Лидеры




Популярный контент
Показан контент с высокой репутацией 24.11.2015 во всех областях
-
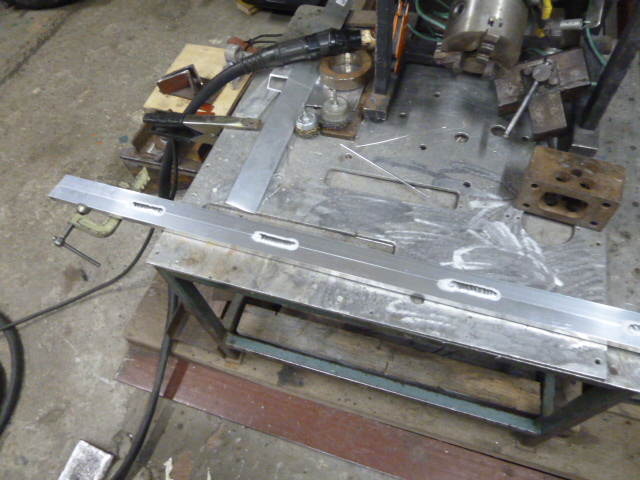
Ребята решили коробку на тягаче, американце снять. Приволокли какой то гидроцилиндр с насосом (видать какие то военные дела), попросили изготовить приспособу . Чтоб с колесиками (по яме катать). Вот чего получилось Завтра еще с верху стол прилажу из 10 ки.
 8 баллов
8 баллов -
7 баллов
-
5 баллов
-
@Alex_SSS, я так понимаю, что разбирать двигатель до голого блока-не вариант? Если вариант, то можно заварить газопорошковой наплавкой с подогревом блока в массе до 400 град. и медленным охлаждением. И прочно и герметично. Если не вариант-то сварка на холодную и без разборки. Тут-несколько подвариантов. Сварка покрытыми электродами на основе никеля-это раз. Сварка в аргоне присадкой ПАНЧ-11-это два. В любом случае, сварку вести короткими стежками с проковкой каждого слоя и недопущением нагрева околошовной зоны выше 60 град. Но, холодная сварка никелевыми присадками не даёт стопроцентной гарантии герметичности. Имеется порообразование и, возможно, придётся где-то что-то подваривать. Поэтому Отыскивать конец трещины и проверять плотность шва-лучше пенетрантом. Ещё лучше-связаться с камрадом krech. Он-ваш земляк и опытный сварщик. Думаю, он помочь не откажется, так как очень любит подобную творческую работу4 балла
-
Что же они курили?!
4 балла
-
И так можно. Жена делала на днях, в пюре добавляла обжаренные морковку и лук, лепила "котлетки" и обмакивала их в панировочных сухарях, жарила. "Жареное пюре" - вкусно! +1 Всегда делаем на мелкой. Можно кухонным комбайном натереть. Из опыта, для "мелкопромышленных" порций, соковыжималку типа "журавинка" лучше не использовать, даже смешав жмых с соком - вкус у драников будет другой. Более родной вкус на мелкой тёрке, типа "жестянка пробитая гвоздём". P.S. Только описание тёрки не вбивайте в Яндексе.3 балла
-
Как то слышал от друзей такую историю...., один из них попал к цыганскому барону на день рождения попили погуляли и устали. Отдых в комнате барона с камином и коньяком и что удивило моего друга в камин было вставлено здоровенное бревно (метра 3 ) и по мере выгорания его просто подпихивали в топку , так сказать камин долгого горения , просто и сердито. Ну а если всерьез , то эти все печи с долгим горением одна реклама (не тепла не горения, это равносильно что человека заставить бежать и прикрыть ему доступ воздуха на половину, пример в противогазе в армии самое любимое наказания солдат, офицерами) да и требуют присмотра не погасло или еще чего. Вспоминается деревня и бабкина русская печь , охапку дров сожжет в течении часа, трубу закроет и на сутки печь обеспечивает комфорт в доме, то есть лучше мысль бросить на накопления и аккумулирования тепла и постепенной отдачи его, меньше дров и всяких заморочек и т.п.3 балла
-
Сегодня урывками начал воплощать задуманное в жизнь . Взял "присадку" у электрика , ошкурил и скрутил . У токаря позаимствовал огрызок кругляка и понеслась . Опыт с медью был разовый и короткометражный и конечный результат этого проекта был под вопросом , но , вроде бы , получилось . Накопытил пару серьёзных щёток - осталось с ними замудрить и устроить пробный забег .
