Лидеры




Популярный контент
Показан контент с высокой репутацией 11.07.2017 во всех областях
-
Пришла тут мне посылка ! Оказалось подарок ! Тем паче некоторые форумчане, снюхавшись между собой, узнали у меня в переписке мои последние новости в жизни и эти знающие люди выбрали именно то, что мне как раз и нужно ! У меня пока всё жаба давила для своего нового старого авто ВАЗ 2111 купить такой набор нужных ключей. А ту на тебе ! Я аж обалдел от неожиданности. Огромное спасибо форуму и всем, кто принял в этом мероприятии участие. Фото выложу чуток позже. Тут после выставки работы просто море навалило, да ещё и с китайцами нужно переписываться.21 балл
-
@Вад11, Вадим, ты был прав насчёт порошка. И очень прав. смотри что у меня получается с первого раза. И это не селко, это хелви -- обычный синергетик, без пульсов, и прочих наворотов.
 14 баллов
14 баллов -
При сварке нержавейка, впрочем как и при любой другой сварке нужна хорошая подготовка. Вообщем напилил, нашлифовал, просверлил где надо, отмыл все от СОЖ, осталось дошлифовать мелкие втулки. Надеюсь завтра начать уже сварочные работы.
6 баллов
-
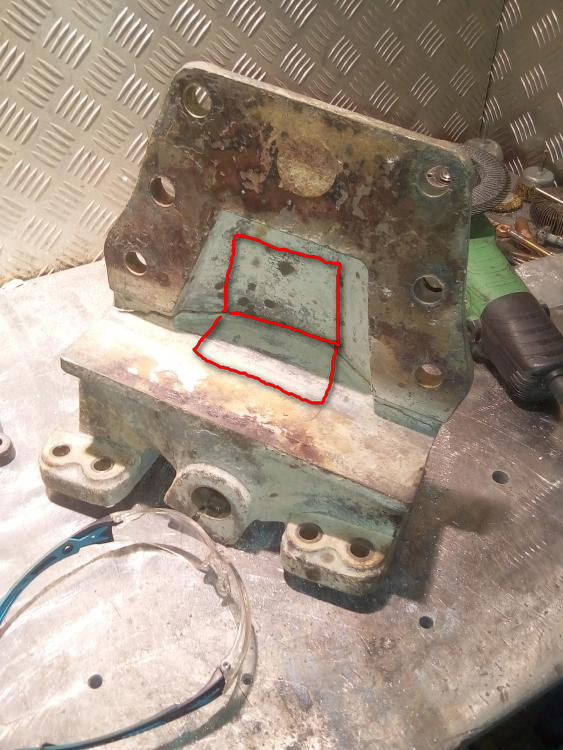
Вот такая странная у меня сегодня операция получилась, так как варю такие стыки редко вопрос, не большие ли я вырезал окна?
6 баллов
-
ваши споры о длине писюнов, как-то по-детски выглядят.покажите мне хотя бы 15-ти летнего китайца. ХВЗ-35лет. сел и вперед.
5 баллов
-
Мож в прибамбасинг, а мож и сюда. Нормальный сегодня день. Приехал товарищ,сидели немного выпивали, между делом собрал вот такую вещь ("по мотивам Моргмаила") У меня конечно лучше получилось))) Не быстро но собрал, и продукт на выходе зачетный.Диаметр не самый маленький, можно еще меньше...
