Лидеры




Популярный контент
Показан контент с высокой репутацией 25.11.2015 во всех областях
-
Вот такой старинный автомобильчик.Придерживаюсь своего принципа-максимальный подбор деталей+минимум переделок.Рама ручки половников. За исключением осей колес -все детали с кухни.
 12 баллов
12 баллов -
Можно я у вас это стырю. Поверьте мне не сильно интересно сколько и чем вы занимаетесь. Если обидел чем то, то сорри великое. Я просто вижу ошибку в технологии и пишу о ней, а уже лично ваше дело как относится к этому замечанию. Как присераю я и мои ученики, вы можете посмотреть в "моей мастерской" http://websvarka.ru/talk/topic/644-masterskaia-sakhalin-cat-iuzhno-sakhalinsk-ooo-tcentr-tekhnich/ С уважением. К. ЗЫ: За фразочку спасибо. Стырил. Висит теперь над аватаркой.8 баллов
-
А как же самосовершенствование, приобретение новых навыков, соответствие методикам и нормам? Есть же нормы где соотносятся ток\толщина металла\диаметр электрода.... Это классика и основы сварки любым методом, что ТИГ, что МИГ, что ММА. Должна же быть в конце концов гордость за свою профессию и за выполненные тобой работы. С таким подходом как у вас "Ну и ладушки..." своим делом не занимаются, а если и занимаются то недолго..... Обычно сначала пропадает икорка, потом маслице....... Человек должен гордиться своими достижениями и качественно выполненной работой, а не рвать бабки за присрать железку, пофигу как главное что уехала. Видать просто конкурентов в округе мало, что можете так по хамски относиться к технологии. Млин ну хоть какие-то базовые знания должны быть в голове..... печаль печаль....8 баллов
-
Чудны чада твои, Господи. На 8мм идеально будет 3,2мм и току ампер 180-240, ну чтобы быстро и качественно сделать. даже не представляю как можно в пульсе 50\30 варить люминьку 8мм, это надо конкретно курить... До, во время, и всё время.5 баллов
-
Изменили в костюме конструкцию наколенника: -с карманом для "обслуживания"; - новый тип наколенника; - внутри "обратный клапан"для фиксации наколенника; - плюс все закрывается на липучку. Кстати - это брюки от зимнего варианта: - с подтяжками; -удлинённый пояс на талии; -утеплитель: огнестойкий синтепон - 300грамм. Позже покажу костюм вживую.
5 баллов
-
Ребята решили коробку на тягаче, американце снять. Приволокли какой то гидроцилиндр с насосом (видать какие то военные дела), попросили изготовить приспособу . Чтоб с колесиками (по яме катать). Вот чего получилось Завтра еще с верху стол прилажу из 10 ки.
5 баллов
-
Если устроит , пока лучшего нет у меня. http://www.deltasvar.ru/biblioteka/novosti/202-ezr-dolgovechnye-volframovye-elektrody-dlya-tig-svarki-budushhego
4 балла
-
Жаль, что не моя работа. http://cs628524.vk.me/v628524536/133cd/AkEXnTHrbx4.jpg4 балла
-
@Lexanec,Учись (студент).
4 балла
-
Сегодня смонтировал лесенку
4 балла
-