3 балла
-
3 балла
-
Сейчас такое вряд ли возможно. Если вам платят зарплату, то всегда найдут чем занять. Зачастую это хоз работы, или головоломки в плане: "Надо вот сюда сварить такой стеллаж, поищи что-нибудь, там железа всякого много...". Имеется ввиду свалка металлолома заросшая бурьяном и заваленная снегом где-то за гаражами. Причём баллоны с резаком туда не затянешь, болгаркой там вообще делать нечего. Мне вот этим стройка нравится -- нет таких свалок -- всё железо новое, и куплено специально для этого. Очень редко начальник самодур. То есть если он в вопросе не разбирается, то он со своими указаниями не лезет. Ему нужен результат. И он прекрасно знает, что человек на стройку как пришёл, так и ушел. Не понравилось работнику -- развернулся и "алга", а начальнику потом нового искать придётся. Поэтому там начальство шёлковое. Томск, довольно большой город, думаю там можно найти себе стройку, а там появятся нужные знакомства, и пошло поехало. А вот на непрофильных производствах (не сварочных) сварщик -- последний человек, где то между электриком и дворником. Отсюда и зарплата, и условия, и отношение, и всё остальное (завтра докрасишь, сейчас бегом разгружать...). Да! На стройке такого нет. Если вы не разнорабочий, а нанялись перила на лестницы варить, то кроме металла на эти перила вы ничего разгружать и красить не будете.2 балла
-
@DILLIGAF,Уже несколько раз читаю записки будующих "путешественников", каждый раз "подмывает"посоветовать верняковое трудоустройство за границей: Иностранный легион, Франция.Льготы, полная занятость, масса впечатлений. Имеют в своем составе инженерные подразделения, может заодно че нибудь подварите им, и себе ..2 балла
-
Такого черного электрода с кончика до другого конца не видел не когда. Вот советские не шлифованные и работали на аппарате без баланса на токах до 300А и кончик практически был в полу-расплавленном состоянии и так не почернели. Начните для выявления причины с замены вольфрама другой маркой (любой) для пробы , может вольфрам не качественный и не соответствует своему названию. Далее проверьте горелку и цангу она должна забирать температуру вольфрама и выше цанги шлифованный вольфрам вообще не меняет цвета даже тогда кончик сгорает по самую цангу. Ну и газ (аргон) проверить на качество, это можно сделать и на постоянном токе. Горелка в положенном гнезде стоит , а то есть и вот так подсоединяют и варят алюминий. http://websvarka.ru/talk/topic/6690-sovety-nachinaiuschemu-argonschiku-chast-2/?p=170010
2 балла
-
Срок открытия диспута на Ибэй и Пай-пал истек. В таком случае все действия на усмотрение продаванов. Я им написал, что прислали не то, ответили что-то типа: "Ну этот же круче!!!". И всё, потом тишина. Оставил негативный отзыв. Как заменю клапан, могу этот корявый отдать для бесчеловечных экспериментов.2 балла
-
@supoplex,не Куренга, но видно на фото, что механический, как на грузовом домкрате. ..2 балла
-
Не обратил внимание на фотку аппарата. У Вас неправильно подключена горелка. Она на плюсе. При сварке черных металлов будет гореть электрод. При сварке алюминия будет баланс наоборот. А так грязь у Вас может переть с обратной стороны. На одной фотке вижу что участок в принципе сварен нормально. Мож макали электрод в ванну. Почистить все, заточить электрод, перевернуть полярность, баланс на 10-11 часов и потихоньку неспеша пытаться варить.2 балла
-
@Rolli, Вы меня просто вынудили сонным встать с кровати, спуститься в подвал, взять две железяки, примерно 2 мм толщиной, и сделать несколько фото!!! Кой чему в провинциальных ПТУ тоже учат!!! Я кстати тоже по образованию инженер-электронщик, и работаю по специальности, и сварочник самодельный есть!!! Электрод ОК-46 2 мм на фото для масштаба сверло 3 мм, сварка экспромтом, чтобы показать на каких токах возможно вести сварку, как будет свободное время обязательно сделаю пару швов по правилам и выложу в данную тему!!!
