Лидеры




Популярный контент
Показан контент с высокой репутацией 16.01.2015 во всех областях
-
Сегодня наконец собрал ешё одну игрушку для своего игрушечного сварочного стола. Вращающиеся тисочки да с наклоном в обе стороны. Само тело тисков было уже очень давно сделано. Это мой фактически один из первых опытов по сварке в аргоне. Ну вот теперь сделал станину для них. Станина на магнитной основе.Магниты от винчестеров будут в углублении днища. Еще не сделал один момент. Не сделал стопор от вращения. Токарные и фрезерные работы делал хороший токарь. Моя идея, сварка и сборка. http://s58.radikal.ru/i162/1501/05/cfa30f51d404.jpg http://s004.radikal.ru/i206/1501/53/e328c0e1abed.jpg http://s020.radikal.ru/i707/1501/c0/b1b9243406a7.jpg http://s008.radikal.ru/i305/1501/e6/1d7dedb1773f.jpg11 баллов
-
@LordHouse21,нормочасы. Это-работа. Кто проектирует, разбивает плаз, делает шаблоны, режет металл, делает разметку, собирает конструкции. Кто-то их варит... За это платят деньги.Причём, более опытные сварщики больше любят варить всякие стенды, постели, оснастку... Но ставят на это молодёжь, которая любит такое:
 9 баллов
9 баллов -
И снова стол хирургический ветеринарный или стол по Виноградову ветеринарный(модернизированный мной)
9 баллов
-
Привезли сегодня поддон с бмв, пришлось вырезать и вставить латку, фото до забыл сделать)))
7 баллов
-
С матюгами... и старыми фото. Обводы вот в таких стендах:
7 баллов
-
Кронштейн натяжителя.Ремонт после "ремонта".По излому видно,непровар,нет зачистки.Убрал наплывы,разделка кромок ,провар с обоих сторон.
6 баллов
-
Жители Крыма будут мобилизованы для службы в вооруженных силах Украины и участии в “АТО” http://f5.s.qip.ru/IA4wMxac.png ------------ @bader http://f6.s.qip.ru/IA4wMxae.png6 баллов
-
Прикольно . Это крестик моего изготовления. Делается он совсем просто. Выращивается по капле в высоту. Сначала длинная сторона. Потом она ложится горизонтально. И выращиваются вертикально короткие стороны. Ну а для верёвочки крутим крестик и выращиваем петельку. Так можно выращивать любые фигурки. Хорошая штука для тренировок по сварке алюминия.4 балла
-
Понятно....продолжайте в том же духе....теоретик сетевой Вы наш... ,так всё-таки что с машинкой-то,УОНИИ 13/55 пробовали точить? И как результат?3 балла
-
@copich, с чего на холодную должны трещины образоваться? Материал довольно пластичный, хоть и литье, если горячих трещин нет, то и от мех обработки их не должно появиться, ну разве что с дуру ломануть, да и на таком материале скорее наоборот снимутся сварочные напряжения от мех обработки. А вот поры частенько вскрываются в околошовной зоне, на прочность не влияют они конечно, да и в данном случае масло через пору не пройдет скорее всего, но лучше исключить любую возможность. Скорее это нужно больше для самоконтроля сварщика, чтобы была обратная связь и накапливался опыт, потому как магний не часто приходится варить.3 балла
-
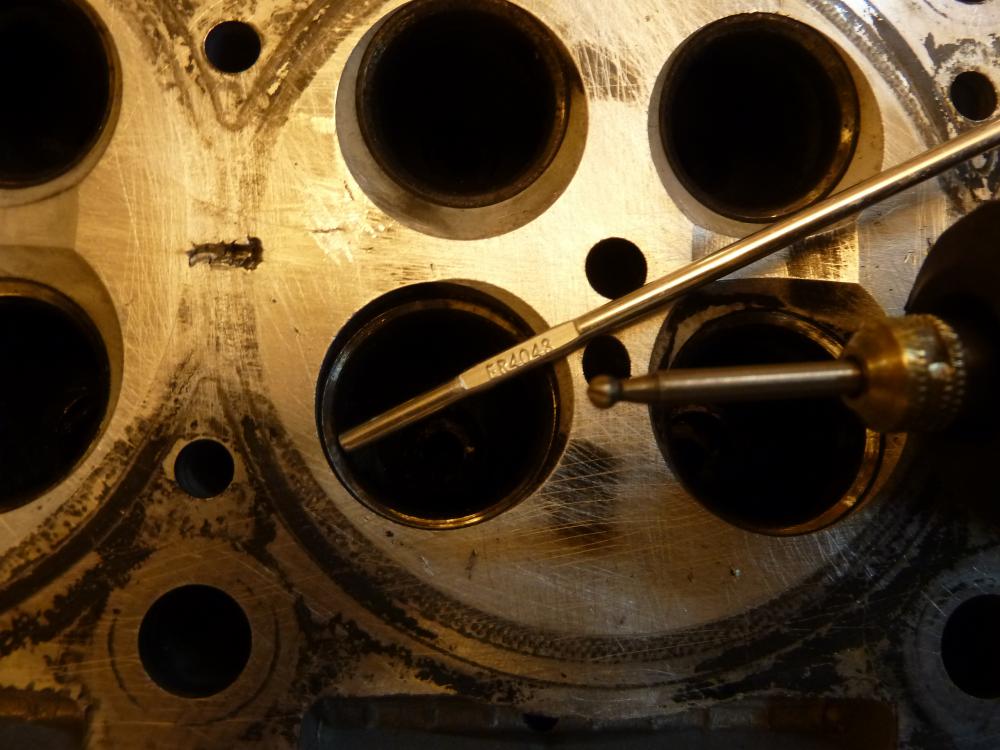
растачиваете огрызки, снимаете фаски, точите кольца, собираете на проставке (технологический палец), обвариваете, потом разворачиваете разверткой. Технологический палец должен быть с резьбой и позволить зажать(заневолить) уши при сварке на нужном расстоянии.3 балла
-
титан это3 балла
-
Немного другой шлак от ЕСАБ но тоже неплохой.
