Лидеры




Популярный контент
Показан контент с высокой репутацией 25.06.2017 во всех областях
-
Сегодня очень неудачный будень выходной. Мои ребята меня подвели-одному вчера окалина в глаз попала и он у него опух, второй по ходу просто опух. В итоге-в одиночку доставил нижние стойки, обварил всю раму. Ближе к вечеру подъехал снабженец наш, помог стойки выставить и листы нарубить, на этом закруглился ибо напала полнейшая апатия. Завтра будем договариваться о продлении сроков, надеюсь те, что опухли, распухнут
 13 баллов
13 баллов -
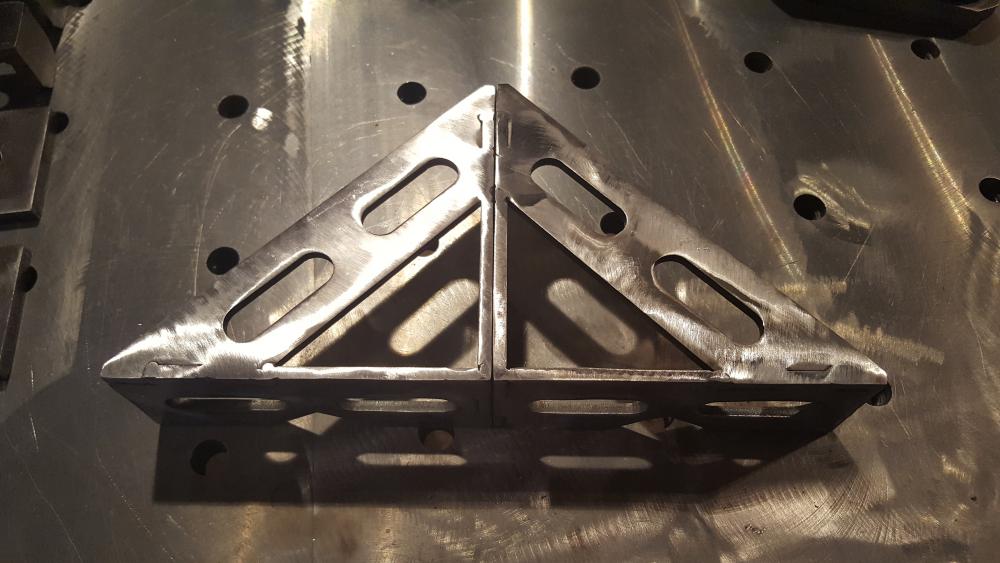
собрал. не могу сказать, что уголки идеально ровные получились. наверное или кондуктор нормальный делать нужно или руки должны быть более прямыми,чем у меня хотел ещё воронение попробовать, но ёмкости из нержи не нашёл.
7 баллов
-
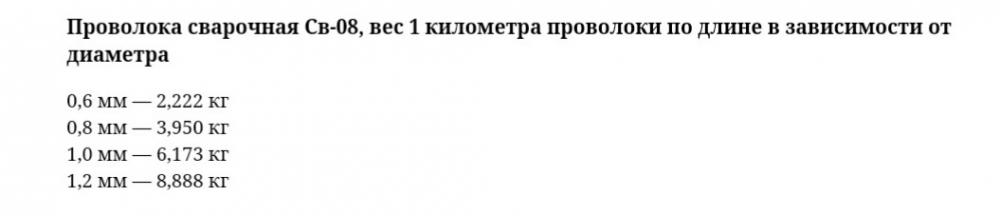
@Vovka123,6кг.=3500 литров, при среднем расходе 10л/мин можно шпарить 5.8 часов не останавливаясь. Про проволоку вот : (километры, метры, килограммы).