2 балла
-
Так и я , только точками варю , потому что мелочёвка ( 1/2" и 3/4" ) с тонкой стенкой . Иной раз и от ПА сварочная ванна не держится . Раньше нормальные отводы покупали и я их успешно варил РДС , а с этими - нервов не хватит . Без отрыва ПА пробовал , но не получается нормальный шов - квалификации не хватает . Есть мысль задействовать другой ПА с проволокой 0,8 мм , если будет результат - отпишусь .2 балла
-
Конечно, переборщили... Зачем вам для однообразной работы постоянным током навороченный асидисёвый аппарат???? При этом, даже асидисёвый китаец, или россиянин хорошего качества выйдет раз в 5 дешевле. А простой постоянник-в 8-10 раз дешевле. Лично я медные трубы сваркой в аргоне только чиню. И то, в тех случаях, когда пайка бессильна. А так-пайка мягким оловянным припоем, либо жёстким медно-фосфорным. И недорого и очень прочно. Однозначно!!!(С)@novichok_tig, вы при сварке нержи задув аргоном труб изнутри делать будете? Иначе, нержавейка в ЗТВ сварки очень скоро станет ржавейкой.... Любая работа должна иметь экономическое обоснование. Найдите соответствующие прайс-листы по меди с фитингами и нерже с фитингами, возьмите в руки калькулятор. Это очень успокаивает. Вот тут-ключевое выражение "когда-то"... Если тогда удалось на шару разжиться нержой, то сейчас этот вариант маловероятен и ценники на трубу и фасонину убьют экономику вашего "гешефта" наповал.Так что "думай, Чапай, думай".2 балла
-
Думаю, что это голубая мечта любого работодателя. http://s42.radikal.ru/i097/1511/a7/ea3e25a18d03.jpg2 балла
-
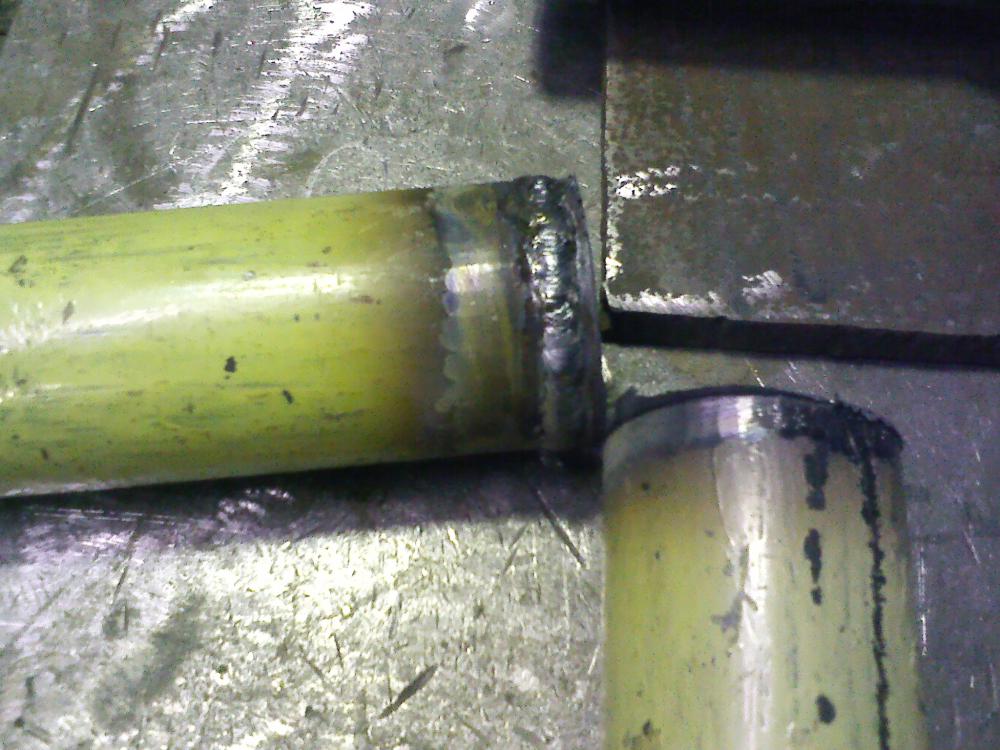