Сколько надо выкурить чтобы догнать?4 балла
-
@DILLIGAF,На форуме есть люди, имеющие практический опыт работы за рубежом сварщиками. Почитайте публикации.Выводы легко читаются между строк...Надо бы конечно промолчать, нехочется разрушать ничьи мечты,но очень странно читать, когда взрослые мужики думают, что стоит пересечь границу и счастье повалит со всех сторон...И что там ждут не дождутся, когда мы приедем...4 балла
-
Вот, Ролли научит всех, кто умеет и кто не умеет(это про ...)...Умеет он народ "заинтересовать"...Сейчас разместит нам "домашних заданий"...Наверняка все уже бросились лопаты варить двойкой...@Rolli,сваренной лопатой, которую испытывали на мерзлой земле(долго), могилы копаете? Или придумали какую новую озимую картошку?Больше фото и видео!!!4 балла
-
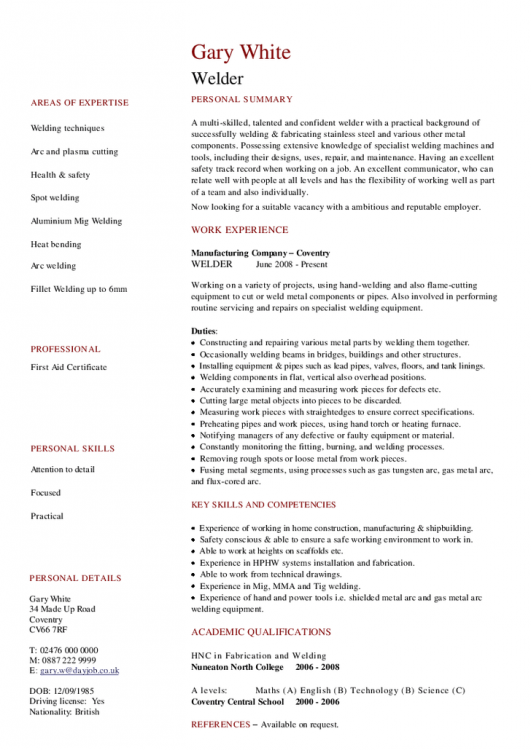
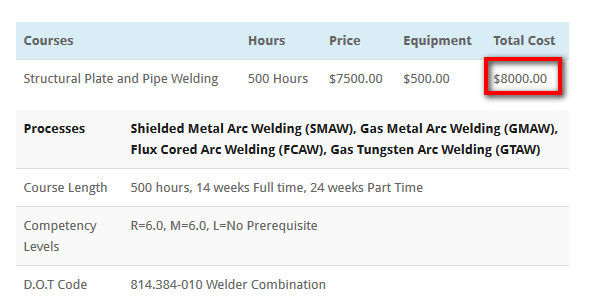
@DILLIGAF,извините,но я немного охлажу ваши мечты реалом. везде вам придется сдавать экзамен на знание языка не в объеме *май немис вася* а в таком,чтобы вы могли изобразить следующее плюс ко всему, что бы вам ни обещали российские *агентства по трудоустройству и эмиграции* -ни США ни Евросоюз дипломы из зоны *экс СССР* о среднем проф тех образовании не признают. какие бы вы переводы и нотариальные заверения не делали. следовательно-минимум ,требуется прохождение местных обучающих курсов для сварщиков. стоимость полного курса обучения в США плюс сертификатЫ плюс обязательная медицинская страховка минималка 100-200 баксов в месяц. это страховка,которая не покрывает сложные операции, протезирование и зубопротезирование
4 балла
-
http://cs7002.vk.me/v7002517/101ed/kghpbUu25Jk.jpg http://cs7002.vk.me/v7002746/100da/5QxP5mQVn4E.jpg http://cs7002.vk.me/v7002138/101c7/Qf0X37QQHsI.jpg http://cs7002.vk.me/v7002907/10049/H46DN1nDRTU.jpg3 балла
-
Не задавайте пожалуйста глупых вопросов. С нормальным осцилятором это можно заварить простой УОНИ.3 балла
-
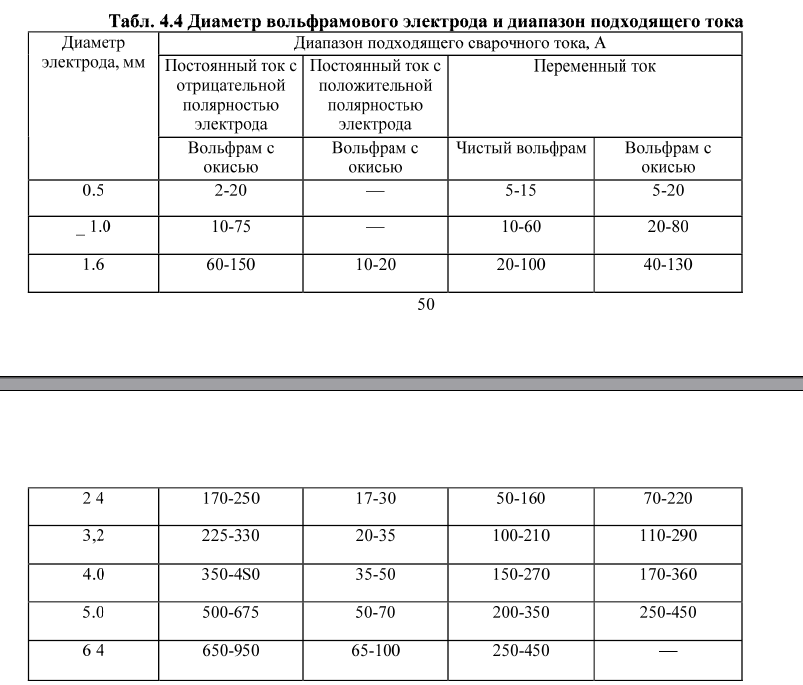
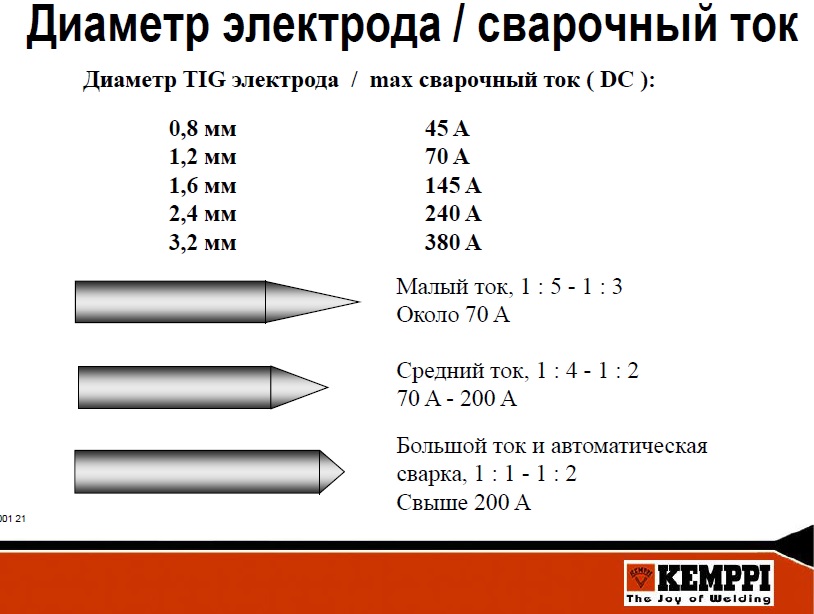
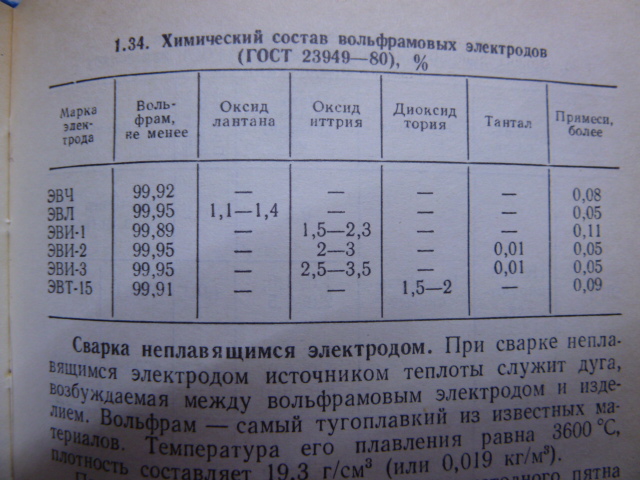
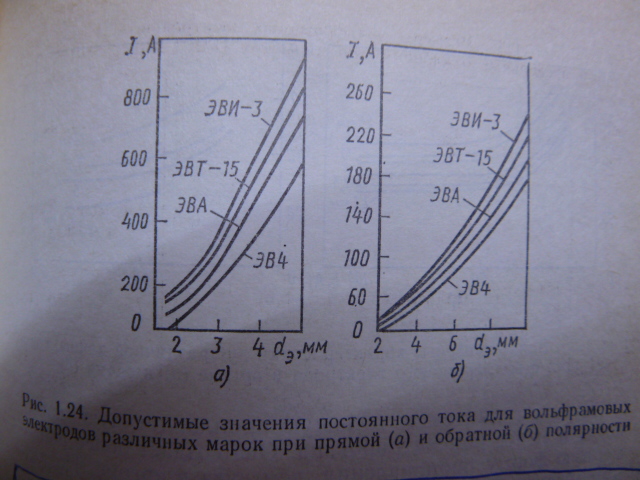
30А это электрод Ф-1мм, 50А, это электрод 1- 1,6 мм максимум, где-то была на форуме табличка, помоему даже в факу по тиг я её вставлял. Посмотрите. Дело в том, что вольфрам это катод (в постоянке-100% и %70 в переменке), а у любого нагретого электрода(металла) есть одно свойство при приложении электрического потенциала он начинает испускать электроны которые движутся от катода к аноду, то есть от минуса к плюсу (правильнее будет от отрицательно заряженного к положительно заряженному электроду) И чем больше разогрет электрод, тем проще ему испускать эти электроны, соответственно чем свободнее он испускает электроны тем стабильнее горит дуга. Поэтому в ТИГ сварке электроды делятся по диаметрам и привязанны к