Лидеры




Популярный контент
Показан контент с высокой репутацией 10.07.2017 в Сообщения
-
Принес с работы сита на восстановление. РДС, кою имеем на работе, с поставленной задачей справиться только в крайнем случае. Сита с сепаратора для очистки рапса. Отверстия 1х20мм, толщина сита 0.8мм, п/а 08г2с 0,8мм и немного фауны11 баллов
-
Мож в прибамбасинг, а мож и сюда. Нормальный сегодня день. Приехал товарищ,сидели немного выпивали, между делом собрал вот такую вещь ("по мотивам Моргмаила") У меня конечно лучше получилось))) Не быстро но собрал, и продукт на выходе зачетный.Диаметр не самый маленький, можно еще меньше...
 8 баллов
8 баллов -
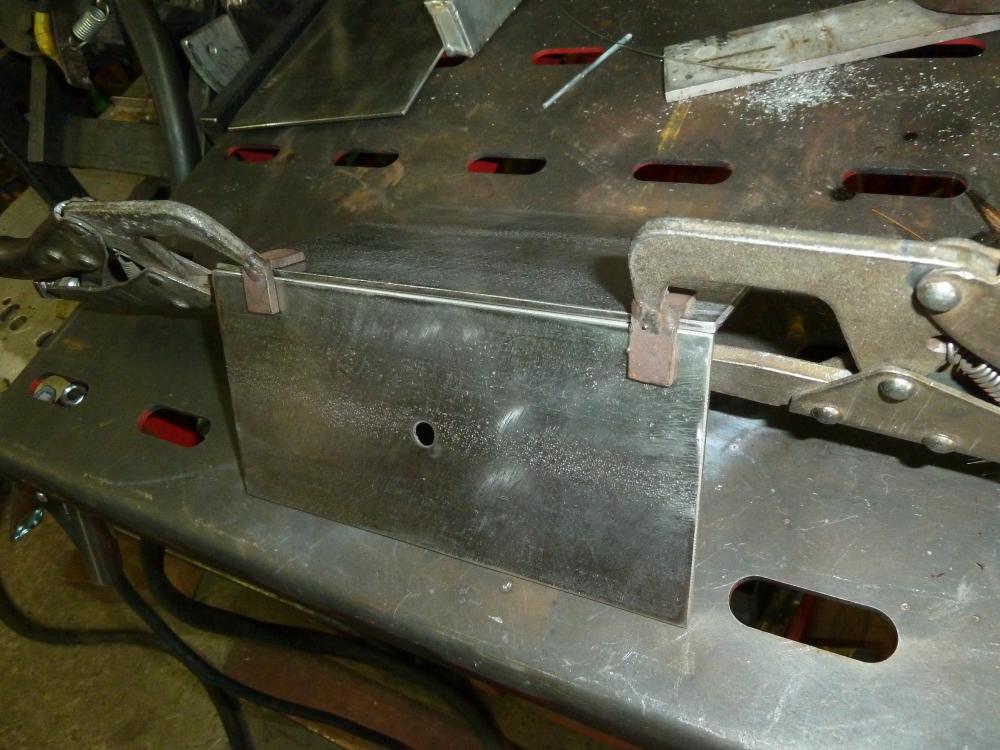
Колбаса "Папа Может" и есть ее уже народ не хочет. Ну что же тогда папа может?, а он может нарезать из нерж. пластиночек под пресс для колбасы и назовем ее " Папа Может- домашняя" и с этими пластиночками ко мне и Ево в гости , мы конечно в колбасе не чего не понимаем (Штурман001 он охотник и должен знать про колбасу все и ждем что скажет) но кое что "Можем" P.S. Хозяину "пресса" отсыпал пасты ESAB для протравки швов , как не как должно выгладить хорошо. P.S.S. Вот и один "косячек " с нашей стороны был , дурак закрутил в гайку нерж болт тоже нерж перед сваркой приварили и пока горячая была крутился болт от руки и думаю подожду остынет и выкручу . Остыла и какой там рукой , головкой отломал с ВДешкой болт и пришлось срезать и новую гайку тоже с болтом приваривал но с простым а по идее еще лучше медный закручивать , да ладно операция прошла успешно
7 баллов
-
@Георгий 11, обыкновенный лепестковый кружок, только с керамическим зерном, простые лепестки, на нерже засаливаются моментально. По пульсу ни чего сложного, принципы его применения не зависят от марки аппарата. Логика настройки может отличатся и доступные диапазоны регулировок и только. Именно пробовать, только свой опыт даст понимание.5 баллов
-
Вполне реально. Подготовка под сварку тоже важна.Сегодня делал, сталь 304, изделия для хобби. Нарезал,обрабатывал пакетом(соблюдение размеров для последующей сварки) собрал и сварил за 5 мин.
