Лидеры




Популярный контент
Показан контент с высокой репутацией 16.05.2017 во всех областях
-
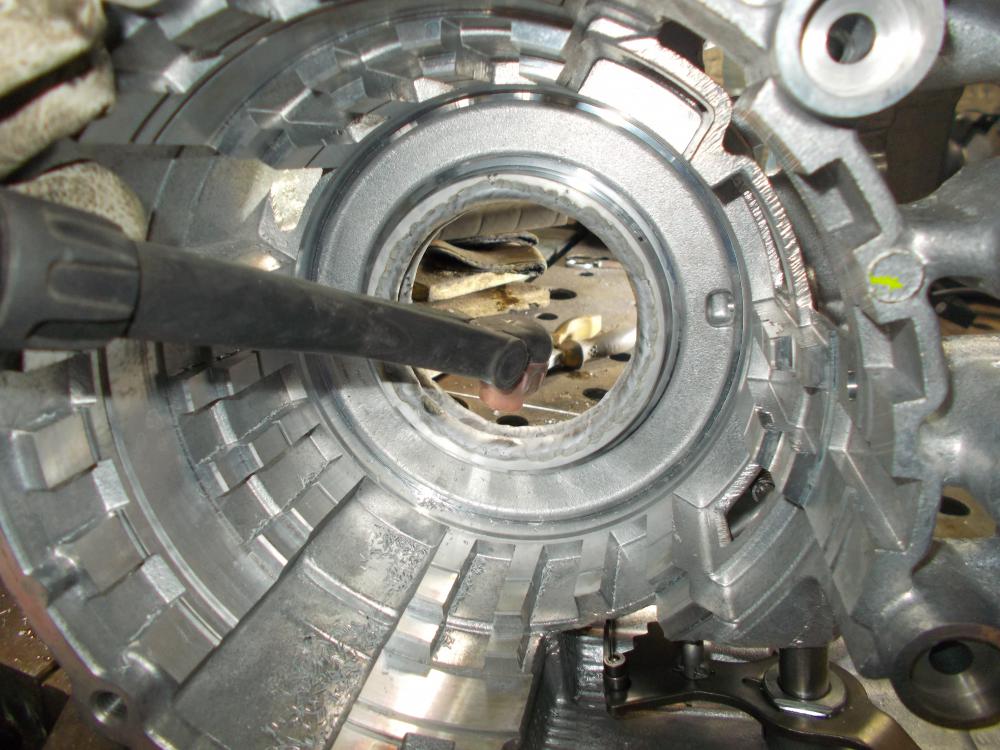
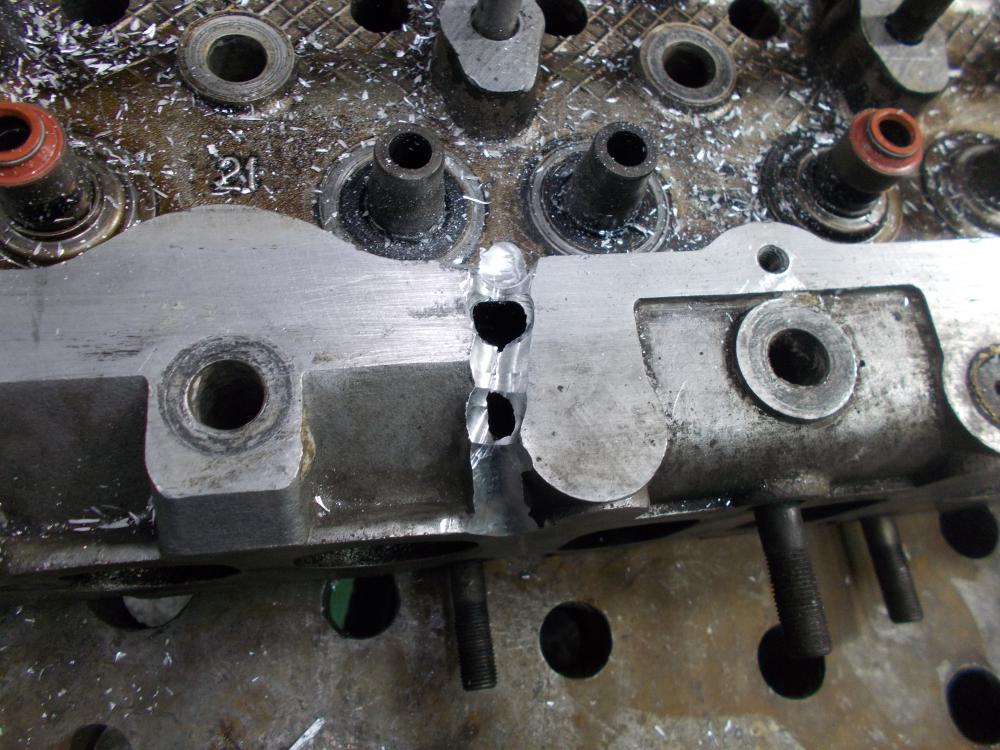
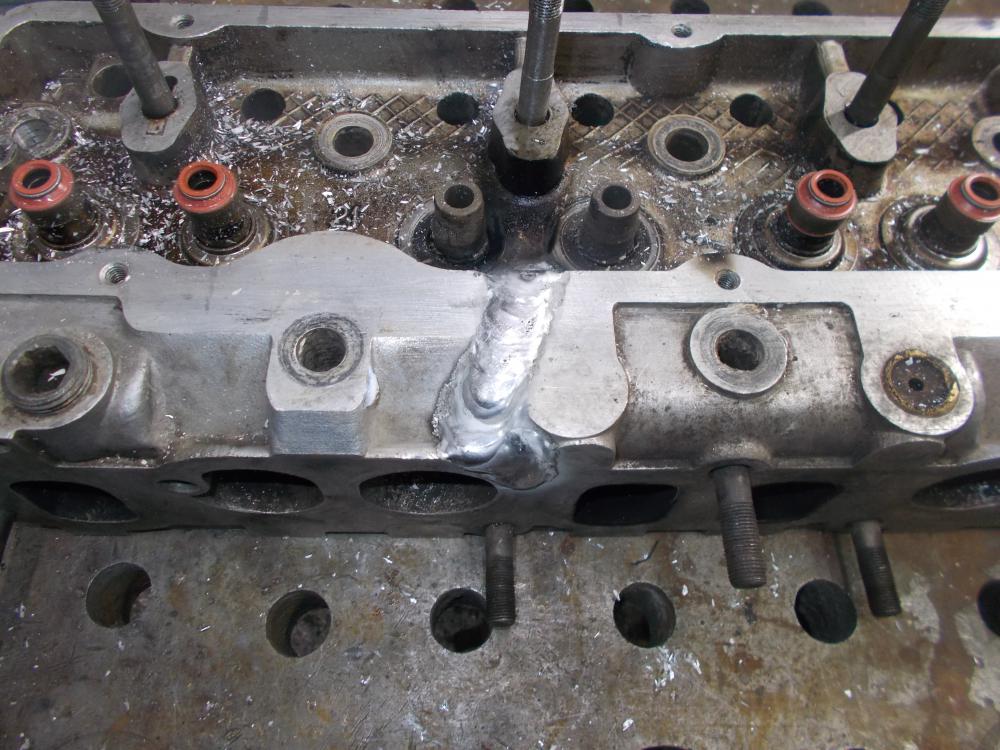
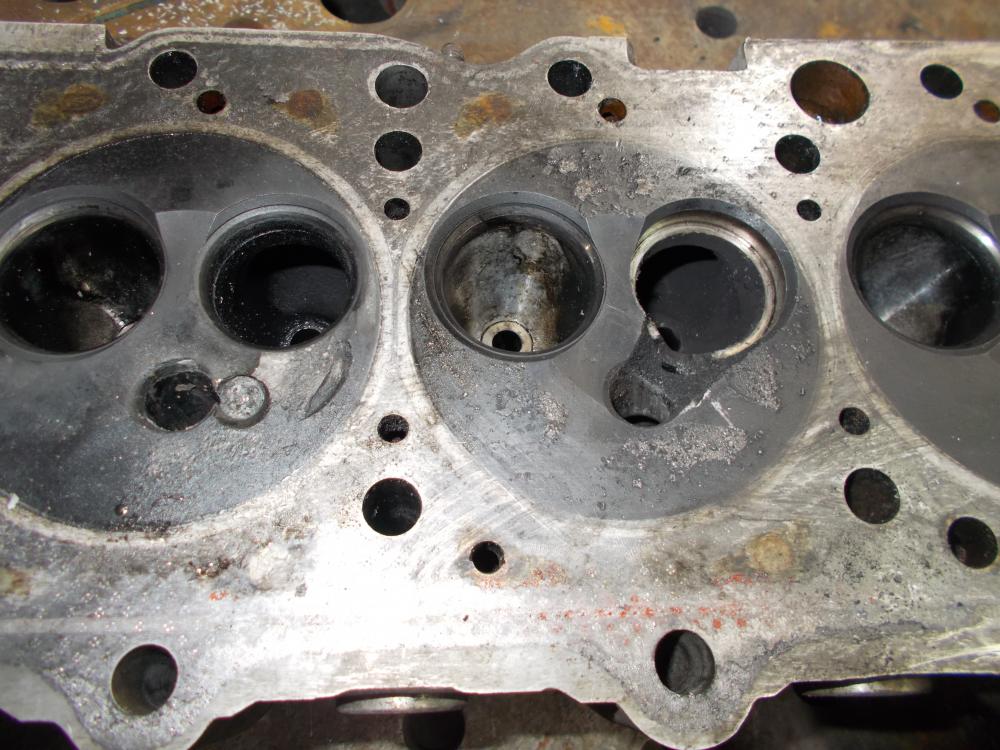
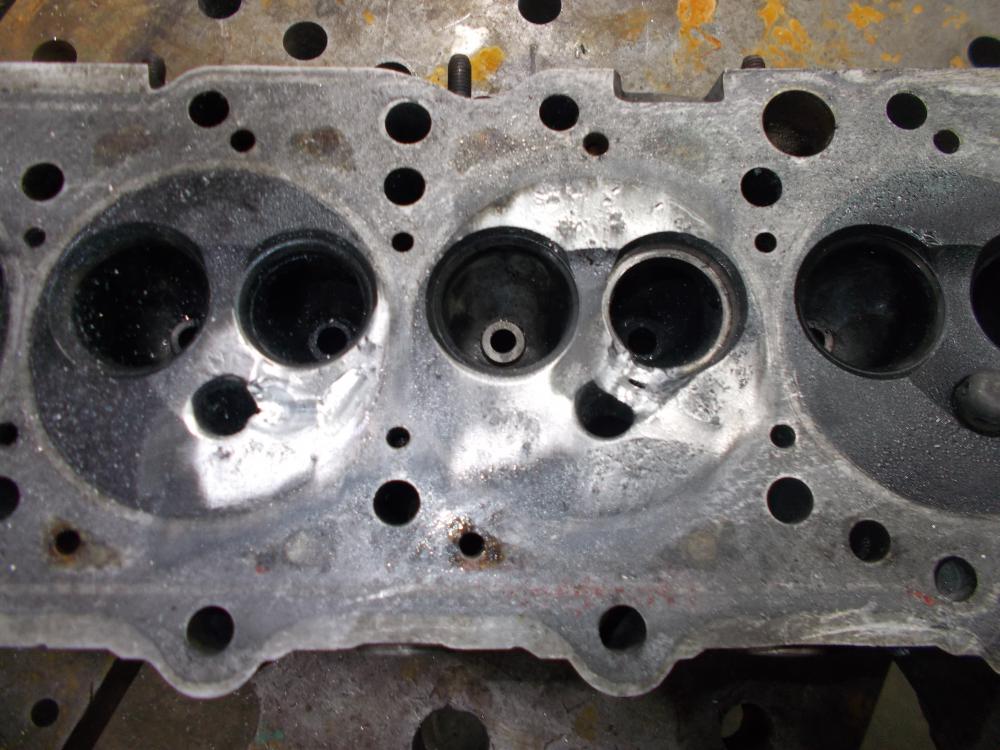
На майские праздники местные джиперы явно были в ударе и после окончания покатушек-потянулись к ремонтникам. А те уже некоторые поломашки понесли мне. Итак, очередное "славно покатались" и его последствия. Пробитый валежником поддон с УАЗ-Хантер. В чреве картера коробки-автомата с Тойоты-Харриер орудовал горелкой Агни-35. Пара головок с УАЗов с трещинами под клапанными сёдлами. В одной трещину уже пытались лечить. При обработке бор-фрезой раздался пулемётный треск и в водяные каналы посыпалось нечто. Нечто оказалось алюминиевыми шпильками, ввёрнутыми в трещину. Целься! Огонь! Первый готов. Второй готов. Оба-на выход! Далее-опять голова с УАЗа, но не с простой трещиной. Это, я бы сказал-последствия апогея водительского идиотизма. Закипятили движок. Хорошо так закипятили. И тут же, на горячую-бухнули в систему охлаждения ледяной водички из горного ручья. Голова в ответ на такое деяние сказала "Тресь!"... Это как надо было кочегарить несчастный дизель с Саньёна-Муссо, чтобы поплавились форкамеры и прогорела головка?.. Нельзя слепо верить рекламе и то, что КИА-Спортэйдж является внедорожником-на практике не подтвердилось. А вот то, что чугун-материал хрупкий-истинная правда.