Нашёл сегодня ту "катушку" и разрезал , как было предложено , ближе ко шву . Предсавляю этот стык без купюр . Ответная сторона была тоже в тот же день сварена - это чтобы не было лишних вопросов . По трубе , думаю , без труда можно определить , что это тот же самый образец. Так как ни о каком контроле и качестве стыка не было и речи - суть была в совершенно в другом , то ни стачивания "в нож" прихваток и замков естественно не было , что , само собой , отразилось в виде локальных непроваров . В обычной жизни такого не допускаю , но в обычной жизни я варю корень аргоном и ПА , а последний раз варил в таком положении "катушку" РД , наверное , года 4 назад . Это к слову . Черта снаружи - это нижняя часть . Стрелками - места непровара и та сторона , которая показана на видео . Без "опознавательных" знаков - ответная сторона .
2 балла
-
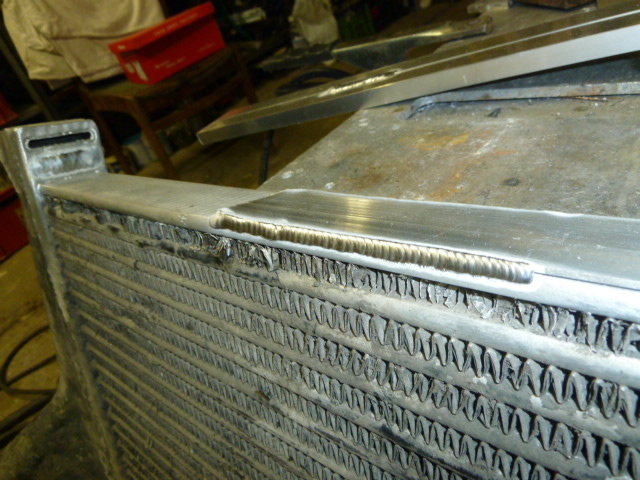
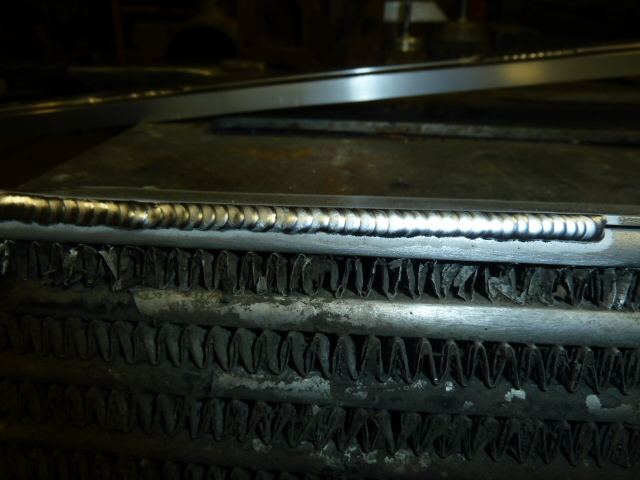
Интеркулер с американца . ОТК ждет своего часа Проверено , ОТК дает добро за рыбу вечером Мой кормилец не подвел и выполнял все что от него требовали
2 балла
-
Вот такие фотографии старых швов на кораблях нашёл2 балла
-
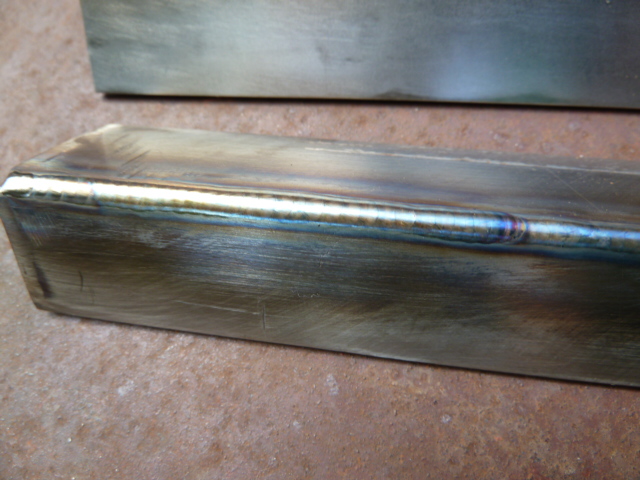
Нерж 304,толщ. 4
2 балла
-
Фартук на врезку ф150. П.А. Kemppi, 2.5 м/мин. 20.6 вольт, СО2 4 кгс/см2. Начинает что-то получаться)
2 балла
-
Часть третья: Хаппи енд. Ну а дальше обычная история. Шли дни, срок прошел, клиент начинал нервничать, генеральный начинал психовать, но денег на аутсерсинг (тогда 90 т. р. за комплект, щас значт 180 т. р.) не давал, директор производства с главным инженером ежедневно поднимали данный вопрос на оперативках, стараясь скрывать раздражения. Как обычно вляпались по полной и теперь придется это все разгребать. Дня три ходил за главным инженером, чтоб тот подписал покупку листа нержавейки толщиной 1 мм. Потом плюнул, пошел делать демо-версию, нашел в цеху лист 2 мм сказал, что буду делать из неё, но возможно не вытяну до конца. Получил раскрой со второго раза из конструкторского