Лидеры




Популярный контент
Показан контент с высокой репутацией 17.07.2015 во всех областях
-
Сегодня до нас доехала большая вышка. Вернее это кран 25 тонн со стрелой 31 метр, на который наши умельцы присобачили китайскую люльку. Люлька оснащена амортизаторами и гидроцилиндром который стабилизирует ее в пространстве путем открывания перепускного крана в ручную. Прикольно, и еще редуктор имеет для поворота куда надо. В ручную опять же. Самое главное что не колбасит как на наших ГПшках. Вот на ней меня доставили на крышу. А это пациенты которым надо повязку наложить. Замастырил из припасённой советской стяжки свою под нужный размер. Приготовили инструмент, накинули полосу, прихватил стяжку. Стяжку снимал подрезая точки после того как полосу фиксировали. Это Саня в процессе и я на фоне города) А тут едем в низ стянув четыре потрескавшихся башенки.
 8 баллов
8 баллов -
Какая то "штучка" от лодочного мотора, продукт косорукой разборки. Как начинал протачивать тормозные валы всегда думал, что надо сделать "поводок", наконец то воплотил.
8 баллов
-
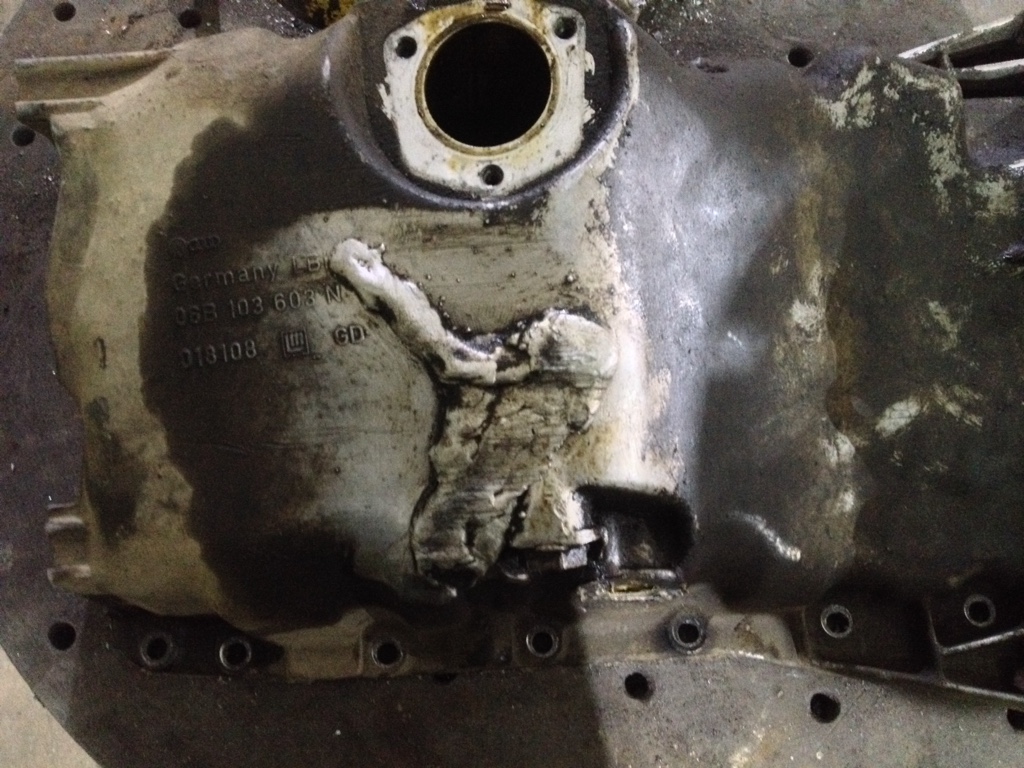
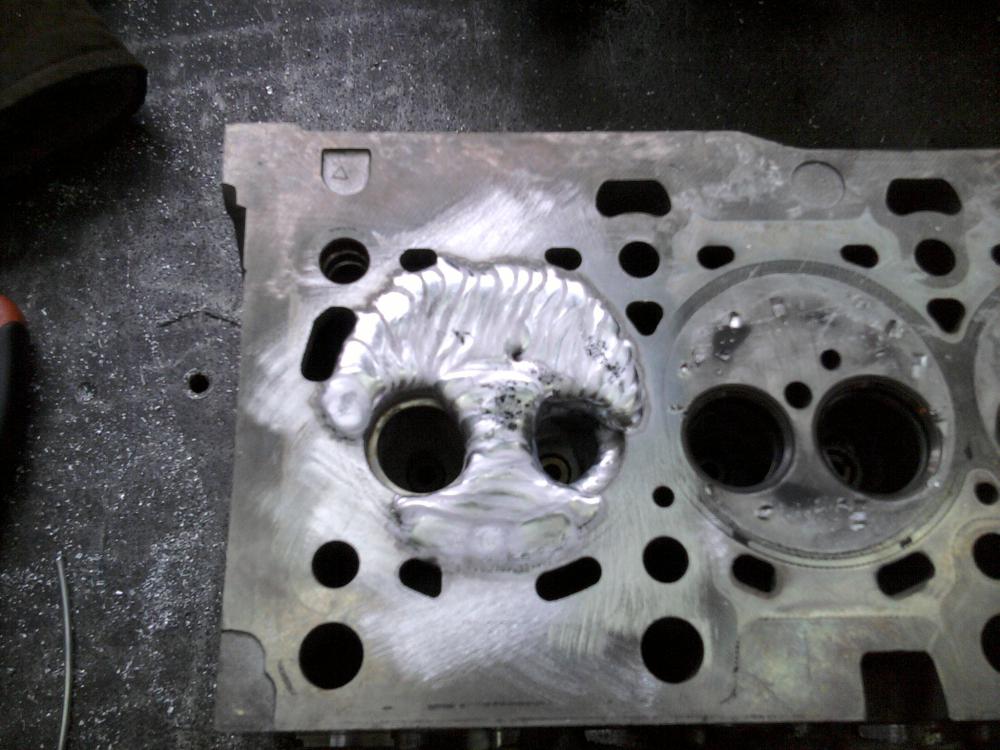
Привезли переделать поддон, присадка 4043 диаметр 2.4 мм., ток 125 А.
8 баллов
-
Первая помощь...
7 баллов
-
Потратив годы на исследования и миллионы долларов, инженеры наконец-то смогли точно воспроизвести двух пьяных людей, несущих диван.
6 баллов
-
http://f6.s.qip.ru/IA4wMC5F.png6 баллов
-