3 балла
-
@schkaliki, приятно посмотреть? А на такой: http://i03.fotocdn.net/s3/250/public_pin_m/37/2336105721.jpg Предполагаю, что это это "буханка" Сварного в гостях у Шурпета.3 балла
-
@Vanguard, Плюс вам, пока. только не куда ставить. Вот и моя старушка АГНИ поработала с баком на все 100%, от 130 до 220 А и даже не задумывался, что перегрелась, жарил и жарил. От Селковской горелки-остались бы одни потроха, оплавившиеся при таком режиме.
3 балла
-
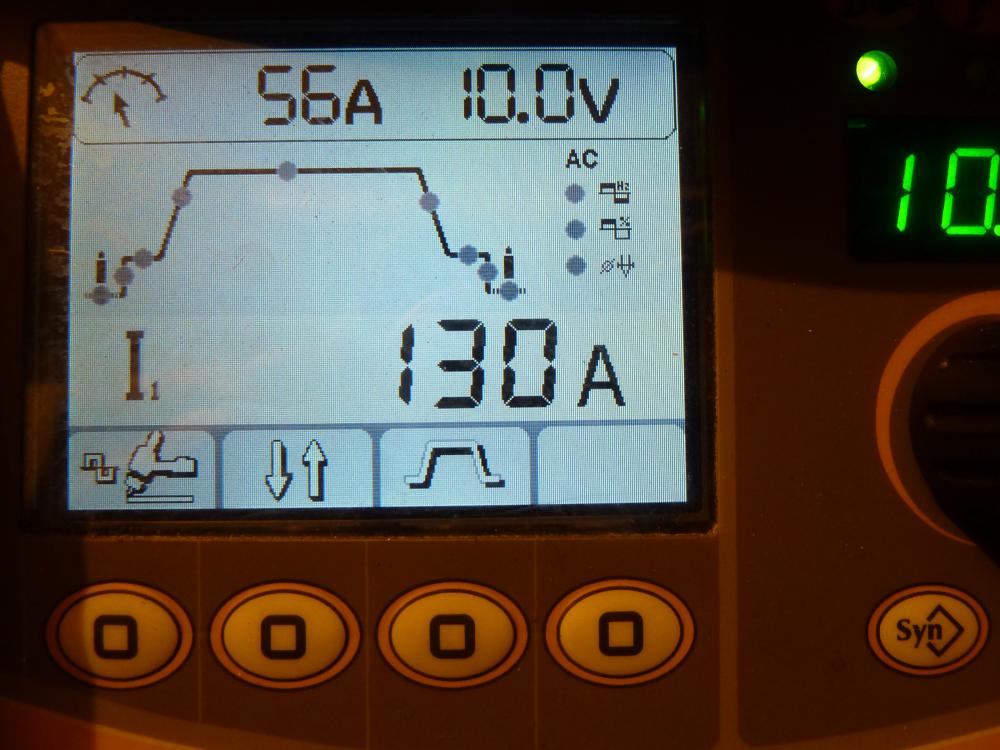
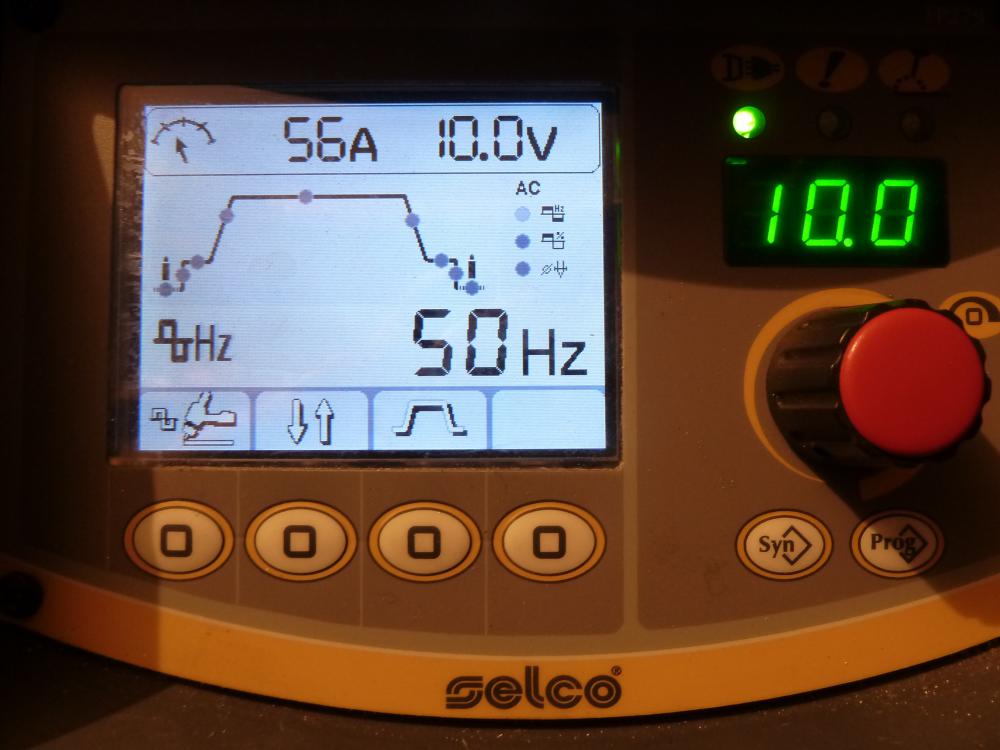
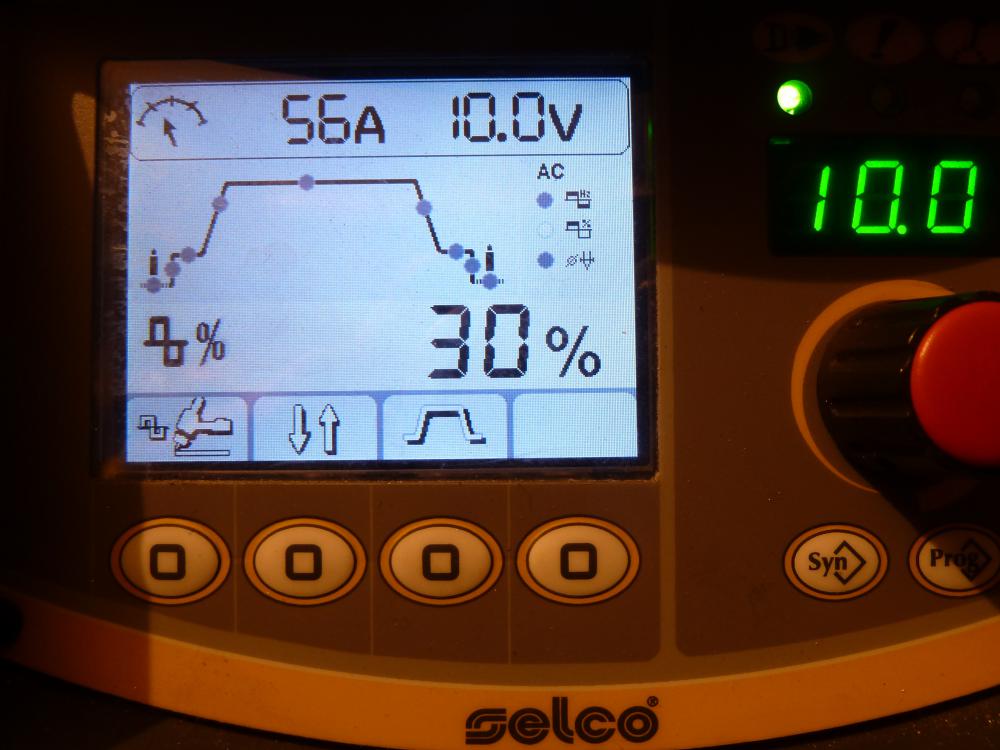
Надо её успокоить от пляски. Минимальная длина дуги, 200гц АС тока, (если у вас есть, но можно и 50гц обойтись), вольфрам заточен , поджиг дуги на присадке как увидите зеркало расплавленного алюминия и пошли дальше как обычный шов .
3 балла
-
Вышел утром на крыльцо...