отдела, отдал в цех. Долго долбил народ как нужно сделать, все равно сделали по своему, ну да ладно демо оно и есть демо. Ну и поехали. Получилась вот такая вот шняга, не до давленная. Понес к главному инженеру. Он видать за два месяца натерпелся, увидев демо-версию сразу подписал лист 1 мм. Ну а там дорожка проторенная, знай косяки подчищай. От оне наши корявости. Не так конечно все радостно как на фотках получилось, но клиент таки заказ принял, отправил на покрытие оксидом титана. Я, посмотрев на то как наше очередное детище забивают гвоздями в упаковочные ящики, пошел дальше бороться со злом в экономикой забытой стране под названием Россия. Вот такой вот производственный комикс получился. Применение данной технологии закончилось с окончанием этого единственного в своем роде заказа, кроме случая, когда один из сварщиков изготавливал паровой двигатель для внука, на его школьную презентацию.
2 балла
-
У меня тоже мелочь , своеобразная . И , чувствую , надолго . Дабы облегчить и ускорить процесс пришлось сделать пару вещей - " выставлялку " и вращатель ( http://websvarka.ru/talk/topic/5496-ersatz-vraschatel/?p=169604 ) . На первой приблуде удобно и быстро собирать отводы - зазор "автоматом" выставляется и в плоскости не уводит . Со вторым изделием особо ковыряться было некогда да и не с чем ( в плане материала и реализации) , так что всё из того , что под ногами и руками . Небольшой видео обзор работы прибамбаса https://www.youtube.com/watch?v=cAEjrt3XzkU&feature=youtu.be Раньше трубу катал по направляющим , но на ПА это сопряжено с некоторым неудобством ( при РДС такой проблемы нет ) - во время вращения иной раз труба "примерзает" к направляющей . Если варить не точками , а постоянно , то такой проблемы нет . В общем устроился поудобнее и наварил немного . Не напрягаясь .