Эта картинка меня просто убила наповал http://cs624226.vk.me/v624226156/4decd/ejZqXH851a8.jpg5 баллов
-
Плачет девочка на стоянке. В красном новеньком БМВ. Вся в слезах и губной помаде. Три педальки, а ножки две.4 балла
-
4 балла
-
Угу... Щас метнусь через пол-города, перелезу через забор, взломаю двери цеха, открою шкаф и сделаю подробные фото сраного пенала из пл. вставки 1979 года. Может ещё эскиз в 3D? Там две заглушки с нар. резьбой надеты на паранитовый корпус, а на них две крышки с вн. резьбой накручены. Возьмите алюминиевую трубу d=20 мм вставьте пробки от шампанского и Вперед!3 балла
-
Наматывать кабель на руку - нарушать ТБ и вредить собст. здоровью, просто легко набрасывайте на плечо.3 балла
-
Увидел фотку - вспомнил детство босоногое... Была у бабушки овчарка (ну, как овчарка - собака, сильно похожая на овчарку))) Милька с совершенно нерастраченным материнским инстинктом. И кошка была (естественно - Мурка). Так вот кошка, нагулявшись, выгоняла Мильку из будки и рожала там котят... И уходила по своим, кошачьим делам, а Милька тех котят вылизывала, выгуливала, воспитывала. Один из тех, подрощенных Милькой, кошаков, стал любимцем бабушки - безнаказанно хозяйствовал в хате, что и привело к беде - застрял башкой в глечике с топленым молоком, стоявшем на печке, так и брякнулся оттуда, тем глечиком его и прибило. PS Милька и за нами, младшими внуками, ходила, как за щенятами, даже, пардон, попы вылизывала... Верю, что собаки в собачий рай попадают....