6 баллов
-
@Георгий 11, Есть у меня и 4047 Но трубы изьеденые коррозией я предпочитаю менять, методом изготовления новой. Потому как если коррозия пошла то это ни есть хорошо. И можно потом попасть на переделку работы и на фреон. А посему я клиенту обьясняю просто ,если варить то что есть то гарантия "до угла" потому как.....Ну и так далее....А там клиент решает сам что бы потом не говорил что ему не говорили... А трубу изготовить для меня любую дело от 1-3 часов максимум а то и меньше...6 баллов
-
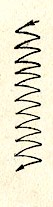
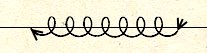
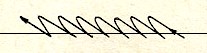
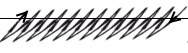
При хорошо настроенном аппарате и удобном положении колебательные движения можно свести к минимуму, так что постороннему наблюдателю они будут не заметны. Это как в китайском кунг-фу - в начале обучения движения размашистые с большей амплитудой, а с ростом мастерства становятся еле заметными. Основные колебательные "приемы": при сварке нижних швов встык "полумесяцем" - расширение сварочной ванны, прогрев кромок, уменьшение выпуклости валика, сварка вертикальных швов сверху вниз - для уменьшения скорости стекания металла его растягивают по ширине. При сварке тонкого металла встык с большим зазором, вертикалом сверху вниз углом вперед (то есть горелкой вниз - иногда приходится и так извращаться); при сварке нижних внутренних угловых (тавровых) швов, углом вперед - петле-образное движение при котором сначала прогревается нижняя кромка, потом заливается верхняя, смысл в том чтобы уверенно проплавить низ прежде чем на него нальет присадочного металла, которого может оказаться слишком много и который может оказаться уже слишком холодным и не сможет хорошо привариться (я однажды, по приколу, без особых усилий отрывал деталь сваренную толстым- толстым слоем "шоколода", но который не приварился к одной из кромок). На базе этого движения в основном и делают обычные поступательно-обратные движения на ПА; при сварке тавровых (внутренних угловых) швов, углом вперед, когда нижняя кромка примыкает к вертикальной стенке с чрезмерным зазором (линия как бы намекает) - сначала привариваемся к верхней кромке и далее, используя силу тяжести и поверхностного натяжения соединяем сварочную ванну с предыдущей частью шва. По идее последовательность обратная предыдущему движению, но из-за большого зазора и аккуратного растягивания сварочной ванны, нижняя кромка проваривается хорошо. при сварке тавровых (внутренних угловых) швов, углом вперед, когда верхняя кромка примыкает к нижней стенке с чрезмерным зазором (линия как бы намекает) - смысл в том чтобы заливать шов "наращивая" его снизу вверх, шаг вперед - и на движении назад натягивать сварочную ванну вверх по предыдущей части шва. Если зазоры слишком большие, то предварительно можно прихваток часто "налепить" или вертикалом сверху-вниз предварительно пройтись, чтобы была как бы дополнительная опора при основном проходе. PS: в основном варю тонкий металл 2-3 мм.
5 баллов
-
Сварка ЦАМ - ZAMAK.Ручка двери Фредлайнера. Карбюратор и пневматика .Присадки 56,43 и цинк
5 баллов
-
"Заковал" белоруса в доспехи Пьянству-бой!
4 балла
-
На 250А в аргоновой смеси проволокой 1.2мм можно варить уже струйным переносом (на графике "SPRAY-ARC PROCESS"), нужно напряжение 25В и выше и аргоновая смесь с процентом аргона не меньше 80%. С проволокой 1мм для достижения струйного переноса хватит и несколько меньших силы тока и напряжения. Если аппарат достаточно мощный (300А например ), то для начала надо выставить напряжение около 25В и постепенно добавляя скорость подачи добиться прекращения образовывания крупных отваливающихся капель, в свою очередь с уменьшением дистанции между проволокой и металлом будет расти сила тока, которая будет срывать с кончика проволоки микрокапли и струйкой (много их) переносить через дугу в свариваемый металл. Форма дуги при струйном переносе будет похожа на маленький колокольчик. Чем больше аргона в смеси, чем тоньше проволока тем легче (в смысле при меньших напряжении и силе тока) достичь струйного переноса. Сварочная дуга "выгрызает" узенькую глубокую канавку по центру шва, а проволока впоследствии заливает металлом. Шов получается как-бы литым без чешуек, глубокое проплавление только в центре шва, поэтому надо целится точно между кромками, ну и плюс колебательные движения. Процесс очень горячий, очень много ультрафиолетового излучения (по сравнению с CO2) поэтому защита тоже должна быть на хорошем уровне. Здесь, например, сварено струйным переносом: http://websvarka.ru/talk/topic/408-nauchite-polzovatsia-poluavtomatom/?p=2858304 балла
-