5 баллов
-
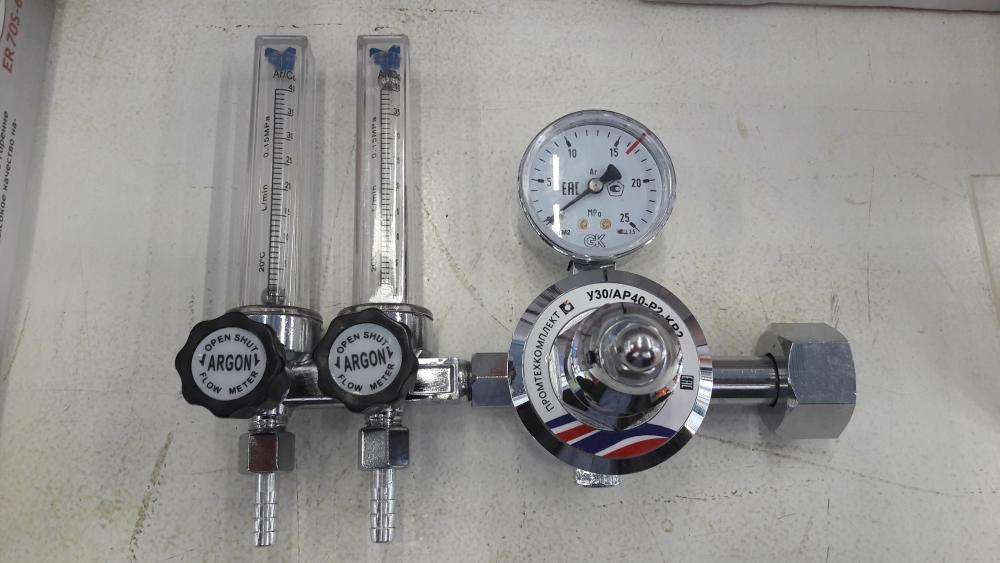
Да нет не пойдет , я же написал выше что при малом расходе он работает рывками то есть диафрагма пересилит пружину и газ пошел и как только чуток давление на диафрагму падает то пружина пересиливает и газ закрывает и примерно сек 3 тишина и потом диафрагма пересилит пружину на пару сек и так до бесконечности , если увеличить расход то рывки прекращаются но расход бешенный и баллон улетит быстро. Не покупайте маленькие редукторы3 балла
-
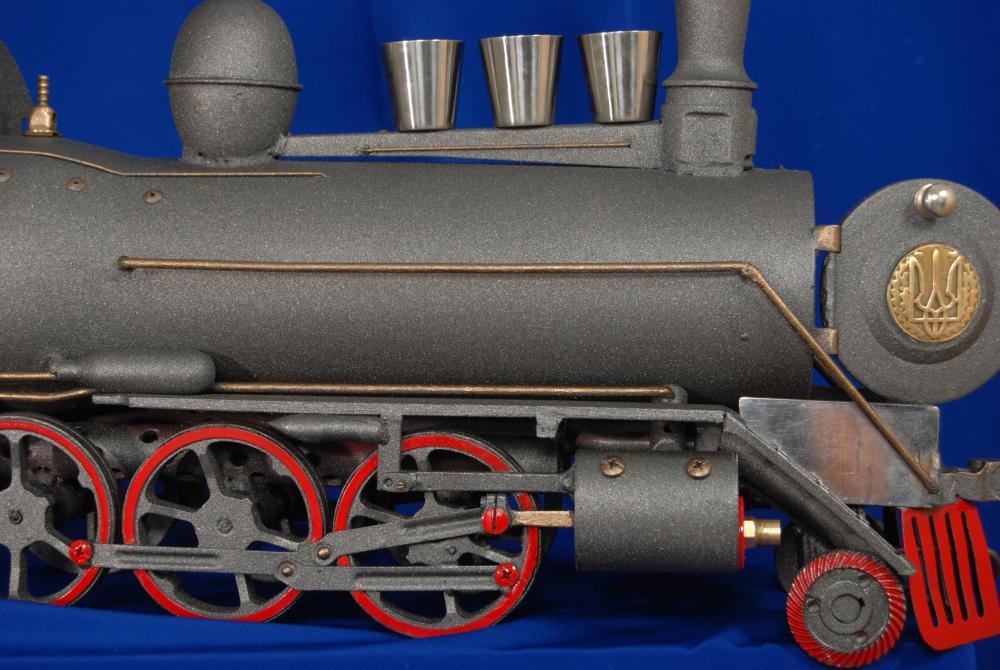
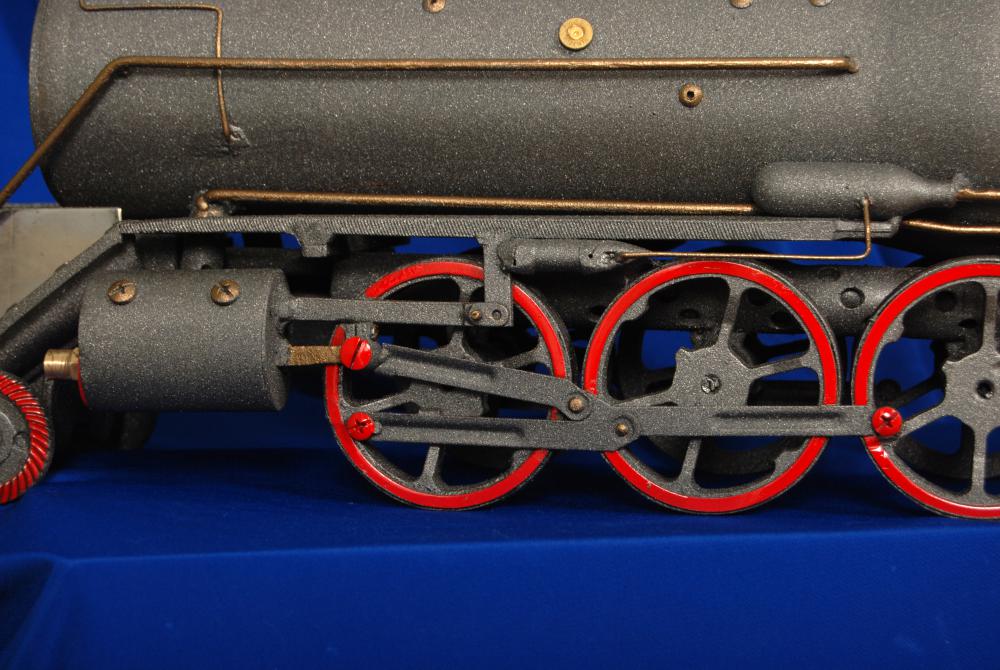
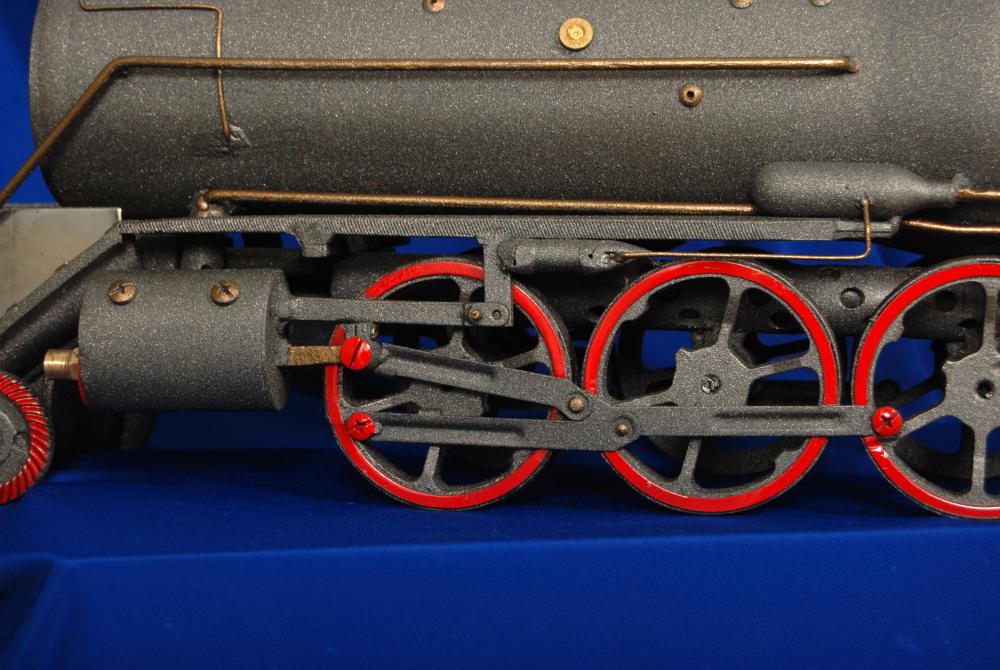
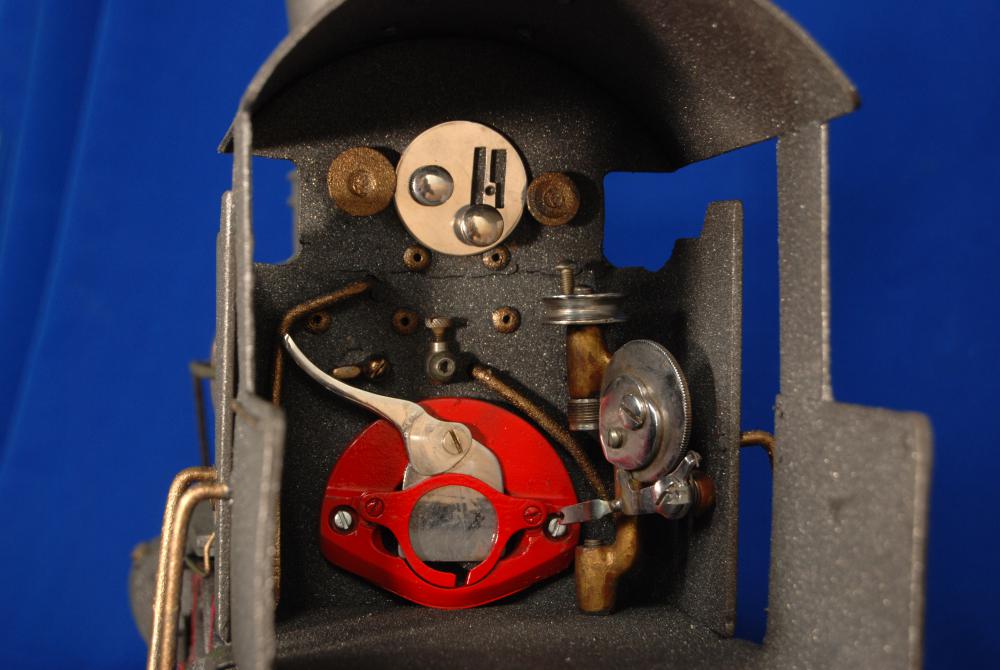
MAGия металла. Паровоз.Работа Александра MAGа Моисеенко.Продолжаю серию работ с использованием металла этой войны и не только.Всем известно,что КПД паровоза в максимуме 9%.Но мне благодаря MAGии удалось создать паровоз с КПД 40 и даже более %.Все зависит от "топлива" загуженного в котел паровоза.Эта работа для человека,которому железная дорога известна не по слухам.Здоровья и удачи ему,и пусть он еще долгие годы может запускать этот паровоз и пускать с друзьями "дым" тарой спрятанной в дымовой трубе.Данная работа является симбиозом металла войны и старинными деталями не убиваемых швейных машинок(паровозы и машинки ровестники по возрасту и детали имеют своеобразное очарование в своих формах).Корпус котла-кусок 100мм гильзы противотанковой пушки МТ12 "РАПИРА"Кабина-короб от танковой динамической защиты Т-64(Колеса:передняя пара- шестерни шлифмашиноксредние -остатки выстрелов СПГ задние-гильзы от БМП 1(дымовая труба -воронка на ствол пулемета НСВТ "УТЕС" 12,7ммсухопарник-корпус от немецкой гранаты М-39 времен 2 мировой кривошипношатунный механизм - детали стрелянного тубуса ПТУР "ФАГОТ" 9М113 и тяги швейной машинки.рама-куски выстрелов СПГ и пару навесных замков.Можно много расписывать остальное(напильники,дворники от авто,детали инструмента и др -но лучше посмотреть фото- как различные детали удачно вписались в образ легендарной машины-которая стала символом целой эпохи человеческого развития.
3 балла
-
хоспадиии.. раз вас механик долбит-(картинку ему покажите)))----> сделайте так- подкладку уголком по внутреннему контуру из 5..8-ки (подбирать толщину надо и подрезать по краю прилегания .) . сначала периметр потом разделку. сверху такую каку. накладную пластину(5-6мм) перед сваркой нагреть докрасна. желательно поддерживать ее в темно-малиновом цвете при сварке. потом в сухой песок и пусть часик там посидит. ps.полуавтоматом конечно проще было бы..
3 балла
-
Год такой,все кругом подарки друг другу дарят).3 балла
-
Для переменки ставьте зелёные электроды (чистый вольфрам) для постоянки ставьте красные ( с торием). И проблем не будет.3 балла
-
