Лидеры




Популярный контент
Показан контент с высокой репутацией 01.04.2015 во всех областях
-
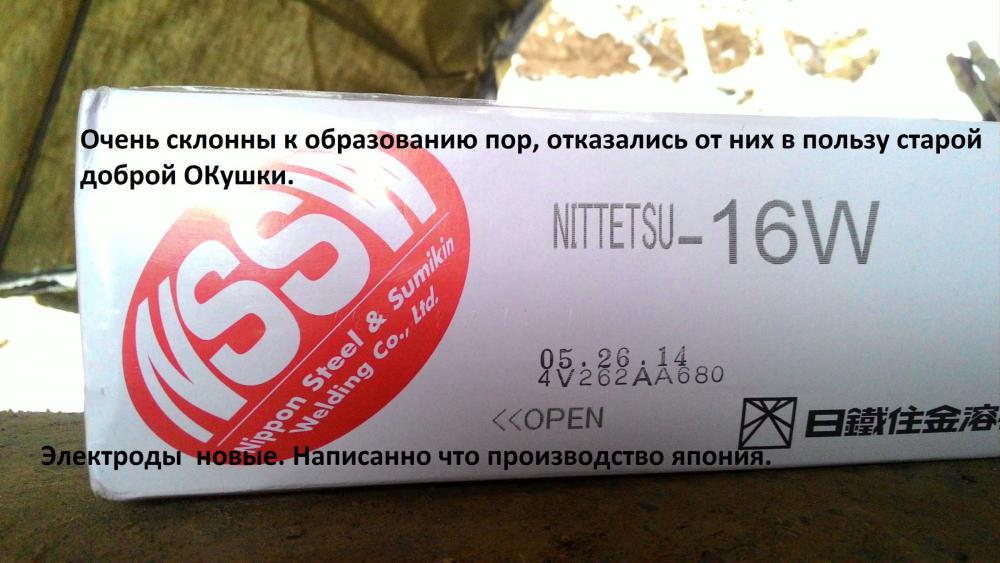
В Мариуполе задержана собака-шпион Источник 10:1601.04.2015http://www.s.0629.com.ua/section/newsIcon/subdir/full/upload/images/news/icon/1370196008_ovcharka500_142787191713.jpg Сегодня ночью на одном из блокпостов Мариуполя была задержана собака-шпион. Об этом 0629 сообщили в пресс-службе СБУ. Немецкая овчарка на протяжении нескольких недель прибегала к одному из блокпостов на восточной окраине Мариуполя. Военные жалели животное и подкармливали его. Один из бойцов даже дал кличку собаке — Жужа. Сегодня же ночью было установлено, что данная собака является российским шпионом. Когда один из военнослужащих чесал Жужу за ухом, обнаружил закрепленную в нем скрытую видеокамеру. Материалы, которые удалось извлечь специалистам из миниатюрной карты памяти, оказались шокирующими. Собака фотографировала скрытые объекты на блокпосту и делала аудиозаписи разговоров военных. Благодаря собранным материалам правоохранителям области удалось выйти на след хозяина животного. Им оказался 41-летний житель села Гнутово Ильичевского района Мариуполя. Мужчина тренировал собаку сначала самостоятельно, а затем отдал питомца для обучения на специальной российской базе в Ростове-на-Дону. Овчарке привили специальные навыки, благодаря