Что именно получается? Чем больше мы совершаем колебательных движений, тем больше тепла вкладываем в не сваренное ещё соединение. Вся физика процесса упирается в получение сварного соединения с минимальным тепловложением. То есть ниточные проходы без колебаний в любом случае дают лучший результат, а все эти рисования, это вынужденные меры: зазор, вертикал, тонкое и т. п. Я потому и сказал что в нижнем лучше ничего никуда не колебать, а как можно быстрее закончить первый проход. По напряжениям -- ниточный проход их создаёт меньше. Если требуется второй проход, то он, прогревая первый, снимает созданные им напряжения. Разумеется вносит свои, но они уже не могут так деформировать металл, и в большей степени разрешаются до остывания металла. С учётом всего этого соединение получается гораздо крепче.3 балла
-
@brat_h, ну это теория дорогой собеседник, на деле бывает совсем по другому. Я например только в даблпульсе никаких манипуляций горелкой не произвожу, только в такт ритму переставляю вперёд горелку, в одиночном вперёд-назад, иначе порнуха , а не шов. Ну это все струйный перенос на алюминии, на нерже и попроще. @brat_h, работы в студию, хочу очень Вас в деле посмотреть. Не бодаюсь заметьте, просто интересно практику в теории.3 балла
-
@Георгий 11, баня большая, печи нужен будет обогревательный щиток из кирпича, чтобы нагреть её. зимой топить придётся часов 5. Иначе потолок и стены около него будут промёрзшие. Это из своего опыта, у меня баня 5,4мх5,4м. Это сама печь, справа у неё выход в обогревательный щиток для зимы, а сверху выхлопная труба для лета. вид с тамбура вид из парной
3 балла
-
@D500, объяснили бы, что вилка в ручке вращается без сопротивления и всё бы сразу стало ясно. На вилке есть резиновые колечки для уплотнения газового канала, входящие в соответствующие проточки внутри ручки. Они и создают сопротивление вращению. Видать, колечки усохли. Разберите горелку, замените уплотнительные кольца (позиции 8 и 9 на изображении в Вашем сообщении #462).3 балла
-
Поигрался с пульсом. Кривовато, но у меня дежурное оправдание -- нет постоянной практики. Шеф вобще говорит что не очень хочет наблюдать меня в маске -- есть задачи посложнее. Selco / 160 ампер / Aristorod 12.50 (св 09г2с) 1.0 мм / смесь
3 балла
-
MAGия сатиры.Ну вот я в тягостном раздумье Схарчить иль нет цю красотуИли иконочкой повеситьНа базе в главном то углу!Рука дрожит,когда беру я Съедобную мою медальИ взор уж рад,а вот желудокОрет:-да жри быстрее тварь.
2 балла
-
Поехал другу помочь - убрать "кошмары с улицы Вязов" - на отоплении, со времён развитого социализма. Возвращаюсь, а дома, без объявления войны - ТАКОЕ! Там ещё и орех внизу В тортах главное -ВСЁ!
2 балла
-
Да вот похоже в стандартах есть расхождения в брошюре от Messer gaas нет стандарта 4.6 , но вот Меркле пользуют 4.6 . http://www.merkle-muenchen.de/de/produkte/gase.html
2 балла
-
@Глобул, ну это для стали актуально, мы люминь в кучу собираем, и варю любую толщину за проход, если начинаю выпендриваться,с проходами, пластину 20 мм выворачивает наизнанку. Давай будем к каждому конкретному случаю относиться выборочно.2 балла
-
Очень интересный конкурс, жаль, что достойные форумчане BelaZZ и morgmail отказались.2 балла
-
Как работает инвертор описывать не буду, этого в интернете достаточно.Скажу только, что по сравнению с трансформатором, особенно однофазным он обеспечивает гораздо более оптимальные параметры питания дуги. Не понял, о чём вопрос? Не знаю, откуда столько страшилок про нержавейку в народе ходит. Даже если и появится рыжий налёт, то он будет поверхностным, дальше металл ржаветь не будет. А все эти потрещавшие и поржавевшие баки просто из дерьма сварены. Если варить из Х18Н10, ничего с ней не будет. Бойлер для подогрева сероводородной минералки стоит уже много лет, я его делал ещё Питоном. А это было до моего появления на форуме, я на форум зашёл, когда новый полуавтомат присматривал. Для сравнения, балбесы поставили для этого эмалированные бойлеры Будерус, они трёх лет не продержались. Обечайку варил ПА, трубки РАДС, горелка с краником к тому же ПА и баллон с аргоном. Ничего я с обратной стороны не защищал, он на тонну воды, куда столько аргона выдувать? Это важно, когда оборудование для злобной химии делается, или под вакуум. Для воды достаточно режим нормально подобрать, чтобы ежи не лезли с обратной стороны. До Вас его хорошо погоняли на больших токах, а когда дроссель крякнул - просто с рук сдыхали. Либо покупать дроссель, либо перематывать. Но лучше всего - постарайтесь нормальный ПА купить, это уже позавчерашний день.2 балла
-
Если исходить из того, что под вкладышами ходит фольга и "бумага", то газопламенное напыление в разы надёжнее, но всё зависит от оператора и незначительный отход от технологии сводит всю проделанную работу насмарку.2 балла
-
@Георгий 11, влияют. как раз недавно с @Hlorofos по поводу грязного аргона переписывался (мне попался). только у меня на 60А всё норм было, а свыше 100А уже грязюка сильно лезть начинала. частично помогло баланс в плюс задрать + расход газа в 2 раза увеличить.2 балла
-
@Глобул, обратно-поступательно двигаю горелку, бывает полумесяцем с одной на другую кромки, на люмине очень даже хорошо получается.2 балла
-