3 балла
-
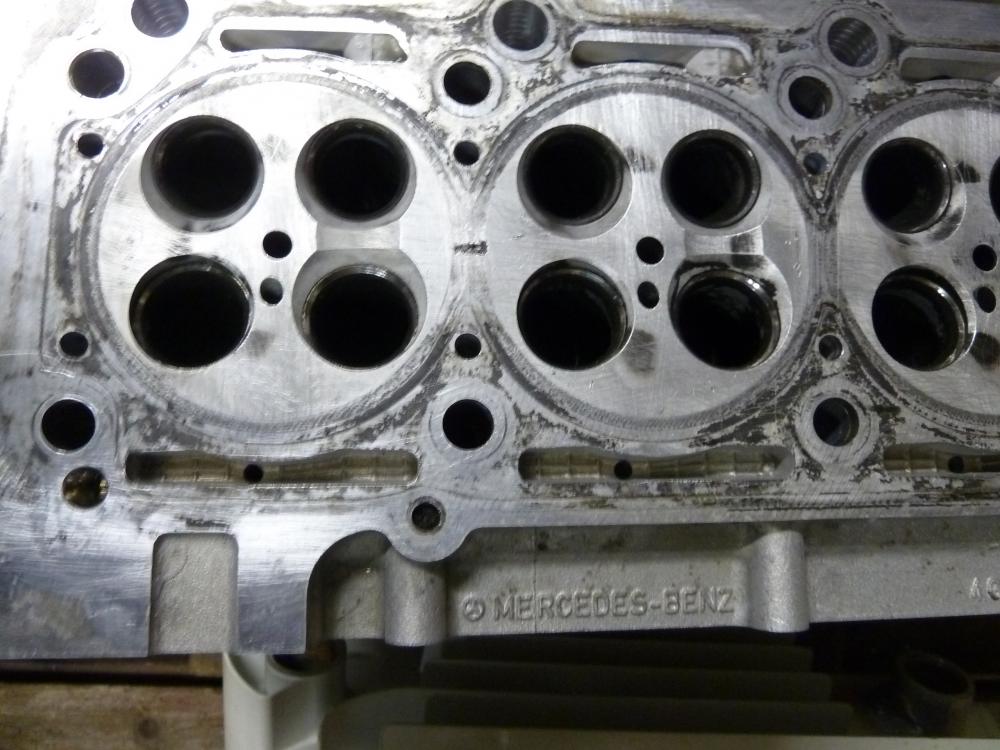
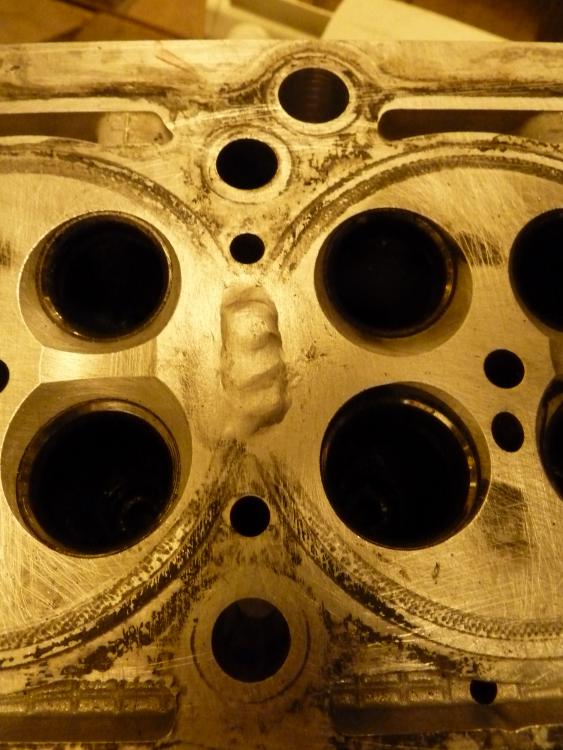
ГБЦ Мерседес, притащили грязную...., не люблю грязных деталей.