@Георгий 11, сквозная коррозия, на 321 нерже? На воде? Это нонсенс. Я не знаю, что это может быть, но я несколько километров трубы израсходовал 12Х18Н10Т. На ней маркировка была. Это труба с сернокислотных теплообменников, одна трубка в каждом потекла, их заменили. Естественно, раздербанили, трубу продали. Потёкшая трубка мне попалась, по шву потекла, видимо дефекты были. Они на серной кислоте больше 10 лет стояли, труба со стенкой двойка. Кое где была подъедена до 1,5, в основном - как новая. Водой осадок, остатки кислоты и каких то солей вымою - чистая, белая труба. Кстати, дома отопительные стояки из неё стоят. И часть водопровода. Бойлер из 304 шестой, или седьмой год на сероводородной минералке работает, не самая агрессивная среда, но и не вода же. Труба итальянская, лист - Тайвань, если не путаю. Варил проволокой 06Х19Н9Т, нашей, российской. Честно говоря, не знаю. Вы видели это? Если видели, или увидите, фотку выложите. Её только хлорид ион быстро жрёт, но тогда ТЭНы он сожрёт ещё быстрее. Да и не из кислоты же пар делают, наверняка из воды.3 балла
-
Доехал Форсаж, обошёлся 48тыс с доставкой. Пока привентил к нему свою горелку, теперь немного поварю и расскажу впечатления ))) А так первое, то что он очень маленький
3 балла
-
@Серега_Z, Было время, тоже экспериментировал, давно забил, лантан хорош и на АС и на ДС, разница с иттрием на ДС - гомеопатическая. Иттрий тоже болтается в коробке, вперемешку, с лантаном, но только д2 для постоянки. @Gornyakov S, Я пару раз всего пользовался синусоидой и ничего такого не заметил, если не забуду и будет время, попробую завтра.2 балла
-
@Dimaxa, что тут восхитительного? Любым сундуком это делается без проблем, даже 315-м, у которого мин. ток выше. Только у сундука плавный спад есть, дугу не обязательно тушить, а на Авроре хочешь-не хочешь, приходится. У неё в сравнении с сундуками только один плюс, поджиг лучше. Что мешает Riland сделать плавный спад, почему людям приходится мучиться? Это вопрос к Константину Краеву.2 балла
-
Проблема в том, что у нас не кормлены десятки миллионов пенсионеров и негде жить молодым семьям. Поэтому лучше, чтоб они НЕ ДЕЛАЛИ свои 4С, а МЦСТ закрыли за ненадобностью (раз не умеют сделать нормальную конкурентную дешевую вещь). Не знаю, понравится вам, если сварщика для ремонта труб в вашем доме начнут привозить из тайваня... А платить за его перелеты бизнес-классом туда и обратно попросят вас. вещи надо называть своими именами, а не прикрывать это словамми "специфичные"... Чего специфичного в кремниевой пластине? Она и в африке пластина. Я же не говорю про себя - "я - специфичный сварщик". Я говорю - это, это и это я варить НЕ УМЕЮ!2 балла
-
Я вырезаю треугольником, мне хватает.2 балла
-