определенным пределам "тока" эти пределы ограничивают минимальный ток достаточный для нормального разогрева электрода и максимальный ток при котором можно работатьь без разрушения онного. Если не придерживаться этого правила мы имеем при холодном электроде неустойчивую и пляшущую дугу, а при перегреве электрода его быстрый износ и иногда вкрапления испарившегося или расплавившегося вольфрама в шве. Просто когда электрод перегревается начинается его испарение и даже если он не капает в шов, вы всё равно насыщаете шов вольфрамом за счет того, что поток электронов начинает отрывать от электрода атомы вольфрама и вместе с пучком электронов переносит их в материал сварочной ванны, что приводит к повышению хрупкости сплава и возможности повышенного трещинообразования. в конце сообщения табличка. Есть. Найдете лучшего качества скиньте заменю. http://websvarka.ru/talk/topic/5013-faq-po-tig/?p=123610 сообщение 22 пункт 4.3 В этой теме есть все нужные таблички.3 балла
-
Поймите, тут дело не в новый\старый, и не в желании вас обидеть, дело в самом процессе и его последствиях в будущем. Излишний перегрев околошовной зоны ввиду длительного нагрева малым током, невозможность получения однородной сварочной ванны в шве, так как не происходит перемешивания материала изделия и присадочного прутка ввиду практически полного отсутствия самой ванны, огромное увеличение времени сварочного процесса, как и количества проходов, что ведет к повышенной концентрации напряжений в шве. Гуляющая дуга, так как электрод 2мм не предназначен для работы на токе 50А и просто не прогревается до нормальной температуры... Много чего. Оно конечно не принципиально если все и всем довольны остались, но стремится все-таки нужно к лучшему. Это и вам руки развяжет и времени больше свободного останется. Просто колокол это не сильно нагруженная деталь, вот если бы вы подобным методом начали цистерну из АМГ ремонтировать бензовозную, то швы бы разошлись на первой же поездке. Так как и сплавления толком нет и лигатура вся в околошовной зоне повыгорала и сам металл по 20 раз перекристализоваться успел. А это уже ущерб и убытки...3 балла
-
Ну вот видишь, Алексей, совершенствуешься, молодец. Со сваркой так же, нельзя стоять на месте. Удачи и успехов!3 балла
-
Ну если Бабушка именно так заказывала, то тут спорить не имеет смысла. Как говорится клиент всегда прав. А тут дело не в торопиться, а в нормальном проваре и качественном стыке. Я вот например не верю в нормальное сплавление алюминиевого стыка при сварке 8мм толщины током 30\50 в пульсе. Ну вот не укладывается ваше письмо в границы моего сварочного опыта, даже учитывая просьбу вашей "Бабушки". Можно, но шовчик уже не айс будет, грубый по виду и широкий очень и кнопкой цмыкать придется.3 балла
-