3 балла
-
Повесил у себя на рабочем месте.
3 балла
-
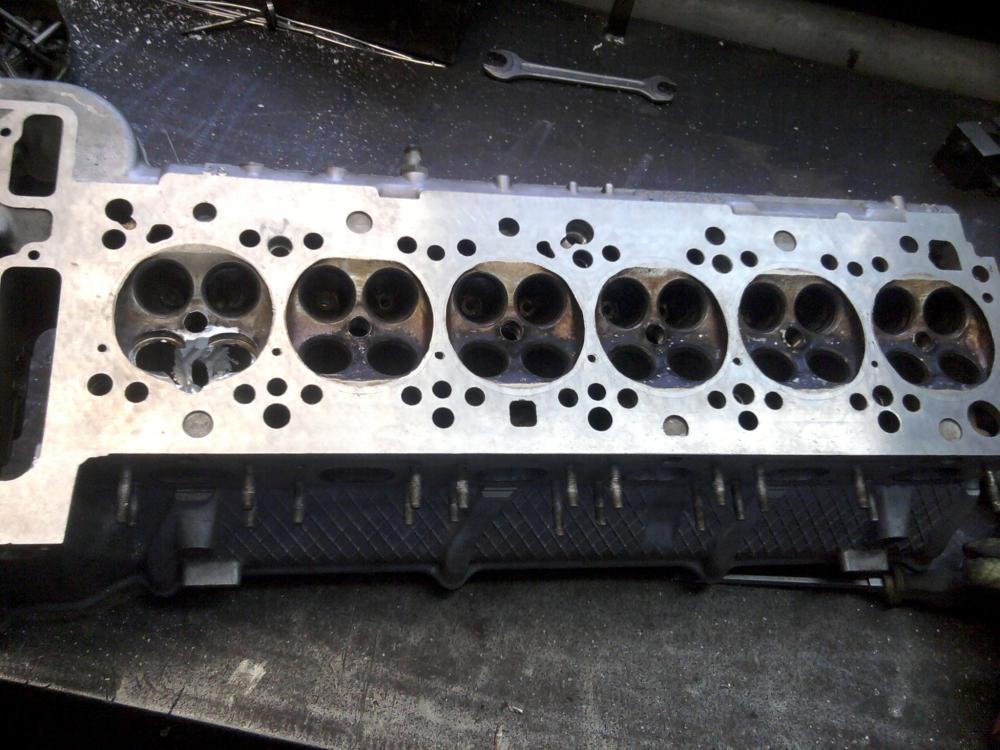
Вот фото 200-ки
3 балла
-
http://yagopnik.com/uploads/posts/2012-01/1326989541_2.jpg3 балла
-
Очередной подопытный, хендай гетц - замена гофры
3 балла
-
Давно "руки чесались",решил сегодня опробовать обновку.Начал с " тыкания кнопок и крутилок",зарядил Св 08г2с,в синергетике и без.Потом зарядил аргон и CuSi3,в пульсе и без.Перешёл на чугун,разделка и заплавление разделки.Зачистил шов на проверку пор и несплавлений.