3 балла
-
@vgsm, большая просьба подобный бред сразу отправлять в раздел Библиотека видео-пособий .2 балла
-
Вот и бросил я курить,сам не ожидал от себя,но тяги нет.2 балла
-
попросили меня сегодня мужики на работе старую печку свезти в мелолом здать,толком сфотать не успел как её трактором запихивали внутрь,бак на крышу кидал,в обсщем весы в чермете показали 385 кг,печь сделана с метала 25мм,нать ресорки добавить думается
2 балла
-
ММастера с Днем рождения! Здоровья, не ограниченных финансовых возможностей, успехов!2 балла
-
@ММАстер, У меня на маленькой такой-же цвет!2 балла
-
http://forum4x4club.ru/uploads/monthly_01_2015/post-11445-0-52597200-1421326454.jpg2 балла
-
Недавно сам озадачился защитой органов дыхания. Купил полумаску 3M 6200 (есть три разных размера. 6200 средний). В комплекте с угольным фильтром (вроде А2) + пред фильтры. Под маску не лезет, правда без пред фильтров не пробовал, купил фильтры 3М 6035 - с ними отлично маска ESAB WARRIOR Tech стыкуется. ESAB Arc Tech II не пробовал, она немного поуже. Если Tecmen узкая, то есть 3М 2035 - 2038 - они еще тоньше. 6035 и 2035 не совсем для сварщиков, но тоже фильтруют не плохо. 6038 и 2038 вроде лучше. Есть простые респираторы специально для сварщиков, с углем и т.д. Но я от них отказался так как: 1. Зачастую плохо прилегают (у меня бааальшой нос) 2. Быстро загрязняются, на следующий день, или через неделю им пользоваться нет никакого желания. 3. стоят ~10€, как и фильтры для полумаски. Полумаска прилегает отлично, если гримасы не корчить и побриться. С угольными фильтрами и пред фильтрами зачищаю ацетоном и крашу. Уже проработал часов 7 в небольшом подвальном помещении, очень пыльно. Пред фильтр уже довольно грязный, вот еще немного пошлифую и заменю. Дышать довольно легко, запахи просто не чувствуешь. Даже запах подвала. С 3М 6035 варил не много, около 5 электродов в подвале. Фильтрует нормально, кажись запах рутила даже не чувствуется. Используя респираторы забыл про чернь из носа и глотки. Дороговато, но что поделать. Попробуйте, но ПРЕДУПРЕЖДАЮ! Из-за немного затрудненного дыхания в респираторе возможно станет плохо. Читайте инструкцию перед применением!!!2 балла
-
Кронштейн для телевизора, извините, уже окрашенный и в деле. Материал- детали подъемных ворот- оцинкованная сталь толщиной 2 мм, УОНИ 2мм, 60А, Форсаж 161, нижнее положение. Зачистка всех швов, грунтовка и окраска из баллончиков.
2 балла
-
http://s00.yaplakal.com/pics/pics_preview/8/8/6/4614688.jpg2 балла
-
В начале о бабле. Производители только о нем и думают. Но в этом ничего удивительного, без него им не выжить. Инновационные процессы выстреливают на предприятиях, для них и разрабатываются. В мастерские и гаражи они придут не скоро, если вообще доберутся в виду своей уместности там. Кае вы обоснуете свою позицию человеку который скажем варит печи на заказ. Ложит сотни метров швов и благодаря своим расценкам может составлять конкуренцию промышленным абразцам. Ему вместо углекислоты перейти на смесь? Переплачивать за смесь, чаще ездить на заправки? Сможет ли тогда цена его продукции остаться конкурентноспособной? Вы уводите разговор в плоскость промышленного производства, трактаров и передовых технологий . Вы находитесь в уникальном положении и имеете дело с техникой которую большенство в глаза никогда не увидит. А мы ходим по земле, на которой все немного иначе. Конечно приведенный мной персонаж может продать дом, купить себе навороченного лорха, а на остальные смеси......и фигачить печки. Ну а продовать их по цене майбаха! Наш спор ни о чем.2 балла
-
@Гржемелик, Последнее время стараюсь не задавать лишних вопросов клиентам, а тем более давать им советы и рац. предложения. Ступицу наваривал там, где показали, а на счет токарной обработки клиент думаю не заморачивается, так как сказал, что будет подгонять места наплавки с помощью УШМ. Вот как то так.2 балла
-
Сегодня привезли ступицу (КАМАЗ) для восстановления. Выворачивал шпильки, но это в теме про "резьбовые заломы" и наваривал посадочные места под диск. Похоже всех нынче приперло, раньше такое откровенное барахло не привозили. Экономика должна быть экономной!
2 балла
-
@ММАстер,Примите наши поздравления!!!1 балл
-
Это корабль. Причём это не килевая часть, а м-м... нос верхней палубы. В целом Вы всё это видели в Новостях не за этот год. Это фрагмент борта; слева к килю, справа к надстройке, условно повернуто:
1 балл
-
Поздравляю! Денег -побольше,работы-только интересной,здоровья и любви близких!1 балл
-
ММАстер,удачи!
