Лидеры




Популярный контент
Показан контент с высокой репутацией 02.12.2014 во всех областях
-
Работа над новым проектом.
 5 баллов
5 баллов -
Слепил из того, что было - пропановый баллон и половинка двухсотлитровой бочки.
4 балла
-
Сегодня работал с одним сварщиком варим одним п/а по очереди , один режет болгаркой, подготавливает заготовки другой варит потом меняемся, сразу скажу он начинающий. Так вот начал варить после него и чувствую газ не поступает, я у него спрашиваю ты зачем убавил газ-он мне так проволка с большой скоростью поступает, я вот решил убавить давление, чтоб проволка медленно шла, я ему из баллона проводка не идёт, она идёт с катушки, он мне стал объяснять что я плохой сварщик и ни фига не понимаю и сказал мне что он знает если убавлять давление на редукторе то и проволка будет идти медленее, и снова убавил давление, я спорить не стал просто спросил про этот момент у другого сварщика который проходил мимо нас, ну вообщем мы ржали вместе над этим супер сварщиком.4 балла
-
Сущность процесса сварки ТИГ Полное наименование этого процесса сварки таково: Ручная дуговая сварка в инертном газе вольфрамовым электродом (ДСТУ 3761.3-98 "Сварка и родственные процессы. Часть 3 Сварка металлов: соединения и швы, технология, материалы и оборудование. Термины и определения"). Схема и сущность процесса сварки ТИГ показана на рисунке ниже. http://weldering.com/sites/default/files/styles/large/public/scheme_tig.jpg?itok=tzyuysMz Кромки свариваемого изделия и присадочный металл расплавляются дугой, горящей между неплавящимся вольфрамовым электродом и изделием. При этом используется электрод либо из чистого, либо из активированного вольфрама. При необходимости в сварочную ванну добавляется присадочный металл. По мере перемещения дуги расплавленный (жидкий) металл сварочной ванны затвердевает (то есть кристаллизируется), образуя сварной шов, соединяющий кромки деталей. Сварное соединение образуется либо только за счет расплавленного основного металла, либо за счет, как основного металла, так и металла присадочной проволоки. Дуга, сварочная ванна, торцы вольфрамового электрода и присадочной проволоки, а также остывающий шов защищены от воздействия окружающей среды инертным газом (аргоном или гелием), подаваемым в зону сварки горелкой. Сварка выполняется либо постоянным током прямой полярности, когда плюсовая клемма источника питания подключается к изделию, а минусовая – к горелке, либо переменным током (при сварке алюминия). Область применения сварки ТИГ Этот способ сварки широко применяется в химической, теплоэнергетической, нефтеперерабатывающей, авиационно-космической, пищевой, автомобилестроительной и других отраслях промышленности для сварки практически всех металлов и сплавов: углеродистых, конструкционных и нержавеющих сталей, алюминия и его сплавов, титана, никеля, меди, латуней, кремнистых бронз, а так же разнородных металлов и сплавов; наплавка одних металлов на другие. Сварочный источник питания Сварочный источник питания обеспечивает сварочную дугу электрической энергией. В качестве источника питания при сварке ТИГ используются: - сварочные трансформаторы – при сварке на переменном токе; - сварочные выпрямители и генераторы – при сварке на постоянном токе; - универсальные источники питания, обеспечивающие, как сварку переменным, так и постоянным током. Источники питания для сварки ТИГ должны иметь крутопадающую внешнюю вольт-амперную характеристику.