@Георгий 11, я лишь говорю как есть, на мелочевке отлично, а на раме бочки защиты не хватает, ставлю другой баллон и все ок. Газ грязный получается, но доля грязи очень мала.2 балла
-
@Vovka123,Всё зависит сколько килограммов кислоты налить. 1кг. при испарении превратится в 0.5 кубометра, а это 500 литров.2 балла
-
На первом фото как понял разные присадки в этой последовательности? Видно что 5356 печально сплавляется. Кстати, 47 немного получше себя ведет, чем 43.2 балла
-
@brat_h, позаглядывайте в профили наших форумчан. Там всегда можно примерно представить с кем общаешься -- возраст, география, имя. Мы не просим фамилию и адрес, ни к чему какбэ, но имя и область уж будьте добры. А если хотите подробнее о себе и своём багаже рассказать, то есть тема специальная Кто есть кто2 балла
-
Нет, это не Димет, зто порошковое газопламенное напыление(не путать с газопламенной наплавкой) порошком ПГ-19м-01. В твоём случае скорее всего нарушили технологию напыления, подслой не закрепился на блоке. Возможно плохая подготовка или подслой не тот, могли просто не обезжирить или не пропескоструить(дробеструить). Причин много может быть.2 балла
-
Я - сварщик, в основном на ПА в среде CO2, владею английским языком, кроме совдеповского сварочного образования, читал англоязычные, скажем так, учебники, видео, статьи, рекламу, потом даже совдеповская литература стала понятна Во владении были "Artotic SUN7", Speedglas 9100XX, а сейчас пока с "Wuhan Welhel WH9801" , пытаюсь сообразить какой лучше купить "TECMEN TM15-ADF730S iWELD" (с новыми синеватыми или предыдущими зелеными светофильтрами). Озабочен я этой модой на "синеву" хамелеонов в последнее время... и не уверен даже что стоит взять, в рекламе одно, в видеообзорах немного другое, на фото третье. Да и немного поднапугали меня, что после рабочей смены в каком-то синем и недостаточно темном хамелеоне у человека весь вечер белые пятна перед глазами были... это самая последняя страшилка, о том что синий свет утомляет сетчатку, раздражает есть официальные научные данные.2 балла
-
@krech, я уже неоднократно писал, пару раз понимал, что грязный газ только на 300А и выше, когда уже трети или половины баллона выжег. Да и то как понять , пока все не перетрусишь, магистраль, горелку, внутри аппарата шланг. Вот и мучаюсь, альтернативы нет. Поставщик один, он диктует как мне жить.2 балла
-
@brat_h, о себе уже пора написать. Про маски, стекла , фильтры читаю как заворожённый, откуда столько познаний. Ваш выход!2 балла
-
Виктор , вот в том то и дело что когда горит дуга и металл жидкий и водород часть улетучивается и нам не видно, а вот другая не успевает и начинает собираться в большие пузыри только тогда когда металл начинает застывать то есть уже позади дуги. Аргон+Гелий враг водорода , ванна более жидкая и более подвижная и водороду открыты ворота в атмосферу. Вот наверное заметил , и все это называют перегретым швом на АМГ , то есть когда он матовый , да не перегретый он а просто водорода сверху шва гораздо больше поднялось и мелчайшие пузырки лопнувши создают матовую поверхность.2 балла
-
Виктор, да все просто ВОДОРОД и от него не так просто избавится и откуды он берется да все просто , диск вода , присадка как у нас хранится , аргон не совсем верный и вот хочу перейти на высший сорт хотя и тем что пользуюсь не плох . Вот как было на заводе и ответственное варили так , присадка в спец шкафах и даже были вакуумные но это для особо супер работ. Детали травили , сушили по несколько часов в спец шкафах , аргон советский был и делали на совесть , знали что если будет плохой сразу посыплются претензии и дойдет до Москвы а ее боялись и уважали. Ну и если появились поры и проход повторный дугой только усугубляет дело и поры будут большего размера. Спасенье только одно все вырезать и даже околошовную захватить и вновь сварка.2 балла
-
Виктор, а почему для ЦАМ лучше 5356, чем 4043? Я крайне редко с ним связываюсь, а если приходится, то использую старые запасы НТС, т.е. варю почти голым цинком.2 балла
-
Виктор 6061 можно тем и тем, но я предпочтение отдаю 5356 он лучше держит и гугл чуток привирают , да и цветом шов будет вровень с диском , 4043 темнее . http://aluminium-guide.ru/chem-svarivat-alyuminievyj-splav-6061-t6/#i Ну и сегодня отдал диск , на прокатку ездил сам и бортик "почти" ровный чуток ролики поджали и прокатили и не чего не лопнуло и за прокатку денег нне взяли , шиномонтаж 400р с герметиком и шина не стандарт на этот диск то есть она узка под него . В общем от таких баллонов ждать хорошего не приходится. Приехал хозяин Лексус и поехал к ним на прокатку другого диска , прокатали собрали за все про все 2ве с копейками. Мне за первый 1500+400 свои вкладывал за шиномотаж , хозяин перевел при мне на мою карточку, но пока не пришло (что то долго) правда у меня сбер а у него МТС или вроде этого. Да в шиномонтаже ему про диагностировали два оставшихся диска , тоже варены и навалены култышки кои даже не обработали , приедет на переварку но позже. Вот она чудо резина кстати и с грыжей и колесный сервис сказали только назад.
