Лидеры




Популярный контент
Показан контент с высокой репутацией 10.04.2015 во всех областях
-
Вот мои мангальчики...у всех ящик варен с 4 мм.
 10 баллов
10 баллов -
Паподос. Трещина была сантим. Цена 350р. После того как начал счищать краску поперек шо це таке трещина. Фактически ее не было видно. Подогрел горелочкой и опаньки. Начал варить а краешек весь в микротрещинах. Короче переплавил все нафиг, не до красоты, все равно потом под станок. Приехал хозяин говорю работа блин дороже стоит. Он: у меня денег нет. И тут коронная фраза " Назови хоть одну единственную причину по которой я себе в ущерб должен сэкономить твои денежные средства" Он первый кто смог это сделать. Достал паспорт и у него день рожденья притом быстро и без слов. Обычно отмазки; зарплата маленькая, любовницу содержать надо, детей 10 шт. ну и так далее. А тут ну как человеку не сделать приятное еще и салаге чуть старше моего сына и к тому же трезвому вечером в свой день рождения. Позвонил попросил чтоб диск тоже доделали за символическую плату. Суть не во взаимотношениях, а в том что могут быть тещины после удара которые не видно с первого взгляда. Это к тому почему я всегда делаю сквозную разделку и захватываю чуть больше. При сварке это все становится видно. Одно время пытались записатьна видео Центр переподготовки кадров Норильского Никеля. Я как раз переатестацию проходил. Ну не передает камера и монитор то что видит глазами сварщик. Короче дело это заглохло, пришли к выводу что проще надеть маски и учить в живую. Это как раз про дефекты (главный упор на титан делался).
5 баллов
-
Это пока. Больше "велдеров" - больше риск... В прошлом году заказывал печные трубы в "Российской сантехнике". У них на задвижке (cuDY8mZ8.jpg) тавровый шов сделан "роликовой сваркой" со следами побежалости, но всё выполнено аккуратно и даже не пришло в голову проверить материал на магнит. Протопил, трубы не дымили, не посинели и ладно... Через некоторое время звонит приятель (знает, что роуминг): -Купил в "Ленте" нерж. мангал - привёз домой, а он магнитится. Обманули? -Сережа, это буржуйская нержавейка, она может магнититься. А ты за сколько покупал? -199 р. -А за роуминг сейчас сколько заплатишь? -Ту-ту-ту-ту... Может мы слишком многого требуем от подобных печек, труб, мангалов? Кстати, технология "супер-быстрого сварщика" из раздела "Видео" успешно проходит испытания, пошла вторая неделя. Не ржавеет, небижит:4 балла
-
Возможен.
4 балла
-
Ну и сама пайка. Фото моих первых работ . Хочу кастолин 192. Но надо ехать или в Екатеринбург или в Челябинск. Все не как не соберусь.
4 балла
-
На сорок баллонов найти такую работу тоже надо постараться а еще лучше, покупать баллон под конкретную задачу, если речь идет о потребителе на производстве, то такая вероятность есть но в единичном случае. Вопрос - готовы ли сварщики, работающие на себя, отдать такую сумму? и есть ли такие масштабные задачи, где без такого смесителя не обойтись?4 балла
-
В баню все эти "энкодоры", долго ждать . Вот машинка из СССР и ей успешно можно смешать аргон+гелий в нужной пропорции , точность процентов здесь не критична, https://youtu.be/QKBoE0sw0Jg Можно так трехкопеечным http://www.youtube.com/watch?v=pzSVLoOWOFI Ar82%+Co2 18% легче и дешевле купить , сейчас не каких проблем Из 3х газов или даже из 4 дома не намешать,% проценты там малы, да и водород весьма опасен. В LINDE GAZ такая смесь обойдется 1000р и + качество на высоте Электронный смеситель пусть даже и кустарного производства я уверен под 100тыс обойдется (если по уму сделан и точность смешивания на высоте), на 100тыс я куплю 3х компонентной смеси 100 баллонов как раз грузовик под завязку и не каких энкодоров крутить не надо, расходомер повесил и вперед.
3 балла
-
3 балла
-
Привет всем!!!!покажу чуть-чуть свого.....