Такая характеристика обеспечивает постоянство заданного значения тока сварки при нарушениях длины дуги, например, из-за колебаний руки сварщика. Пример универсального инвертерного аппарата AC/DC Итальянской фирмы INE: Аппарат Miller Maxistar постоянного тока DC: Аппарат ESAB постоянного тока DC: Аппарат ESAB универсальный AC/DC: Аппарат универсальный тип - "Китаец обыкновенный": Сварочная горелка Основным назначением горелки для дуговой сварки ТИГ является жесткое фиксирование вольфрамового электрода (W-электрода) в требуемом положении, подвода к нему электрического тока и равномерного распределения потока защитного газа вокруг сварочной ванны. Она состоит из корпуса (ручки) и головки покрытой изолирующим материалом. Обычно, в рукоятку горелки встроена кнопка управления для включения и выключения тока сварки и защитного газа. Некоторые современные горелки имеют кнопку управления током в процессе сварки. Цанга позволяет жестко закрепить W-электрод в горелке; для этого необходимо закрутить тыльный колпачок до отказа. Обычно, тыльный колпачок достаточно длинный, чтобы вместить в себя всю длину электрода, как это показано на рисунке. Но для работы в стесненных условиях горелки могут снабжаться и короткими колпачками. Горелки для сварки ТИГ разработаны самых разных конструкций и размеров в зависимости от максимального требуемого тока, а также от условий ее применения. Размер горелки также влияет на то, как горелка будет нагреваться и охлаждаться при сварке. Конструкция некоторых горелок предполагает их охлаждение потоком защитного газа (это так называемые, горелки воздушного охлаждения). Горелки также отводят тепло в окружающее пространство. Имеются также горелки с водяным охлаждением. Они, обычно, предназначаются для использования на повышенных токах сварки. Горелки ТИГ с водяным охлаждением, как правило, имеют меньшие размеры, чем горелки воздушного охлаждения для тех же токов сварки. Типы сварочных горелок и их внешний вид: Газовое сопло. Функцией газового сопла является направлять защитный газ в зону сварки с тем, чтобы он замещал окружающий воздух. Газовое сопло крепится к горелке ТИГ на резьбе, что, в случае необходимости, облегчает его замену. Они обычно изготавливаются из керамического материала для того, чтобы противостоять интенсивному нагреву. Вид "стандартных" газовых сопел: Все комплектующие к газовым горелкам показанные на фото выше, различаются размерами. Например для электрода ф1,6мм. необходимо применять цангу и цангодержатель именно для 1,6мм. Соответственно для 2,4мм применяются цанги и цангодержатели ф2,4мм, для ф3,2мм - 3,2мм соответственно. Возможно применение цангодержателя большего размерного ряда. Например для цанги+электрода ф1,6мм можно поставить цангодержатель ф3,2мм, но это ухудшит тепловой контакт цанга-цангодержатель, что теоретически должно усилить нагрев цанги и ускорение её выхода из строя. не забыть выложить фотки жженных цанг.... Газовые линзы. Другим типом сопел являются сопла со встроенными газовыми линзами, в которых поток газа проходит через металлическую решетку, что придает ему большую ламинарность, обеспечивающую более надежную защиту, так как такой поток более устойчив к воздействиям поперечных воздушных потоков и действует на большее расстояние. Преимуществом сопла, обеспечивающего ламинарный поток газа, заключается в том, что можно устанавливать больший вылет электрода, что дает сварщику лучший обзор сварочной ванны. Газовые линзы также снижают расход газа. Фотографии прочих цанг и керамики: Разница в потоке при исп. простой керамики и газовой линзы Обычное сопло Сопло с газовой линзой http://weldering.com/sites/default/files/styles/large/public/tig_nogaslinza.jpg?itok=3-8cf7qlhttp://weldering.com/sites/default/files/styles/large/public/tig_gaslinza.jpg?itok=0uC7VVRc http://weldering.com/sites/default/files/styles/large/public/tig_graf.jpg?itok=K18nA3f5 При импульсном режиме сварки устанавливаются два уровня тока: ток импульса и ток базы. Значение тока базы выбирается из условия поддержания горения дуги. Плавление основного металла осуществляется