Лидеры


.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)

Популярный контент
Показан контент с высокой репутацией 19.12.2017 во всех областях
-
Куллер газель некст,приехал с оторванным бочком,ну и параллельно подлечили соты
 11 баллов
11 баллов -
Это ремонт, как раз тут то и проще научиться в нестандартных ситуация. Человек умеющий варить по правилам, не сможет продуктивно работать в ремонте. Также переучить ему "религия" не позволит, а вот ремонтнику проще обратиться в "религию":)10 баллов
-
Впускной коллектор ПАЗора, давно их не было , но опять стали приносить.
9 баллов
-
@Serj55441, Мне представляется,что многие из вас никогда не сталкивались с производством,т.е. чертежами,технологиями,отк,т.е с жесткими рамками в работе. Приведенные вами рекомендации рассчитаны на исправление брака литья при массовом производстве отливок.Еще раз повторю:в условиях производства,когда жестко регламентирована технология.И сам панч, и технология его применения рассчитана на поток,разрабатывалась и подгонялась под его условия.Там некогда будет "облизывать" каждый блок - предписано выполнить те -то и те технологические операции и никакой лирики,никакой отсебятины-все предельно жестко,все делается по возможности быстро,дешево и сердито. Эти рекомендации рассчитаны на только что выплавленный чугун,а не тот, с которым приходится сталкиваться в ремонтных работах . И вот здесь,то,что подходит для производства, не подходит для ремонтной сварки.У ремонтной сварки свои особенности.7 баллов
-
Так я и не даю советы,спросили и я ответил. И даже следую вашим советам и "тренируюсь на кошках" - на блоках цилиндров,на разных изделий от станков,цапф,коллекторов глушителей,всякого рода крепежей и т.д. Всего не перечислить,и не упомнить. Цитата Полуавтоматическая сварка проволокой на основе никеля предназначена для ремонта тонкостенных чугунных деталей автотракторного оборудования, а также для устранения мелких дефектов, вскрывшихся в процессе механической обработки отливок. Применяют никелевую проволоку ПАНЧ-11 (ТУ ИЭС им. Патона). Редкоземельные элементы, входящие в состав проволоки, обеспечивают ее самозащитные свойства. Для сварки используют полуавтоматы, рассчитанные на подачу тонкой присадочной проволоки диаметром не более 1,6 мм. Указанный процесс целесообразно использовать при сварке металла толщиной не более 10 мм. Разделку осуществляют узким абразивным кругом; ширина ее должна быть не более 5—6 мм. При заварке трещин, например, в блоках цилиндров через каждые 30—50 мм просверливают отверстие. Сварку ведут обратноступенчатым методом или отдельными валиками в один-два слоя. Длина каждого шва 30—50 мм. Сварное соединение подвергают легкой проковке. При наличии дефектов в жестком контуре нужен предварительный нагрев до 200—300 °С. Сварку осуществляют на постоянном токе прямой полярности при следующих режимах: сила тока 100—150 А; напряжение дуги 14—19 В; скорость подачи проволоки 100—150 м/ч; скорость сварки ~8 м/ч. Наплавленный металл имеет аустенитную структуру с равномерно распределенными включениями углерода. Зона сплавления характеризуется отсутствием свободных карбидов и ледебурита. Прочность наплавленного металла, 30—40 кгс/мм2 Некоторые работы по чугуну здесь выкладывал,вроде всё работает.За этот год "с хвостиком" ни одного возврата,а блоков "с кулаком дружбы" было немало(и сейчас в работе есть),ни одной переделки после сдачи работ.Тьфу-тьфу-тьфу. Чего и всем желаю! (а может дуракам везёт? или просто получается, если делать всё по уму и без халтуры?)4 балла
-
@morgmail, мои наблюдения за судьбой аппаратов, проданных через местный магазин-трудно назвать статистикой, но, как говорится, тем не менее... Один Форсаж-200 П/А, один Форсаж-200М и ездили в Рязань и ремонтировались после гарантийного ремонта в ГРПЗ уже в местной мастерской, толком не поработав после покупки. После "выведения блох"-пашут нормально. Однако же "осадочек остался". Всего Форсажей тут продали от силы штук пять. Многовато ремонта, однако...4 балла
-
http://forum4x4club.ru/uploads/monthly_12_2017/post-23522-0-35638700-1512106838.jpg4 балла
-
Обломали переднюю часть стартера.С помощью внутрених обойм\оправок собрал на шпильку и отцентровал. Прихватки,разделка.Сварка ПАНЧем-11 диа.2мм., а сопло ,как всегда 6L, вольфрам WZ8. Спасибо Александру Панч11,доставка и отправка была без волокиты.