1 балл
-
ММАстер ,здоровья и удачи!1 балл
-
@egemih777,Варил РАДС,диаметр маленький для П/а.В алюминиевых массивах стальной крепёж корродирует(закисает)@AMBIVERT42,правильно сказал о применении кислоты или многоразовый разогрев и остывание.1 балл
-
Ну с дымом то пофиг, а вот пыль и грязь это да-а-а-а, может со временем оказаться смертельным. Еще про короткие провода. Так же для удешевления. Т.е. купил дешевый аппарат, вот тебе и короткие провода. Несколько грам на проводе - сотни тонн при массовом изготовлении.1 балл
-
Я, при работе 35-й внутри впускного коллектора, обматывал "шею" асбошнуром, дабы не жарило её тепловым излучением от дуги и раскалённых стенок коллектора. Только, вот, забыл об этом упомянуть. А Вы, @Vanguard, об этом напомнили. Спасибо! Я на 35-й распылитель пилил не из желания что-то улучшить, а потому, что газ банально не шёл, как надо... Бурт проточили в "плюсе" и он перекрывал канал. Вам, видать, достался нормальный распылитель. Человеческий фактор имеет место быть, однако...1 балл
-
Поискал по форуму, не нашел, но считал, что раньше видел именно здесь: Мечту любого шопоголика сделал реальностью житель города Аксай Александр Шевченко. Мужчина смог абсолютно бесплатно получить велосипед стоимостью около 200 тысяч рублей. Находчивый покупатель уже стал легендой Рунета, а у торговых сетей появился повод задуматься об обещаниях, которые они дают в акциях. История, которая уже успела превратиться в легенду о русской находчивости, произошла в Ростове-на-Дону 14 марта. В тот день в ростовский магазин «100% спорта» один из клиентов привез велосипед собственного производства. Мужчина сварил его из стальных труб с одной единственной целью – поменять на новый. Незадолго до этого магазин объявил акцию, в рамках которой обещал принять у клиентов любой старый велосипед, а за это дать скидку на покупку нового. Причем скидка равнялась весу велосипеда. Большинство покупателей отнеслись к акции с привычным скептицизмом или вовсе ее проигнорировали. Однако Александр Шевченко увидел в предложении магазина очень хорошую возможность. Мужчина взял стальные трубы, два колеса и «изобрел» велосипед. Основным достоинством машины стал ее вес – он превысил 100 килограммов. На создание велосипеда весом 113 килограммов Александру понадобились сутки. «Честно сказать, было нелегко варить этот девайс в одиночку. Когда я собрал пепелац, было смешно, грустно и радостно одновременно», – поделился на велофоруме Александр. Он признается, что не верил до последнего в жизнеспособность своей затеи. К странному велосипеду организаторы акции отнеслись настороженно. Александру пришлось сделать «круг почета» перед магазином, доказывая, что конструкция может двигаться. Только после этого клиента допустили к взвешиванию. Весы показали 113 килограммов – это означает, что аксайчанин может получить любой велосипед в магазине бесплатно. На это организаторы акции пошли с трудом. По словам находчивого клиента, сначала сотрудники магазина предложили ему скидку всего в 60%. И лишь после короткого спора и напоминания о заявленных условиях акции согласились бесплатно отдать любой велосипед в магазине. «Я бы не расстроился, если бы магазин отказался от своей акции, я прекрасно понимаю, что никто не хочет терять деньги. Для меня это был большой прикол и, как сказал управляющий, для них тоже», – признался Александр Шевченко. Однако понимание ситуации не помешало аксайчанину воспользоваться удачей на полную катушку. Он выбрал не рядовой велосипед эконом-класса, а настоящую зверь-машину из карбона за 200 тысяч рублей. «Конечно, было немного жалко отдавать сделанный мной велик, – рассказал Александр Шевченко, – но это было весело». Аксайчанин намерен уже в ближайшее время опробовать своего новообретенного двухколесного друга в соревнованиях и обещает даже разместить на велосипеде рекламу магазина. Его друзья, удивленные «аттракционом невиданной щедрости», уже придумали для магазина новый слоган: «Меняем 100% кардана на 100% карбона». Изначально цена на полученный Александром Шевченко велосипед, практически весь состоящий из карбоновых деталей, составляла около 430 тысяч рублей, но позже магазин опустил ее до 199 тысяч. Стоит отметить, что Александр стал единственным, кто сумел получить 100% скидку в рамках акции. Были и другие клиенты, которые принесли подобные «изобретения», однако, как утверждают представители магазина, они сделали это уже после окончания акции. Всего же за скидку, равную весу велосипеда, изъявили желание побороться с десяток клиентов. Все машины, которые они принесли, будут отремонтированы и отправятся в качестве подарка воспитанникам детдомов, заверили в магазине. А вот что делать со 113-килограммовым монстром, «наказавшим» продавцов спорттоваров на солидную сумму, бизнесмены еще не решили. Сотрудники магазина сомневаются, что творение аксайчанина можно полноценно использовать по прямому назначению, несмотря на «тест-драйв», который провел находчивый клиент. Скорее всего, «тяжеловес» займет почетное место в магазине и будет привлекать посетителей. Оригинал материала: http://161.ru/text/news/770391.html?full=3
1 балл
-
Вращение идёт с некоторой ступенчатостью? Хотя, диаметр насечки на верхнем блине, на фото выглядит больше диаметра канавки для шариков. Магнит от винчестеров очень хрупкий и его блестящая оболочка легко отколется после нескольких установок тисков на мусоринки на столе. Магнит желательно чем-нибудь защитить и "залить" в подошве, тогда подошву от металлического мусора можно будет очищать взмахом рукавицы. Масса будет цепляться к верхней части тисков? Если к столу - подшипники не любят проходящий через них ток.1 балл
-
Не большой пример.Облом по уровню привалочной плоскости,резьба 5х0.8мм.Прошёл щёткой,залил Anti-Rust-ом,протёр и начал наплавлять.Потом наложил гайку м6,проварил,после остывания легко выкрутилась.