которым она проводила шпионскую деятельность. Овчарка оказалась настолько способной, что даже научилась отличать «бандеровцев» по запаху. В дальнейшем планировалось привлекать пса для диверсионной деятельности. Владелец овчарки задержан. В настоящее время проводится сбор материалов. Военные проверяют других животных на блокпостах сектора «М» на предмет обнаружения скрытых камер или «жучков».6 баллов
-
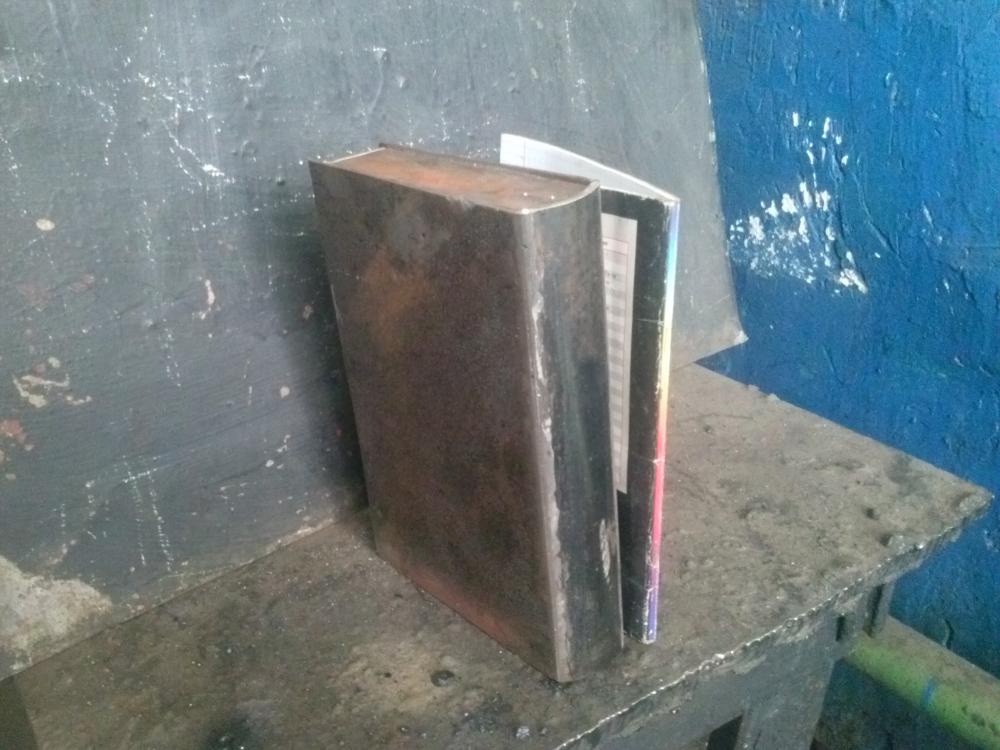
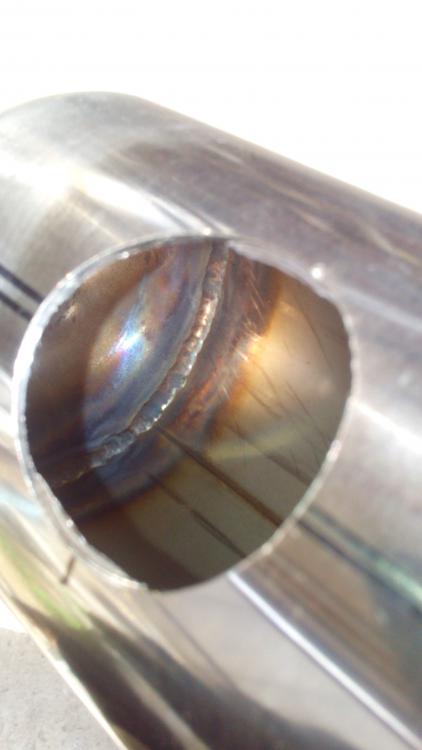
Вопрос с защитой решен, линза максимальная "джамба" керамика 12/14, расход ставил не больше 5 начинал с 15, потом снижал, защита не пострадала за предоставленные для эксперимента расходники, огромное спасибо Александру (@Миротворец)
 6 баллов
6 баллов -
Швеция, Стокгольм. Монтажная площадка, работа под открытым небом, ветром и дождём. Сварка ТИГ. Все эти условия ну ни как не хотят вязаться со сваркой трубопроводов диаметром труб 22 мм под рабочее давление до 250 bar. Тест на давление был в 380 bar. За 2 дня разработано, сварено и установлено чуть более 80-ти метров трубопроводов. Как видно, использовались все подручные средства и приспособления. Ну а что сделаешь, когда основной рабочий контейнер за 900 км и нужен там...
5 баллов
-
Данунафик?3 балла
-
@Klez, вот именно реальные и нужны. Все в ваших руках. Вот это в перлы нужно.
3 балла
-
Поправил,усилил.