2 балла
-
Три диска из комплекта в ремонт, стандартные трещины, по одной на каждом. Заодно посмотрел, как живет моя старая работа, варил две трещины больше года назад. Даже по фото видно, металл шва очень отличается, но экспериментировать с 5356 не стал.
2 балла
-
Сегодня день кривошипов.Пользуясь случаем хотел спросить у уважаемого сообщества насколько выгоднее было бы наваривать полуавтоматом.Допустим ,у меня ушло на каждый кривошип по 40 электродов четвёрки( два слоя) и около часа времени на один кривошип.На два ушла примерно пачка четвёрки.А сколько уйдёт проволоки на полуавтомате? И времени?
2 балла
-
@MrRom26,Можно попробовать смесь Ar80/Co20. Вот пример транс, ещё чуднее Вашего (циклона).
2 балла
-
Застройщик как обычно чудит, в понедельник 2 пандуса и перила на входе в подъезды должны стоять, т.к во вторник ввод дома в эксплуатацию. Обычная история, - "металл сегодня, а изделие ещё вчера стоять должно было". Металл к обеду подвезли, все что успели сегодня собрать на фото, длинна почти 10 метров.
2 балла
-
Китаец мини погрузчик , не знаю что им грузили,но приводы стало рвать
2 балла
-
Хотел найти я в жизни, Что-нибудь своё... Попробовал работать, Понял - не моё... И тут нА тебе... http://cdn-tn.fishki.net/26/upload/post/2017/06/21/2319015/8a6a8a7a788102de3e67a0ed407dcae7.jpg2 балла
-
@morgmail,Геннадий, ваша честность, порядочность,непредвзятость лучшая гарантия теста, вам доверяют на форуме(не только на нашем).Объективное освещение возможностей нового аппарата,лучшая помощь, для профессионалов и любителей сварки.2 балла
-
Могу приехать и спалить все аппараты, варить не умею, но электроника меня боится, на корню боится.2 балла
-
@AMBIVERT42, это бессмысленно, у меня нет желания, тащиться за 9.000. км.2 балла
-
Готов участвовать в данной акции и выношу свою кандидатуру на рассмотрение. Опыт работы РЭДС , а также тестирования сварочных инверторов для РЭДС-имеется. Что, собственно, отражено на страницах форума "Вебсварка". Предлагаю в тестовые задания включить оценку работы функций антистика, горячего старта и форсажа дуги, а также-гашение дуги, важное для заварки кратера.2 балла
-
За все время твоего чтения форума сколько описаний поломок 200-ки было? Вот видео 2015 года, еще старая прошивка. https://youtu.be/dJBEuPjKFVM1 балл
-
@Hlorofos,амперы на чистоту не влияют,тут хоть на 10А,хоть на 500А-чистота она и есть чистота.1 балл
-
Какая судьба у этих моделей и как скоро мы их увидим на рынке?1 балл
-
Как ни странно, но крутит. Правда немного ощущаются рывки. Может потом видео сниму готовой вращалки и сюда выложу, да простит меня топикстартер.1 балл
-
Добили сегодня забор, 200 с лишним обварили, около 100 смонтировали. Колхозный, перевозной пост полуавтоматической сварки=)
1 балл