Лидеры




Популярный контент
Показан контент с высокой репутацией 17.03.2015 во всех областях
-
аааа вот и снова про камаз,вчера опять энтот камаз поехал на перегон и где то там застрял гад,его вояки дёрнули УРАГАНОМ,в итоге свернули причиндал для фаркопа,вот результат, хотя данная приблуда не разрешенаааа,но нашему начальству абсолютно по барабану,кто то скажет поставить фаркоп выше тогда придётся переделывать дышло на саке- а это не выход,потому как сак и на зил и на мтз и на газоны цепляют
 6 баллов
6 баллов -
Здравствуйте. Изготовили очередной костюм по индивидуальному заказу местному участнику. В основе - усиленный костюм сварщика. Плюс дополнения по карманам на брюках, рукавах куртки. А также резинка сзади на куртке и манжеты на рукавах.
6 баллов
-
Закончили ремонт оси прицепа
6 баллов
-
Кое какие фото с работы. Токарка, пальцы на фронтальный погрузчик Резка кислородом Трубу варю Три обломыша Немного полуавтоматил
5 баллов
-
P.S. Просьба всякие ассоциации прекратить.
4 балла
-
Первоначальный образец. КБ "Буран".Сейчас не используется.Собрал назад,чтобы сделать фото."стояночное" и "транспортное" положение.И подставка под аргон.
4 балла
-
Ещё не много...
4 балла
-
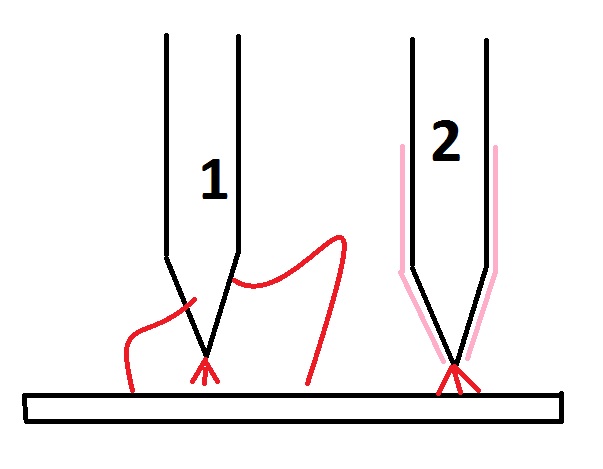
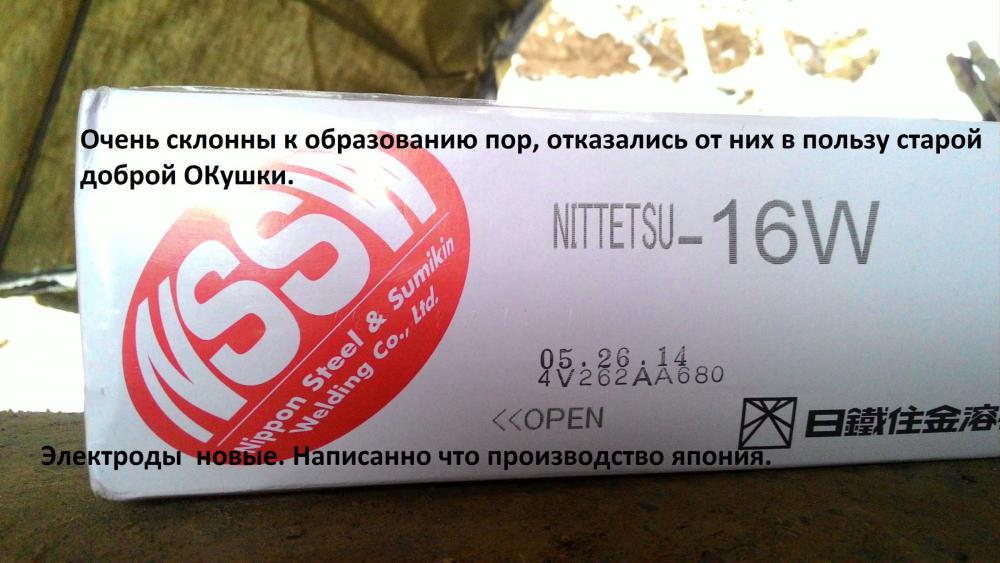
Продырявить сможет и та и эта. Проблема в том что маломощная АС дуга любит гулять по электроду, может стрелять не скончика а гораздо выше при этом изгибаясь и бегая по детали, и не всегда даже помогают электроды меньшего диаметра. А высокая частота способствует концентрации дуги на кончике электрода. Многое конечно от аппарата зависит, на моем АС ток просто на высоте в любом режиме, а DC ток хорош , но немного какой то пушистый по сравнению с вот этим аппаратиком из 90х годов но он только DС ток выдает, в этом наверное его и преимущество. Вообще раньше без балансов и частот варили тонкое и очень тонкое. Применяли всякие ухищрения, вот например для малых АС токов, чтобы дуга не бегала вверх по электроду на него надевали на кончик одноразовый керамический колпачок (как в авто свече центральный электрод ), вот примерно нарисовал. На ТИР315 стабилизация тока переходящего через ноль работала четко и дуга всегда на кончике была, не гуляла.