3 балла
-
@Недосварщик, по опыту-почти год работы в кузне и около нее)) сварщиком на мет. изделиях. покупайте не инверторный а трансформаторный полуавтомат. он надежнее в условиях производства в кузне. такого типа http://cyclony.ru/catalog/pdg-240 http://vst.satu.kz/p716751-svarochnyj-poluavtomat-korsar.html а проще и дешевле-обычный сварочный трансформатор с возможностью подключения 220/380 http://vst.satu.kz/p715674-svarochnyj-transformator-tdm.html http://vst.satu.kz/p1750335-svarochnyj-transformator-tdm.html2 балла
-
А мы вчера наконец-то закончили маршевый двигатель. Правда пришлось модернизировать головную часть космического челнока, так как ионные двигатели пространственного положения были не расчитаны на увеличение тяги основной силовой установки. И наконец то заработала гравитационная установка. Теперь мы спокойно можем менять ускорение от ноля до 40км\сек практически мгновенно, что позволяет нам совершать маршрут замля - луна 2 раза в сутки вместо одного раза как было до этого. Так-же пришлось прикрутить лазерный маячок, так как прикрученный ранее автомобильный клаксон было не слышно в безвоздушном пространстве, а без него пилот не замечал, что параметры двигателя выходят за запрограммированные пределы. В общем эксплуатируем с вчерашнего дня челнок полным ходом вместе со спонсором. Фотографий к сожалению предоставить не могу, надеюсь вы понимаете, что этот проект является коммерческой и военной тайной. Но могу рассказать какого обьема мы установим топливные баки при следующей модернизации. Ну и понаставил вам марсианских плюсиков, так как полностью солидарен с вашими действиями. Правда у нас уроженцев красной планеты - "марсианский плюс" это ваш Земной минус. Но думаю, что это не страшно и отражает адекватную оценку тем фотографиям которые вы нам показали.2 балла
-
@Sakhalin_Cat, лучше солнца нет ничего=)2 балла
-
да мне тоже понравилось .... ни разу не варил но в планах люминь и нержу варить, тебе на каком нить простом освоить начало а потом выбирать,а то получится либо свисток не исправен либо акула глухая2 балла
-
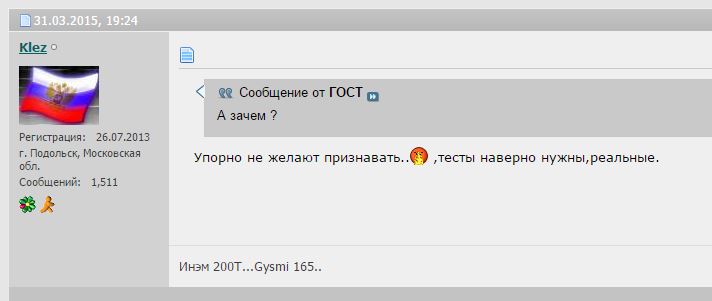
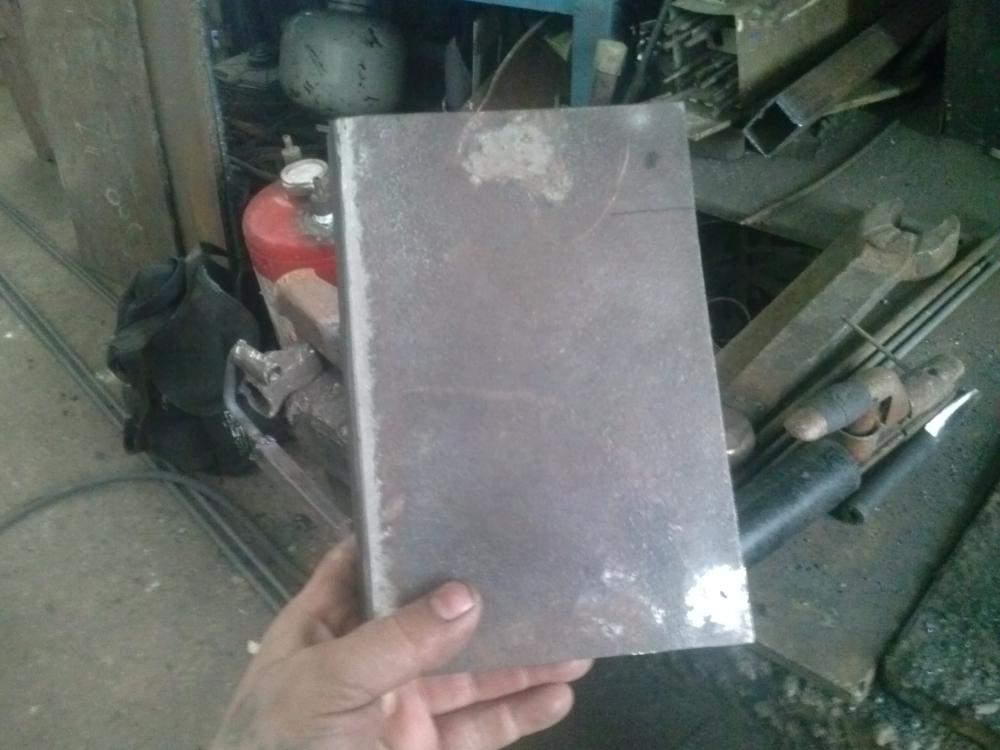
среда ни туда ни сюда,на улице слякоть с машиной ковырятся не охото выездов нет...ну думаю перепаяю радиатор для 3 печки для салона-сказано сделано,но патрубки отрезал а чем глушить и вот оно самые дешовые заглушки стоимостью 1 тенге,паял не сам, а Воробей кузнец....пока мне чудили с радиатором сделал человеку спец заказ книжечку....книжка-сегмент трубы на 40 на переплёт и 3 ,ну и так чутка смекалки и пружина...вышла тяжеловатая но человек доволен