Сделаю фильм и ток остается в норме то есть плюс минус 2-3ампера . Сергей , да это по крутилкам понятно что меняя скорость или напряжение без сварки остальные два параметра то есть толшина свариваемого материала и ток остаются абсолютно не изменяемыми то есть таковыми как их поставил сварщик. Я вот 06мм проволокой варил на 180амперах и все супер и даже коррекции 30% не хватало и приходится просто обмануть "немца" то есть выбираем материал который быстрее плавится ну например Ал и CuSi3 и естественно у него подача выше намного и варишь стальной 06мм и коррекция в пределах 10% в минус или плюс и все просто супер. Конечно есть предел ну например я поставлю коррекцию подачи в минус 30% и скорее всего пригорит к наконечнику проволока а если в 30% плюс то будет "перебои" , так что человек главнее и ему виднее. Но от обычных ПА в настройках он отличается как самолеты "кукурузник" и современный МИГ292 балла
-
Лучше конечно времен СССР и желательно такой двух ступенчатый и его выдает снизу алюминиевая "приставка" но можно и без нее одноступенчатый и искать в "гаражах" старых сварщиков у коих лежат без дела так как они уже не варят но и не выкидывают такие вещи. Или ищите в магазине но не совсем дешевый и чтобы диафрагма максимальных размеров была. Настройка газа на щеку , подносите к щеке сопло расстояние 3-5см и включаете газ и он должен ласково обдувать вашу щеку. Да, предупреждение, отключите "осциллятор" а то получите не смертельный но укус током, или на аппарате должна быть кнопка тест газа. Вот не знаю Китайских аппаратов совсем, есть ли отключение осциллятора и кнопка проверки-продувки газа .
2 балла
-
@SergDemin,на сегодняшний день им нужна герметичность,по ней проблем нет,проблемы во мне.Я сам решил для себя заморочиться по этому поводу,потому как не нравится мне шов,но дело то не только во мне,изначально не мог понять почему такой шов получается,поэтому и попросил советов на форуме.Руководство и так все устраивает,но хочется для себя приобрести навыки,а их не приобретешь при плохой подготовке стыка,поэтому сначала нужно решить с подготовкой,потом уже практиковаться,ну я так думаю.А чисто за з/п могу варить то что подготовят,по опрессовкам утечек нет,но это не значит,что все хорошо,на самом то деле все плохо.2 балла
-
Подготовка это главное но я сейчас о другом хочу сказать а именно о технологии самой сварки . Сергей какая "бабочка " для 2ММ нержи там и разделки для нее не надо , дуга и так "пробьет" обратный валик с импульсом или в линейном это как кому удобнее. Сергей все верно , но на этой частоте довольно долго и продолжительные швы нудно будет . Можно и 5 и даже 10гц поставить , руки успеют присадку так как она лежит под дугой и от паузы не плавится а вот импульс ее плавит да и еще основной метал пробивает до обратного валика , так что действия руки с присадкой просто синхронно везти ее по стыку вместе с горелкой, и для такой технологии самое главное подобрать параметры тока и время действия импульса и паузы и сварка будет с минимальным тепловложением высокого качества и по скорости превзойдет линейный режим. Георгий , пытай импульс и там мудреного нет ничего и быстро освоишь. Где Vnuk , что он скажет. Кстати он в линейном работает не каких "бабочек" до 3ММ я так предвижу не применяет и движется строго по стыку , вот видео его P.S. При разной частоте импульса его параметры кардинально меняются. Например для 1гц импульс 160А и пауза 15% время действия импульса 20% , а вот для 10гц придется поднять ток импульса до 300А и если аппарат не позволит например 200А максимально то увеличить его время действия до 50-60% . https://www.youtube.com/watch?v=dtz4SXczr5g2 балла