Прислали мне как то слесаря. На обслуге АБК висело и работать там ни кто не хотел. Везде евро ремонт, все круто. Дамы с отиза и бухгалтерии все такие важные. А тут новенький ну думаю пусть там посидит, а там посмотрим. Идем в АБК завожу в теплак начинаю обьяснять тут гвс тут хвс. Тут отопление правого крыла, тут левого, это прямая, это обратка. Все понял? Полезли под здание стал показывать разводку канализации и места где бывают засоры. Это стояк со столовой это с душевой ну и т.д. Вижу у него в глазах непонятки. -Че не понял? Тычет рукой в стояк канальи душевой. -Это подача, а где обратка? -Пошли ка дорогой на участок, я тебе метелочку дам от греха подальше. Но это чудо все таки умудрилось шокировать всю бригаду. Пришлось отправить его в АБК с тросиком чистить кан. стояк. Как он умудрился запихать трос через унитаз в стояк (хотя там имелись на каждом этаже ревизки) и оборвать, загадка. Трос 20 метров толщиной 15мм из них стропа с таких делают. Он там (внутри унитаза гидрозатвора и стояка) змеей в брачный сезон скрутился. Мы потом разбирали стояк и снимали толчки вытаскивали его кусками. Кроме этого пока выполняли тяжелую, нудную работу. туалетами пользовались и все это повисло на тросу и забило стояк окончательно. Плюс чугунина и стыки серой залиты, а серу на длинной дуге я аргонкой выжигал. Все АБК блевало . Отработал он 4 дня и сплавили его куда подальше в РСУ. Вроде и не смешно но моральное удовлетворение наша бригада получила глядя на эти перекривленные рожи, отиза. бухгалтеров и д.р. очень нужных людей занимающих 6 этажей. Месяца 2 вонь стояла. Попозже напишу про компрессор, каналью и директорский джип с директором и водителем.3 балла
-
Такого черного электрода с кончика до другого конца не видел не когда. Вот советские не шлифованные и работали на аппарате без баланса на токах до 300А и кончик практически был в полу-расплавленном состоянии и так не почернели. Начните для выявления причины с замены вольфрама другой маркой (любой) для пробы , может вольфрам не качественный и не соответствует своему названию. Далее проверьте горелку и цангу она должна забирать температуру вольфрама и выше цанги шлифованный вольфрам вообще не меняет цвета даже тогда кончик сгорает по самую цангу. Ну и газ (аргон) проверить на качество, это можно сделать и на постоянном токе. Горелка в положенном гнезде стоит , а то есть и вот так подсоединяют и варят алюминий. http://websvarka.ru/talk/topic/6690-sovety-nachinaiuschemu-argonschiku-chast-2/?p=170010
3 балла
-
Испытал новую горелку для ГПН. Пациент-гидроразделитель с карьерного экскаватора. Пациента уже пробовали лечить. Выбрал "шов" и "околошовную зону". Прогрел деталь в массе до 450 град. Заплавил ГПН. Поскольку толщина наплавленного слоя была приличная, прямо на горячую отковал. Колошматил долго, вплоть до полного остывания детали. Не лопнуло. Собрал и отдал заказчику.