3 балла
-
Всем привет. Решил показать свои труды и поучаствовать в конкурсе. Работа: детские качели с крышей. Время работы: 2 дня, не спеша. Материал: профильная труба 20/40, 30/20, 20/20, 15/15 (толщина стенки 1.8 мм);доска сосна 25/150;цепь 4-рка;поликарбонат 4 мм соты.доску крепил саморезами по дереву (черные), 45 мм длина;ручки на сиденье крепил саморезами по металлу, 25 мм длина. Проф трубу 30/20 нарезал от угла с отступом 7 см, состыковал, сварил, зачистил лепестковым диском (зерно 60), выставил перекладину - проф трубу 20/40, и приварил к получившимся А-образным стойкам из проф трубы 20/30. Крыша сварена из проф трубы 20/20 и 30/20, загнута плошмя проф труба 30/20 (длина 1м), в центре высота загиба 5 см Доску на сиденье зарезал лобзиком. Под ручки просто распустил отрезок доски 30 см на пополам. Получилось две ручки 20 см длина, 7.5 см - ширина. Намечаю под прорези по проф трубе 20/20, пропиливаю канавки болгаркой, потом стамеской выстукиваю Полирую обычной болгаркой, тарелка под липучки 125. Зерно беру сначала крупное 60-80, довожу. Потом старой забитой липучкой (наждачкой 180 зерно) получается очень гладко, как стекло. Конечно пыльно, но оно того стоит. Углы все свожу на гладкое полукруглое. Приварил ручки. Высота 17 см, вылет (глубина) 20 см. Проф труба по горизонтали 20/20, по вертикали 15/15. Сборка Готовый собранный вид ну и собственно я. Конкурсная работа № 7, Художественная номинация Конкурса сварщиков «Делаем своими руками» Генеральный спонсор конкурса Компания «ArMiG» — все для сварки и резки. Победитель в номинации «Лучший поставщик» концерна ESAB в России 2014 года. http://websvarka.ru/images/forum/logo_armig_250_wh.png
2 балла
-
Несколько фото.
2 балла
-
Сварил чугун с сталью обычной проволокой Св08гс 1,2мм. Детали резаком нагрел до темно красного цвета, сварил, накрыл асбестом чтобы медленно остыл. http://content31-foto.inbox.lv/albums/m/menips/1K62-29-01-2011/DSC07505.jpg http://content31-foto.inbox.lv/albums/m/menips/1K62-29-01-2011/DSC07508.jpg2 балла
-
Пробурить скважины до Африки и выкачать всю нефть... там её много.2 балла
-
microtack пытаю=) прямая это 1.2 нержа встык, волнистая 0.7 нержа из сетки=) заметил что если регулировать то не ток больше надо, а время вспышки. для 1.2 ток 70 ампер время 0,060 сек для 0.7 ток 70 ампер время 0,010-0,015 сек
2 балла
-