-
Вы угадали! Они тоже- гуано. (Просто вы с ними не сталкивались, и потому думаете, что ни нормальные. Но увы). SSJ на 90% сделан на импортных (!!) деталях. Потому еще может летать (но как-то хреновато и баснословно дорог). @Глобул, Плохо еще то, что за все это убожество (SSJ, самолеты, Адмирала КУзнецова, неэффективные центрифуги) государство ЩЕДРО расплачивается из НАШЕГО С ВАМИ кармана. Само государство не сеет и не пашет, денег у него своих нет. А нам по ушам периодически ездит, лапши подкидывает, чтоб мы сильно не возбухали против того, что оно хозяйство-то вести толком и не умеет!2 балла
-
Принес с работы сита на восстановление. РДС, кою имеем на работе, с поставленной задачей справиться только в крайнем случае. Сита с сепаратора для очистки рапса. Отверстия 1х20мм, толщина сита 0.8мм, п/а 08г2с 0,8мм и немного фауны2 балла
-
всем доброго воскресенья форум !!! вчера уехала ромашка ,посадили наш цветок новые допы на краскопульт радуют,сменил сопло дюзу и иглу на новый комплект и получается красота ,и мне работать быстрее и проще а главное вид и качество
2 балла
-
@brat_h, ну это теория дорогой собеседник, на деле бывает совсем по другому. Я например только в даблпульсе никаких манипуляций горелкой не произвожу, только в такт ритму переставляю вперёд горелку, в одиночном вперёд-назад, иначе порнуха , а не шов. Ну это все струйный перенос на алюминии, на нерже и попроще. @brat_h, работы в студию, хочу очень Вас в деле посмотреть. Не бодаюсь заметьте, просто интересно практику в теории.2 балла
-
Выбор огромный, но решать это нужно для каждого индивидуально, относительно финансовых возможностей. Можно собрать из бюджетных редукторов приемлемый вариант или выбирать из брендовых. Но как показывает статистика лучше иметь 2-х ступенчатый редуктор.1 балл
-
@akella_leb, Возьмите первый с расходомерами он специализированный под аргон и можно и поддув сразу с него брать. Конечно он наверняка дороже кислородных. Чего то современные кислородные не внушают доверия и не спешите может попадется советский двухконтурный как у меня вы знаете теперь как его отличить и вот если попадется где то смело берите и не пожалеете и как запасной будет или на другое дело его примените к ПА или газосварки.1 балл
-
Всем привет. Вот присмотрел себе новый редуктор сегодня Кислородных в магазине было много видов 7 самый большой Подскажите какой лучше? цена примерно одинаковая
1 балл
-
Меленький - какой? Если кислородный или любой другой, на 150 атм на входе - ставьте на баллон. Вторым надо пропановый ставить. И как Валера сказал - диаметром побольше. На выходе первого 2 - атм, вторым уже расход выставляйте.1 балл