3 балла
-
Я сдуру пошел на рекорд, Хотел перевыполнить норму. Но кончился мой электрод, И я потерял свою форму. И как-то я духом поник, Достал сигарету устало. Увы! Я всего лишь ручник, РД безнадежно отстала. Не вышло метрового шва, А совесть терзает, однако. Освоить бы мне «цэ о два», И гнать километры без шлака. Я в день бы две нормы давал, И был у стажеров в престиже, И лихо баллоны катал, И даже имел пассатижи. Начальству крикнул бы: «Стой!» И запросто за руку с ним бы Я был бы наверно святой, А маска держалась на нимбе. Но я б не варил под просвет, Меня избегал бы наладчик, И все говорили во след: «Вон, полу-пошел-автоматчик». Ох! Краги бы выдали мне, С готовой уже распальцовкой, А рядом, чуть-чуть в стороне Монтажники на подтанцовке. А я бы их только корил, И звал бы их «косякопоры!» За то, что где я заварил, Находят какие-то поры. Они о наличии брызг Как малые дети роптали, Но их под турбиночный визг Начальник услышит едва ли. Я может быть что-то еще Исполнил для полного понта, Вот только б ручник-старичок, Ругался во время ремонта. Вот так я завис невзначай, Взглянул на часы «да ну нафиг!» — Пора собираться на чай, Нельзя игнорировать график. Не вышел сегодня рекорд, Зато поработал без брака, И я не отбив даже шлака Пойду невъебенен и горд. Автор неизвестен.2 балла
-
@Сусанин, Трещину разделал и сварил сразу три тела, вставку и обе половинки. А труба это как накладка для усиления шва только стоит внутри.2 балла
-
Не получится,процесс творческий,требует основательного подхода. Ремонт дверных шарниров,задним стойкам дверей кирдык,задние колёсные арки нуждаются в ремонте.Под передними крыльями, боковая стенка"лодки" сгнила.2 балла
-
Колокол чугун фот его давал выше Сильно не бейте . Шов помеченый черным маркером это кто то до меня варил электродом.