2 балла
-
Гржемелик http://www.smailikai.com/smailai/13/fer/13_fer_06_smilies_tik_lt.gifhttp://www.smailikai.com/smailai/13/fer/13_fer_1434.gif http://f5.s.qip.ru/IA4wMyZd.png2 балла
-
Вот как вам помочь? Во первых какой шов будет , в стык, угловой наружный, угловой внутренний, в нахлест и т.д. Второй вопрос , вы варили и опытны или только учится будете, если учится то эти два листа пойдут на учебу и прожоги будут на 20 амперах , опытный может сварить и на 30амперах и на 60амперах, все зависит от ловкости и сноровки.2 балла
-
Тренеруюсь.
2 балла
-
4043 1,6мм, 7л/мин
2 балла
-
31 марта 2015 года. Город Мурманск.1 балл
-
Свободу Жуже! В Российской армии есть ещё и голуби, караси суслики разведчики.1 балл
-
@russia811, Просто у нас работа от нескольких тонн, до сотен.1 балл
-
Устроился в колхоз сварщик. Приезжает к нему тракторист: — Сцепку привари. Приваривает. Трактор отъезжает метров десять и все отваливается. Тракторист возвращается: — Нормально привари! Приварил. Трактор приезжает на поле, прицепить ничего не успел — сцепка снова отваливается. Приезжает снова. — Ты сварщик или кто?! Ты нормально приварить можешь? — Мужик, иди ****й! Я раньше подводные лодки варил, никто не возвращался. А ты — задолбал уже!1 балл
-
на работе мужикам рассказал всю планёрку ржалиии1 балл
-
Спасибо большое до Мурманска дошла быстро вещ отличная качество супер . уже испытываю . ещё раз спасибо.
1 балл
-
С защитой ОК, цвет шва оч.красивый. А у Вас снижение тока дуги =0 ? В конце шва образовывается кратер. Я обычно ставлю 8-10 секунд, для труб в самый раз.1 балл
-
http://www.youtube.com/watch?v=3NzpTFr9Dvc1 балл
-
ЗапраЦто! http://metalgeek.com/static/cope.pcgi Разные диаметры, под разными углами, даж по моему с эксцентриситетом по осям можно... Распечатываете полученный в PDF (или другом, на выбор формате) шаблон, вырезаете, накладываете на трубу, обводите... А уже резанную по шаблону трубу, прикладываете к той, в которую нужно врезаться и обводите контуры. В PDF лучше, потому что у этого формата изображение изначально на стандартные размеры листов (АЗ, А4, А2) масштабировано. Поверочная "пристрелка" через принтер будет короче по времени, чем с другими форматами файлов... У него (Дена Хоппера) есть и офлайновая программка под "досей". http://metalgeek.com/static/dan/ Сам правда не использовал. Не было необходимости сливать. Инет всегда доступен...1 балл
-
http://cs7052.vk.me/c540101/v540101222/2fbcb/TaqJCiYJpXQ.jpg1 балл
-
Думаю это можно назвать перлом "сварщика".