-
@Zolt, Аналоги лепестков 3М есть, во первых нортон, у нас дешевле 3М, но не намного, во вторых луга выпускает лепестки с керамическим зерном, ресурс немного поменьше, цена намного меньше. Зерно луга использует то же самое, что и нортон. @Глобул, @DED 1, это птамучто что не все болгаркой железяки пилют Человек который шлифует бетон, будет недоумевать, нахрена рукоятка набок. @Isperyanc, террористы смертники уже среди нас...1 балл
-
А зачем? ОЗР-2 например предполагают использование стандартного оборудования: обычный держак и остальные прибабахи.1 балл
-
@Георгий 11, само понятие блуждающих токов применительно только к проводящей среде с достаточно высоким и неоднородным сопротивлением, попросту говоря - к грунту. Никаких блуждающих, равно как и не блуждающих токов там быть не может. Пока ТЭН живой, утечка с него , за счёт емкости - миллиамперы. Когда ТЭН крякнул в дырку, и с него амперы потекли, или защита сработает, или током кого нибудь убьёт. Но это ситуация кратковременная, никак на стык повлиять не может. Я уже говорил, это бред сивой кобылы. И МКК в таких условиях быть не может, какая МКК в воде, при 150 С максимум? Сквозная ржавчина только из за того, что по срани варили, и никто до Вас на это внимания не обращал. МКК не даёт трещину, она создаёт густую мелкую сетку трещин, и когда конструкция разрушается по МКК, она разрушается катастрофически, никаких вариантов на ремонт нет. Там от металла ничего не остаётся. Так можно часть ПА варить, остальное - TIGом. Я так и делал. Так легче. Но это так, если Вам на будущее совет пригодится, для личного пользования.1 балл
-
@Глобул, Втравили вы меня в эту фигню. Я покопался по сусекам инета и таки-да, вы правы. На "Малыша" они наскребли урана в основном диффузией (которую вы называете сеткой). При выборе между центрифугами и диффузией, для проекта "Манхэттен" предпочли диффузию. Если Вики не врет, то половина урана обогащается на центрифугах, а остальная половина - другими способами, один из которых - диффузия. Называется еще с десяток (практически неработающих) технологий, среди которых наиболее перспективна лазерная. Вот вам фото амерского завода с центрифугами: В России занялись центрифугами силами захваченных немецких и австрийских спецов. Потом специалистов все-таки освободили из плена и они распространили технологию в штаты и европу. С центрифугами есть одно существенное НО: их эффективность зависит (грубо) от скорости вращения. При этом центрифуг надо много. Диффузионный способ легче масштабируется, но примерно вдесятеро более энергозатратен. (Поэтому в россии не захотели или не смогли его воспроизвести - энергии и без того не хватало на разоренное войной хозяйство). Теперь спросите себя: если в стране не могут изготовить нормальный двигатель для авто, а обычную ультрацентрифугу