Лидеры




Популярный контент
Показан контент с высокой репутацией 23.09.2017 во всех областях
-
Программу подготовки студентов сварочного производства опять изменили ... в сторону повышения учебной практики. 3 курс пашет каждый день в 2 смены и я вместе с ними с 1 сентября, включая субботу... и в таком режиме ещё целый месяц..а там уже и 2 курс подтянется...одно плохо, металла и расходников не хватает катастрофически..
 10 баллов
10 баллов -
Иллюстрации к рассказу Стругацких "Понедельник начинается в субботу".
10 баллов
-
Озарение накатило, в виде подвеса для монтажного столика, конкретно для мусорницы под огарки (надоело нагибаться), или даже ещё для чего пригодится.
10 баллов
-
Выходные нормально начались, знал чего делать предстоит и уже в пятницу подсушил уонек из гаража, за одно и окушек. с утра по дачам прокатился с генератором - врезки незаконнные), баки и тд. после обеда поехал уонии жечь, но пришлось предварительно вырезать разделку болгаркой - левый шток оборван был напрочь а у правого порвали ухо за одно погрузчик немного подлатал обнаружил свой подогреватель))и на последок, сосед всучил вилку от велика- там похоже краски больше чем металла))
9 баллов
-
ИТАК! https://www.youtube.com/watch?v=7Mbrtk3TxW0 К просмотру готовы краткая и полная версии теста. Полная версия на канале АврораОнлайн: https://www.youtube.com/user/AuroraOnlineChannel/videos Смотрите, комментируйте!8 баллов
-
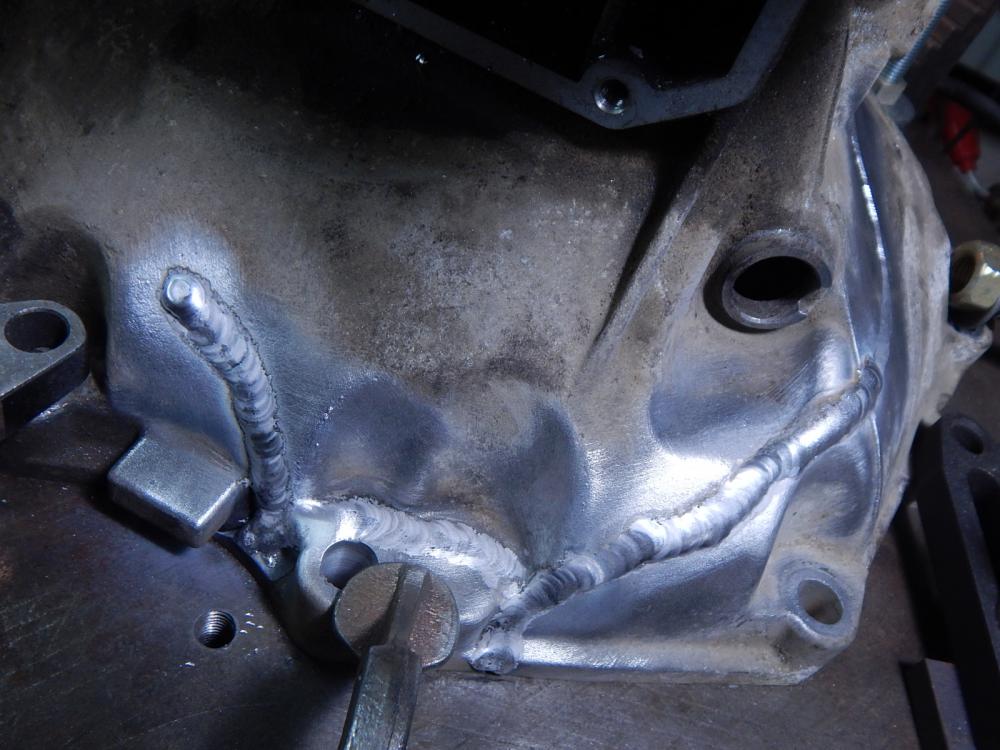
Коробка Опель . Чтобы деформацию свести практически к нулю,базовую поверхность надо поднять на1,5 мм относительно отломанного куска.
6 баллов
-
Что то все ля-ля, да ля-ля, а фоток нету.