 28 баллов
28 баллов -
Люди, как мотыльки, летят на свет, в моём случае на свет дуги.Радиаторов принесли.После обеда на выезд,грузовички "подлечить"Потом "старый" клиент, на ремонт по кузову,приехал. На поржать,Текёт,то что внутри...,слов не хватит.
14 баллов
-
Вы от жизни отстали! Это сварочные швы максимально очищенные от примеси цены. Добиться низкого содержания цены в шве можно с помощью сварщика с низким содержанием квалификации и зарплаты, а желательно при полном отсутствии этих примесей. В СССР просто не было специалистов умеющих работать на снижение этих ингредиентов, а сейчас их в полном достатке.12 баллов
-
Получил вчера Evo 500 - ку. Ну и сегодня пару - тройку часов им поработал. Напрашивается фраза - великолепное дешевым не бывает! Источник довольно большой, точно не для выездов, скорее монстр - стационар! Работает все как и должно работать, четко ровно мягко! Все что задумал, он легко выполняет. Очень давно не был так доволен покупкой. На любимых токах не варил, обкатка проходила на 30 А на малюсенькой детали. Очень понравилось, поджиг идеально настроил, дугу сфокусировал ВЧ импульсом 15 кГц. В общем удивился, реально сверлит дугой вперед с самого кончика, при этом не испорченный поджигом вольфрам держится острым. Далее пробовал плавный импульс, как раз для люминя самое оно. Аппарат задает такт и я следуя ему ставлю равномерные капли шва. Короче Бомба! Фото и видео пока нет, придется верить на слово!11 баллов
-
Пробы электродом ОК 92,78 были не зря.Какая-то крышка от мерседеса. Собрал эти две разделённые части в единое, прихватки,V-образная разделка по разлому не снимая со стола,нагрев газовой горелкой. Швы по 2-3см,остывание,потом опять по 2-3см. Полное остывание в минвате. После перевернул,на струбцины,опять v-образная разделка и так же варил. Может подфартило,но ни паутинки,ни трещин не было.Всё без спешки. р.с. весь процесс происходил согласно прочитанному и советам в данной теме,хотя это первая работа и мандраж присутствовал малёхо.
11 баллов
-
https://www.youtube.com/watch?v=GU7P9hhF8DY@psi,Снял режим пульс, 4 МР-3, 165 базовый, 195 пиковый, частота 1 Гц. Просто валик на пластине.6 баллов
-
Это идиотизм, таскать две доски, всё гораздо проще. https://www.youtube.com/watch?v=nIRNINGFK8E6 баллов
-
пусть исправляет, нечего халтуру разводить)))5 баллов
-
Почитал-посмотрел видео... и заказал, а сегодня привезли - "китайскую" AEG WS13-125XE - получилось, что сразу же попробовал в деле (на работе надо было пару-тройку прутков 10мм перерезать ) - правда, немного тяжеловата для моей руки, но это не критично. А так есть всё что было нужно моим "хотелкам" - регулировка оборотов с их поддержанием, плавный пуск, быстросъём и т.д. Буду надеяться - что будет работать и дальше Вот у меня тоже так было - сразу вскрыл редуктор - смазки (белая какая-то, как вазелин или крем) полно - а шестерни "сухие".