Вот ответ завода. Силовая часть аппаратов 200АСДС и 500АСДС- транзисторы Fairchild в основном инверторе (полный мост, 4 штуки в 200 и 8 штук в 500, тип для каждого аппарата свой, разумеется), а в выходном инверторе (тот, который создает переменку) - транзисторные модули Vishay. В 315АСДС в основном инверторе стоят транзисторы Infineon, в выходном инверторе то же самое, что в 200-500 аппаратах. Транзисторы приобретаются у официальных дилеров указанных фирм. Были опробованы и другие производители, но лучший результат (как по цене, так и по характеристикам) - у того, что перечисленно выше. Указанные силовые элементы также зарекомендовали себя как весьма надежные - нужно очень постараться, чтобы их убить. На силовой части и силовом трансформаторе также стоят температурные датчики, управляющие работой вентиляторов и защитой от перегрева. Кто еще подобные модули использует? Только "фирма" ИМХО.2 балла
-
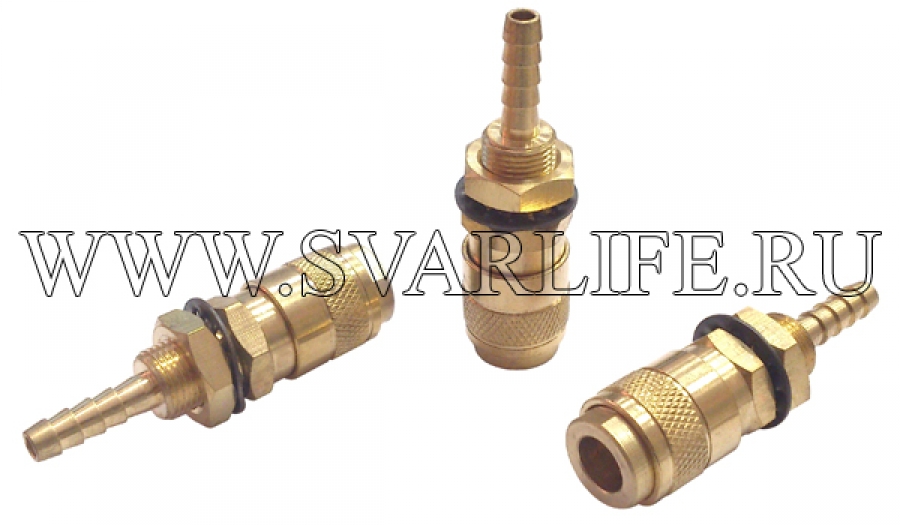
В магазинах, где компрессоры продают, есть и быстроразъемные (БРС) соединения на пневматику. Себе покупал в строительном гипермаркете и прикручивал одну часть разъема на выход редуктора(резьбы там стандартные), а вторую, с ершом, в шланге крепил.2 балла
-
@Рудольф Шнапс,
2 балла
-
Раскислителей не хватает2 балла
-
Так то у меня Rust_eze всё лишнее забирает.2 балла
-
спасибо старался Вот такие еще делал.садовые с крышей 3х местные и полками может кому интересно будет
2 балла
-
Ваши предложения по взысканию долга с... Анголы?2 балла
-
А зря!
2 балла
-
Дождь закончился. Супруга покрыла патиной. На этом все.
2 балла
-
А как 35-е тапки закидывать на багажник? Нужна лесенка. Делаю: Снял 35-ю запаску с калитки, тяжёлая, зараза. Нагнул трубу Заварил и обточил торцы Собираю на верстаке Последняя примерка на пациенте Покраска готовой лесенки молотковой эмалью по месту.
2 балла
-
да развод это все менегерский! Я и 18-й трубки кондеров варил, с дубовыми водяными шлангами... Если руки дрожат-они и с ручкой паркер дрожать будут... Годный аргонщик должен стрелять с нагана раз в неделю.Минимум.2 балла
-
Всем здрасьте! На днях ремонтил корпус турбины. Вот такой она была: И вот такой она стала (только потом еще внутренний диаметр расточили): Инструмент: Китайский сварочный сундук на 200А, баллон аргона, болгарка (125мм), лепестковый диск (*60), зубило, молоток и пара напильников (полукруглый и плоский). Присадка 4043, ф 2,4мм, ток 125А, а на наплавке кромки воротника 65-70А.
2 балла
-
2 балла
-
Вот интересная работа , недавно сделанная. Сварка это одно , вот не было ответной части , замерял штангелем координаты три позиции , так же сделал , (как ее там лекало что ли). Нужно было точно попасть , выгрызал шарошкой , переодическе прикладывал и мерил . Как координаты совпали , прихватил втулку . Плоскость делал не на станке . Делал болгаркой , постоянно мерия лекальной линейкой.