3 балла
-
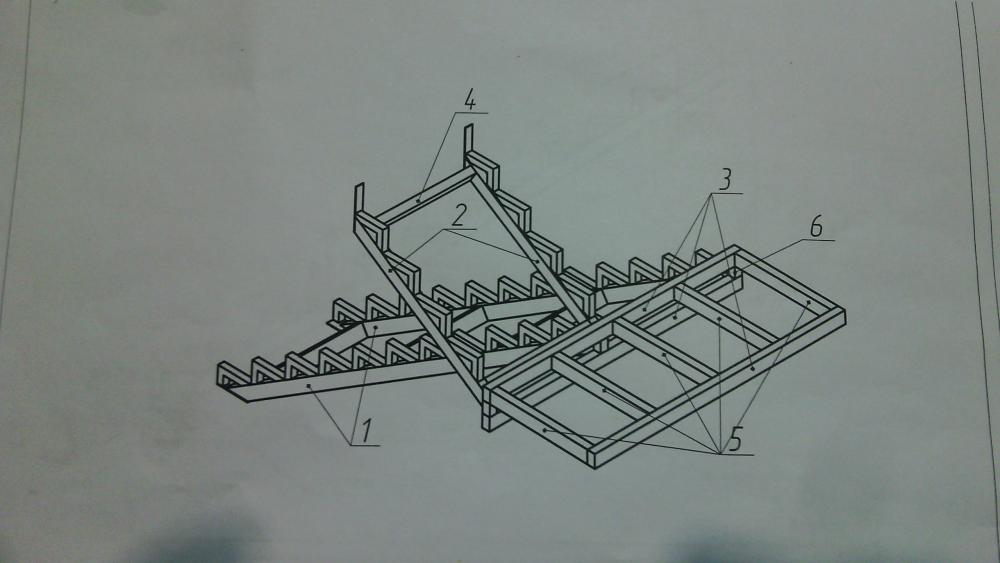
Это основа для заливки лестницы. Это какое то крыльцо. Ступеньки заказываются отдельно.
3 балла
-
2 балла
-
нет слов, ещё закрытую камеру с инертным газом забыл..2 балла
-
Сварка велась без разборки узла? Там же всякие деталюшки, резинки, пластмаски. Как они пережили сварочный процесс? Я всегда разбираю и промываю узел перед сваркой иначе херня получается, по крайней мере у меня.2 балла
-
2 балла
-
Все делаю. включая и доукомплектацию авто кондиционером или климаконтролем (по желанию клиента).Ремонт от поиска утечки и заправки до капремонта с заменами узлов или их ремонтом(по возможности). Если есть вопросы поделюсь секретами и нюансами2 балла
-
Заварил сегодня эту штуковину и после этого прочитал три страницы споров, прикольно. Варил 4043, ток 90А, электрод 2,4мм, баланс сначала поставил 25, после добавил до 30, получше пошло. Перед сваркой высверлил весь маршрут трещины, продрал борфрезой, обезжирил ацетоном. Заварилась в принципе без каких либо проблем. В процессе подготовки сфоткал. Клиенты - молодые парнишки, вытянули железяку, на улицу, чтоб остыла перед тем как ложить в багажник. Я пока со стола убрал, вышел сфотать - а их тютю, потому фотки только в средине процесса подготовки
2 балла
-
Предлагаю не развивать дальше тему колокола. А вы на кондишках что делаете? Мне просто как человеку тоже этой темой занимающемуся интересно. Только трубки или полностью всеми железками? Холодильники устанавливаете? Доп модули салонные?2 балла
-
Не детали собирал на металлоприемках.Там фанаты моих работ завтра повезу им показывать.Чтоб было понятно ложек и вилок с половниками собрал за год два мешка-вот и есть из чего выбирать.И рессоры и подножки и крылья все из ручек вилок и ложек.2 балла
-
А зачем прогревать деталь? Это не всегда необходимо а иногда и просто вредно, алюминиевые сплавы которые закалены и состарены вы просто можете отпустить этим нагревом, пресованные детали после прогрева в особенности заглушки на блоках двигателя или корпусах муфт\коробок гульнут за счет изменения посадочных размеров и дадут течь в будущем, плоскостные детали типа поддона может просто покрутить. Прогрев детали полностью это крайний случай, когда мощности оборудования не хватает для сварки. Но никак не случай с колоколом. Там можно применить локальный подогрев в случае если не достаточно тока 200А, но никак не для сварки его на токе 30\50. Вот с трубочками кондишки согласен 30-45 для тонкой и 50-65 для толстой вполне нормальные токи. Причем первую в идеале варить электродом 1мм а вторую 1,6мм.2 балла
-
Отопление собрал и заправил теплоносителем "АЛЯСКА". Работает как от электричества, так и от печки. Дрова горят, вода подогревается... Двери утеплены... температура стабильно +12. При растопки по желанию до +30 градусов довести можно за 30-40 минут. Час точим всякие приблуды... на данный момент собираю себе наждак на 350-х кругах... Ну а это Миротворцу сварил...