5 баллов
-
Мало зачистили да и верхний слой фрезой пошире от разделки снять и дело лучше пойдет . Во абсолютно похожая "дрянь " и гниль довольно глыбоко снимать пришлось но зато сварка опосля без проблем .
5 баллов
-
Хороший ролик.Буду студентам сварочного производства показывать.5 баллов
-
@варим лежа,ты кто, человечище?5 баллов
-
Всю первую часть думал, узнал бы или нет те аппараты с которыми сталкивался. Интересный тест, огромная работа. Всем спасибо за нее!5 баллов
-
Други! А есть еще сплошная 1.2мм? Я б тоже ее попытал в серьезных условиях и на больших железяках. Как и у многих есть проблема выбора сплошняка, с порошком давно определился.4 балла
-
@ВлаДон,Не секрет - 4,сейчас бы скорректировал до 5,.Сварка не вызывает никаких затруднений,а есть следующие сложные моменты:сварка дает деформацию резьбы под фиксатор радиально-упорного подшипника шестерни.Пришлось несколько часов заниматься подгонкой,но, слава богу,подогнал...закручивается рукой.А второй момент-это подбор подкладки,чтобы избежать деформации плоскости.Когда отломан один кусок,это одно ,а когда три - это уже другое.Обошелся без фрезеровки - зазор три десятки4 балла
-
Это про меня. Я тоже все свариваю не постоянно и не серийно. Каждый раз новые задачи и проблемы. Тем и живем...4 балла
-
сумки *мечта оккупанта*,прекрасно выполнят роль многоразовых чехлов. ps. по опыту коллег автомалярного форума-при покраске хорошо использовать старые баннеры/плотную пленку, скатываемые при ненадобности,к потолку помещения,в рулон.(как кассеты с линолеумом)
4 балла
-
Игорь, масса у п\а винтовая, родная. Фиксация и прижим отличные. Первое фото посмотри.
4 балла
-
Грамотно организовали,молодцы.Интересно как аутсайдеры сертификат ростеста получают?Ничего не соответствует,зато сертифицированны,чего там сертифицируют,коробку упаковочную что ли?Сварог больше всего огорчил,тоже химичат редиски.4 балла
-
Стал обладателем такого профиля,теперь ищу профиль 40/40 или 50/50 со стенкой 3-4 мм.Сделаю пока столешницу,с ножками подумаю какие делать.Хочется разборный и регулируемый по высоте,буду смотреть варианты.
4 балла
-
@Константин Краев,спасибо за долгожданное видео! Посмотрел все три.Особенно понравились два ролика в полной версии. И ещё отдельное спасибо ребятам-сварщикам -участникам теста!4 балла
-
Надо бы в поржать . Наконец осуществилась окончательная мечта "идыёта". Кто следит за моими страданиями тот поймёт. Наконец купил и восстановил, что хотел. Мелкие теперь нормально размещаются на сверлилке. http://s018.radikal.ru/i506/1709/00/c92da6a00821.jpg4 балла
-
Убил бы механика... Как так можно? Поддерживающие катки в хлам и на сварке, гусянкой (натянуть видимо лень) с обоих сторон (и перед и зад)сожрало платформу. Порошок.
4 балла
-
@Serj55441, на будущее: всё, что есть в ДАФе варится более менее сносно, даже масляные клапана и корпуса фильтров. Это не машина, а золотое дно.
4 балла
-
Ага! Более-менее! Попалась тут подножка от ДАФа Сварилось : Но! при тех же руках, горелке, газе и прочих факторах, грязь лезла в ванну неведомо откуда.