током импульса, в то время как во время паузы сварочная ванна остывает (вплоть до полной кристаллизации в зависимости от параметров импульсного режима). Длительности импульса и паузы могут регулироваться. http://weldering.com/sites/default/files/styles/large/public/tig_impuls.jpg?itok=gcneMIMU При импульсной сварке шов выглядит, как ряд наложенных друг на друга сварных точек, причем степень их перекрытия зависит от скорости сварки. http://weldering.com/sites/default/files/styles/large/public/weld_joint.jpg?itok=rEhcF1yf Основные параметры режима ручной сварки ТИГ К основным параметрам режима сварки ТИГ относятся: - тип вольфрамового электрода; - диаметр электрода; - тип защитного газа; - сила тока сварки (Iсв); - напряжение на дуге (Uд); - скорость сварки (Vсв). Защитные газы Защитный газ выполняет несколько функций. Одна из них заключается в том, чтобы вытеснять собой из зоны сварки окружающий воздух и, тем самым, исключить его контакт со сварочной ванной и раскаленным вольфрамовым электродом. Он также выполняет важную роль в обеспечении прохождения тока и передаче тепла через дугу. При сварке ТИГ используются два инертных газа: аргон (Ar) и гелий (He), из которых первый газ используется чаще. Они оба могут быть смешаны друг с другом, или каждый из них с другим газом, который обладает восстановительной способностью, т.е. вступает в связь с кислородом. При сварке ТИГ в качестве газов с восстановительной способностью используются два газа, водород (H2) и азот (N2). Выбор типа защитного газа зависит от типа материала, подлежащего сварке. Электроды Внешний вид вольфрамовых электродов: Неплавящиеся вольфрамовые электроды для дуговой сварки в защитных газах изготавливаются 4-х типов (согласно ГОСТ 23949-80): ЭВЧ – чистый вольфрам без специальных добавок; ЭВЛ – вольфрам с добавкой окиси лантана (1,1 – 1,4%); ЭВИ – вольфрам с добавкой окиси иттрия (1,5 – 3,5%); ЭВТ – вольфрам с добавкой двуокиси тория (1,5 – 2%). Род тока и полярность влияют, прежде всего, на форму провара. Эта зависимость условно представлена на рисунке. http://weldering.com/sites/default/files/styles/large/public/tig_polyar.jpg?itok=HDQSSRz3 А - постоянный ток прямая полярность; Б - постоянный ток обратная полярность; В - переменный ток; В процессе сварки происходит затупление электрода и, как следствие, уменьшение глубины провара. Затачивать конец электрода для сварки переменном током рекомендуется в виде сферы, а для сварки постоянным током – в виде конуса. Угол конуса должен быть 28 - 30°, длина конической части должна составлять 2 – 3 диаметров электрода. Конус после заточки должен быть притуплен, диаметр притупления должен быть от 0,2 до 0,5 мм. http://weldering.com/sites/default/files/styles/large/public/image60.jpg?itok=Ut_y7qmR Процесс заточки электрода показан на рисунке ниже. При заточке электрода могут использоваться переносные аппараты, или стационарные со специальными направляющими для электрода или без них. Пример машинки для заточки электрода: Заточка W-электрода http://weldering.com/sites/default/files/styles/medium/public/tig_zatochka.jpg?itok=BcxFZJSa http://weldering.com/sites/default/files/styles/medium/public/tig_riski.jpg?itok=nToQobPV
2 балла
-
Недавно приобрёл себе резачек, заправил баллоны, купил редуктор, шланги и теперь я могу зажигать по полной! Кстати! Очень удобная штука - стул для фортепиано. Это тот, что крутясь, меняет свою высоту. К сожалению фотки нет нормальной. Но я нашёл подобный в интренете (: Главное не забыть сделать мягкую сидушку
2 балла
-
Кстати, совсем забыл, на следующей неделе мы будем выставляться на выставке БИОТ 2014( Безопасность и Охрана Труда) в Москве, на ВВЦ, павильон 75,стенд Е-18В. Приглашаем ВСЕХ желающих посмотреть своими глазами, что мы делаем.