2 балла
-
http://s00.yaplakal.com/pics/pics_preview/2/1/0/5052012.jpg2 балла
-
Двое из "заходящих только покушать". Сейчас у них особенно много дел.Дерутся(между собой редко), метят территорию,"поют песни","опыляют" соседских кошек
2 балла
-
2 балла
-
Вот это удар ! http://www.youtube.com/watch?v=Fa6sCwSaW3o http://www.youtube.com/watch?v=G35VxCL2MhY2 балла
-
Двое из"банды" . Кошка, домашнее "погоняло"-триколор,спит на ресивере,мешает переключать телевизор супруге,конфликтуют по этому поводу,кошка всегда отмалчивается, кот Басик-пытается приветствовать участников Вебсварки-лашет лапой
2 балла
-
Если в вашем городе нет перспективных мест работы а на вахты или переезд вы неготовы или работать ради того что бы была хоть какая работа то наверное не стоит! Заметь многие здесь сварщики стараются работать на себя или подрабатывают(калымят),это явно не от хорошей сытой жизни! PS:Сейчас на ранке труда всё больше востребованы станочники,отчасти от того что на 2-5 сварщиков на производстве приходится 10-ок фрезеровщиков,пол-100 токарей,и т.д.(большой% специалистов в среднем или предпенсионном возрасте).От всё этого и большего дефицита по этим специальностям их зарплаты начинают опережать зарплаты сварщиков.2 балла
-
Дуговая сварка не рекомендуется
1 балл
-
На подножке была отломлена "шпора"(давно, не мной).Изготавливаем(катанка 6мм),зачищаем, привариваем,вуаля.Покрашу завтра вместе с подножкой.
1 балл
-
Рад,что тебе понравилось, Вячеслав.1 балл
-
Гы
1 балл
-
От 140 он только искрить будет, а не варить.1 балл
-
,Да простят меня модераторы.У 469-х свои болячки,своеобразные.Много скрытых полостей не проветриваемых,потому гниёт,"лечить" только кардинально,как говорят:-да прибудет с Вами Сварка и болгарка©.Ставь 409-й,по веселее аппарат передвигаться будет.1 балл
-
@круазик,Комплектующие все есть,процесс знаком (правда в основном "буханки"),морока будет с двигателем(есть 409). главное ввязаться в бой, а там разберемся.С временем проблема.1 балл
-
Пришел второй такой же блок , фото тоже выше выкладовал . Но с другой проблемой. Уточнил машина 1938 года ЗИС. Буду варить , номер бы сохранить.
1 балл
-
Маленький трюкач: http://www.ebaumsworld.com/video/watch/408/1 балл
-
Молодец. Распознал монтаж. (Вот так делаются видео доказательства для новостей.) Второе видео реального мастера, участника чемпионатов россии1 балл
-
@Лепило, Лавку там показывать не чего.Система палок и верёвок.Я её 15 лет назад изготовил.Однозначно другую делать буду. Стойки такой конструкции изготовлены специально.Занимают в полтора раза меньше места,чем предыдущие с перемычкой.Да ещё и сложить можно. Стол делаете монтажный?Мне кажется ровным он ни когда не будет.Я себе два делал из 3мм и сейчас из 4мм.Всё равно очень быстро кривится.Толстостенный хорошо бы.Сам о таком мечтаю. Закончил гиперэкстензию (почти ).Пару размеров сделал бы другими.Первый блин комом.Уже опробовал.Спина классно закачивается.Может спину свою вылечу.