1 балл
-
Коротенькая попытка вертикал в угол, на подъем. Присадка св08г2с скрученная вдвое. 120А. http://cs622130.vk.me/v622130196/1b542/qPP2BCMQxtc.jpg Нижнее положение с маленьким зазором, присадка такая же. 95А. Завалил в центре.. http://cs622130.vk.me/v622130196/1b554/ohkYXop2208.jpg Обратная сторона. http://cs622130.vk.me/v622130196/1b54b/2HTEfm-O7Sk.jpg http://cs622130.vk.me/v622130196/1b5be/gIpYjSbDHSI.jpg1 балл
-
это тот который убивает аппараты?1 балл
-
в 2008 году в командировке. Полуавтомат Fronius, модель уже не помню. Фотки плохого качества, тогда телефонные камеры были слабоваты.
1 балл
-
Вот пожалуйста. Самый простой "залом" и самый простой способ выворачивания, ну так сказать для наглядности. Но всё же попыхтел я с этой ступицей сегодня. А на завтра лежат ножи от цилиндровочного станка - вот там уже поинтересней будет.
1 балл
-
Доделал свой профилегиб гнет отлично
1 балл
-
Способы повышения производительности сварочного процесса Применение электродов диаметром более 8 мм обычно не позволяет повысить производительность процесса, так как увеличивающийся при этом вес электрода и держателя (в связи с повышением силы сварочного тока) приводит к быстрому утомлению сварщика. То же наблюдается при ручной дуговой сварке трехфазной дугой. Эти способы могут находить ограниченное применение при ванной сварке стержней арматуры железобетонных конструкций. Однако и здесь предпочтительнее применение одного электрода. При ванной сварке расплавление основного металла осуществляется дугой и частично за счет теплоты, передаваемой изделию перегретым жидким металлом сварочной ванны (рис. 21). Поэтому сварку про- Рис 21 сборка под ванную сварку водят при повышенной силе горизонтальных стержней арматуры: тока. Стык стержней собирают с зазором в формах: стальной остающейся (из металлической полосы) или медной съемной многократного использования, или графитовой одноразового использования. Сварку начинают в нижней части формы, расплавляя дугой нижние кромки стыка. До окончания сварки металл в верхней части сварочной ванны стараются поддерживать в расплавленном состоянии на возможно большую глубину и обязательно на всю ширину разделки и формы. Шов наплавляют несколько выше поверхности стержней. Процесс проводят вручную, хотя и были попытки создания установок для механизированной сварки, в которых расплавление электрода происходило автоматически, а их смена выполнялась вручную. Однако установки оказались сложными в эксплуатации и малопроизводительными. Повышение производительности процесса достигается также применением электродов, содержащих в покрытии железный порошок (см. гл. III). С применением этих электродов сварка возможна только в нижнем положении, так как при сварке в других пространственных положениях увеличенный размер сварочной ванны приводит к вытеканию из нее расплавленного металла. Техника сварки швов в нижнем положении также усложняется по этой причине, но принципиально не отличается от сварки обычными электродами. При сварке с глубоким проваром (другие названия: опиранием электрода, погруженной дугой и т. д.) повышение производительности сварки достигается за счет более глубокого проплавления основного металла. Сварку выполняют специальными электродами, дающими при их расплавлении козырек повышенных размеров, на который и опирают электрод (см. рис. 70). Сварщик, удерживая электрод под углом 70-85° к поверхности изделия, перемещает его вдоль свариваемых кромок без поперечных колебаний. Используется максимально допустимый ток. Выделяющиеся при расплавлении электрода газы, оттесняя расплавленный металл сварочной ванны из-под дуги, увеличивают глубину проплавления, которая регулируется изменением угла наклона электрода и скоростью его перемещения. Сварку выполняют в нижнем положении стыковых и угловых швов. При способах сварки лежачим и наклонным электродами также применяют специальные электроды, расплавление покрытия которых, образуя козырек определенных размеров, предупреждает короткое замыкание дуги. Повышение производительности труда достигается за счет того, что один сварщик одновременно обслуживает несколько дуг. Лежачим электродом (рис. 22, а) сваривают стыковые и нахлесточные соединения и угловые швы на стали толщиной 0,5-6 мм. Используют электроды диаметром 2,5-8 мм и длиной до 2000 мм. Электрод укладывают на стык, подлежащий сварке, и накрывают сверху массивным медным бруском, изолированным бумагой от изделия, для предупреждения возможного обрыва дуги из-за деформации электрода при его расплавлении. Дугу зажигают замыканием рабочего конца электрода угольным стержнем или металлическим электродом и перемещают по мере расплавления