для биохимии приходится покупать у тех же американцев или европейцев за миллион евро/шт, где гарантия, что урановые центрифуги не такое же гуано, как и наши двигатели? Нет, если поставить 5000 гуаняных центрифуг, они справятся с такой же работой, как 1000 нормальных или 100 хороших скоростных. Что касается перечисленных вами изгоев типа северной кореи и ирана, то им перепали контрабандным путем старые центрифуги европейского производства из пакистана. "Есть сведения о продаже более старой европейской технологии центрифуг в таких странах, как Ливии, Ирана и Северной Кореи из сети, управляемой A.Q. Хан, бывшим главой пакистанской ядерной программы. Подчеркивается озабоченность по поводу того, что меньшие размеры и меньшая энергетическая потребность центрифуги способствуют расползанию технологии обогащения урана." (2004 год). Источник тут https://ieer.org/resource/reports/uranium-enrichment/ В источнике есть таблица с перечнем (какой уж удалось составить! секретно же все) заводов по обогащению и их мощностей.1 балл
-
1 балл
-
,Может кому пригодится, взять сердечник от транса ТС-180, зазор 3мм. под каждый керн, 8-10 витков и в разрыв массы (выносной дроссель), на малых и средних токах (пищаль в СО2)будет.
1 балл
-
@Глобул,да есть у нас чем гордится. только явно не во всем лучшие (и при СССР так было). и в странах загнивающего капитализма такая же ситуация. просто не нужно считать, что там все дураки, а у нас все умные. после введения санкций народу просто мозги опять промывать стали, что все сами можем и нам никто не нужен. а это далеко не так.1 балл
-
@OBN_RacerMan,При одинаковой скорости подачи в смеси напряжение ниже надо чем в СО2, а индуктивность больше (опыты с grovers mig-160). http://websvarka.ru/talk/topic/8964-vraschalkin/page-8?do=findComment&comment=287529 тут # 160 видно, что смеси надо меньше напряжение.1 балл
-
Ну вот как выбрать велосипед. Пришёл к знакомому в веломагазинчик и сказал: Костя, подбери мне велосипед относительно недешёвый и недорогой, кататься по природе, относительно легкий, чтобы в лифт помещался . Он сказал бери вот этот. Ну я и взял. Мне 45 лет и до этого был только аист"взрослик". Первое время было непривычно тормозить руками. Почему так поздно. Просто относился к великам скептически. Раньше любил бегать, но стали болеть голеностопы. Стал ходить в походы на 25 км. Долго. По пять часов. А на велике пару часов с остановками и разглядыванием пейзажа. Максимальный пульс был 147. А так обычно 124-132. Чем не фитнес и ноги не болят. http://s46.radikal.ru/i111/1707/b8/ee34b85a4fdc.jpg http://s018.radikal.ru/i506/1707/37/b5072f424775.jpg http://s04.radikal.ru/i177/1707/c2/ec0a7379a7da.jpg http://s56.radikal.ru/i154/1707/c1/14bbf06a2fe8.jpg1 балл
-
Вот такое вот крылечко собрал, осталось прикрутить поликарбонат и можно отдавать. Ну и обновка, месяц наверно думал что взять для ММА, в итоге плюнул и взял то к чему привык.