1 балл
-
А если повторный ремонт станка обойдётся в тридороже ремонтной детали? Тема была о том, как сварить и забыть, а не о том как голову ломать над тех. процессом, который в десятеро дороже самого зубила, сверла, бура. Но если уж на то пошло, то как Вы себе мыслите "токарку" с помощью абразивного круга?1 балл
-
Доделал вторую сторону.Срезал ниже прожектор.(зря).Буду переделывать.Делаю мобильный обогреватель на базе ОВ-65.Почти сделал.Жду бак. И самое главное: фото выложил сам.Все сейчас громко смеются.Даже кто стоит за спиной и читает
1 балл
-
Сварным соединением как конструктивным элементом называют участок конструкции, в котором отдельные ее элементы соединены с помощью сварки. В сварное соединение входят сварной шов, прилегающая к нему зона основного металла со структурными и другими изменениями в результате термического действия сварки (зона термического влияния) и примыкающие к ней участки основного металла. Сварной шов представляет собой закристаллизовавшийся металл, который в процессе сварки находился в расплавленном состоянии. Разделение этих понятий необходимо потому, что сварной шов как связующая часть соединяемых элементов определяет геометрическую форму, сплошность, прочность и другие свойства металла непосредственно в месте сварки. Свойства сварного соединения определяются свойствами металла самого шва и зоны основного металла, прилегающего к шву, с измененной структурой и во многих случаях с измененными свойствами — зоны термического влияния. Необходимо учитывать и некоторую часть основного металла, прилегающую к зоне термического влияния и определяющую концентрацию напряжений в месте перехода от металла шва к основному металлу й пластических деформаций в зоне термического влияния, что отражается на характере и распределении усилий, действующих в сварном соединении. По форме сопряжения свариваемых элементов можно выделить следующие основные типы сварных соединений: стыковые (рис. 1,а), тавровые (рис. 1, б и в), угловые (рис. 1, г), нахлесточные (рис. 1,д). Сварные швы подразделяют по форме поперечного сечения на стыковые (рис. 2, а) и угловые (рис. 2, б). Разновидностью этих типов являются швы пробочные (рис. 2, в) и прорезные (рис. 2, г), выполняемые в нахлесточных соединениях. По форме в продольном направлении различают швы непрерывные и прерывистые. С помощью стыковых швов образуют в основном стыковые соединения (рис. 1, а), с помощью угловых швов — тавровые, крестовые, угловые и нахлесточные соединения (рис. 1, б-д), с помощью пробочных и прорезных швов могут быть образованы нахлесточные и иногда тавровые соединения. Стыковые швы, как правило, выполняют непрерывными; отличительным признаком для них обычно служит форма разделки кромок соединяемых деталей в поперечном сечении. По этому признаку различают следующие основные типы стыковых швов: с отбортовкой кромок (рис. 3, а); без разделки кромок — одно-сторонние и двусторонние (рис. 3, б); с разделкой одной кромки — односторонней, двусторонней; с прямолинейной или криволинейной формой разделки (рис. 3, е); с односторонней разделкой двух кромок; с V-образной разделкой (рис. 3, г); с двусторонней разделкой двух кромок; Х-образной разделкой (рис. 3, д). Разделка может быть образована прямыми линиями (скос кромок) либо иметь криволинейную форму (U-образная разделка, рис. 3, е). Угловые швы различают по форме подготовки свариваемых кромок в поперечном сечении и сплошности шва по длине. По форме поперечного сечения швы могут быть без разделки кромок (рис. 4, а), с односторонней разделкой кромки (рис. 4, б), с двусторонней разделкой кромок (рис. 4, в). По протяженности угловые швы могут быть непрерывными (рис. 5, а) и