3 балла
-
И вам здрасте. Вливайтесь. Желательно бы в профиле написать имя и возраст, как у нас почти у всех.Полагаю что по вашему первому посту вы просто не разглядели масштаб шва. Там катет 30 мм, а вы даёте советы для 15-ти примерно.3 балла
-
А какая разница?3.5 мм. не прожжёшь однозначно. Не сомневаюсь, так что не утруждайся, прошу тебя. Я просто не правильно выразился. С моей редкой практикой 230 ампер на таком шве с таким резким заворотом, это слишком быстро. Поэтому я искал выход, и вроде нашёл, и хотелось именно это показать. Такая вот у меня проблема, вы все наверное варите постоянно, а я выкладываю практически всё что варю. Согласитесь -- не часто. Я больше работаю с шаблонами и кондукторами, причём именно с ними, а не на них. Мне же приходится разбираться со штучными заказами и ремонтами. Это интересно, увлекательно и сложно. И я рад что даже со своей редкой практикой могу что-то показать в этой теме.По моему есть у нас куча народу которые так же как и я не варят серийно и целыми днями. Вот это для них.3 балла
-
ща сообща ракету построим3 балла
-
Саша, сегодня привезли, выходных не будет.3 балла
-
Пипец! Куча цифр. А я как то проще сделал. Без них. Так как подвода воды нет, то пришлось открытый расширитель ставить. А из-за невозможности соблюсти плавное снижение (уклон) и отсутствия нормального чердака, пришлось ставить насос. Прямо рядом с твердотопливным котлом в обратку. Три луча. Два параллельных и один параллельно-последовательный. И хоть делал всё первый раз (именно отопление), но получилось даже вполне. Конечно почитал перед этим немало инфы, но оно того стоило.3 балла
-
@SergDemin, угу совсем нечего, взято отсюда http://infobos.ru/str/718.html И так разбираем по кусочкам эту формулу: http://infobos.ru/img/718/ff1.jpg Цифра (1000) - это перевод количество метров в миллиметры. 1 метр = 1000 мм. [ 3 • d ] - это экономический показатель найденный опытным путем. (Этот показатель для чайников, кому лень считать). Ниже предоставлю расчет по всем диаметрам. D - Диаметр гидрострелки (мм). d - Диаметр патрубка (мм). P - Мощность котла (Дж), можно перевести в Ватты(Вт). W - Максимальная вертикальная скорость движения теплоносителя в гидрострелке (м/с). π - Константа, отношение длины окружности к диаметру этой окружности = 3,14 C - Теплоемкость теплоносителя. (Вода = 4,183 кДж/(кг•°С) ). Можно выразить: Вт/(кг•°С). ΔT - Разница темеператур = ( t1-t2 ), между верхней и нижней точек подачи тепла от котла. Фактически это разница температур между подающим и обратным трубопроводом котла. А теперь по порядку разбирая все нюансы, влияющие на диаметр гидрострелки... Для того, чтобы вычислить диаметр гидрострелки, необходимо знать: 1. Расход первого контура 2. Расход второго контура 3. Максимально-возможная вертикальная скорость теплоносителя в гидрострелке. Для примера возьмем это изображение: http://infobos.ru/img/718/shem4.jpg Расходом первого контура будет являться максимальный расход выдаваемый насосом Н1. Примем за 40 литров в минуту. Запоминайте в решение пригодиться. Расходом второго контура будет являться максимальный расход выдавемый насосом Н2. Примем за 120 литров в минуту. Максимально-возможная вертикальная скорость теплоносителя в гидрострелке, будет являться скорость 0,1 м/с. Для вычисления диаметра вспомним эти формулы: http://infobos.ru/img/718/f.jpg S-Площадь сечения трубы внутренней окружности (м2). π-3,14-константа - отношение длины окружности к ее диаметру. r-Радиус окружности, равный половине диаметра Q-расход воды м3/с D-Внутренний диаметр трубы (м). V - Скорость потока теплоносителя. Вообще - средняя скорость, кто знает гидравлику. (м/с). Отсюда формула диаметра: http://infobos.ru/img/718/f99.jpg Чтобы соблюсти скорость в гидрострелке просто вставляем в формулу V = 0,1 м/с Что касается расхода в гидрострелке, он равен: Q = Q1-Q2 = 40-120 = -80 литр/мин. Избавляемся от минуса! Он нам не нужен. И того Q=80л/мин. Переводим: 80 л/мин = 0,001333 м3/сек. http://infobos.ru/img/718/ff2.jpg3 балла
-
А клоса все-таки вырезали,зря позировал.Класс посмотрел, опять захотелось в Питер,ну ничего,постараюсь навестить в Москве на выставке.3 балла
-
@Константин Краев, Спасибо)) Хороший, познавательный фильм. Дождалси...3 балла
-
Во киты дают!