1 балл
-
в обсщем не знал куда впихать это но думаю что сюды само то,приехали сегодня коллеги с юга,на своём агрегате для выполнения наплавочных работ по устранению дефектов рельс,вот фото их чуда
1 балл
-
а понедельник день пустой ,весь день снег валил,пришлось занятся кренделями на воротца,на прошлой неделе завёз на волжане(начинает трудится),узоры нагнули в кучку собрали,между делом фих знает что-из старого огнетушителя ёмкость с распылителем-внутрь вода порошок + воздух -мой машина...ближе к вечеру по мелочи катушки порезал с 50 по 60 мм,так себе день..
1 балл
-
Добавлю негатива! Аппарат Форсаж 161 несколько раз сдавал в ремонт и каждый раз получал назад неисправным! Я понимаю, в чем уже слышал упреки, что не сам отвозил в ремонт, а занимался снабженец нашей организации, которому пофиг все это. Но однако сам я жаловался производителю на некачественный сервис и в итоге справка, что аппарат исправен и неисправный аппарат после месячного ремонта. http://www.youtube.com/watch?v=BlCLzz0sT0Q1 балл
-
Что-то страшно милое и противоестественное есть в этих проектах. http://www.youtube.com/watch?v=-vzC7bG8E8g "The Time" слушал ещё на "Дайне", потом на "Дельфине", потом на вертушке-"Pадиотехнике", теперь вижу на "Ю-Тубе" в австралийской версии. Иногда возникает чувство, что все мы сдохнем, а "шоу будет продолжаться... бриллиант будет сверкать"...1 балл
-
@blazen79, а я не Вам лично. Просто есть такое представление о некоторых "певичках". К примеру о М. Капуро: "-А,.. которая про лошадку поёт? Знаю!" Между тем Марина победила в международном конкурсе "АББА", участвует в кантри-проектах и иногда по-дружбе бэк-вокалисткой у "Чиж и К0". А Sam Brown позволила себе не пойти на поводу у продюсеров, была у "Pink Floyd II" на подпевках, и ещё много чего. http://www.youtube.com/watch?v=sxo0OJkbaMY1 балл