4 балла
-
@Schwert,судя по вашим швам, сваривать металлы вы умеете,так что потеря навыков вам точно не грозит4 балла
-
Для себя усвоил, что сварка полугорячим способом даёт на много лучший и стабильный результат при примерно равных временных и трудозатратах. Кроме того иногда бывает полезно для здоровья хорошенько пропотеть. Чистая х/б рубашка под брезентухой самое оно. После такой сварки свежий, как из бани. А самый длительный этап - остывание, уже проходит без меня. Утром пришёл, сделал проверку и сдал заказчику. Поэтом всё, что мелкое и среднее - полугорячий способ. Всё, что более 50кг - на холодную. Но это относительно. Печку бы я варил полугорячим способом, т.к. нагреть печку это вообще не проблема - это же печка!3 балла
-
Алексей , уважаю твое мнение , но здесь не соглашусь . Тут где то тема и знаменитый EWM пачками выдает "блох" в виде ошибок и самое печальное то что не кто даже производитель пока не определил что это за "блоха" да и ловить ее они ух как не хотят по настоящему и одни отговорки. EWM и на чистом не зажигает. http://websvarka.ru/talk/topic/4130-otkliuchenie-vrd-na-ewm-pico-300-cel/?do=findComment&comment=308564 Вот на EWM вряд ли получилось отключить так просто не Форсаж . Впрочем и Форсаж я так понял требует определенного навыка и понимания стоит отключать или нет и чем это обернется , впрочем мы уже знаем чем. Ну а здесь если такой капризный заказчик, я вам могу только посоветовать для таких целей покупать обдумано технику и думаю Форсаж 200 не дорос пока к сожалению до таких работ и по сему надо смотреть в сторону тех фирм которые десятилетиями делают аппараты под ММА ну например Миллер или Ленкольн . Можно и Selco , у него нет "страшного" VRD, да и настроить можно все вплоть до ХХ .
3 балла
-
Да,всегда при сварке прогреваю. Я пробывал по разному.Но у меня вышло так,что при прогреве лучше понимаю и вижу сварочную ванночку,лучше присадка ложится,меньше токи. До этого варил и косичками,но прутком 2мм понравилось больше. Короткие стежки - всё верно,2-3см, не более. А проковка при "висячем куске детали" наверное лишнее, в замкнутом пространстве(латка на блок и т.п.) - обязательна и для герметичности,и для снятия напряжений. Срезал болгаркой и придал нужную форму,от очень острого носика до типа плоского.Потом много раз типа закаливал при помощи отработки. Нормалёх! Работают!
3 балла
-
Св.БрХЦрК.3 балла
-
3 балла
-
@Schwert, Зачётно, я так не умею. Добро пожаловать на форум добрых людей!3 балла
-
Для наплавки требуется нагрев всего 200гр. Потом оплавление порошка уже локальным нагревом пламенем горелки. Но ремонтить печку, как и любую другую замкнутую конструкцию ГПН я бы не стал. ГПН хорош для работы в не замкнутом контуре, иначе порвать может. А печку нагреть - да проще не куда. Это же печка.2 балла
-
А как же , в СССР были даже трансы с настраиваемым ХХ. Вот на Селко , функция отрыва электрода , она же если по Русски напряжение ХХ . На нем по умолчанию 80 вольт , но вот в этой функции можно убавлять и я не пробовал но думаю до 50вольт а может и меньше и на досуге проверю . Стоит предупреждение что выше 80 вольт то есть заводского ХХ нельзя , но видел на выставке и до 100 вольт поднимали . При 100вольтах дуга ММА растягивается миллиметров на 50 .
