дружбы с аппаратом стало обучение TIG-сварке. Для данной цели была приобретена горелка (около 3500 рублей) и аргоновый баллон. ВНИМАНИЕ!!! Лично я не рекомендую горелку-автомат с кнопкой. Клапана не особо надёжны и палец устаёт. Лучше брать горелку с вентилем-полуавтомат. Потери 1-2 литров газа не играют особой роли, но игольчатый клапан надёжнее и долговечнее. Далее было длительное изучение интернета, youtube и форумов. И оказалось - не так страшен чёрт... И я приступил к отоплению в теплице. После того, как уже сварено более километра труб, я могу с уверенностью сказать - аргонная сварка ответственных швов - лучший способ сварки и не сравнится даже с автогеном. При должной сноровке сварщика даже карточный шулер на ощупь не определит место сварки. Шва практически не заметно ни на ощупь, ни визуально. Если детали подогнаны достаточно хорошо (зазор не более 1,0 мм) - припой можно не применять, шов прогревается и затекает сам на всю глубину. Начинал я варить электродом Д=1,6 мм и соплом номер 7, работа получается практически ювелирной, но страдает скорость сварки. Сейчас, когда рука уже набита, смело жгу 2,0 электродом и соплом №10" https://vk.com/torus.svarka?w=wall-84014133_486%2Fall1 балл
-
мой 74-го года . поддерживаю в рабочем состоянии . кузов приведен в порядок давно . одна беда : глушак сварить новый некому1 балл
-
значит попугаи. вот ешё режим для катета 4мм. смесь к-18
1 балл
-
Какая реклама? Тот кто купил тот и пишет свои отзывы и замечания. Почему вы решили, что на заводы не даем? Даем. Я не понимаю что вы слышите, а чего додумываете. Я уже не раз говорил, что не проблема. Но на месяц - это перебор, лично мое мнение. Первую работу из партии то можно. На пробу аппарат можно. Так же и проба оборудования не привязывается к продаже. Но например ваш подход: мне не надо, но дайте... Мне не понятен. Поэтому вам НЕТ. Вы не сравнивайте не сравниваемое - оборудование и изделие. Я сам первое иногда делаю бесплатно, чтобы понять, всех ли все устраивает. Но потом уже другой разговор. А вот взять например на пробу приспособление для установления углов распредвалов - так это на один раз и на всю жизнь. Так что они тоже засранцы, что не дают?1 балл
-
- зависимости настроек друг от друга не описаны ни у кого. ( по крайней мере я не сталкивался с таким) - краткое описание параметров у всех есть но не дает понимания полной картины - если живете не в Москве, то не надо на это ссылаться. При желании можно найти решение где опробовать. - конечно частнику сложнее (покупая один единственный аппарат) его не сильно хотят видеть в демозале и совместно проведенный один день в испытаниях не факт, что приведет к продаже. А сравнение можно быстро организовать - если знать, что смотреть и что проверять. Поэтому желательно следить за новинками или больше желательнее на максималке где либо поработать. Тогда будет просто понять что надо в жизни. так и надо. Только конечно не так просто, если многие даже не знают, что такое БАЛАНС или когда говоришь про импульсную сварку то руки дрожать начинают у сварщиков.Обычно слышу так: "ток этим регулировать? Ну и все, мне этого хватит" А такие, как Валерий - редкость!!! С кем приятно говорить про функционал и привычки использования того или иного режима. Да и просто приятно поговорить1 балл