5 баллов
-
Гранта.....довольно сложное отношение к вазовскому литью,мягко говоря
5 баллов
-
Вот такая странная у меня сегодня операция получилась, так как варю такие стыки редко вопрос, не большие ли я вырезал окна?
4 балла
-
@Георгий 11, все реально, нам же режут лазером нержу, пробежаться керамическим лепестком - минутное дело, а большего и не требуется. И пульс на данной авроре есть, хотя мне ентот агрегат не понравился, периодически пользую такой.4 балла
-
Самый хароший картинка в (стекляшке) (фотка с древнего телефона, а в натуре ещё лучше видно) Берегите глаза!
4 балла
-
@Георгий 11, две - три десятки, если не меньше. Скорее, одну. Если бы там миллиметр был, ежи бы во все стороны торчали. А там только окалина по поверхности. У Вас выбора нет. Либо научится быстро работать руками, как Вы это назвали - бабочкой. Но для этого надо постоянно варить одно и то же в течении длительного времени. Либо, понять смысл настройки параметров импульсного режима. Для этого достаточно один раз задуматься. Всё просто - ставите базовый ток, чтобы металл при нем ещё не плавился, частоту порядка 0,5 - 1 герц, чтобы Вы руками за импульсом успевали и ванна успевала кристаллизоваться, и подбираете параметры импульса, чтобы он успевал расплавить каплю присадки и проплавить основной металл. Длительность покороче, амплитуду побольше. И в такт с импульсами двигаете присадку и горелку.3 балла
-
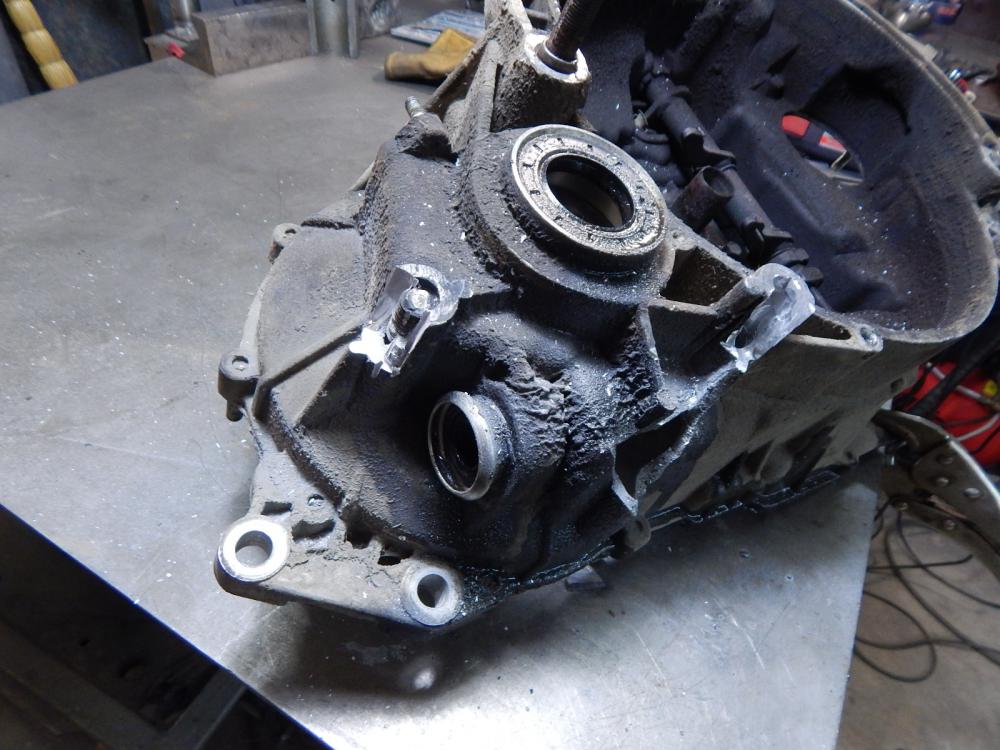
поддон. нэксия.