2 балла
-
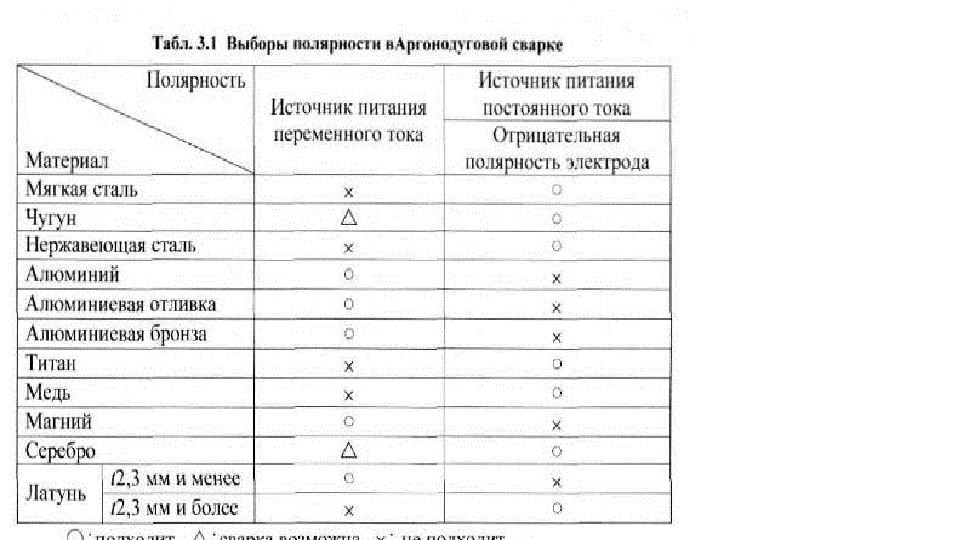
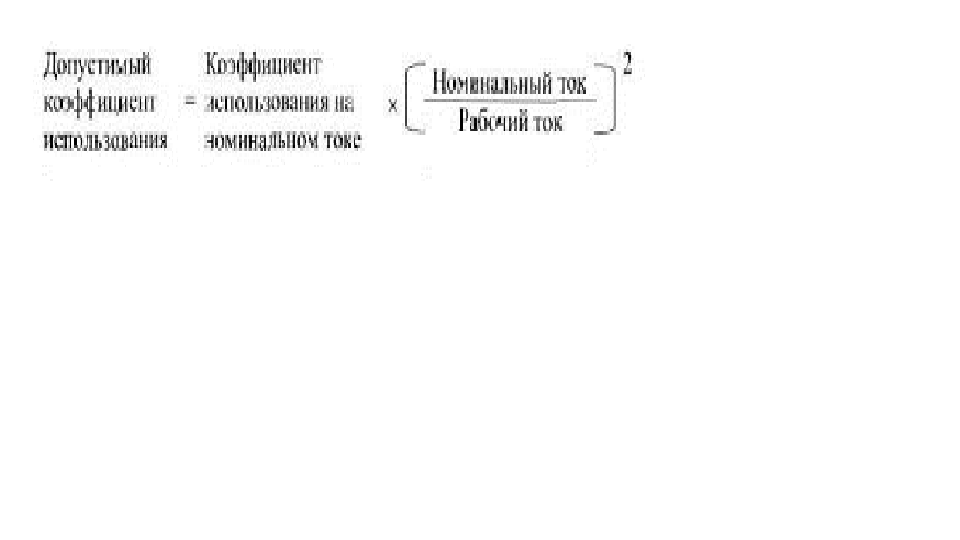
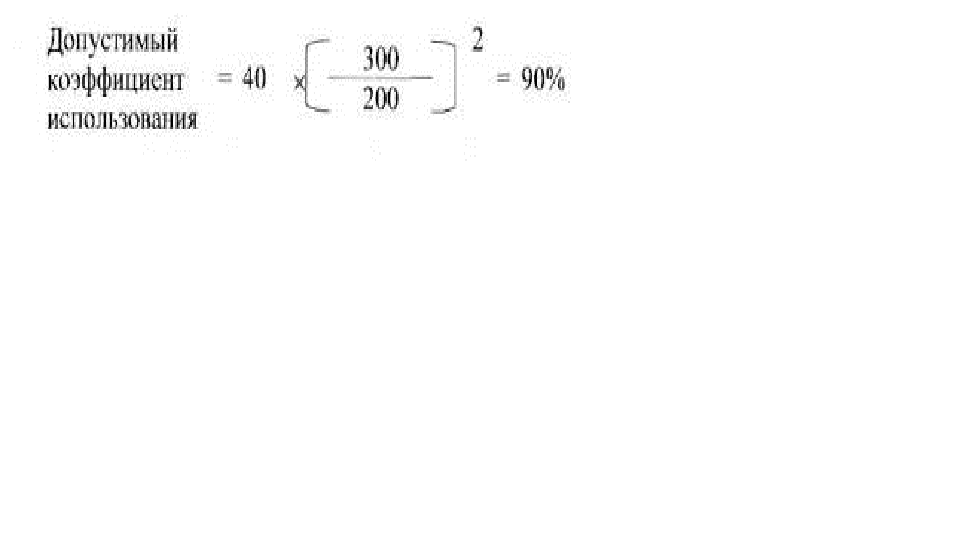
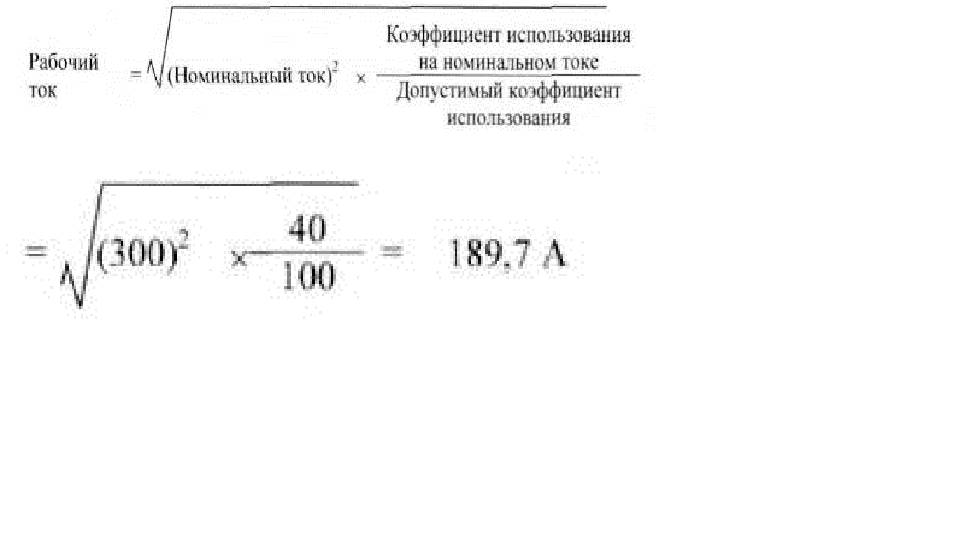
ПОДГОТОВКА К СВАРОЧНЫМ РАБОТАМ 3-1 ПОДГОТОВКА СВАРОЧНЫХ УСТАНОВОК 3-1-1 Выбор полярности При выполнении Аргонодуговой сварки, прежде всего, нужно выбрать сварочный источник питания и его полярность, которые подходят к материалу свариваемых деталей. Обычно для сварки алюминиевого сплава, магниевого сплава и т.д., в которых должна быть устранена оксидная пленка с поверхности основного металла за счет эффекта очистки дуги, или для сварки, в которой не предпочитают глубокое проплавление основного металла, применяется переменный ток. А в случае других металлов, как правило, применяется постоянный ток с отрицательной полярностью электрода. Постоянный ток с положительной полярностью электрода, как правило, почти не применяется. В табл. 3.1 приведены выборы источника питания и полярности относительно типичных материалов. 3-1-2 Коэффициент использования сварочных источников и горелок Для сварочных источников питания и горелок устанавливаются номинальный ток и коэффициент использования на номинальном токе, соответственно. Номинальный ток означает максимальный ток, который можно использовать для сварки, а коэффициент использования на номинальном токе означает, сколько минут можно продолжать сварку в течение 10 минут при выполнении сварки на номинальном