2 балла
-
Потому что дольше металл остается в зоне защиты газа и таким образом лучше варится и шов не черный, что естественно легче чиститься кислотой. В тот момент, когда метал разогрелся и принял нужные размеры в жидкой фазе, перехлестнув по ширине корректной стык 2 х листов. Потому что достаточный по точке апогея, сделаешь 50, долго ждать будешь, когда разогреется металл, а если больше, продавишь металл наизнанку, превратив его в кашу, провалив лицо. Присадку подавать под углом, дабы стык было видно, а самое главное, не обгорает так присадка, когда с угла подается. Многие ошибку делают, подавая проволоку прямолинейно дуге, таким образом ребята она обгорает, и не имея достаточной защиты, окисляется, что естественно в дальнейшем затрудняет сварочный процесс, тем более тонкостенный материалов. Ниже то, о чем просили по вопросам https://www.youtube.com/watch?v=MhjIblkmzUk2 балла
-
60 А, 1,5мм, уходим от нагрева благодаря протяжке, тем самым избегая проседания металла с обратной стороны в кашу, ведь там нет поддува. Лежат пластины от бетона и все. Особо они не помогают, так как лист не много поднимает все же от пола. Вот так и рождается крупная чешуя. Уход от перегрева, прямолинейность, скорость и красота. Жаль только и это особо не ценят. Над душой бывает стоят, хотят еще быстрее, больше и многое негативное другое. Это как свет во тьме светит, но они более возлюбили тьму и не приняли теплоты его. Ну да ладно, Бог им Судья. https://www.youtube.com/watch?v=dtz4SXczr5g2 балла
-
4 сетки многовато. Вообще хватает одной. Вот все китайские линзы набиты слоем сеток, что не есть хорошо и я к ним без уважения отношусь. Лучше свою заделать линзу, и как правило она работает эффективнее и хвостик можно на наружные угловые швы. Газ его чистота конечно играют решающею роль, но пока у нас с газом все в порядке и Балашихинский криогенный завод брака не делает.
2 балла
-
Да и расход совсем детский.1 балл
-
Да. Честнейший человек.1 балл
-
Спасибо за совет! Медь только на воду используете? Сколько замечаю на центральном отоплении очень часто свищи появляются, на ХВС и ГВС вроде пореже встречаются. Хотя были частные дома, где начинали сифонить на отоплении спустя пол года - три года. Я новичок в этом деле, так что придётся изучить этот вопрос. Если это необходимо, то обязательно буду делать. Поверьте, люди на сантехнику тратят в свои квартиры по несколько миллионов, так что не думаю, что это проблема. Не секрет - Казань. Скорее всего блуждающие токи, а может и метал не того качества был. Благодарю за понимание! Ощущение, что ни как не можете понять, что выходят более достойные решения. Интерестно почему же производители стараются усовершенствовать качество своих материалов и не поймут ведь, что измываются над людьми, ведь лучше обычного железа ни чего больше не существует. Вам надо понять одну вещь - я прошёл столько домов и проектов, что поверьте руки у меня растут правильно. И повторюсь, нанимают студентов проектантов, после которых сдают дом в ужасном состоянии, после которых и приходится переделывать по вызовам частных клиентов. И до кучи - я не сварщик, а сантехник и о каком сравнении идёт с моими швами? Купив аппарат я набью руку, изучу всё и только потом в бой! Я всегда был за качество во всём. Какие гарантии, что через 10 лет не потекут эти пресс зажимы на соединениях? Ведь полимерное кольцо, какого оно качества не было - имеет свойство разрушаться, нежели сварочный шов, который сделал профи. Давайте не будем забывать, что у нас совсем разные температурные режимы, нежели в той же Германии или Швеции. Для этого ставятся редуктора давления, гибкую подводку заменяют гибкой трубой из нержавеющей стали (например Kofulso) или спец. трубками для смесителей из нержавейки или меди. Ни кто не застрахован на 100% в этой жизни, но сами понимаете бережёного - Бог бережёт. Любые системы контроля протечки воды дают сбой, так как происходит окисление, поэтому точно могу сказать на своём опыте, что вот как раз на эти системы пока нет смысла