-
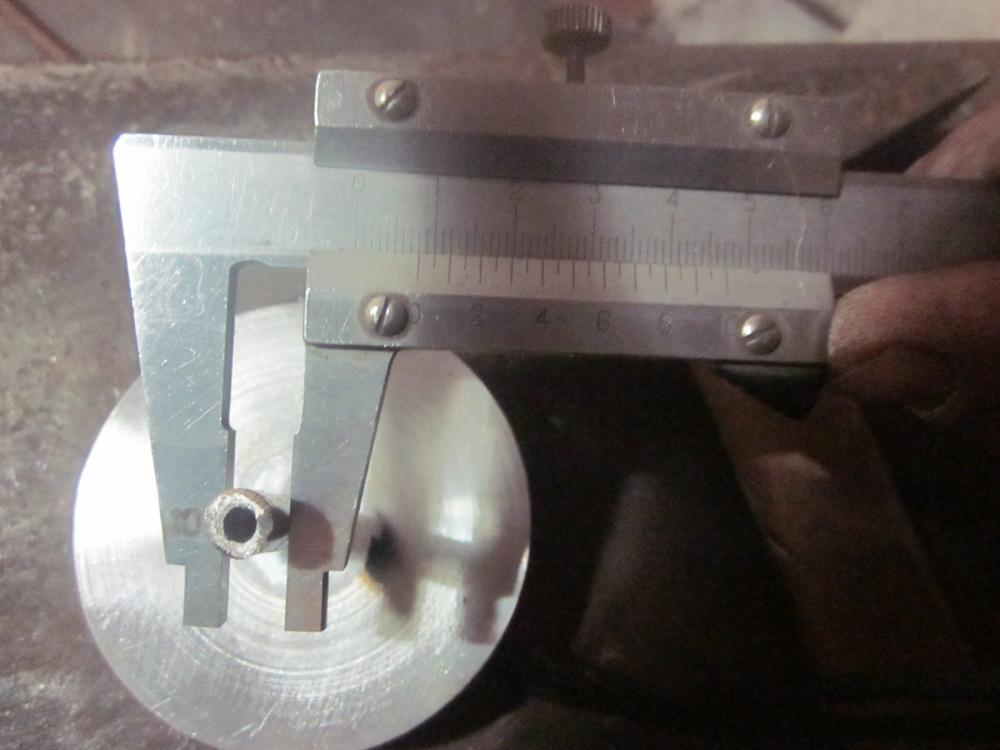
Завалялись артефакты с тех лет:
1 балл
-
@pavlo71, первый шов 2см от стены, без операции, хотя есть хитрость сварки, а так шов простой! Второй вплотную к стене, с операцией! Можно было и без неё сделать, но в последнее время все сложней получается, не стал рисковать.
1 балл
-
Выходные сварщика с иллюстрациями, или Ночь в музее пивоварне. Вызвали для починки ёмкостей.Свистят, подлые, по швам... "Варочный цех" представляет собой зело влажное помещение. Оттого сварочник разместил в сухом коридоре. С БВО ничего особо не случится, поэтому подтянул его поближе к месту сварки. Сварочные кабели и кабель управления пришлось наращивать удлинителями. Разделал дефектный шов. Заварил. На одной ёмкости-400 мм и на другой-2000 мм. При опрессовке засвистели дырочки рядом с швом. Опять дрель, болгарка и сварка... Напоследок-залечил трещины и забоины на бурте смотрового люка. И самое тяжелое... Это-не сварка, а перетаскивание содержимого "тревожного чемоданчика"...
1 балл
-
Недавно вытащил из загашника, настроил. От тестя осталась, какого года трудно предположить но если учесть, что Петрович приехал в Комсу в 1951, может 60-ые? http://f6.s.qip.ru/150Uz3CMG.jpg1 балл
-
Всем привет,давно не отмечался.Эстакада под баланс + разделочный стол,2,5 дня работы,габариты 12000х40000х1000
1 балл
-
Обожаю долгими вечерами сидеть и переделывать работу "супер архонщиков",отдельный вопрос чем они варили?Наверное это останется вечной тайной.Проходишь дугой-чистишь черноту,проходишь-чистишь,проходишь-чистишь......
1 балл
-
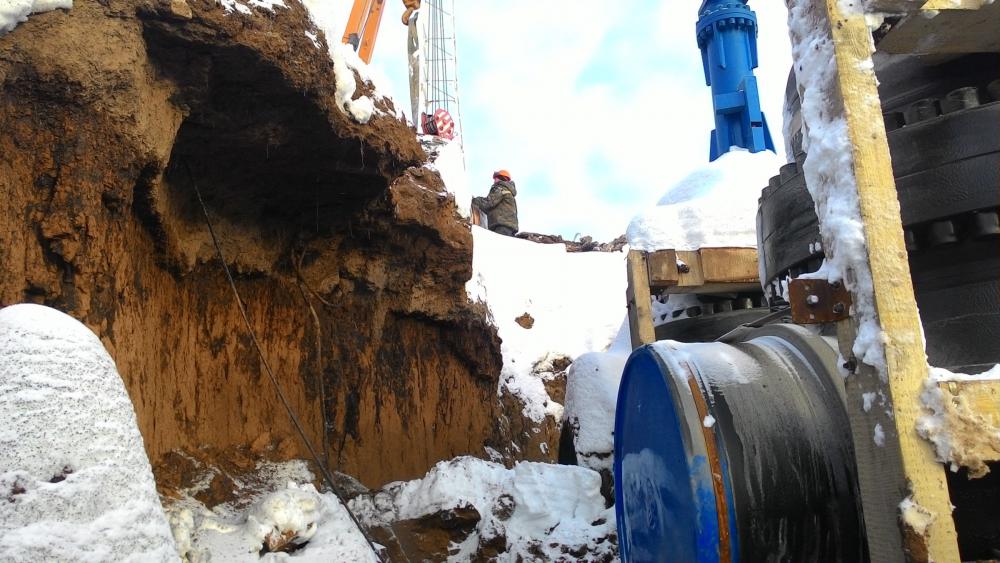
Поделюсь фотками. Моя работа только на улице. Варим 1220мм стенка 16 -18 мм. на фасонине потолще. Работаем в Улу - теляке. На Транснефть.