токе. Например, это означает, что при выполнении сварки па токе 300 А с использованием источника питания с номинальным током 300 А и коэффициентом использования на номинальном токе 40% после 4-минутной сварки нужно приостановить сварку на 6 минут, иначе сварочный источник питания может перегореть. Однако коэффициент использования (допустимый коэффициент использование) при сварке на токе ниже номинала; Например, если с использованием источника питания с вышеуказанным номиналом осуществляют сварку на 200 А, то получается; Так что можно использовать источник питания 9 минут непрерывно. Далее, находим верхний предел сварочного тока, на котором можно использовать источник питания длительное время непрерывно: Так что при сварке на токе порядка 190 А источник питания не перегорит, даже если используется длительное время непрерывно. Однако в случае импульсного тока за рабочий ток должно принимать не арифметическое среднее пикового тока и базового тока, а среднеквадратическое значение этих двух. Выше дано разъяснение коэффициенту использования, беря для примера сварочный источник питания, но такое же соображение подходит и к сварочным горелкам. При этом следует обращать внимание на то. что коэффициент использования горелок на поминальном токе при сварке переменным током устанавливается ниже, чем при сварке постоянным током.
2 балла
-
http://cs14112.vk.me/c540106/v540106614/1552d/rXEMo4LsqtI.jpg2 балла
-
http://cs14112.vk.me/c618331/v618331095/12684/HwM7Iie1rF0.jpg2 балла