2 балла
-
Сделал кондуктор для волют.
2 балла
-
Согласно справочникам , вроде да. Используют 3 метода:холодный, при сварке без подогрева, короткими швами с проковкой, полугорячий, при предварительном подогреве до 360--400 гр и горячий - до 600 град. С Избегать нагрева выше 760-780 гр,которая является для СЧ критической.2 балла
-
@Константин Краев, ну ведь так не должен работать светофильтр. Спидглас, Текмен, Отос, так себя не ведут. То, что это так задумано, я понимаю, но это не достоинство, это конкретный недостаток. Они перестраховались от осечек при срабатывании, тем самым создав неудобство в работе нам. Нормальный фильтр справляется на ура со своей задачей во время закрыться, хоть в кромешной темноте, хоть при солнце. Мне перед началом сварки очень важно что бы фильтр был открыт, иначе зачем мне автомат? Убирают пусть, тогда можно будет адекватно судить о работе чувствительности. Tecmen, как утверждают, тоже сделали ступень при закрытии фильтра с 13Din, до установленного, нарочно! Зачем эта отсебятина? Меня например, это затемнённое мгновение сбивает и как говорится мельтешит перед глазами. Кому это может быть удобно? Разве что у кого поджиг с мощным стартовым током. СГ продумали грамотно работу фильтра, вот и равняться по ним нужно, а не стараться обыграть!2 балла
-
Ребят я не спец научусь позже
2 балла
-
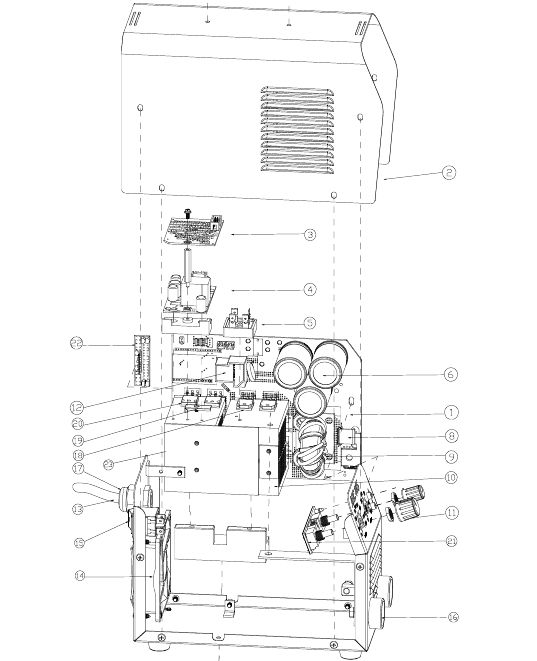
Конечно выкладывайте -тема же о внутренностях.Многим было бы интересно посмотреть что же там внутри.2 балла
-
Это делать видимо тебе привычно, а я привык говорить только о том что знаю. Именно знаю, без предположений. Вот доказательство. https://www.youtube.com/watch?v=_shLuwnHz6Q2 балла
-
В плафон вместо одной маломощной лампы я поставил две 100 Вт последовательно, в 1990 году. До сих пор работают, пережили многое, и 380 вместо 220 в том числе.2 балла
-
индукция уль. косячёк от разработчиков, почему таких проблем нет на других аппаратах с таким же хх? допиливать что ли это ведро ? у меня свист от 52-55 до 90-110А Сдал к официалам сегодня его, сказали мол отключение вообще невозможно, но сделать его на программном уровне МОЖНО, вот только завод ответственность на себя брать не хочет. Если ремонт и дальнейшее использование без ограничений по мощности будет возможно только с востанновленной перемычкой, сварочник продам, денег добавлю и куплю что нибудь вменяемое. Вкус хорошего тока уже попробовал, градус понижать и раньше смысла не видел, теперь и подавно не буду.2 балла