электрода. Для сварки этим способом удобнее использовать специальные станки. Этот способ сварки может быть использован для сварки неповоротных стыков труб, т. е. сварки шва в различных пространственных положениях. Для направления дуги в корень шва и управления переносом электродного металла в сварочную ванну, а также для удержания расплавленного металла сварочной ванны от вытекания в различных пространственных положениях используют создаваемое внешними электромагнитами специальной конструкции магнитное поле. Способ сварки наклонным электродом (рис. 22, б) разработан в СССР в середине 30-х годов. В настоящее время его применяют за границей под названием гравитационная сварка. При сварке электрод закрепляют в штативе, устанавливаемом на поверхность изделия, через изолирующую подкладку^; по мере его оплавления он опускается с обоймой под действием веса. Токоподвод осуществляется непосредственно к электроду или обойме. Глубину проплавления и ширину шва регулируют изменением угла наклона электрода alfa. В практике в небольшом объеме находят применение установки для механизированной дуговой сварки металлическими электродами с покрытием (штучными). В них поддержание дуги и ее перемещение вдоль’ свариваемых кромок происходит автоматически. Электроды сменяют вручную при остановке перемещения автомата или без его остановки. Повышение производительности процесса сварки достигается за счет обслуживания сварщиком двух установок и более.1 балл
-
лампочка горит из-за того, что удлиненный кабель является дополнительным активным сопротивлением, и на нем падает часть напряжения, но там падает очень малая часть, поэтому 24В лампочка гореть в полнакала не может.1 балл
-
Вот до чего доводит наличие безхозных конденсаторов и лампочки на 24 вольта.1 балл
-
Подолью масла в огонь. Норильский Никель. Прожил в Норильске 37 лет. Проработал 15 от слесаря до и.о. нач участка ТВС и К рудник Таймырский. Зарплата на момент увольнения 56000 рублей февраль 2010. Постоянное место жительства. Вахты как таковой нет. В отпуск раз в два года. И то надо год копить а потом полгода с долгами расчитыватся. До прихода Прохорова такого бардака не было. При нем начались реструктаризации. Вывелись из комбината в ооо цатк, нпопат да и в принципе все структуры не относящиеся к производству и добычи металла. Но это еще не все непосредственно на рудниках и заводах( медный никелевый и т.д.) всю обслугу вывели в ооо шараш монтаж т.е. я работая на руднике являюсь подрядчиком. Ну и естественно кидалово. Больше мне понравилось распределение премии по итогам года. В бригаде просто давалась сумма и бригадиры распределяли ( я туда не лез) плюс туда же кту и премия руководителя. Мастера получали чуть побольше нач. еще больше и так по лестнице. Вроде все нормально но это пока не получил на руки. Потом звонок сверху там у тебя сидоров петров вася писькин больше всех получил пусть наликом 5 10 отдаст а то в следующий раз х... че получит. Посылал в лес, На следующий день с и.о. нач я мастер или бригадир в дежурство. Но до первой аварии. Как авария опять и.о. Последнее время даже переводы перестали писать в трудовой. Сделали должность всем мастер бригадир а как таковой оф нет то все слесаря по трудовой но зарплата как и была 56000. А самый прикол что всеравно с работяг эти бабки забрали лично звонили пугали и собирали. Суд и тд отпадает автоматом, уволят а кроме комбината работы нету и если уволился обратно не брали прием закрыт. Как был 37 году зоной так и остался. Норильск считаю своей родиной но патриотизм с идиотизмом не путаю. Про премии ввел Прохоров такое понятие как корпоративный дух. Приходишь к начальнику и спрашиваешь че премия маленькая я неделю на эстакаде работал дома не ночевал аварию устранял. Работать то ты работал но нет у тебя корпоративного духа, понимаешь. А еще прикол с авиабилетами (выехать можно только самолетом) Так вот закупил нор ник 4 самолета вернне взял в лизинг в китае и если ты летишь в отпуск не этой компанией то тебе дорогу не оплатят. Монополие не корпоративный дух. И не кого ..... что в других компаниях цена меньше. Ну и куда эти бабки шли. Выделялась сумма на все ШРУ а нач самый верхний ее делит по участкам. А проверяющие органы не смешите есть такое понятие как конфеденциальность в том числе и выплат премии, оклад то не кто не отбирал т.е. закон не нарушил. Мне нравилось там работать север меня сделал человеком. Когда уволился в 2010 мне моя бригада подарила мотоблок за 70000 рублей на память.Спасибо мужики(с кем работал) вам за все. Очень грустно что такой бардак. Сам Норильск привратился в город призрак. Растепление грунта дама падают новые не строят. Че то наболело.1 балл