3 балла
-
Пришли. Номекс и кевлар. На мою лапу шикарный размер. Брал на Алиекспресс кевлар подобные. Так вот в сравнении, эти даже чуть просторнее и плотнее. Есть небольшие дырочки, так то не на подушечках пальцев, что за такие деньги крайне не критично. Мне теперь запаса хватит лет на 5ть, не меньше. Спасибо большое!!!
3 балла
-
http://i2.wp.com/svarka-master.ru/wp-content/uploads/2016/11/5374978.jpg?resize=300%2C225 Полезная статья. Спасибо.Позволю себе добавить. В 20-е годы было основательно исследовано влияние защитных газов на сварочный процесс, так как азот и кислород вызывали пористость и горячеломкость металла. Можно сказать, что начал опыты, которые приобрели известность, американец Ирвинг Ленгмюр. Он использовал в качестве защитной атмосферы водород. В среде диссоциированного водорода температура дуги составляла 3700 градусов. Процесс не стал популярным, но по сегодняшний день используется, например, для сварки инструментальных сталей и называется атомно-водородной сваркой. А впервые получили патент на электродуговую сварку в среде газа американцы H.M. Hobart и P.K. Devers, они экспериментировали с аргоном и гелием. В 41 году этот процесс уже был доведен до совершенства, видимо теми господами, о которых вы пишете. P.S. Отличились и советские инженеры К. В. Любавский и Н. М. Новожилов, которые в 1953 г. предложили весьма экономичную сварку в углекислом газе.3 балла
-
@Константин Краев, а нет ли у Вас видео, только с такой же банкой пополам разрезанной, а затем встык сваренной?3 балла
-
@selco,Это скорее для приготовления домашней ветчины, и других вкусностей, где гнет используется. Из всех "приспособ" у меня в наличии только бак из нержавейки литров на 50 для перевозки мяса, да коптилка, тоже из нержавейки тяжеленная), крайний раз ее лет десять назад брал на "природу"... Кулинарных способностей особо нет, да сейчас этого и ненадо. Еще у нас есть охотник с Москвы, человек просто профи что-то приготовить. У него желчный удалили, сам ест мало, но других закормит до отвала)))3 балла
-
@Георгий 11, пульс не панацея, и не предмет первой необходимости. А вот подготовленный (не изгаженный) стык, необходим безальтернативно, иначе ничего не поможет. Подкладка из теплоемкой цветнины - круче пульса Если обеспечить качественное прилегание, то аргон подавать вовсе не обязательно.3 балла
-
К такому аргонщику больше не ходите за советом и пред и пост газ нужон на АЛ в первую очередь для защиты электрода. По вашим фото со швами могу "предположить" что с газом проблема или его не хватает или наоборот слишком сильно дует и воздух за собой ухватывает или грязный аргон . Еще вопросик , на сколь ММ электрод из сопла торчит? Да и совсем забыл и обычно ошибка у начинающих без присадки все в норме но вот как присадок начинают подавать и начинается "белиберда" и по сему присадок должен подаваться плавно и в тоже время быстро и он должен быть "привязан" к соплу то есть не надо его далеко от дуги выводить и он должен быть рядом с ней и под зашитой аргона.3 балла
-
@Elektro_D, да они собственно вырезаются, для удобства сварки. Если так вам подходит , то почему бы и нет!?2 балла
-
@АндрейСВ, я конечно могу ошибаться, но мне кажется, что это не чугун... Проверьте еще раз. Крепление под рессорный палец, вряд ли будет чугунным...2 балла
-
Полностью поддерживаю. Если никто не торопит и з/п не сдельная, почему бы не нарабатывать навыки.2 балла
-
Сергей не чего удивительного нет и 1мм 300А на моем переносит на ура да и Селко даже круче. Все дело в том что напряжение дуги можно корректировать или подачу плюс-минус 30% при этом сварочный ток остается не изменным , это особенность "крутых" ПА. И вот вам табличка от EWM для 1мм проволоки . P.S. Когда свой купил и настраивал его по принципу обычного ПА то неделю вообще не какой сварки , свояк даже предлагал его в речку утопить благо та под носом . Но через неделю понял что главная ручка в этом аппарате коррекция напряжения или подачи (можно переключать) и все пошло по маслу.