2 балла
-
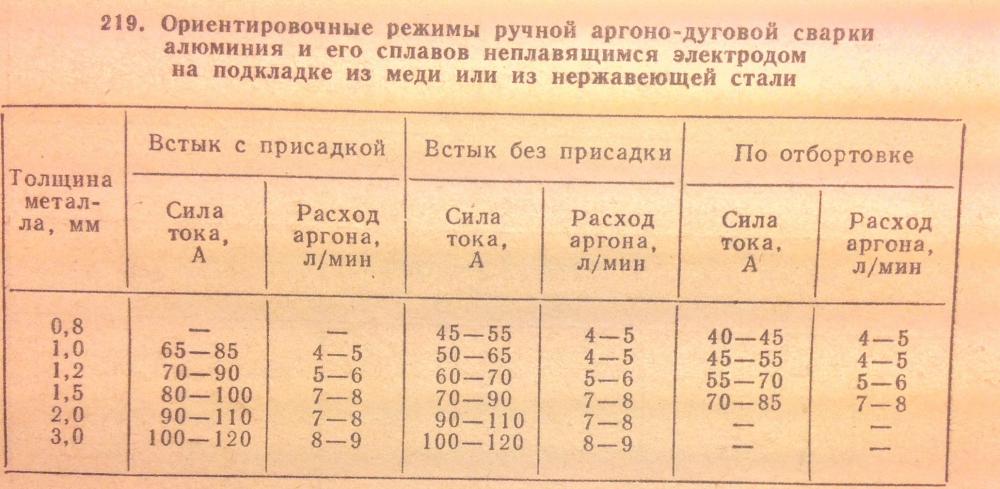
3 мм это от 80А база, и не обязательно Х разделка, алюм - это не сталь, текучесть совершенно другая.2 балла
-
, сегодня купил такую сметану, что смотреть на неё тошно, не то что фотографировать. Видать, была в замороженном состоянии, а потом оттаяла. Не буду такую фоткать. Лучше кижуча в масле и компот http://cs619330.vk.me/v619330903/5682/zKo_cr1JyS8.jpg2 балла
-
Фотик на телефоне думает долго- так и не получилось сфотографировать вращающийся в воздухе блин.
2 балла
-
Батареек там ни каких не было и нет. Поэтому даже в морозилку поместите, но сброса не будет. Простой способ - звоните в Weber Comechanics (Вебер Комеханикс), тот что и продавал вам. Спрашиваете Старухина Виктора Петровича, объясняете ситуацию и просите помочь. Если кто-то там еще из сервисников появился, может и они помогут. Спрашивайте сервис по сварочным аппаратам (т.к. сервис у них общий но люди разные). Если не помогут. Стукните мне в личку. Постараюсь по архивам полазить, была такая инструкция. В крайнем случае письмо Роберто в Италию напишу, может он подскажет. Давно такого не было и все в памяти держать не возможно. P.S. Да, не посмотрел город. У вебера есть представительство в Питере. Может они смогут помочь ( в чем я очень сильно сомневаюсь)2 балла
-
@Konstantin_UTS, чрезвычайно был удивлён, когда посмотрел номенклатуру дизелей ЧТЗ. Даже дизель объёмом 0,8 литра и мощностью 12 л.с. есть. ] Диаграмма показывает диапазоны мощностей челябинских двигателей. http://chtz-uraltrac.ru/images/catalog/dvigat/sm_d1_500.gif2 балла
-
@Romrim, Очки получил. Все супер. Спасибо Ром, а то когда жена в глазе ковыряет иголкой вытаскивая стружку не очень приятно . Презент для рук порадовал.
2 балла
-
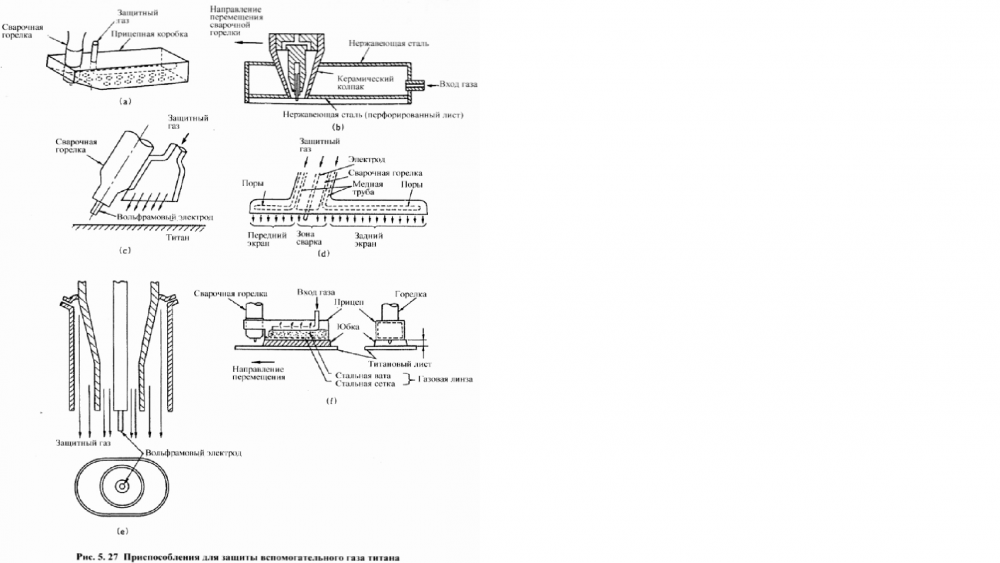
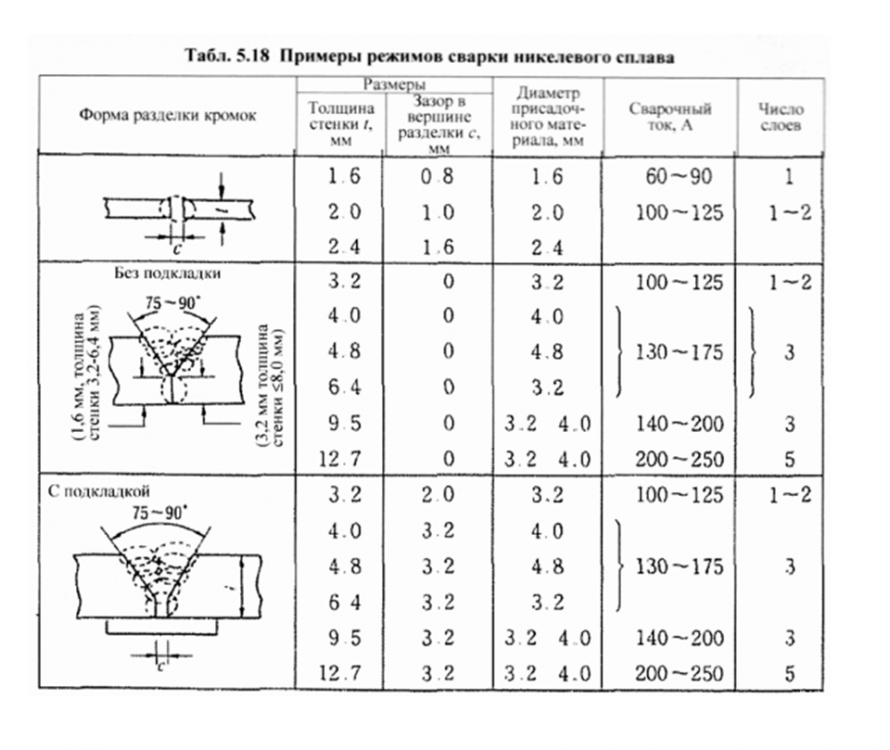
5-7 СВАРКА ПРОЧИХ СПЛАВОВ 5-7-1 Титан Благодаря превосходству по коррозийной стойкости титан применяется к коррозийно-стойким деталям в химической промышленности, деталям летательного аппарата, материалам, устойчивым против коррозии от морской воды, и пр. Титан при высокой температуре, реагируя на кислород или азот, склонен к повышению свой хрупкости, так что при сварке нельзя выставлять зону сварки и зону, нагретой до высокой температуры, на воздух. Следовательно, необходимо принять меры по предотвращению окисления и азотирование зоны сварки не только в процессе сварки, но и в процессе охлаждения, установив на горелку для Аргонодуговой сварки приспособление для защиты вспомогательного газа и подавая аргон в большом количестве. На рис. 5.27 представлены примеры этих меры. Перед началом сварки тщательно протирают поверхность разделки кромок, прилегающую к ней зону и присадочный металл ацетоном, спиртом или т.п. Чтобы удалить оксидную пленку, выполняют химическую переработку жидкой смесью из 2 - 4% фтористоводородной кислоты и 30 -40% азотной кислоты при температуре не больше 60°С в течение порядка 30 сек, потом незамедлительно промывают в проточной воде в течение порядка 1 часа, протирают ацетоном и просушивают. Также для предотвращения возникновения раковин полезна полировка стальной щеткой, наждачной бумагой или т.