3 балла
-
Работаем на строительстве сельского ДК. Заказчики, нет-нет, да подбрасывают ребусы. Вышла незадачка. Стены отделываются ГКЛ, а как держать тяжеленные шторы и настенную светотехнику? Не вопрос. Будут вам и подгардинники и релинги для "канделябров". Надо на что-то крепить занавес, софиты и декорации-будут вам и фермы под всё это. Пока бригада крепила к стенам профильные трубы 80х40, я ваял фермы из трубы 60х40. Первый пошёл! Каждому сварщику-по одной стороне фермы. Все три-на месте. Заказчики (Управление Культуры)-вновь недовольны. Сомневаются, что, де, фермы хлипковаты. Может, усилить? Директора нашего порядком притомили эти нескончаемые хотелки и он, криво ухмыльнувшись, изрёк:"Да ну, что вы! На одной такой ферме можно всё Управление Культуры перевешать." Больше вопросов не возникало...
3 балла
-
На днях напарник выдал: "Плох начальник, не мечтающий стать рабовладельцем".3 балла
-
В жизни возникла необходимость в освоении горелки т. к. мне надоело греть газовоздушной горелкой и вторая причина: газовоздушная горелка прогревает большую плоскость и вторая при пайке возникает ситуация что может рядом что то отпаяться . Дома валялась без дела армянская ГЗ-05 честно где то сп приватизированная шоб було вместе с редукторами. Её то родимую и пришлось пустить в дело. Почитав естественно литературу приступил к сборке газосварочного поста. Шланги куплены в сельпо по 50 р. метр. Кислородный баллон выклянчан в ДРСУ (путем обмена не провереного пустого на проверенный полный, а то "че то я очкую Славик") Да, у нас больше 70 очков кислород не заправляют, наверное баллоны проходят самую "строгую" переатестацию. Оговорюсь сразу что газосварку не разу в жизни в руках не держал. Ну не было у на на руднике. Все резалось и варилось ручником в основном. А более конкретные изделия делал мех завод и приходили уже готовыми. Керосинорез был в РМЦ но после взрывов в 1998 году сразу в разных местах кислородных баллонов их конфисковали. Я себе под шумок стырил один в гараж там им баловался пока не кончился кислород. Отклонился от темы. Так вот все это было скручено проверено на утечки газа мыльным раствором. С мыслью "как щас начну паялить" и опаньки облом. Горелка не как не хотела поджигаться. Не поджигаться она то поджигалась но работать как в книжке не хотела. Бракованная однако. Полез по форумам. Давай сверлить сопла крутить инжектор и т,д. Один фиг срывает пламя то бахает. Притом с каждым бахом паять хочется все меньше и меньше. И тут я решил пойти другим путем. Описываю сам процесс. 1. Открываем на горелке полностью вентиль ацетилена(читаем пропана) и кислорода. Редуктора закрыты. Вентиля на баллонах открыты. 2. Начинаем потихоньку открывать редуктор пропана держа огонь у сопла. Открываем очень акуратно чтоб не обжеться или не подполить че нибудь. Опаньки загорелся огонек из сопла. Крутим редуктор пропана дальше. Медленно. Огонек увеличивается и превращается в олимпийский факел (образно). Крутим дальше и начинаем наблюдать как огонь начинается отрываться от сопла. Очень медленно крутим редуктор в обратную сторону. Возвращаем огонь к соплу. Пропан настроен. 3. Теперь кислородный редуктор начинаем открывать. Очень медленно. Наблюдаем как меняется пламя и делиться на зоны. Крутим до тех пор пока у сопла огонек не станет фиолетовым и минимальной длинны. Если перекрутить будет бах. Но не боимся это же бубильгум (мультик про попугая кешу). Повторяем процедуру. Все горелка теперь настраивается своими вентилями. Никакого срыва пламени ни каких больше бубельгумов. Делаем пламя хоть окислительное, хоть востановительное, хоть нейтральное, хоть "злое", хоть "доброе". Крутим вентиля только на горелке. Таким способом регулируем любую ацетиленовую или пропановую горелку. С любым № сопла. Инжектор тоже кстати надо регулировать. Но это есть и в литературе и в ютубе. Может мой способ тоже гдето есть в описаниях но я не нашел. Может я и не прав но мне так удобней. Постарался описать чтоб поняли все даже те кто на бронепоезде . Без обид. Если че не так уж извините.