2 балла
-
@TigSvar, как то пытался варить проволокой с флюсом. Надеюсь этого ада мне больше не предстоит. Может мне попалась неправильная проволока, НО... Варишь в среде СО2 - шов виден и красив, электродом - шлак отбил и шок красив, а проволокой с флюсом - не видно ни сварочной ванны, ни хорошего шва после сварки.1 балл
-
Продолжаем развлекаться - итак: Часть 2. "Железный канцлер" или "Челюсти" - пока не решил. Первостепенной задачей является предварительное измельчение обрезков пенопласта прямо под линией... Представьте, что все, что обрезается от формуемых в размер блоков падает на конвейерный транспортер и едет прямёхонько в шредер-измельчитель, из которого уже ломаная обрезь засасывается по трубе в ротационный измельчитель воздушным потоком... И запихнуть его надо в пространство под линией аж в целых 52 см, увязав с конвейером. Сегодня таки собрал коробушку с подшипниками и двумя валами, на которые наварены пяти лепестковые дробящие ножи. Валы длинной 1780 (общей) с максимальным рабочим диаметром 85 мм и посадкой под 211 фланцевый подшипник. Ножи (с целью тотальной экономии) делал сборными. Из листа 8 мм нарезал плазмой кучу полосок, по фигурному лекалу вырезал сегмент под вал, собрал звездочку, приварил к ней зубья из квадрата 10... Как я устал! Но самый проникновенный момент - это обварка ножей на валах с высокой степенью точности. 5 часов непрерывной сварки - о, хвала Великому ESAB - УОНИ 4мм. Все естественно в кустарных условиях - практически на коленке. С редукторами пока не пробовал - оставил на понедельник, но... заставил таки помочь одного доброго человека кинуть туда кусок пенопласта, пока я дико вращал валы руками навстречу друг другу. В пух и перья!
1 балл
-
О,пуговицы! Опять спецзаказ или в серию запустили? По мне, такой цвет лучше синего, думаю грязь и брызги меньше заметно будет. Андрей, как со стойкостью: до первой стирки или...?1 балл
-
1 балл
-
Диметовский пескоструй творит чудеса.1 балл
-
валера1963 Все правильно написано , в этой выдержке. Хотя только этим и занимаюсь уже лет 10 варю чугунные детали , работающие длительное время при высоких температурах и пропитанные маслом и керосином .1 балл
-
Автомотосервисные подработки. Врезки пламегасителей в выпускной тракт, Автоген. Мерседес-124. УАЗ-Патриот. Обе врезки осуществлялись по месту. Опыт работы в ЖКХ, однако... Мотоциклетные паззлы. Подножки всякие. Бугеля кронштейнов зеркал. Наращивание под дальнейшую обработку. Дальше-мехобработка и гальваника. Но, это-уже не моё.
1 балл
-
Ден_К Часто раньше варил подобное , приваривал плиту (куруглый диск ) мм 25 толщиной , в диаметре 500-600 мм , варил с наружи и изнутри , дальше уже фрезерные и токарные работы .Грел в печи .1 балл
-
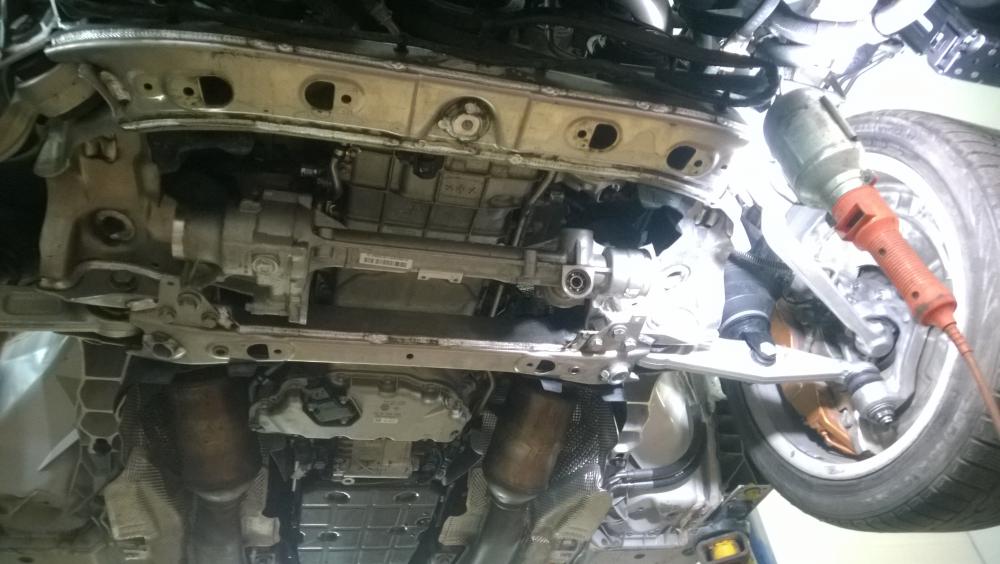
Всем Здравствуйте! На выходных варил крепление на рулевой рейке. Аппарат: китайский сундук на 200А, присадка Lincoln 4043 ф2,4мм, ток 140-180А. Прихватывал по месту, снимал, обваривал, ставил обратно на место, давал остыть, потом снова снимал, наплавлял ребра жесткости, снова ставил на место, ждал пока остынет....таким образом. Вся работа с перекурами заняла 5 часов, да я и не спешил. По окончании сварочных работ рейка встает на своё место четко. Для пущего вида заказчик своими силами решил еще и отпескоструить место ремонта, его дело. Выражаю огромную благодарность однофорумчанину Сергею (Krech) за помощь с токаркой !!!