5 баллов
-
@psi, Интересно кто так (навалил), мастер производственного обучения?
5 баллов
-
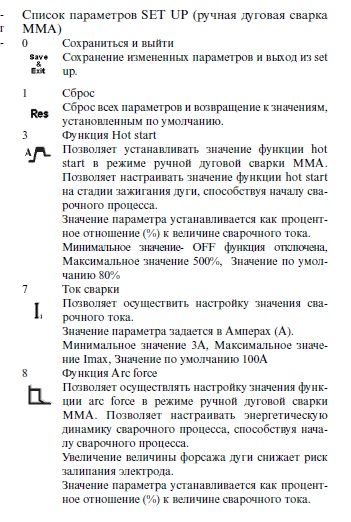
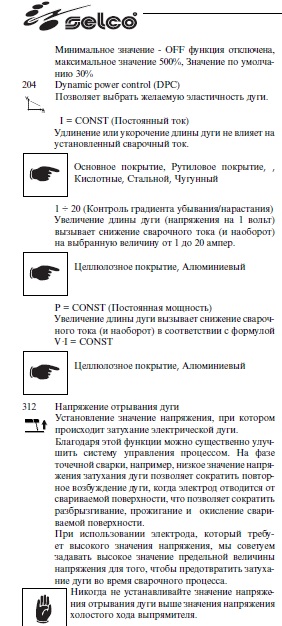
и так начнем с того что все то меня заинтриговало как влияет хх в рдс и плавно перетекло в кучу инфы=) так же скажу что форсаж дуги или arcforce - это не антиприлипание электрода, вернее скорей как уже вытекающий результат, главная функция это жесткость (дросселирование индукция называйте как хотите) проще наверно было видео запилить но не умею я (есть у нас ютюберы, сделайте а=) ), да и откорректировать можно или пояснить моменты. вопрос с к админам можно будет изменять первый пост? так как все дописывать буду. начну с маркировок электродов ГОСТ: Э46-МР3С -Ф-УД на территории бывшего СССР Е 431(3) -РЦ13 ISO: E433R11 международный EN: E38AR12 европа (великобритания) AWS: E6013 американский (популярный щас) DIN: E380RC11 немецкий стандарт а это так поржать, посмотрите как они марку "мр3с" расшифровывают и другие электроды во всех есть сходство кстати и в современном мире надо уметь читать их. так же не по теме есть электроды ESAB OK 48.00 Ф5 так вот опытные сварщики знают что Ф5 и более варят только в нижнем и лодочку, и стандартной маркировке это указано цифрой, но рисунки со стрелками говорят о всех кроме сверху вниз=) в госте нас интересует цифра красного цвета. в остальных, кроме AWS, последняя цифра. у амереканце там сложнее. комбинация двух цифр указывает на тип, толщину и вид электродов по роду и полярности сварочного тока. смотрим циферки и видим ток постоянный обратной полярности (для любителей кабель перекинуть) или переменный 50 вольт + - 5 вольт дальше больше. хх должен быть не меньше 50 вольт для постоянки играет роль только 50 вольт, а вот для переменке эти +-5 вольт. для корректировки жесткости дуги, так как ток имеет синусоиду и постоянно пересекает нулевую отметку. в постоянке этого нет там есть форсаж дуги=) но многие скажут что нет сварочных трансформаторов с регулировкой вольтажа. есть но у нас не нашел, а у амерекосов-трубачей (многие любят именно эту модель) есть=) теперь как пользоваться этим форсажем. конкретных настроек для него нет и не может быть. они индивидуальны. разделим электроды на управляемые и неуправляемые. пример 1 у вас инвертор с регулировкой форсажа. варим трубу не поворот. электроды рутил или рутил-целлюлоз. в основном варят с отрывом. но можно без, для этого форсаж в минус и ток допустим для ok46.00 Ф3 я ставил 60-70 ампер. ванна держится а если вплюс то прям сопли вытекаю. пример 2 у вас инвертор с регулировкой форсажа электроды также ток такой же, но угловое нижнее бывает шлак натекает на ванну и поры шлак в шве... можно добавить ампераж, но тогда чешуя шва будет грубее. пример 3 у вас инвертор с регулировкой форсажа но электроды озл-8. варите и у вас на малых токах дугу как бы забивает металлом электрода (он тягучей) и переносится крупными каплями, форсаж в плюс до того момента пока не начнет разбивать эти капли в столбе дуги. пример 4 у вас