2 балла
-
2 балла
-
Константин это я все понимаю. И все это будет дайте время. Я вообще работаю дома на кухне в частном доме. Мастерскую летом строить собираюсь. И живу здесь 2 года всего. Во круге куча брошенных помещений от колхоза, но как дело доходит, как головой об бетон . Проще самому построить. Хотя я бы лучше оборудование купил на те деньги что в стройку вбухаю. вот где будет мастерская. А пока так. Мось и газон мой, вольво с трассы на ремонте.
2 балла
-
АУДИ ЕДЕТ В УКРОПИЮ!
2 балла
-
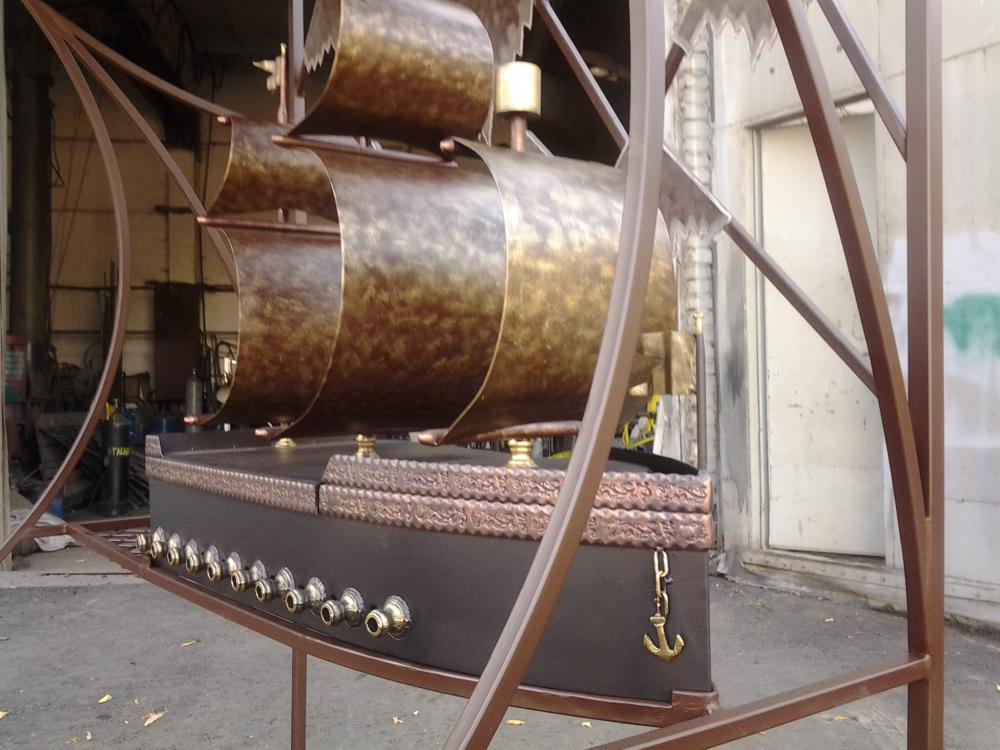
Чуток работ. Один из постоянных клиентов решил сделать подарок другому уважаемому клиенту, а так как подарок хотел эксклюзивный, купил ему бутылку коллекционного коньяка стоимостью более 4 К$. Ну и упаковочку решил заказать соответствующую, дабы подарок был с сюрпризом. На шпильки входит по расчету 320+ гаек. Материал нержавеющая сталь. Делал сегодня сам лично. Очень сочувствую имениннику если он решит доятать эту бутылку, так как при сварке мне пришлось закрутить по одной гайке на каждую шпильку а потом открутить.... Это очень долгий процесс. Я не представляю если откручивать все 320. Желание выпить пропадет однозначно. Пузырек от коньяка внутри для антуражу на фото. Ну и прочие штучки с работы.
2 балла
-
штучки
2 балла
-
- Песчаный карьер! - Я! - Кроме того... - Я!2 балла
-
Немного будностей, вызвали на песчаный карьер поменять адаптер на ковше в итоге выстроилась целая очередь из экскаваторов самосвалов и бульдозеров, но всё по мелочи. Вчера рванул за 80 км подравнять трал после аварии.