тратить деньги. Эстетика и гарантии более продолжительной жизни системы - разные вещи. Не покажите людей у которых ремонт за миллионы и бегают грызуны по квартире. Нержавейка может и боится разморозок, но я пока таких ситуаций не встречал в квартирах. У меди тоже есть свои плюсы и минусы. Положительные качества - хорошо выдерживает разморозку, хорошо держит давление, нет наростов и размножения микроорганизмов. Но давайте не будем забывать и про отрицательные: Нельзя бетонировать без гофры. Если монтируете медь после алюминия, оцинковки и обычной стали по направлению потока воды, то неизбежна коррозия . Если отделить бронзовыми или латунными переходниками, конечно можно удлинить жизнь меди. Блуждающих токов боятся больше из всех используемых материалов в водоснабжении и отоплении, в следствии чего приходится использовать защитное покрытие. Содержание примесей в наших трубах на много быстрее выводит медные трубы из строя. Вот, как раз исполнитель и должен помочь в этом вопросе. Всё зависит какого исполнителя найдёт заказчик. Не видел заказчиков бегущие за модой. Сколько помню говорят одни и те же слова: "Скупой платит дважды" и "Нужно качественно и красиво!".1 балл
-
Не, ну эт вообще идеальный вариант. А если его нет, то моё мнение -- лучше по стройкам пройтись чем в автобусный парк сварщиком устроиться.1 балл
-
Надо качественней готовить места сварки. У вас там примеси скорее всего прут и масло. Прогреть нужно места сварки горелкой, чтобы выжечь пакость. Наваляли конечно от души. Нужно вырезать и заново варить. Да и присадку нужно обезжиривать. Небось цапали грязной руковицей.1 балл
-
Господа, какое отношение последние 20! постов имеют к выбору инвертора? Перенесено Трубопроводы в сантехнике: материалы, технологии, мнения, обмен опытом Продолжайте дискуссию там. @novichok_tig, в будущем корректнее выбирайте тему, пользуйтесь Поиском форума.1 балл
-
Сварка титана парочка фотографий. Кто там хотел камеру для титана http://s017.radikal.ru/i420/1511/9e/58960b582416.jpg http://s017.radikal.ru/i432/1511/e9/3c021135f95a.jpg http://s017.radikal.ru/i430/1511/4d/77fb5bc2bac4.jpg Скрины выдраны из этого фильма. Время моментов видно на фотках внизу. https://www.youtube.com/watch?v=lO6FZ_ztzKM1 балл
-
Отремонтировал.Первоначальное состояние.Электроды МНЧ2.Проковка каждого слоя.
1 балл
-
Приятно найти и впервые увидеть со стороны дело, куда приложились и мои руки (купол) а здесь чуток только (лифтовая шахта)
1 балл
-
@Svarshik_odinohka, Если они ещё "живые" , то сделаю . Если уже на пункте металлоприёма ( дело было неделю назад ) , то , по возможности , сделаю ещё один стык , но как по времени быстро - не обещаю . Постараюсь это дело запротоколировать на видео , дабы не возникло вопросов относительно подлога , подмены и других "неправомерных" действий - у нас есть персонажи для которых белое - чёрное . Качеством фото и съёмки придётся довольствоваться таким - качественная камера иссякла , а заводить другую не вижу смысла , так что телефон с таким разрешением - это всё , чем располагаю . Ещё хотелось бы заметить , что я не " практикующий неповоротник " ( в плане сварки корня РДС ) и видео не является обучающим . Эта тема имеет ноги из переписки , где я признал , что заварить неповоротный стык с минимальным зазором для меня куда проблемнее , чем с зазором . А вот поворотный стык наоборот , с минимальным удобнее . Кстати , вопрос касался именно труб относительно малого диаметра и толщиной стенки 3,5 - 4мм . Так же я забыл указать за прямую полярность на видео . На мой взгляд , немаловажный факт - сварка протекает совершенно по другому.1 балл
-
Делал одному сантехнику приспособу для врезки в стояки... он резал коронками на весу до этого... он в ролике всё рассказывает. http://www.youtube.com/watch?v=VEQk1Xj4Tdc1 балл
-
Банная печь, доделал сегодня. Если бы Вова не помогал, еще бы долго делал, а так я ему только заготовки подавал а он обваривал. Холодно на улице варить. Да и я не люблю работать зимой, осенью, весной и летом.