1 балл
-
@Бархударов, Вы хотите гибов, их есть у меня Сегодня специально на работе напилил парочку прутков 10 и 12 мм. на пробу. Вчера, когда сделал, не удержался и погнул все, что попалось под руку. Вот исходный сегодняшний материал - прут 10 и 12 мм: А вот результаты: Тут пруток 7, 10, 12, полоса 8 и квадрат 12. Гибы на 12 прутке, кстати, с разными радиусами - от перестановки поджимного ролика зависят. Гнуть не сложно, длина рукояти - 70 см. Подшипник основной лучше брать закрытый, с прутков часто сыпится всякий бутор. Как-то так. З.Ы. Большой верстак - эт хорошо, если мастерская большая, а то мне его приходится вытаскивать под навес, если что-то более-менее габаритное варить нужно Upd: Ударила в голову мысля, а может можно на нем окружность загибать? Приварил гайку на 16 и туда болт как стопор. Пруток 12 пошел как по маслу. Вуаля: Зря, кстати, такой малый пропил сделал - так можно было б полосу 40х4 гнуть тоже. Придется что-нить придумывать )
1 балл
-
Нет,ещё парочка есть и одна прямошлифовальная(в шкапчике) Эт точно,чем переставлятся с кругами да щётками лучше схватить с уже прикрученным инструментом.Время очень экономится,а время (как говорят)деньги.Да и работа постоянно разная,каждый инструмент в одно и тоже время нужен. А я если дюже пыльное то одеваю на болгарку кусок штанины,и приматываю скотчем к корпусу болгарки(повыше заборных отверстий) и к шнуру.Получается такой мешок(как в пылесосе).Ну и долго стараюсь тогда не пылить(что бы не перегревать)Давече так кирпичи на печку себе резал.1 балл
-
Все просто-делаем родной город красивее.Работы MAGа. Серия MAGия металла.Сигнальная труба на кризисный медиа центр и старинный фотоаппарат с птицей,слетевшей с герба города.Это + два уголка позитива и улыбки.
1 балл
-
@Глобул, ну это для стали актуально, мы люминь в кучу собираем, и варю любую толщину за проход, если начинаю выпендриваться,с проходами, пластину 20 мм выворачивает наизнанку. Давай будем к каждому конкретному случаю относиться выборочно.1 балл
-
Переделал таки вытяжку - установил консоль на стену. Не идеал, конечно, но уже лучше стало. Плюс один фиг надо общеобменку тоже делать - для мелочевки такая вытяжка хороша, но если какой-то габарит варить - то понту от нее немного, неудобно каждый раз ее позиционировать:
1 балл
-
Поигрался с пульсом. Кривовато, но у меня дежурное оправдание -- нет постоянной практики. Шеф вобще говорит что не очень хочет наблюдать меня в маске -- есть задачи посложнее. Selco / 160 ампер / Aristorod 12.50 (св 09г2с) 1.0 мм / смесь
1 балл
-
Я знаю кто делал, поеду П/а заберу,трансформатор дам на время, пускай учатся.Принесли под вечер,успел только подготовить.Сперва фрезой "грыз",чуть не "убил" фрезу, закончил абразивными насадками.
1 балл
-
Вадим, их не стоит боятся у них машины у которых глушители тоже отваливаются . Меня как то "арестовали" и загнали машину с баллоном на территорию ГИБДД , выходим из машины , а их начальник на крыльце перекуривал и увидав приказал немедленно отпустить , а постовых-лейтенантов попросил к себе в кабинет.1 балл
-
Имел дело с этими электродами. Фото уже были но повторю. Хорошие электроды.
1 балл
-
Обварка тельфера из нержавейки, электроды монолит цп-11.
1 балл
-
Вот заметил тему, а она старая, осторожно!!! У нас в поселке обанкротилась фирма ведающая водозабором. Заставили другую фирму взять на баланс этот водозабор. На водозаборе оказалось огромное количество черных сорока литровых балонов, как пустых, так и полных, с давно истёкшими сроками поверки, и с непонятным содержимым!!! Так, вот в балонах оказался хлор!!! Если, как советуют открыть вентиль и понюхать мало не покажется, ни вам, ни жителям в ближайшем районе!!! Оказывается не во всех черных баллонах углекислота!!!1 балл