2 балла
-
@Klez, вот именно реальные и нужны. Все в ваших руках. Вот это в перлы нужно.
2 балла
-
2 балла
-
2 балла
-
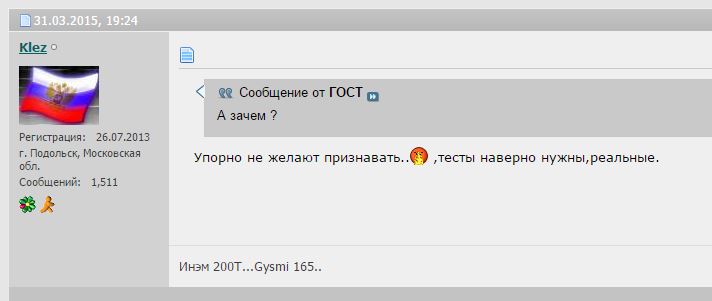
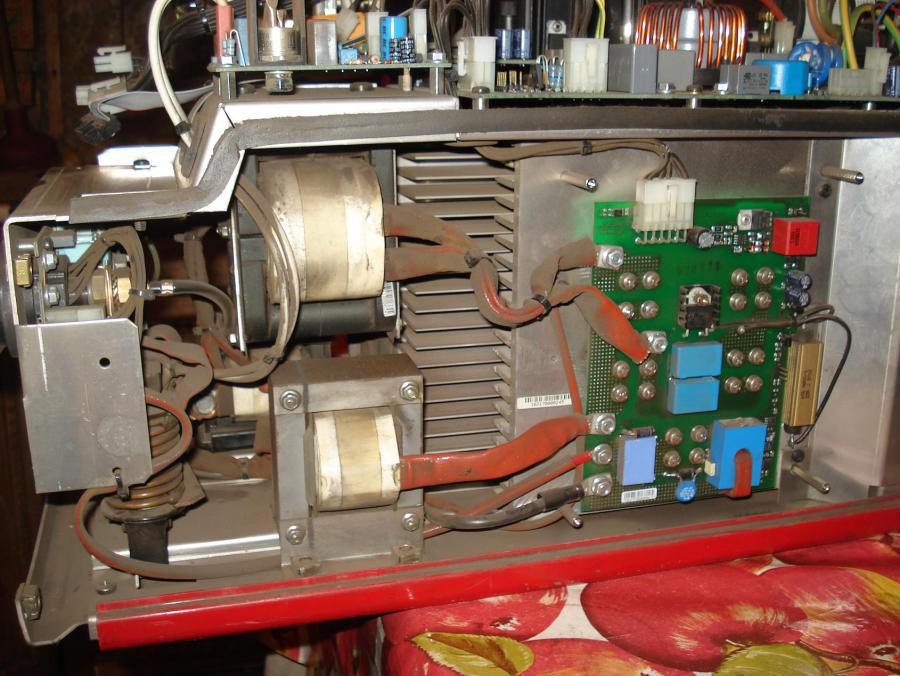
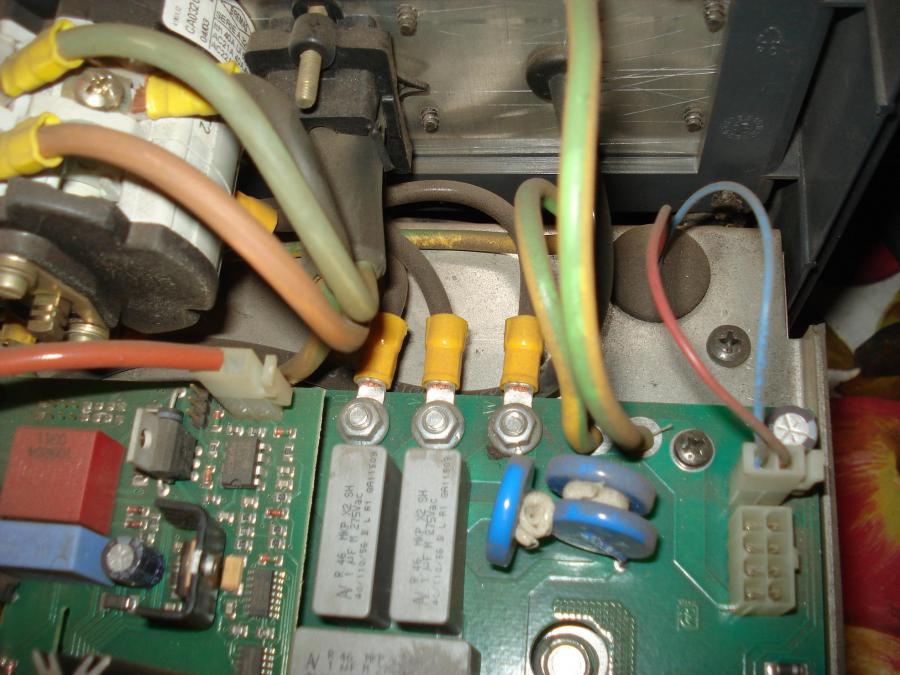
Ну вот и добрался до сего аппаратика.Пока есть время и никто не мешает решил его разобрать и пропылесосить.Ну и попутно сфотографировал внутренности. Хотя и старался убирать аппарать подальше от места резки но пыли и грязи в достатке.