прерывистыми (рис. 5, б), с шахматным (рис. 5, в) и цепным (рис. 5, г) расположением отрезков шва. Тавровые, нахлесточные и угловые соединения могут быть выполнены отрезками швов небольшой протяженности — точечными швами (рис. 5, д). Пробочные швы по своей форме в плане (вид сверху) обычно имеют круглую форму и получаются в результате полного проплавления верхнего и частичного проплавления нижнего листов — их часто называют электрозаклепками, либо путем проплавления верхнего листа через предварительно проделанное в верхнем листе отверстие. Прорезные швы, обычно удлиненной формы, получаются путем приварки верхнего (накрывающего) листа к нижнему угловым швом по периметру прорези. В отдельных случаях прорезь может заполняться и пол-ностью. Форму разделки кромок и их сборку под сварку характеризуют четыре основных конструктивных элемента: зазор b, притупление с, угол скоса кромки beta и угол разделки кромок alfa, равный beta или 2 beta Существующие способы дуговой сварки без разделки кромок позволяют сваривать металл ограниченной толщины при односторонней сварке ручной — до 4 мм, механизированной под флюсом — до 18 мм). Поэтому при сварке металла большой толщины необходимо разделывать кромки. Угол скоса кромки обеспечивает определенную величину угла разделки кромок, что необходимо для доступа дуги в глубь соединения и полного проплавления кромок на всю их толщину. Стандартный угол разделки кромок в зависимости от способа варки и типа соединения изменяется в пределах от 60 ± 5 до 20 ± 5 градусов. Тип разделки и величина угла разделки кромок определяют количество необходимого дополнительного металла для заполнения разделки, а значит, производительность сварки. Так, например, Х-образная разделка кромок по сравнению с V-образной позволяет уменьшить объем наплавленного металла в 1,6- 1,7 раза. Уменьшается время на обработку кромок. Правда, в этом случае возникает необходимость вести сварку с одной стороны 1ва в неудобном потолочном положении или кантовать свариваете изделия. Притупление с обычно составляет 2 ± 1 мм. Его назначение — обеспечить правильное формирование и предотвратить прожоги в вершине шва. Зазор b обычно равен 1,5-2 мм, так как при принятых углах разделки кромок наличие зазора необходимо для провара вершины шва, но в отдельных случаях при той или иной технологии зазор может быть равным нулю или достигать 8-10 мм и более. Для всех типов швов важны полный провар кромок соединяемых элементов и внешняя форма шва как с лицевой стороны (так называемое усиление шва), так и с обратной стороны, т. е. форма так называемого обратного валика. В стыковых, особенно односторонних швах трудно проваривать кромки притупления на всю их толщину без специальных приемов, предупреждающих прожог и обеспечивающих хорошее формирование обратного валика. Важное значение также имеет образование плавного перехода металла лицевого и обратного валиков к основному металлу, так как это обеспечивает высокую прочность соединения при динамических нагрузках. В угловых швах также бывает трудно проварить корень шва на всю его толщину (см. рис. 1, б и в), особенно при сварке наклонным электродом. Для этих швов рекомендуется вогнутая форма поперечного сечения шва с плавным переходом к основному металлу, что снижает концентрацию напряжений в месте перехода и повышает прочность соединения при динамических нагрузках.
1 балл
-
Отметил День ЖКХшника в гараже. Кемерунцы-народец бедный и жадный. Оттого поручни в очередной санузел для инвалидов опять-таки делал из отходов производства. Труба Ду-32 и лист 6 мм. Зачистил и сдал в покраску. Из дружественной СТО притащили поддон с Мерса-124. Это-уже ели варили до меня... Замазали эпоксидкой. Обколотил. Обнажилось вот что... Вид изнутри. Вырезал и заварил по-новой.