п. Титановые присадочные материалы для сварки классифицируются стандартом на них, приведенном в табл. 5.15. не только по палладию, алюминию, ванадию и прочему составу сплава, но и по содержанию кислорода. Присадочные материалы оказываются самым склонными к загрязнению, когда подаются в дугу высокого температуры, так что следует обращать тщательное внимание, чтобы в процессе сварки присадочные материалы не выходили за пределы защитного газа и не соприкасались с атмосферным воздухом. Аргонодуговую сварку титана целесообразно вести на постоянном токе с положительной полярностью (DCEN), дугу зажигают, совместно применяя высокую частоту. Как электрод предпочитают применять вольфрамовый электрод. В табл. 5.16 приведены режимы Аргонодуговой сварки титана. Когда сварные швы загрязнены кислородом или азотом, степень окисления или азотирования можно определить по состоянию окрашивания. Если участки приобрели темно-синий цвет, то их нужно удалить и повторно сварить. В специальных случаях используют сварочную камеру и в пей производят сварку, вытянув из нее воздух полностью и заполнив ее инертным газом. Если форма и размеры свариваемых объектов ограничиваются размерами сварочной камеры, можно исключить воздействие воздуха полностью, что способствует идеальной сварке. 5-7-2 Никель и его сплавы Благодаря превосходной теплостойкости и коррозийной стойкости, никель и его сплав широко применяются при едкой окружающей среде. В частности, никель выдерживает каустик и прочие щелочные растворы и применяется как щелочеетойкие материалы. Затруднение при сварке заключается в образовании раковин и горячих трещин. Сварку TIG ведут на постоянном токе с положительной полярностью (DCЕN). Чтобы предотвратить раковины целесообразно применять присадочные материалы с пониженным содержанием кислорода и азота, с целью раскисления и денитрификации к присадочным материалам добавлять алюминий, титан и пр. Для предотвращения горячих трещин, понизив содержание серы, углерода, кислорода, фосфора, кремния, предотвращают образование эвтектической смеси с низкой точкой плавления. Монель, содержащий в себе никель в доле 63 - 70%. медь 26 - 34%, железо, марганец и кремний в незначительной доле, хорошо выдерживает воздействия воздуха и морской воды, и превосходит по кислотостойкости. так что находит широкое применение в судостроении, пищевой, бумажной, фармацевтической, нефтеперерабатывающей и прочих химических промышленностях. При сварке монеля затруднение заключается в раковинах и микротрещинах. Для предотвращения их образования целесообразно уменьшать содержание примесей и добавлять алюминий и титан в подходящем количестве так же. как в случае никеля. Инконель, содержащий в себе никель в доле 76%, хром 16%. железо 8%. превосходит по перерабатываем ости, поддастся горячей и холодной обработке, превосходит по коррозийной стойкости, выдерживает окисление при высокой температуре не менее 900°С и считается превосходящим материалом. Он находит широкое применение в летательных аппаратах, ядерных реакторах, молочном хозяйстве и различных химических промышленностях. Затруднение при сварке заключается в горячих трещинах. Добавлением магния, кальция и пр. понижают чувствительность к горячей трещине. Марка и состав присадочных материалов из никеля и его сплава и режимы сварки с их применением приведены в табл. 5.17 и 5.18. Эти сплавы, в общем, обладают