1 балл
-
@rumb, если баллон под сжатый газ прошёл аттестацию, то он взорвётся сам по себе вряд ли. При нарушении правил эксплуатации возможно всё. Углекислотные баллоны заливают сжиженной углекислотой. Жидкости, как известно, не сжимаемые. В случае, если углекислоту налили, что называется, по горлышко, не оставив места под газовую фазу, бабах очень даже вероятен. Потому, что жидкости, хоть и не сжимаются, но, с нагревом-расширяются. Таким же макаром рвёт и не по правилам заправленные пропановые баллоны.1 балл
-
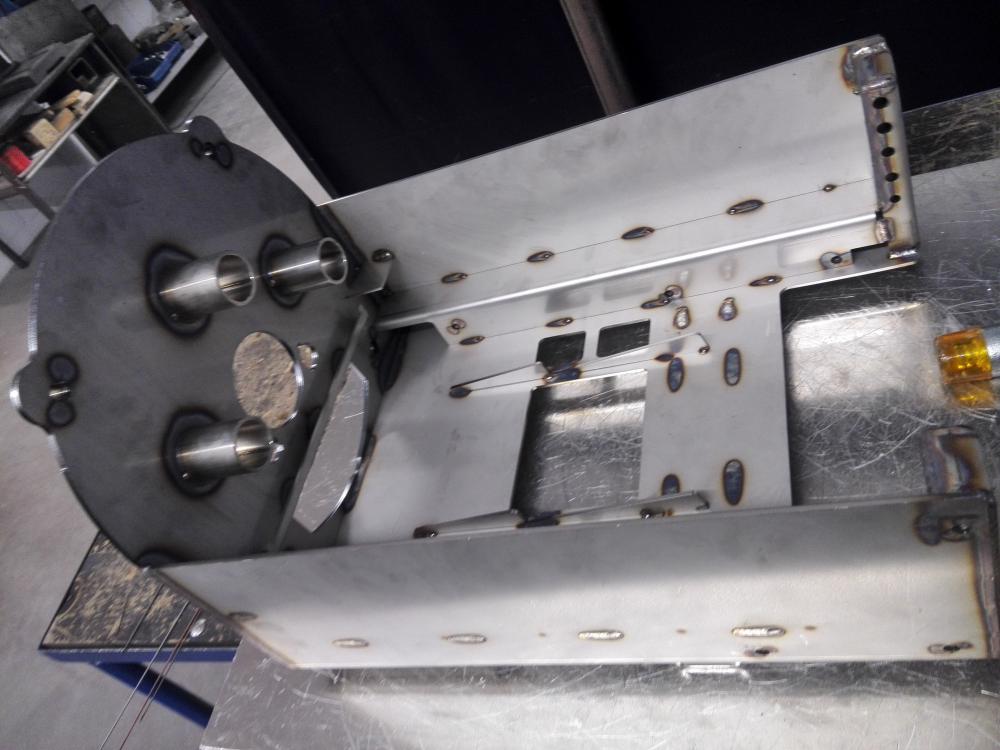
Сварка заготовок, монтаж опор вроде так называются.