инвертор с регулировкой форсажа электроды озч-4 на них шлак перенаправляет дугу. и она не горит куда надо опять форсаж в плюс. кстати про горячий старт вспомнил он нужен не для провара (опять это как второстипенная функция) начала шва, а для исключения порообразования. а именно с основным покрытием. когда варят неповорот трубу то тока занижают 10-15% что не есть хорошо для горения обмазки. толи полевой шпак толи что то еще должно в электрическом столбе разлагаться на ионы и они там удаляют водород из шва.... но это химия и про нее я мало что нашел=) плюсы минусы переменки постоянки переменка нет магнитного дутья, регулировка частоты и формы волны. одинаковое тепловложение (баланс) на изделие и электрод, что есть лучше в разных пространственных положениях постоянка возможность сварки основным покрытием, без добавок как у нас (за бугром не любят его, не умеют наверно=) ). что есть положительно к удалению водорода и сварки холодоустойчивых сталей. но если к переменке приделать цифровое управление то получается она более тонкая настройка. на ней баланс можно менять, форму волны менять, частоту менять, временный баланс менять, пульс еще приделать можно=) пример 5 у вас инвертор с регулировкой форсажа плюс электроды рутил-целлюлоз или целлюлоз, форсаж в плюс чтобы при сварки сверху вниз разносил шлак и он не затекал на дугу если разбираться в расшифровке электродов, то как многие привыкли принимать, марка электродов что есть "мр3" "уони" и т.д. не является показателем вольтамперной характеристикой и типом покрытия, а так же типом электрода (прочностным качествам) расписывать не буду более подробно можно почитать, сравнить и найти различия тут пример 6 всеми известные МР3 они есть МР3С, МР3Р покрытие меняется. пример 7 уони 13/55 уонии 13/55 и такие жу с пристакой У, К и Р. типы разные (прочностные свойства) пример 8 чем отличаются МР3 (стандартный рутил) от УОНИ 13/45. вроде бы не чем кроме обмазки, типы одинаковые (прочностные свойства) оба э46. но есть такая вещь как группа индексов Е 41 2(4) - Б 20 так вот циферка 4 в уони и 3 в мр3. а означает она гарантированные прочностные свойства при -40 (для уони) и -20 для Мр так что кто на севере не варите металлоконструкции, мр в Краснодаре можно=) и отсюда ответ почему в жкх можно мр а в газопроводе нет. так как где вода там полюбому плюс чуть позже (завтра наверно) разберу свою помойку в голове и наверно дополню. если кому что не понятно или есть вопросы. спрашивайте=) мне так проще с ориентироватся будет про что написать
4 балла
-
Перелистывал форум и наткнулся на интересную тему , но как то забытую... Ок, освежу маленько фотографиями, правда оговорюсь сразу - я не рыбак, но коптилка и копчёности - моих рук дело Фотографии выборочные, нескольких лет, но дело ооочень вкусное! Эти две - уже в этом году сделанные, а вообще таких было 6 штук! Сыну рыбак подогнал свежих лещей, он и привёз их к нам на дачу, где рыбки и попали в коптилку Ранее были и такие "изделия" в нашей кухне В общем, приятного (аппетита!) просмотра!