-
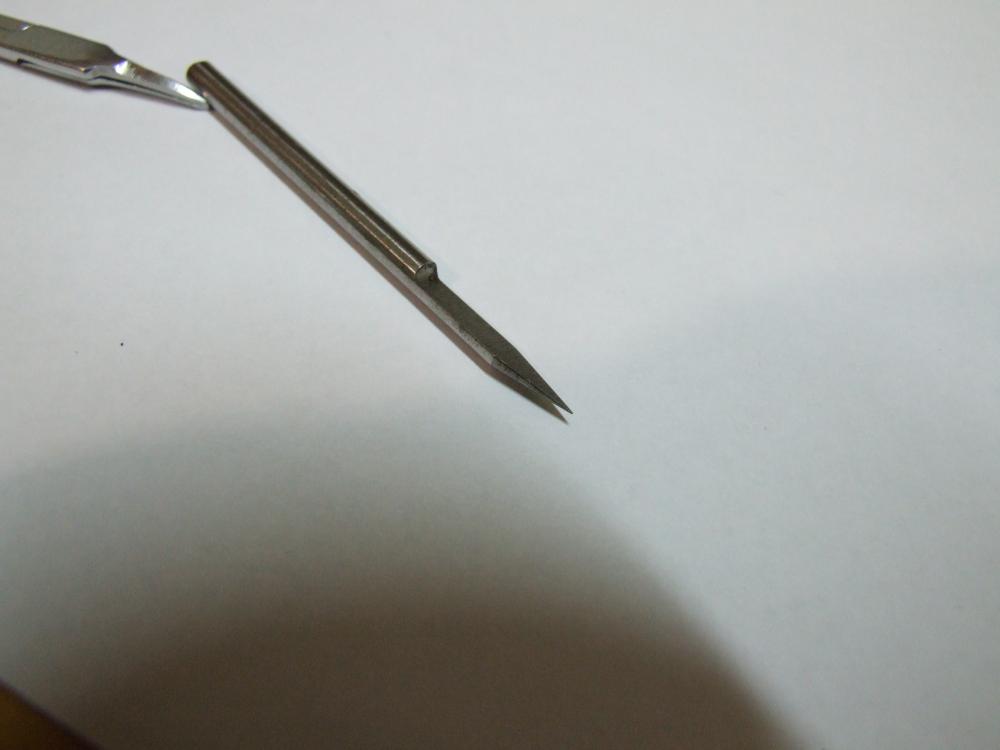
Обновлю тему. Было: сегодня начал изготавливать линейку инструмента, начал с клещей:
2 балла
-
@EXOID, нет. Я в этом хозяйстве реально не разбираюсь. Насчёт 2 киловатт -- это что-то странное. Наверное опять законы коммерции одержали победу над законами физики и логики.2 балла
-
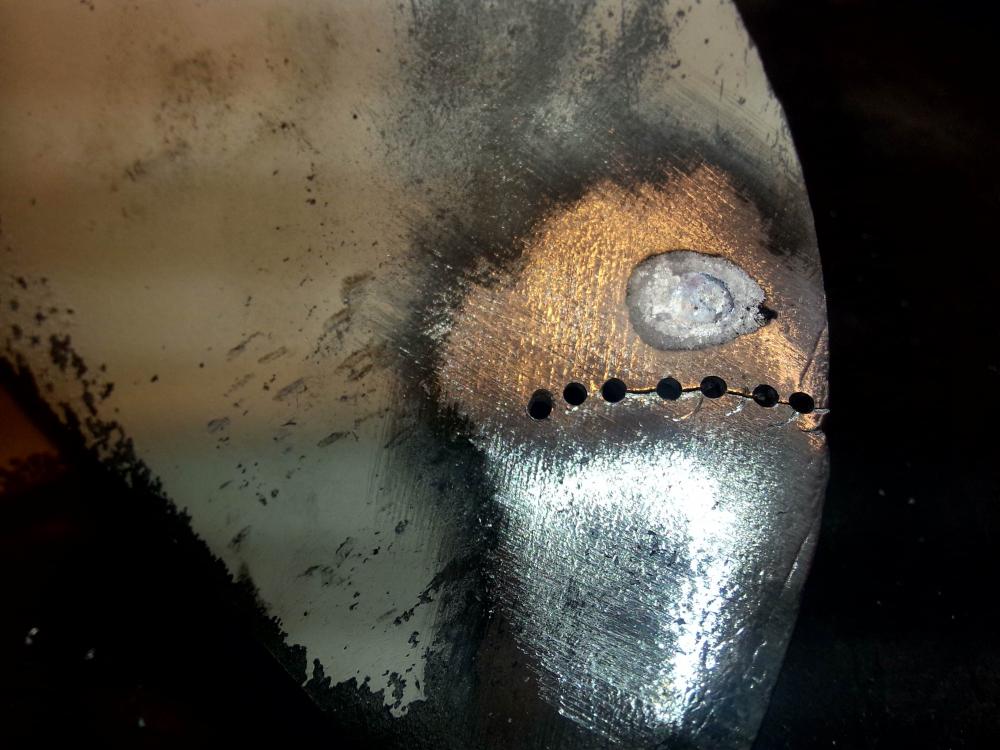
Когда принесли эту головку,то изначально видна была масенькая дырочка с карандаш. Прошёлся вскользь шарочкой и под трухой, и гнильём обозначились края.Поэтому смело советую - Не отпускайте клиента до тех пор,пока при нём не обозначите границы гниения\пробоины\изломов\трещин. Понятие "На слово","По совести" - хорошие определения,но надо твёрдо настаивать на присутствии клиента в таких случаях. Зачистил,к латке приварил пруток т.к. размер малый и место неудобное держать.Саму латку отжигал ,чтоб отпустить металл. Прихватка латки,прогрев,неспеша сварка Панч-11,проковка. WL-20, диа.2.4 , линза, сопло 6L, ток 95 ампер.
2 балла
-
Мазурик очередной.
2 балла
-
Горн из тормозного барабана: https://www.youtube.com/watch?v=uellcyt4OMA2 балла
-
Здравствуйте! Сегодня сделал свои первые клещи, да кривовато но зато свои)
2 балла
-
1 балл
-
@yuri, ну что можно сказать по вашим мукам выбора... Я Сварог продал в пользу форсажа... И как бы сожалений нет! Хотелось бы чтоб техника не ломалась, но от этого никто не застрахован. По поводу Сварога, вы вес и объем сравнивали с форсажем?1 балл
-
Костя ,,, не какой любви (нас бы так в магазинах любили) и девять девять и за второй шесть , в расчет то что с этим усилителем попрыгал исполнитель туды сюды и хде бы еще заказчик купил бы таков да за четыре . Посчитал по московским 180см и выходит 190 800р,,,, не хило и через пару таких заказов можно заказать EVOSPARK350 или чего там копить и это не долго будет на Selco500AC/DC. Если даже по 100р см то тоже не хило 106 000р , а Вы говорите миллиметры и там еще дороже выйдет .1 балл
-