1 балл
-
Доделывание септика, сначало за одним сварным доваривал его творение размерами от 10 до 20мм зазоры на половине заглушки трубы 1420 мм, день тока ушел чтобы заглушку сделать лист 8мм прихватили к трубе, с помощью крана подняв, очертить нечем шараж монтаж бедный маркеров нету и толку в -30 от них если даже лист прогреть нечем кроме резака, мела тоже нету, прочертилку начальство даже не слышало,пришлося лезть в трубу и резать с нутри, обрезал и получилося с зазором 3-4 мм в принципе нормально по ней можно было еще две вырезать не заморачиваяся, но у нас легких путей не ищут, отправляют на следующий день на куст и ставят на него бругаду технологов, монтажники в одном месте подогнав ставят заглушку вваривают регистр и обваривают его и технологический колодец с боку подгоняют и прихватывают там без зазоров не как не сделаешь, и уежают домой, нам с напарником монтажником пришлося помучиться с заглушками. Вот так прошли предновогодние дни и Рождественские каникулы, закончили мы его 8 января, погода была отличная -35 до -47 градусов иногда с ветерком. Забыл добавить труба намагниченая, электрод примагничевает и не плохо местами.
1 балл
-
Всем Привет, давненько не виделись))) Поделюсь тоже своей "новой работой" с нового места Вообщем вот такие печки теперь делаю) работа не пыльная, нормальная, мне нравится)
1 балл
-
ГОСТы,СНиПы, СанПины, РФ может,кому пригодится. сборники http://www.gosthelp.ru/ форум,поиск,документы http://www.gosthelp.ru/phpBB3/index.php?1 балл
-
@Менгон, Ваше фото в редакторе обработано или "исходник" такой? Все-таки у трансформаторов переменного тока родом из СССР свой шарм есть. Вот классно они варят и все тут. Не знаю, как объяснить - "на кончиках пальцев" чувствуется его надежность. Внешний вид - смотреть страшно, а звук дуги и сама дуга - как бальзам на сердце.1 балл
-
Калитка -наружу, ворота -вовнутрь.
1 балл
-
рекомендации по сварке дуплексных нержавеющих сталей.pdf День добрый выдержка из рекомендаций по сварке дуплексной нержавеющей стали:1)Не требует подогрева,в случае если он проводится температура не должна превышать 150гр. Если сварка ведется в несколько проходов температура шва между проходами не должна превышать 150 град. Охлаждение после сварки должно проводится достаточно медленно без воды и обдува воздухом.Хим состав присадочного материала близкому по хим составу основного металла,но спривышением до 9% никеля1 балл
-
Закончили. Опробовали на каком то чурбаке. Покрасили. ПуЩай теперь молодёжь играется. Не себе делал и не на продажу и не один. Вот так. Всё обошлось без токаря. Но с его услугами было бы не в пример лучше.Может в следующий раз. А может кто подскажет ещё чего интересного сделать. В смысле такой же станок но лучше. И чтоб тоже тока дрель, болгарка, инвертор, ну токаря чуток.
1 балл
-
Последние "штрихи" в сборке токарного станка по дереву.
1 балл
-
Возьми попробуй. Задутая труба,около 12 давление на шариковом манометре, Ну 10 минимум и выход газа мм 6, как на стандартных резинках, если нет их. Газ в трубе не дает металлу возможности большого валика, если правильно создано давление, то шов идет внутри заподлицо. Еще следует учесть сопло на выходе 12 с распылительной сеткой для хорошей защиты ванны. Подавать присадку М-ку прямо в центр ванны,скорость подачи приличная,проволока уходит быстро, ведь идет на корень заполнение и сразу же ложится лицо. Подобный вариант сварки хорош для не поворотных стыков с 6 на 12. Переломов нет и перегрева особо тоже нет. У меня в настоящее время нет к сожалению такой работы, как будет, сразу же выложу стык на половину готовый и разделку. Добавлю, проволоки уйдет ровно столько,сколько нужно при подаче, так как уже говорил, давление газа в трубе не даст вылезти металлу без ограничения, таким образом подача придёт в заполнение и облицовку.1 балл
-
Blazen, еще не мало важный факт при сварке нерж. допустим толстостенной трубы, после прохода корня не забываем про щетку по металлу, чистим первый шов до бела перед заполнением, если есть 3 проход при толщине трубы, чистим и после второго прохода гарь и так до конечного результата. Помним, что гарь на шве мешает корректному переправлению металла и тормозит его переплавку. Лучше чистить, так же как и откусывать горелые кончики проволоки перед сваркой.1 балл