4 балла
-
4 балла
-
Эх, трубы......трубочки
4 балла
-
@Isperyanc, самое интересное что хх в постоянке работает только при поджиге. в зоне около прилипания работает форсаж. в переменке то хх работает во время перехода синусоиды нулевой отметки (смене полярности) и жесткость дуги "прямо" отрегулировать как на постоянке не возможно в связи разновидностей тока. только косвенно повлиять на жесткость путем изменения формы, баланса, временного баланса или частотой тока @selco, полностью согласен, с возможностью настроек сварочного процесса. назовем их условно "лабораторные" что не всегда хорошо, для настроек в поле, диапазон настроек широкий но в бою может боком выйти, да и квалификация персонала выше нужна ну и цена соответственно растет с функционалом прямо пропорционально. вот тут же ответ 4:23=) https://youtu.be/DnkTZeqnMF43 балла
-
Александр, ММА не мой профиль , но думаю что если надо будет то и ММА посредственно заварю , тем паче с Селко . Думаю они с большим умом подошли к ММА сварке впрочем и в остальном тоже самое, и по одному мануалу понятно что в их ММА можно настроить и "черта лысыго" и любой электрод будет гореть как того хочет сварщик .
3 балла
-
да есть такое надо старый найти, этот просто заделан визуально под старый. возможно Uxx обратно обратно пропорционально жесткости дуги как на инверторе -10 + 10. хотя по логике должно быть прямо пропорционально. если так судить у них и ток добавляется против часовой, а логичнее для нас по часовой это же америка, у них все через ж... как и имперская систем измерения (все давно в метрике, только они и еще две мелкие страны) кстати опять про AWS в документе написано что 6013 рутил... хотя это рутил целлюлоз. как определил да потому что сварка возможно сверху вниз (по идеи ограниченно 45-75 градусов). мое мнение что это скорей перевод (литературный) или как бы сказать... что у них рутилом называют у нас делят на рутил и рутил-целлюлоз, так же как про основное покрытие у них есть и для постоянки и для переменке. у нас только для постоянки, ну и аналоги=) так же пока не понятно как вообще стандартизация определяет название покрытия. насколько я понимаю что в обмазке любого покрытия присутствуют элемент нескольких покрытий. и от отношения в процентном отношение выносится вердикт - название обмазки. к примеру условно в обмазке 40% рутила+ 50% основного + 10% кислого = рутил - основное. в другом примере 70% рутила+ 20% основного + 10% кислого = рутил (так как рутила больше в 3.5 раза основного). но это пока догадки....3 балла
-
@Имир,Может пригодится...
3 балла
-
Верю...верю что БОМБА и теперь я не один и мы конечно поможем замечательному коллективу EVOSPARK создать "СУПЕР БОМБУ" и возможности есть у аппарата на такое название .3 балла
-
"Котел" сваренный через одно место))) И сварщик там такой же. Понятно это по "колосниковому пруту". Пусть исправляет пока не исправит, либо пусть не мешает нормальным сварщикам сваривать нормальные котлы...3 балла
-
@psi,думаю, что да. Вообще, очень удобно получилось. Сундучок с БВО работают в стационарном режиме, а Гроверсы-200 и 350 с другим БВО-всё больше в разъездах.3 балла
-
@Ботаник, Если пора в шве, то грязью забьётся, если непровар или трещина, может расползтьсь дальше во время работы. То , что старый котёл по шву потёк, не говорит о том, что это норма. Норма, это кода прогорает металл в топке, а швы остаются целыми. Котёл опрессовывается до установки. Желательно, на сухую, воздухом, чтобы проблем с исправлением дефектов меньше было, ежели таковые проявятся. А то, что сварщик этого не сделал, так это его проблемы, пусть сам и разбирается.3 балла
-
Да все понятно, котел течет, дальше будет еще хуже...3 балла
-
ну и еще вот такой
3 балла
-
Хоть что-то, есть бесплатное.