1 балл
-
Как то , так .
1 балл
-
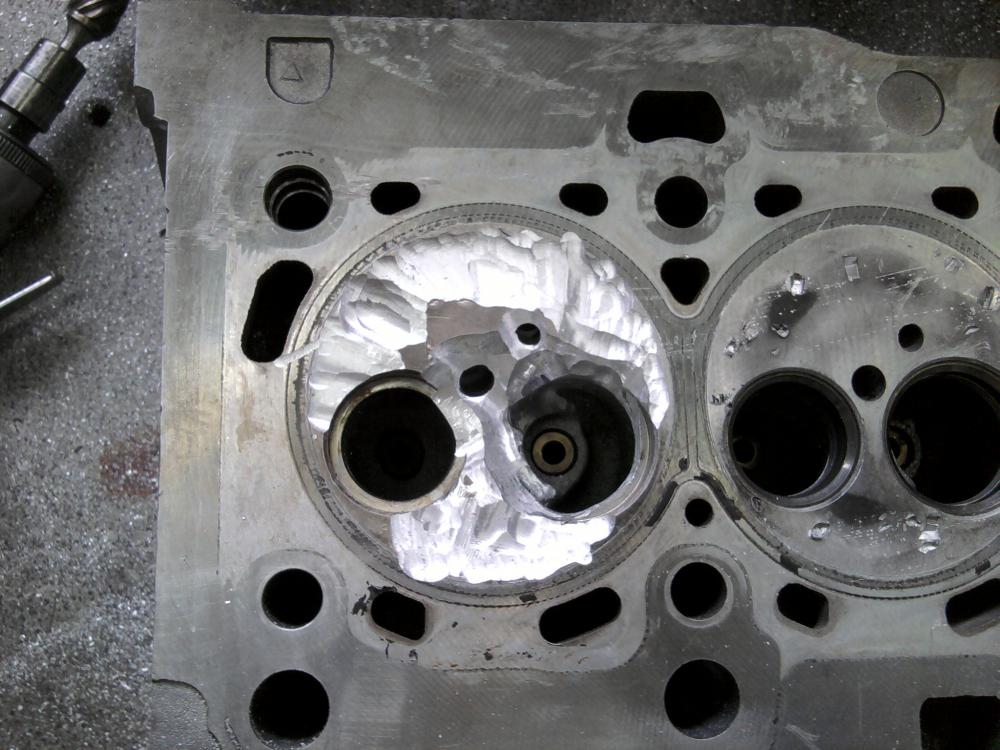
Блок от автомобиля фольцваген , Т-5 . Две трещины в цилиндре .
1 балл
-
Еще фотка
1 балл
-
в продолжении..Пару дней ждали изолировщиков пока обшиву,изоляцию снимут,ну а дальше понеслась .Демонтируем старые змеевики ну несколько фотографии
1 балл
-
Такие-вряд ли1 балл