1 балл
-
глава прайда. ведет себя скромно, но ее боится вся "банда"
1 балл
-
Склеить, покрасить и подкинуть. (хоть короткая - но радость кому то)1 балл
-
, спасибо за предложение, но я очень далеко от Рязанской области. А вообще подобные вещи по возможности лучше сохранять. Пройдёт ещё немного времени - станет раритетом, будет цениться у богатых коллекционеров.1 балл
-
Также отдал свою Дружбу и Урал... задаром.. теперь уже 8 лет использую Штиль 180 и Хускварну 142 и горя не знаю.. не ломается ничего... чувствую, что где-то засада, но где?...1 балл
-
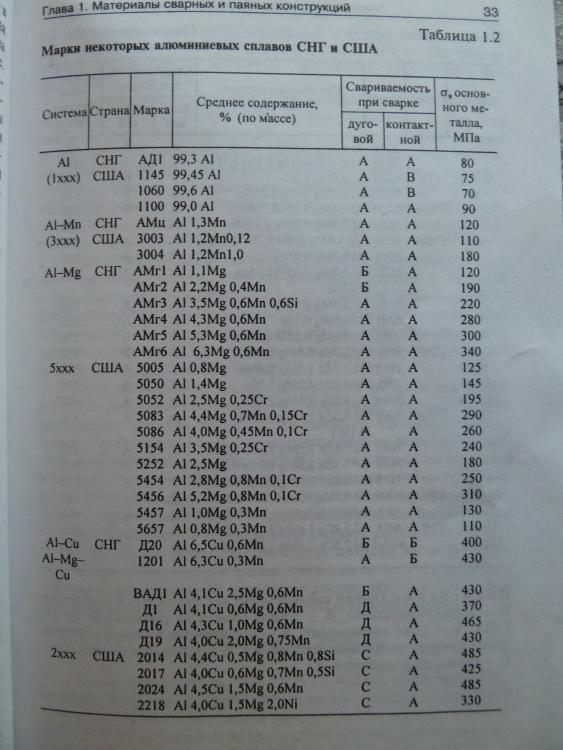
Абсолютное большинство алюмосплавов, применяемых в моторно-трансмиссионном направлении-с кремнием. Отсюда следует, что присадку применяем 4043. Электротехнический алюминий (провода)-табу!1 балл
-
... http://i038.radikal.ru/1503/6d/bc8a00e8a798.jpg1 балл
-
http://www.youtube.com/watch?v=KWYnGQ8TIL01 балл
-
Один из карьеров около Оленегорска А эти фотки с интернета, самый первый карьер Ковыряют землю, что бы добыть железную руду, что бы выплавить сталь, что бы из этой стали изготовить машины, что бы ковырять землю , чето я глубоко "копнул".1 балл
-
"Это были смешные шутки. Но есть и не смешные". www. mirtesen. Всё об оружии http://mtdata.ru/u24/photo8447/20781246091-0/original.jpg#207812460911 балл
-
Решил попробовать... Отмыл прокалил, и разрезал по разлому... Собрал по кусочкам на моторе, и обварил... Снял и проварил повторно все швы... Проверка соляркой течь не показала, привернул обратно на мотор... Коробка пока особо не радует, но попробуем и ее заварить...
1 балл
-
Там, где будет работать пневмоподушка, зааргонил. Остальные стыки-полуавтоматом обкатал. Пока, применительно к пневмоподвеске, сварки не будет. В этом направлении продолжаю забавляться с токарным станком и паяльником, что к профилю Вебсварки не шибко относится...
1 балл
-
Давно уже и продолжил и сделал. Кольца на коронки от 50 до 210мм:
1 балл
-
Поделюсь фотками. Моя работа только на улице. Варим 1220мм стенка 16 -18 мм. на фасонине потолще. Работаем в Улу - теляке. На Транснефть.
1 балл
-
Просто варить титан кое-как (по-качеству) и за цену низкую (по- цене нержи) - непрофессионально (этика ценообразования несоблюдена))). У меня была возможность делать халтуры по низкой цене (расходник/оборудование - халявные) но я цену ставил по верхней планке (особенно по титану)), и вообще отправлял в основном к людям (а то фантазеров и любителей халявы разведется немеренно))1 балл
-
@rumb, если баллон под сжатый газ прошёл аттестацию, то он взорвётся сам по себе вряд ли. При нарушении правил эксплуатации возможно всё. Углекислотные баллоны заливают сжиженной углекислотой. Жидкости, как известно, не сжимаемые. В случае, если углекислоту налили, что называется, по горлышко, не оставив места под газовую фазу, бабах очень даже вероятен. Потому, что жидкости, хоть и не сжимаются, но, с нагревом-расширяются. Таким же макаром рвёт и не по правилам заправленные пропановые баллоны.1 балл
-
Сегодня с отцом расслаблялись на рыбалке. Лунок пробурили на нашем Гореморе (Горьковское водохранилище) немеряно, а рыбы поймали всего ничего. Но как говорит отец - от ноля ушли. В общем прогулялись, свежим воздухом подышали, да и день на рыбалке в счёт жизни не идет, так что можно сказать на день помолодели. Эх, люблю рыбалку !
1 балл
-
Знать бы состав каждого принесенного диска , можно былоб и подобрать присадку приблизительно . А так , на мой взгляд главно дело проварить и швы со всех сторон сточить заподлицо .... (концентраторы напряжения не нужны для себя я так решил "1 балл