Если лампа вкручена в настольный, или еще какой светильник, который шнурком в розетку включается, каждый раз при втыкании вилки в розетку его фазировать? У меня оно просто работает , без танцев с бубном.1 балл
-
@Шурпет, не та у вас рыбка. Osram, Pila,Verbatim1 балл
-
Учитесь делать двери посоны! https://youtu.be/GYXMpO-H9e0 оно после сварки даже диагонали не померило,навесы к коробке с одной стороны приварило и потом шов сточило, к полотну навесы приварило к листу! Интересно по чем толкает сей шедевр? Еще на ворота хотца взглянуть про которые оно в конце говорило.1 балл
-
1. Измерить напряжение в сети. Если напряжение в норме - 2. Заменить лампы на аналогичные иного производителя. У меня светодиодные лампы не мигают.1 балл
-
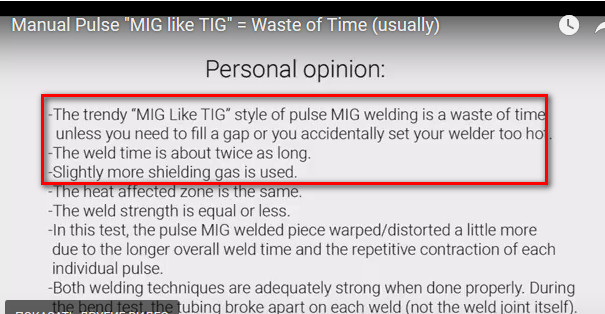
@kuznezs, видео совсем не о этом. позиционируется два метода п/а сварки. и следует вывод,что при сварке *под аргоновый шов* требуется бОльшее время и бОльший расход газа. не дешевые,лишние понты в общем.
1 балл
-
Рычаг изготавливается из 35 стали и подвергается цианированию с твердостью слоя 58 - 62 HRC.При износе поверхность наплавляют сормайтом 1...,а чем угодно наплавлять не стоит.1 балл
-
слыш,пацанчик, семки есть? источник в ВК подробнее https://vk.com/weldqueen Александра жжжоооть
1 балл
-
Наш рабочий день : мачмалу во дворе почистили Это из-за этих зверей она во двор течёт : Щепорубку прикинули кое-что к кой чему: Ну, и, раз погрузчик уже завели, вкрутили еще две лампочки в конце:
1 балл
-
Взял ПА в руки первый раз за 1,5 или 2 месяца, надо же разнообразь процесс, а то всё тиг да тиг.. Делал детальку от лесенки. То что трубы не заглушены не ругать, всё строго по чертежу заказчика, а то я вас знаю На всё про всё ушло около 13,5 м трубы 80*80 со стенкой 3мм (двойки у нас в городе по наличию нет) Собирал используя все подручные вещи. Это почти готовый вариант, ещё одной ступеньки не хватает, там в качестве опоры под неё пошёл пенёк, пару досок и пассатижи. Всё в аккурат по уровню Шовчики, не идеал ибо совершенствую навыки редко:
1 балл
-
доброго дня всем !!! чуть чуть фото выложу из то что делали последнее больной лодочный винт привозили залечили хозяин так и не нашел где рады были у больного делал заказ в волгоград в детскую школу танцев пару станков разборных , в подарок сделал сюрпризом розу уматал запоковал ее в коробку говорю дома откройте это подарок будет другу шапки на забор бетонные красил какой то специальной краской