2 балла
-
Валера, ты шов видел? Руки не привыкли, нет стабильной скорости ведения горелки. На привычку время надо, а его нет, варить надо сегодня. Потихоньку разгонится, и будет варить, как ты говоришь. А начинать лучше с режима, который позволяет медленнее работать. По мере привыкания желание ускорить процесс само появится. Лично я, в данной ситуации, таким путём пошёл бы. Время на наработку такого навыка надо.2 балла
-
Подготовка это главное но я сейчас о другом хочу сказать а именно о технологии самой сварки . Сергей какая "бабочка " для 2ММ нержи там и разделки для нее не надо , дуга и так "пробьет" обратный валик с импульсом или в линейном это как кому удобнее. Сергей все верно , но на этой частоте довольно долго и продолжительные швы нудно будет . Можно и 5 и даже 10гц поставить , руки успеют присадку так как она лежит под дугой и от паузы не плавится а вот импульс ее плавит да и еще основной метал пробивает до обратного валика , так что действия руки с присадкой просто синхронно везти ее по стыку вместе с горелкой, и для такой технологии самое главное подобрать параметры тока и время действия импульса и паузы и сварка будет с минимальным тепловложением высокого качества и по скорости превзойдет линейный режим. Георгий , пытай импульс и там мудреного нет ничего и быстро освоишь. Где Vnuk , что он скажет. Кстати он в линейном работает не каких "бабочек" до 3ММ я так предвижу не применяет и движется строго по стыку , вот видео его P.S. При разной частоте импульса его параметры кардинально меняются. Например для 1гц импульс 160А и пауза 15% время действия импульса 20% , а вот для 10гц придется поднять ток импульса до 300А и если аппарат не позволит например 200А максимально то увеличить его время действия до 50-60% . https://www.youtube.com/watch?v=dtz4SXczr5g2 балла
-
@Учусь,по лазеру сказали потерпеть немного,там голову менять надо,он производство остановить не может,видимо окно какое то будет для замены.По поводу поработать на нем,интересно конечно освоить,но боюсь времени на все не хватит,для начала бы свое освоить.2 балла
-
Вы угадали! Они тоже- гуано. (Просто вы с ними не сталкивались, и потому думаете, что ни нормальные. Но увы). SSJ на 90% сделан на импортных (!!) деталях. Потому еще может летать (но как-то хреновато и баснословно дорог). @Глобул, Плохо еще то, что за все это убожество (SSJ, самолеты, Адмирала КУзнецова, неэффективные центрифуги) государство ЩЕДРО расплачивается из НАШЕГО С ВАМИ кармана. Само государство не сеет и не пашет, денег у него своих нет. А нам по ушам периодически ездит, лапши подкидывает, чтоб мы сильно не возбухали против того, что оно хозяйство-то вести толком и не умеет!2 балла
-
Есть вариант (шуточный скорее) - освоить работу на лазерном станке, режте для себя нормально, остальных посылайте к этому профессионалу. Мне друг сказал, что там особо сложного ничего нет...подобрать сопло/мощность и сфокусировать лазер под толщину и тип металла - не более, ну еще скорость реза выставить...просто либо оператор ленится это делать, либо не умеет. А кромки счищать придётся в любом случае и до блеска, на таком пульсом вообще нормально не поработать (не равномерная толщина окислов). Примерные настройки пульса для 2-ки - ток импульса 150-170А, база 15-30А, скважность (отношение) - процентов 25-30, частота 2-3Гц. Вообщем это индивидуально и зависит от аппарата.2 балла
-
@Георгий 11, При нормальной резке, провести один раз без нажима достаточно и кромка уже белая. Так, как сейчас нарезано, там драть надо минимум 1мм и не лепестком. @SergDemin, Приходилось с такой "резниной" иметь дело, обдирал со скосом, так как с нижней стороны листа это безобразие на 2мм вылазило, при толщине заготовок 4мм. Так что десятками не отделаться, иначе нормально это вариться не будет.2 балла
-
А я по вашему права не имею купить в 2012 году велосипед 2009 года выпуска? В сообщении черным по белому написано КУПЛЕН, а не ВЫПУЩЕН Просто нет слов более. Опять инопланетные цифры от инопланетян населяющих мегаполисы. Очнитесь вы там уже! Хватит смотреть первый канал по которому про сладкую жизнь в регионах рассказывают! Тут пол области семейный бюджет в сторону 20000 рублей в месяц сдвинуть не могут. О принцип - у меня все пучком и вокруг так же.2 балла
-
2 балла
-
@AIR37, мои поздравления2 балла
-
В общем к зам.директору подошел,ситуацию обрисовал,будут думать чего делать,ко мне без претензий.2 балла
-
Вообще, где-то читал что азот, как защитный газ, при резке делает титан хрупким, и заместо него необходимо использовать аргон. А в 321 нерже есть титан... На счёт азотирования, не помню, это в части металлообработке с родни цементации и закалке. Возможно те товарищи имели в виду что используют азот в качестве защитного газа. Спросил у друга, он достаточно много работал за лазерным станком, говорит что после лазера рез должен быть абсолютно чистый и механообработки не подвергается от слова совсем, а оператор ваш рукожоп)2 балла
-
странно вы ищете. вас в гугле забанили? купите подающий KWF 200 / 200SKWF 300 / 300S и работайте.