широкой зоной температуры затвердевания и склонны к трещине вследствие того, что на границах зерна разделяются примеси с низкой точкой плавления. В связи с этим имеет немаловажное значение не только выбор свариваемого материала, но и понижать при сварке температуру перед наложением последующего слоя, избегать колебательного движения и вести сварку по возможности на слабом токе и узким валиком. Кроме того, при сварке стыковых соединений обратная сторона склонна к загрязнению атмосферным воздухом с последующим образованием раковин, так что немаловажное значение имеет использовать подкладку или вести сварку, подавая защитный газ с обратной стороны.
2 балла
-
@Lexanec,На 50А. (колокол) сваривали? А нафига на толстых (желнзяках) пульс?2 балла
-
"роза" обычно на электроде образуется если раскаленным электродом в ванну залезли и потом не счистили до конца следы люминя перед дальнейшей сваркой.2 балла
-
Немного фотографий.
2 балла
-
Да, заинтересовать Ролли умеет!!! Ролли, озвучте ваши хотелки поподробнее, на выходных попробую сделать. Имеются из тонких, ОК-46 2мм, МР-3С 2 и 2,5 мм, LB-52 2,6 мм. Из сварочных аппаратов Ресанта 220, Ресанта 250, Фубаг 120, каккой-то Мастер Макс 160, и самоделка. Что с чем сварить, в каких положениях, и на каких токах по показометрам на аппаратах (токовых клещей нет!!!)2 балла
-
Крупные бойлеры косвенного нагрева обычно не в помещении стоят, их утепляют и закапывают в землю. А по поводу цены материалов стен я бы поспорил, у нас в ярике самая убогая древесина стоит 6800р за м3, а например пазогребневые силикатные блоки( это не газосиликат ) стоят 3400р за м3, экономия в 2 раза, а если вы обратитесь в фирму которая строит дома из бруса то разница будит ещё больше, простой пример, мой клиент которому делал кровлю, он для 2х этажного дома 8х6 заплатил только за стены с монтажом 780т.р. это брус 200мм, лес из вельска, я ему посчитал сколько будут стоить тяжёлые силикатные блоки язск, получилось без вычитания окон и дверных проёмов 153т.р, учитывая что блоки кладутся на клей и имеют паз гребень, их выложить может абсолютно любой рабочий, самое главное ровно выложить первый ряд блоков, работа стоит намного дешевле, чем при строительстве дома из бруса.2 балла
-
Машинка с порогом... На участке наконец то дали свет Колотим временную систему отопления для пола. Попросили изготовить сгоны для старых чугунных батарей с левой резьбой. Из за отсутствия толстостенной трубы, пришлось обсаживать простую водопроводную трубу на горячую до нужного диаметра и нарезать резьбу... а после приваривать к имеющимся сгонам...
2 балла
-
Радиатор с МАЗА, пришлось вскрыть бачки, и на обварку.
2 балла
-
Всегда кстати интересовали причины побуждающие людей считать работу в сантиметрах. Не понимаю если честно. Бывает такой сантиметр попадется, что и 5000 мало будет за него.1 балл
-
Cоздатель популярного мультфильма «Шрэк» Уильям Стейг срисовал своего героя с профессионального борца Мориса Тийе. Реальный прототип знал 14 языков, блестяще играл в шахматы и несмотря на устрашающее на первый взгляд лицо и огромную силу, был весьма скромным и дружелюбным мужчиной. Он родился в 1903 году в России, на Урале во французской семье, которая в 1917 году в связи с произошедшей революцией вернулась обратно во Францию.1 балл