1 балл
-
Механик-аниматор Александр Гецой http://steampunker.ru/uploads/images/00/51/23/2012/05/25/d97f43.jpg1 балл
-
До такого додуматься надо. Хотя сколько менял баллоны никто никогда не смотрел остаточное и дату аттестации. И плохого аргона тоже не попадалось. Тьфу тьфу.1 балл
-
Также напаиваю просаженные обоймы подшипников тракторов. На сезон хватает. Трактора еще с времен Ленина. Это только по телеку фермеры ездят на новой технике. У меня в деревне только мтз и дт с прошлого столетия.1 балл
-
Ну вот и я сегодня, добрался до сварки чугуна. Вообще хотел РДС варить, но увидел в магазине присадочные прутки для сварки чугуна, при осмотре выяснил что они CuNi( медно-никелевые) по процентам ничего не написано, гугл такой присадки совсем не знает. Пачку фотать стыдно стало в магазине. В общем уболтал продавца взять на пробу 1 пруток. Поломатых чугуняк не нашел, решил пропилить целый чугунный коллектор от машины и заварить... Сначала РАДС сварил, при помощи прутка про который писал выше, ток dc 75ампер. На фото это длинный шов( около 10см), варил в 4 захода, с проковкой и остыванием после каждого шва, сначала варил по 1см, последний проход осмелел и сразу 7см прошел. Пока что ничего сложного( по сравнению с моими ожиданиями не заметил), кроме того что нужно привыкнуть к процессу, который больше напоминает пайку. Ну и попробовал РДС электродами 92.18( никель-хлор) результат гораздо быстрее, обратный валик получился сразу. Может кто подскажет какие детали из чугуна очень трудно варить? Хотелось бы быть готовым ко всему, пока есть время тренероваться...
1 балл
-
Так и есть. В инете рылся, оказывается используются практически трубные резьбы, но с изменением диаметров и углов конусов, и приписывается индекс "W" Для вентилей такого типа свои госты. Эксплуатация сосудов высокого давления, как источник повышенной опасности, использует свои стандарты. Чтобы народ самовольно не химичил! Так что с этим вопросом только к токарю бежать.1 балл
-
@Lohus, именно Я, за 17 лет на стройке, ещё ни разу не видел проекта, который исполняется "от и до" без изменений, дополнений и пересогласований. Да, то подобие проекта, по которому мы строим-это "черновик черновика курсовой работы 3-го курса"... Проектёры лажаются раз от раза на каждой странице проекта. Что-то (до исполнения в материале) удаётся выловить, а некоторые моменты приходится устранять "пост