2 балла
-
@dyk967, скорее всего такого не найдете. Максимум что можно: делаете фото (внутрянки и платы, с описанием проблемы). Далее накидываемся все вместе и думаем, что и как делать. Ну и второй вариант: пишете письмо в официальный СЦ и можно копию на завод производитель с фото серийника и описанием проблемы. Возможно вам помогут. Но вернее скажут артикульный номер платы с ее стоимостью для дальнейшего приобретения.2 балла
-
Я всегда считал, что нержу(особенно 318 и выше) с чернухой соединяют фланцами.2 балла
-
Такие еще установки для газировки предстоит делать. А это которым варили и который сейчас.
2 балла
-
У @Rolli характер такой - он "поперечный". (Я тоже немного такой, грешен. ). Сказал чушь, не подумав. Вместо того, чтоб признать очевидный ляп, начал приплетать сварочные посты и прочее наукообразие (не имеющее, честно говоря, никакого отношения к делу). Таким же макаром изобретали твердый бензин (на полном серьезе), конструировали самолет на водородном ( ?!! ) топливе и пытались повернуть сибирские реки в Среднюю азию.2 балла
-
@selco,колбасу на пробу готов принять).Это к штурману.2 балла
-
@Глобул,да есть у нас чем гордится. только явно не во всем лучшие (и при СССР так было). и в странах загнивающего капитализма такая же ситуация. просто не нужно считать, что там все дураки, а у нас все умные. после введения санкций народу просто мозги опять промывать стали, что все сами можем и нам никто не нужен. а это далеко не так.2 балла
-
Хлор в черных баллонах не бывает. Да и вентиль, как и резьба на вентиле довольно своеобразные, чтоб спутать можно было. Окраска и нанесение надписей на баллоны Наименование газа Окраска бал- лонов Текст надписи Цвет надписи Цвет полосы 1 2 3 4 5 Азот Черная Азот Желтый Коричневый Аммиак Желтая Аммиак Черный " Аргон сырой Черная Аргон сырой Белый Белый Аргон технический " Аргон технический Синий Синий Аргон чистый Серая Аргон чистый Зеленый Зеленый Ацетилен Белая Ацетилен Красный " Бутилен Красная Бутилен Желтый Черный Нефтегаз Серая Нефтегаз Красный " Бутан Красная Бутан Белый " Водород Темно-зеленая Водород Красный " Воздух Черная Сжатый воздух Белый " Гелий Коричневая Гелий " " Закись азота Серая Закись азота Черный " Кислород Голубая Кислород " " Кислород медицинский " Кислород медицинский " " Сероводород Белая Сероводород Красный Красный Сернистый ангидрид Черная Сернистый ангидрид Белый Желтый Углекислота " Углекислота Желтый " Фосген Защитная " " Красный Фреон-11 Алюминиевая Фреон-11 Черный Синий Фреон-12 То же Фреон-12 " " Фреон-13 " Фреон-13 " 2 красные Фреон-22 " Фреон-22 " 2 желтые Хлор Защитная " " Зеленый Циклопропан Оранжевая Циклопропан Черный Зеленый Этилен Фиолетовая Этилен Красный " Все другие горючие газы Красная Наименование газа Белый " Все другие не-горючие газы Черная Наименование газа Желтый " Вентиль баллона с хлором тоже своеобразен и спутать его с другим довольно сложно, такой же ставят на аммиак. -
2 балла
-
Спасибо. Мой лимит на сообщения сегодня закончились ) присмотрюсь, торопиться не буду перелагают ещё присмотреть с с ротаметром. посмотрю что и где можно купить или достать. кнопки тест газа на китайце нет и осциллятор не отключается . )))))1 балл
-
Лучше конечно времен СССР и желательно такой двух ступенчатый и его выдает снизу алюминиевая "приставка" но можно и без нее одноступенчатый и искать в "гаражах" старых сварщиков у коих лежат без дела так как они уже не варят но и не выкидывают такие вещи. Или ищите в магазине но не совсем дешевый и чтобы диафрагма максимальных размеров была. Настройка газа на щеку , подносите к щеке сопло расстояние 3-5см и включаете газ и он должен ласково обдувать вашу щеку. Да, предупреждение, отключите "осциллятор" а то получите не смертельный но укус током, или на аппарате должна быть кнопка тест газа. Вот не знаю Китайских аппаратов совсем, есть ли отключение осциллятора и кнопка проверки-продувки газа .