3 балла
-
приспособы для трубачей https://youtu.be/xQlIZ5LmouI держалка для полуавтоматчика=) https://youtu.be/yeR1hdiCeZE3 балла
-
6G сталь корень тиг + 7018 заполнение https://youtu.be/1gVxrqXgytk 6g алюминий тиг https://youtu.be/6v74PAURuOo титан тиг https://youtu.be/MJo07L2EDe02 балла
-
@ilnursvarka,это не разум-это жаба))).2 балла
-
А может компенсатор?2 балла
-
Когда ты попробуешь ЛБшкой, то на остальное (МР, УОНИ....) смотреть не будешь. У меня УОНИ только как вспомогательные, там где фиолетово. А цены, они разные. Сейчас можно купить 700р пачка. Они того стоят.2 балла
-
@OBN_RacerMan,чем тоньше диск-тем быстрее рез идет.2 балла
-
@ilnursvarka,все не видно на фото=) понедельник, вторник и среда на голове2 балла
-
@Luza, я заводскую сбросил и методом тыка вернулся почти. стандарт: вверх 142% от базы 1,2 гц, баз 30% от пика. если базу поставить на ок 46 Ф3.2 то волне вертикал варит без подтеков но с грубой чешуей2 балла
-
сделал точно такие же фиксаторы как у вас , друг строитель посмотрел и говорит слушай а удобно будет и быстро варить2 балла
-
@Имир, позволю себе пару слов. он такой ценный вал? моя основная работа шлифовка коленвалов и я вам точно скажу, что после наварки коленвал станет кривой, и к заводским нормам вы его не вернёте, а значит у вас изменится на 1 или 2 шатунных шейках ход поршня, потребуется балансировка вала, и т.д. для современного автопрома это не годится.2 балла
-
А у меня такое ощущение, что этот "котел" где-то валялся лет 20 в грязи, а потом его вынули, слегка обтряхнули и отдали Ботанику. Там не видно свежих швов, есть остатки глины, штукатурки и старой сажи. Его даже не пытались чистить.2 балла
-
Лист, или скорее - обрезки, валялись где то. "Я его слепила из того, что было". А почистить, ну не царское это дело.2 балла
-
Сварик, ДенисМ , с Днём Рождения !2 балла
-
@Дед мазай, вот совсем недавно наша контора покупала буханку для командировок - швы просто жесть, даже шоферы, далекие от сварки, в шоке были. Хотел зафотать да забыл. А уаз уже укатил в командировку. То, что Фунтик скинул - это еще ничего на фоне нашего ))2 балла
-
сезон заборов=) https://youtu.be/8tZfCP3FBfQ https://youtu.be/8JccrvndxTI2 балла
-
УАЗик ...http://4kolesa.mirtesen.ru/blog/43192490136/UAZ-Patriot---luchshe-ne-lez-v-ego-nedra!-SHok-budet-ot-pofigizm?utm_source=mirtesen
2 балла
-
Ежик , с Днём Рождения !2 балла
-
так и не понял. то ли дерево пожалели,то ли лень пилить было )))
2 балла
-
Начало есть. Вполне пригодный стол для работы,
2 балла
-
Представленные там обучения вызывают массу скепсиса . Лучше посмотреть импортный контент . @Oswer, Для начала - очень даже не плохо , но я бы советовал начать с поворотных стыков . Трубы 100-ки со стенкой 3,5 мм и в один проход . Играйтесь током , зазором и т.д. Вы научитесь контролировать св.ванну , понимать её поведение и определитесь с оптимальным для себя током , положением электрода , скоростью сварки , управлением св.ванны и многому другому . Начиная с неповоротных - на мой взгляд самая главная ошибка начинающих , только себе добавляем проблем . Одно дело , когда начинают под контролем спецов , другое - когда самостоятельно . Я отношусь ко второй категории и , можете поверить , знаю о чём говорю , ибо сам по этой дороге прошёл , поэтому и советую , как лучше , а не как сразу .2 балла
-
-так,... 4 решетки на магазин и входные на обл.ГАИ(ДAI).. -а на гаи нафига,разгоняют вроде всех,бла-бла..? -пока платят,надо сделать.. (сакраментальная фраза ШЭфа)) -делаем.. а теперь реклама!!! болгарка от РОСТЕХ (покупал по 235гр)-дешево-сердито и надежно!!! 4 месяца непрерывной эксплуатации без нареканий , в качестве *профи* инструмента(не смотря на кИтаечный кЕтай),окупила себя за месяц. че могу сказать,производителю-спасибо!!!
2 балла
-
@ДенисМ,@Сварик, Ребята с днём рождения!!!1 балл
-
Живой электрик - хороший электрик ))
1 балл
-
С Днём Великой Победы !1 балл



















.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)