фактум". Если по моей части (металлоконструкции, водо-, тепло- и газоснабжение, канализация) переделок удалось избежать, то с вентиляцией и в кладочной схеме-присутствуют не то, чтоб мелочи, а прямо жирные "мухи в супе". Нам же, на сегодняшний день, придётся расширять проёмы под двери (с металлоусилением) и городить очередные фермы (теперь-под не заложенный по проекту клапан дымоудаления над сценой).1 балл
-
@Kurt1,сперва варить научиться.1 балл
-
Всем привет! Вижу,*борцы за идею* понакидали мне минусов....)))) Ближе к делу: сегодня поправил прошивку для следующего миксера-теперь будет работать с ресивером 13л ( баллон от фреона)..Благо они везде есть, одинаковые и не потребуется пересылать клиенту. Также изменил управление-теперь настройка не кнопками а энкодером . Приятно ! Ждемс остальных запчастей... Всем желаю приятного вечера, а Сахалинскому Коту утра! ) P.S. Леха ибн ИВАНЫЧ у совет-учитывай в прошивке * коэффициент сжимаемости газов*, дело пойдет быстрей и точней. И введи обратную связь- чтобы миксер знал , сколько впрыснул газа. Иначе у тебя он работает * наугад*!1 балл
-
@ugaida, Юр, давай пришлю прошитую. Поставишь, попробуешь. Старую назад пришлёшь. У Алексея уже перешитая программа стоит.1 балл
-
И только за то, что строится объект для массового скопления людей, как видно, без проекта или по документу слабо напоминающему проект. Это не хотелки, а их идеи из места пониже спинного мозга.1 балл
-
Мой 500-й не много легче, но всё равно ,хороший выбор, поздравляю!1 балл
-
Теперь Белоруссия отжигает.
1 балл
-
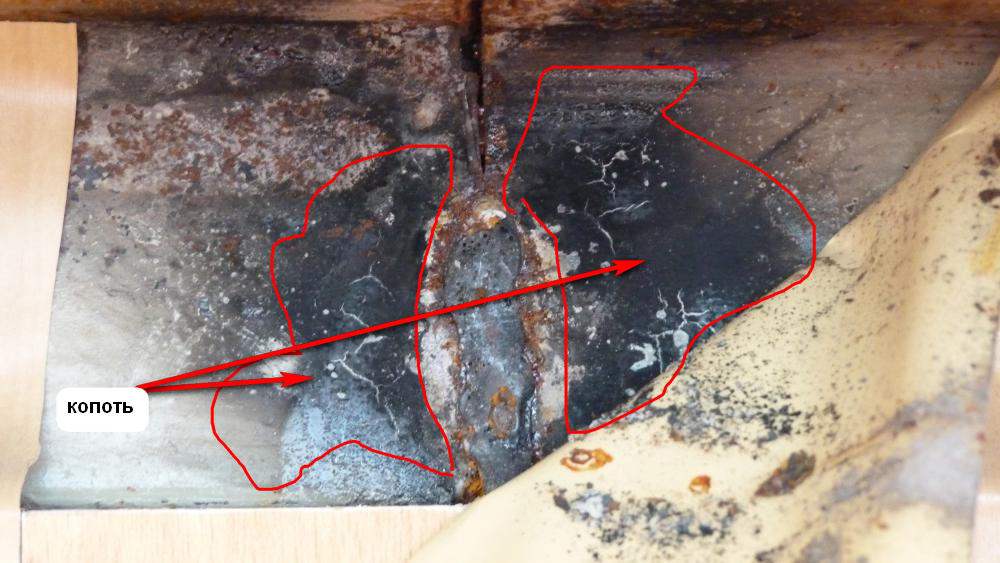
@Боязливая, все из-за нерадивости сначала-сварщиков/монтажников - не зачищены и не прогрунтованы места сварки,а после из-за пофигизма того,кто клеил обои-не подготовлена поверхность. плесени на металле нет. остальное-ржавчина и горелая краска. то же самое- горелая краска и ржавчина. метод борьбы- хорошо зачистить весь металл от копоти и ржавчины металлической щеткой. (всю ржавчину конечно не сотрете, не беспокойтесь-оставшаяся перекроется грунтом и не будет больше *пробиваться*.) подойдет любая из тех,что на фото или подобные им. потом протереть тряпкой с растворителем-универсальный, 646/647 или уайтспирит и покрасить грунтом для металла в 2 слоя. самый распространенный грунт гф-21,красный или серый. при желании потом можете вскрыть белой нитроэмалью,чтобы не просвечивало через обои.