1 балл
-
всем добрый вечер ! чуть чуть покажу что делал за пару дней делал три розы и подставку, после покраски пару слоев лака лестницу новую сварил , навел в кучу краски строй что было получился такой цвет запылил чтоб меньше ржавела сделал сегодня катушку для шланга от компрессора слепил из того что было проверил все удобно и быстро лечение фартука . суровые сварщики не используют нитки ,проволока п/а и все супер .просто провздел и завернул концы проволоки
1 балл
-
http://chipgu.ru/pic/41020.jpg http://chipgu.ru/pic/41021.jpg http://chipgu.ru/pic/41022.jpg http://chipgu.ru/pic/41023.jpg http://chipgu.ru/pic/41025.jpg http://chipgu.ru/pic/41026.jpg http://chipgu.ru/pic/41029.jpg http://chipgu.ru/pic/41027.jpg http://chipgu.ru/pic/41028.jpg Дверь поставили с братом на дом. Эпопея с перекурами на целый день затянулась .1 балл
-
Поставлю-таки точку в своей истории... Купил сегодня новую Свароговскую горелку TS-26, переделал разъём на кнопку под Гроверс, попробовал - всё отлично варит даже без особой зачистки (лист АМг5 потёр щёткой немного, ацетоном ни его, ни присадку не протирал). Кнопка на Свароговской горелке, кстати, гораздо приятнее - на родной иногда пропадала дуга в 2Т. Всем спасибо за участие, хорошо то, что хорошо кончается (за исключением ₽ в каркаме, конечно ) Самый обычный - 30
1 балл
-
Виктор , не согласен на 1000% . Я вот всегда жалею его и удивляюсь на Сергея (всеми любимого Чебурашку) он на ТИР315 коей даже не имеет баланса умудряется такие блоки да еще внутрях варить , а жалею потому что знаю сколь сил он тратит на это , эх ему бы аппаратик с частотой и балансом . Малая частота 20-30гц похожа на импульс и нужна на средних толщинах , деталь или изделие нагревает в целом меньше и дальше все ясно на счет поводок и т.п. Высокая частота сужает дугу и полный контроль, она в разы меньше рыскает куды не надо и т.