3 балла
-
сегодня разобрали это гнилье..завтра будем стыковать и сваривать))) вроде как и труба не че такая есть к чему приварится))
3 балла
-
Мужики всем привет!!! Сегодня запустил БВО. Дядя Юра, большое спасибо за помощь! Подцепил штуцеры, прокачал воздух, пока не пошел напор ровный антифриза, проверил-все отлично. https://cloud.mail.ru/public/KyrR/9tn9rpxFR
2 балла
-
@gonta, Суровый перевод с китайского, он такой...
2 балла
-
Ну вот я добрался до тестов, правда пока на пластинах, налавка для меня это новое направление. начальные настройки первая пара швов сварочной проволокой er70-6 третий шов слева на тех же настройках, четвёртый шов напряжение поднял до 21.5в , наплавку делал на себя(сверху вниз). Разбрызгивание больше, при сварке идёт треск. Может конечно ещё с настройками поиграть. Сейчас попробую на стойкость к болгарке. Да проволка на изгиб жёстче по сравнению со сварочной. Подаётся обработке болгаркой, а вот от керна след не остаётся.
2 балла
-
Магнитная использовалась как магнит, для установки пластины. -)) Магнитные массы мне совсем не нравятся, одни проблемы и подгорания.2 балла
-
Её я сразу отметил , а вот магнитная сразу глаз резанула .2 балла
-
в дебри полезли. вопрос простой был,о насосе. ответ -можно.2 балла
-
А толщина стенки какая там ? Могу показать.2 балла
-
Если не секрет, сколько за такой ремонт взяли? Можно в личку или в спец тему2 балла
-
прохват по серпантину Абрау-Дюрсо
2 балла
-
Сегодня смастерил приспособу для замера биения тормозных дисков)) Сори за качество, мож как нить поподробнее сфотаю))
2 балла
-
У меня сразу двое тисков на сверлилке стоят,двумя быстрее деталь под сверло подгоняется(правда они не такие красивые как у Вас)
2 балла
-
@selco, Умельцев достаточно...долбанули так,что туннель сошлась.Там еще чугунный блок цилиндров надо варить2 балла
-
Саш нормально , но думаю пошел крупнокапельный сброс и с ним тяжело . В импульс что не попробуешь такие деталюхи и думаю в ним лучше будет да и проволочка 1,2 толстовата , в импульсе в принципе особо не критично. Может к таким небольшим деталькам вот такой прибамбас сделать , и нога крутит руки горелку держат .2 балла
-
Господа, прошу прощения, что вмешиваюсь в вашу философскую беседу. У меня тут сохранились ОК 46.00 старых годов выпуска. Так получилось, что я крайне мало пользуюсь РДС, лет 5 назад электроды были куплены, положены в пластиковый тубус и лежали в сухом месте. Варят, кстати, замечательно. Если хотите, то для сравнения могу отправить десяток электродов тому, кто сможет взять и сравнить их наглядно с тюменскими ОК 46.00. Будет очень хорошо, если увидим шов выполненный электродами старых годов выпуска и новыми. С уважением.2 балла
-
Забыл самое интересное, пробую учиться по новому врезать замок,первое посадочное место по крепёжной планке прорезал чуть с запасом, второе место посадочное по корпусу замка,после от отверстий крепежных в планке отступил просверлил отверстия ф8, сделал подложки с запасом по длине и ширине,вложил во внутрь трубы прижал зафиксировал,заварил п/а точкой под клёпки,вложил замок,метки сделал под крепежные отверстия,засверлил и закрутил саморезы по металлу,держит все в таком виде гораздо серьезнее, первый раз был блин комом, все разметки наносил чертилкой Спасибо, стараюсь
2 балла
-
доброго дня всем !!! чуть чуть фото выложу из то что делали последнее больной лодочный винт привозили залечили хозяин так и не нашел где рады были у больного делал заказ в волгоград в детскую школу танцев пару станков разборных , в подарок сделал сюрпризом розу уматал запоковал ее в коробку говорю дома откройте это подарок будет другу шапки на забор бетонные красил какой то специальной краской
2 балла
-
мои самые любимые гбц - ЗИЛ. варятся просто душевно, никогда с ними не было никаких проблем, наверное лучший сплав из всех гбц.
2 балла