1 балл
-
Поступает абитуриент в театральное училище. Попросили его изобразить слона. Парень вывернул карманы в брюках и спрашивает:"Хобот доставать?"1 балл
-
коллега не волнуйтесь, мы вас не выдадим!)))1 балл
-
Наши рабочии будни
1 балл
-
Оставили на второй год, колы исправлять((
1 балл
-
Привезли диск от лексуса директора янган тау. Уже был вареный трещина по сварке притом варили только с внутренней стороны(с наружи хром наверное скрывал трещину). Вырезал старый шов болгаркой . Прошелся фрезой. А дальше грел грел грел. Офигеть как долго грел. Потом сварка, китаеза уходил в защиту два раза. Пока он остывал подогрев горелкой. Блин где мой старый добрый удгу с горелкой агни я очень по нему скучаю в таких случаях. Самодельный охладитель на водяре справляется на ура, радиатор градусов до 40 нагрелся. Горелка 18 фоксвелд чуть теплая. Далее станки. Но это уже не моя работа.
1 балл
-
Сегодня смогли приобрести новое оборудование, УРА! УРА! УРА! Приобретен новый винтовой компрессор в мастерскую. Наконец то нам будет хватать воздуха на всё сразу и мы перестанем слушать три трехфазных компрессора тарахтящих в параллель. Вот он первый герой сегодняшнего дня - Компрессор Компраг А1510 И у нас теперь не будет воды в магистралях сжатого воздуха в связи с приобретением рефрижераторного осушителя Ну и на нашу новую площадку приобретены: Дизельный компрессор на 5,5м3 японского производства Airman PDS175SC с встроенным рефрижераторным осушителем И две пескоструйных установки Contracor c дистанционным управлением и полным комплектом СИЗ - Вот такие "космонавты" теперь будут обитать на нашей территории. Теперь вот осталось только дождаться новых игрушек... Целый месяц им предстоит провести в пути из Москвы на наш чудный остров....
1 балл
-
Вот и попробуй сказать что-то против...
1 балл
-
Позвонили с СТО.-Надо трубу обварить,мы собрали на прихватки.-Привозите.То,что после просмотра изделия меня порывало на 99% использовать лексические обороты,промолчу.Прихватки П/а.,зазоры до 6мм. при S-1.25мм.Вставка сегментов,запиловка прихваток,результат.
1 балл
-
вообще участие принимают только молодежь до 22 лет. сам лично щас готовлю пасанов по аргону=) а это наше МРТК (бывшее ПТУ)=)