1 балл
-
Сергей , ну 30% круто и аппарат просто закапризничает . Вот давайте начнем с малого , почему на малых токах происходит крупнокапельный перенос , да все просто не хватает подачи и если ее прибавить то процесс встанет в норму . На моем можно и не прибавлять скорость а просто убавить напряжение корректором и крупнокапельный уйдет в не бытье и процесс будет нормальный но с гораздо меньшей подачей проволоки , чего не добиться на обычном ПА , кстати вот пивные банки сваривал с очень малым напряжением и подачей проволоки , на простом это просто не возможно и будет крупнокапельный перенос. Ну и дальше поднимаем ток и все логически так же работает, вплоть до крутящийся дуги. А коррекция плюс-минус 30% да большая и с запасом под разные проволоки и задачи.1 балл
-
если господа хорошие готовы платить щедрой рукой, то ни каких проблем не вижу. Ибо презренный металл свят.Конечно, сразу с гарантии их снимайте, так как они новый поломали, а варенный и подавно. К-образная разделка и я бы предпочёл электрод, причём на горячую. Так будет на много быстрее и качественнее.1 балл
-
@Vanguard,торец хватит просто шлифануть лепестком?По виду там как минимум 1 мм.снимать нужно.1 балл
-
Это старая модификация маски Текмен класса 1/1/1/2 , более севременная модификация это 730 (из бюджетных) там больше стекло и класс светофильтра четыре еденички.1 балл
-
Еслиб знать что такое браузер,про блокировщика вообще впервые слышу.Наверное ломают меня полностью.1 балл
-
Горелка может и не влияет и только удобство . А вот электроды очень влияют и если меньше 10ампер то желательно 0,5мм поставить. P.S. Но что такое 10ампер АС тока , для пивной банки еле еле хватает , и на пивную банку у меня примерно 17ампер самое то . Ну и еще раз " НО" , многое от аппарата зависит , то есть его способность держать стабильно малоамперную дугу без треска и непонятных всплесков-пробоев . @Dimaxa, Вы бы показали что сваривать собираетесь из Ал 0,5мм , это всем интересно и может и технологию отработаем и под ваши 20 ампер.1 балл
-
Вот откуда пошла фраза из анекдота - "а я гайки до 36 пальцами закручиваю"1 балл
-
В ручную бетон мешать не советую. Во первых это тяжело, во вторых не вымешаете, в третьих выйдет дороже. Что бы получить бетон марки 300 надо цемент почти один на один с песком, да еще цемент М500. А его еще купи что бы в мешке было именно то что на нем написано. То что подешевле обычно М300 в ручную рассыпанное по мешкам с надписью М500. Да еще вымешать надо так что бы вышел однородный. А то будет от М100 до М250. Про сваи сразу скажу сваелюбам. Свая бьется или бурится и льется до материка. Материк может быть рядом, а может быть недосягаем. Это только геологи могут сказать. Когда свая не упирается в материк, она считается висячей. И держит груз только за счет сил трения с грунтом. Такая свая несет гораздо меньше, а значит свай надо больше. У дырки сделанной садовым буром площадь дна мала. Есть технологии бурения с раширением у дна, но не всем грунтам подходят. Про винтовые не скажу, не сталкивался. Мы такого не строим что на них ставить можно. Нужно знать несущую способность одной и подобрать правильное колличество. Ростверк дело хорошее, но при наличии четырех бетонных кругляшей по углам он превращается в обычный ленточный фундамент передающий вес конструкции на грутн всей площадью, а не через одни импровизированные сваи. Что бы загидроизолировать хоть ростверк хоть ленточный, надо вынуть не мало грунта. Куда то его переместить, а потом определить, что в засыпку что на вывоз. На плиту идет меньше опалубки, для экономии бетона ее можно сделать не сплошной а п- образной. Земляных работ минимум. Часть какркасов можно заменить готовыми сетками. Но дело всегда хозяйское.1 балл