д. Ну а как на Ево переменка с ВЧ частотой это вообще вещь и вот друзья тут были и включил им попытать и даже новичок заметил разницу в лучшую сторону. Больше убеждать и писать не хочу , так как каждому свое , но не далее как вчера здесь где то про пивные банки БРИМОЙ или подобием ее , да можно и у многих выходит но сравнивайте швы этих банок после Бримы и навороченного аппарата и думаю разницу увидит и слепой. Конечно все эти навороты не для банок , но бывают такие моменты где нужна вся мощь в настройках аппарата чтобы сварить что то из самого худшего сплава или наоборот дорогостоящей зап. части от чего либо которую и не достать в добавок. Предлагаю не пивную банку , а вот как здесь донышко и боковые стенки у него тоньше чем само донышко и к толстому и вот здесь я на 100% уверен что 60гц и прямоугольник будут без сильны . http://websvarka.ru/talk/topic/8744-evospark-rosweld/?p=2491061 балл
-
@evgeniy, если интересно, тогда подробно. Да, большая часть наконечников советского производства нормально не работает. Про импортные ничего сказать не могу. Причина в технологии изготовления. Коническое сужение внутри наконечника образуется при обкатывании заготовки на конус сверху, при это внутри металл часто морщит. Из за этого поток газа завихряется, скорость распространения пламени резко возрастает и пламя начинает проскакивать внутрь горелки. Чтобы убирать эти неровности я сделал ( точнее говоря друг на заточном станке сделал) из старого метчика (сталь хорошая и термообрабатывать уже не надо) пушечное сверло. Им очень легко это конус выравнивается. Взял старые убитые тянутые наконечники, выпрямил, загнул в нужном месте, друг на фрезерном станке обработал, как показано на эскизе, ну а собственно мундштуки сделал из готовых № 1 и № 2. Собственно говоря, основным рабочим был между № 2 и№ 3. Точно не помню, кажется 1,3 мм на выходе. Сейчас найти старые советские тянутые наконечники из трубки 9 мм сложно, можно сделать паяный вариант, как на фото, которое выложил @pavel83 . С резьбовым возни больше, зато легко снять и почистить, если надо. Но есть и минус - горелку ронять нельзя, может по резьбе поломаться, разок такое было. Фото горелки сейчас выложить не могу, но полагаю, и так всё будет понятно
1 балл
-
Я им вообще не работал, просто заинтересовался в связи с поднятой темой и решил узнать. Вообще это стрёмное решение потому что когда работаешь в сухих не экстремальных условиях врд не нужно в принципе и тыркать электродом лишних 1000 раз было бы напряжно.1 балл