1 балл
-
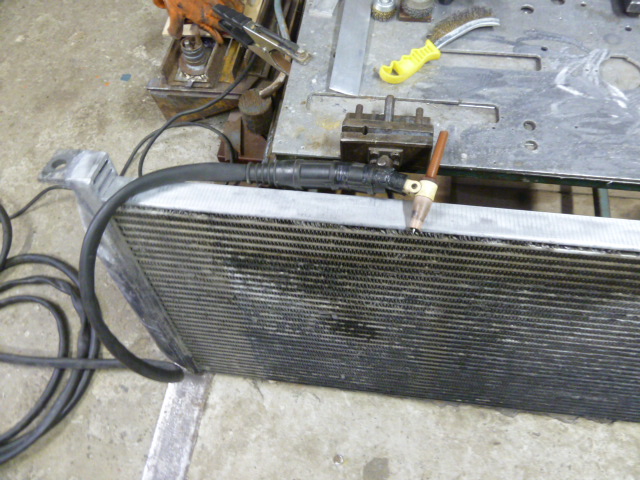
Радиатор с МАЗА, пришлось вскрыть бачки, и на обварку.
1 балл
-
Дождался. Мелочи всякие.
1 балл
-
@Андрей99,Сам то что вообще хочешь?Зашел со своим утверждением, вот и давай обосновывай, приводи конкретику, факты.Может и все бросятся менять Спидгласы на Фоксвелды.Пока похоже завистливое нытье.Может владелец Спидгласа занял денег у Вас и не отдает?1 балл
-
Видел сварщиков с айфоном за тридцатку тыс. руб. и маской-китайкой за полторы тыс...Телефон наверное важней...Глаза потом нигде не купишь...Выбор каждый делает сам и для себя...1 балл
-
Радиатор с эксковатора Коматсу, торцы трубок оторваны. Пайка кастолин192й, предпрогрев газовоздушной горелкой, пайка пропанкислородной после опрессовки всё в норме, утечек нет.
1 балл
-
Короче все знают как, а повторить никто не может.1 балл
-
Сундуком варил, не чего не расплавилось.
1 балл
-
GROVERS и сырые мр-3. AC 80А., 150Гц., баланс 50. При балансе 15 проплавление маталла увеличивается.
1 балл
-
Я-не "тормоз"! Я-очень медленный "газ"... (С) Только сегодня дошли-таки руки до замены платы на перепрошитую. Что сказать... Самое интересное, конечно же-на переменке и при малом токе (10-20 А). Стало реально так, как надо! Поджиг-очень уверенный, в то же время-даже никаких намёков на наброс тока. Милиметровый вольфрам теперь-абсолютно рабочий диаметр электрода не только на постоянке, но и на переменке. Одним словом-красота! Пивной банки под рукой не оказалось. Нашёлся убитый радиатор. На нём и попробовал. Слева-старт дуги через присадку ф 1,6 мм и сварка уже изрядно подогретой трубки. Видно жирный наплыв от оплавления кромок. Справа-после перепрошивки. Никакой суеты с подкладками из графита, подачей толстой присадки и прочих танцев с бубном. Просто 15-ю Амперами прогрел кромки, разбил оксидную плёнку, навёл ванну и подал в неё присадку ф 0,8 мм. Процесс-вполне прогнозируемый и легко контролируемый. На постоянке и переменке, вплоть до 200 А-никакого ухудшения качества розжига и горения дуги не заметил. Ещё раз выражаю огромную благодарность Техсвару!
1 балл