1 балл
-
Недостатком является курс рубля к иностранным валютам. А цена адекватная)1 балл
-
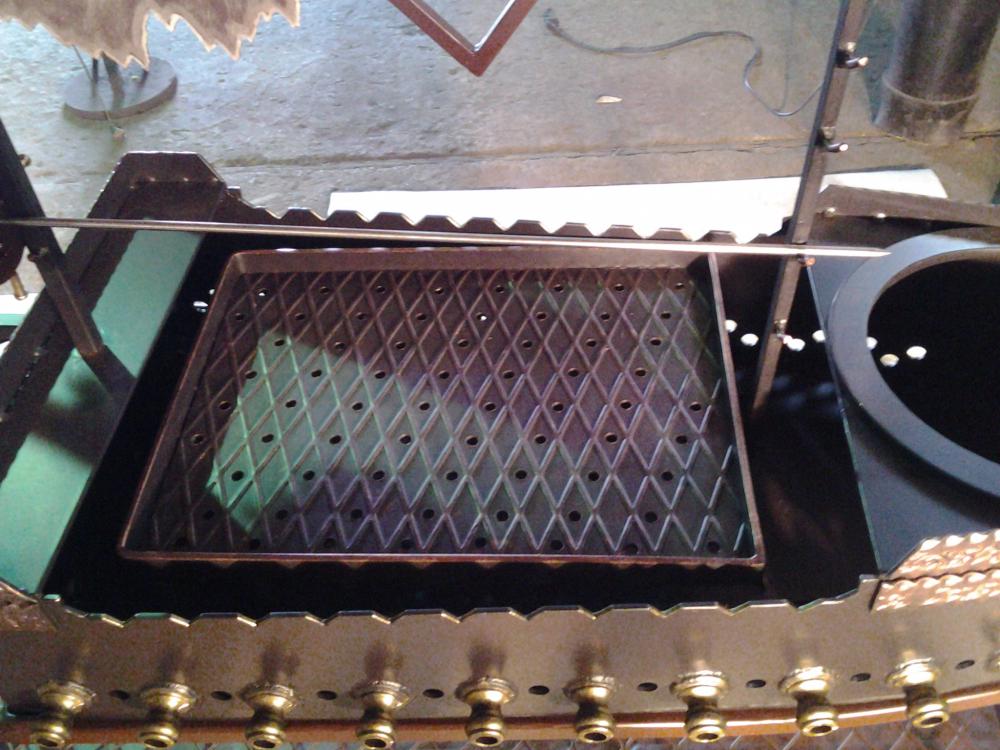
920х350х150, нерж, 4-ка
1 балл
-
Коптильня. Коптильня. = =
1 балл
-
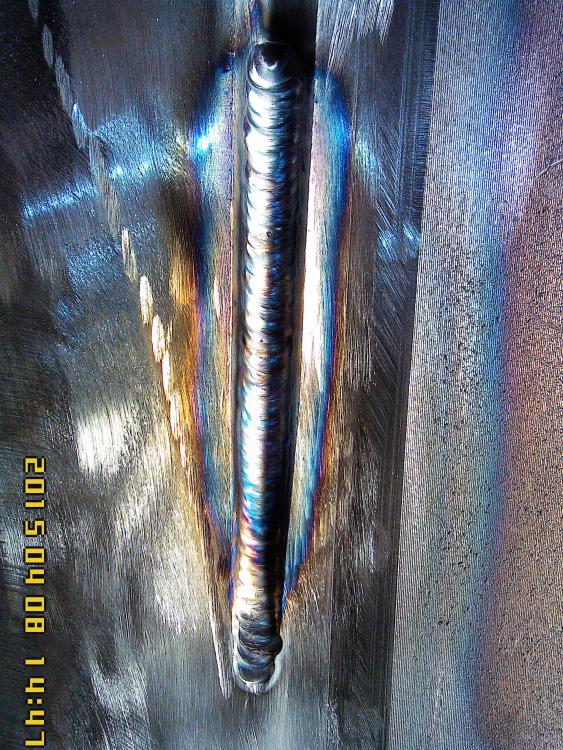
В общем так... добрались эти ванны до моих рук. Частично правда. Вся подготовка была за мной: рубил материал, состыковывал с помощником. Объяснил и разметил очерёдность сварки и стал заниматься другой работой. В итоге , на первой ванне экспериментировали 2-3 человека и не получилось так, как задумывал. Вторая ванна варилась уже одним человеком. Пусть красота швов не ахти, однако: сварка по всему периметру с присадкой. Результат меня порадовал: днище и стенки ровные! Единственное,думаю, зазор при стыковке деталей следующий раз можно чуть больше делать (если сам буду варить). Сейчас был 1 мм. Знал, что опыта у сварщика не так много, чуть подстраховывал его. На сегодня такие фото: Состыкованные ванны Перед сваркой, в угол сварки подставлен алюминий для формирования внутреннего шва и отвода тепла. Виден зазор между стенками и днищем Виды с боку после сварки. По отражению можно понять, что лист 1500х1300 остался после сварки ровным Спасибо за совет, vnuk !
1 балл
-
Способ сварки (бабочка) все же куда качественнее и проще, чем просто вести. Не поворотные стыки именно на столе очень удобно варить. Обозвал бы его ленивый способ сварки. Помню лет 10 назад не касаясь соплом изделия варил и тоже было не плохо, но на это более уходит физических затрат, концентрации внимания и напряжения тела. Бывает так, что монтажник ошибается в расчетах, а использовать новую трубу более длинную просто нет возможности, приходиться делать вставку, катушку и тут приходит на помощь(бабочка), что бы скрыть лишний стык. Когда за катаешь правильно, да еще скотч " Брайт " возьмешь, то стыка словно и нет и не было. Для примера выкладываю недавние последние работы по этой теме. Сварку провожу указанным соплом, на выходе 12 диаметр, если нет сквозняков, но обычно использую 8 ку. Сетка для распыления газа очень продуктивна, варить просто и легко, защита лучше и варить проще.
1 балл