-
Трудовыебудни...))) Заскочил к нам КамАЗ на замену рессор. В процессе выяснилось, что заменённый этой весной резонатор "не глушит выхлоп так, как хотелось бы"))) Ну дык... А конструкция его - точь-в-точь такая же, как на пассажирских единицах подвижного состава. (Неудивительно - и там, и там - КамАЗ - головное предприятие). Ну, алгоритм ремонта уже отработан, и не единожды. За исключением маленького "но". За неимением п/а - ранее все это выполнялось всеми возможными / доступными методами сварки. Пришла пора поработать и по фен-шую))) Не буду сотрясать воздух, Оверману - твёрдая "5"-ка с ба-а-альшущим плюсом! Да, можно было и не чистить, но уж очень хотелось сделать поприличнее. СВ08Г2С, 0,8 мм., смесь 82/18. Напряжение - 18 В, ток - 50 А - тонкие участки; "12 часов - на всех" - при сварке кольцевой вставки. Толщины ( на глаз ) : фланец - 4-5 мм, кольцо - 3 мм. (водопроводная труба D=100), корпус "самовара" - 1 мм, заплатка - 0,8 мм. p.s. Несколько лет назад, будучи сильно "неадекватным" по понятной причине, я ЗАБЫЛ вырезать выход в заплатке! Так и "заглушил". Потом сам разбирал магистраль, сгорая от стыда и мучаясь от дикого похмелья...
2 балла
-
@Andrew, блэк фрайдей?1 балл
-
@Temik07,Такой? А (Специи) это кто?
1 балл
-
На въезде в г Электросталь стела - эмблема города стоит лет 30 из нерж. (марку нерж. уж наверно не кто и не подскажет) и как новая. Завтра буду мимо ехать, фотку сделаю .1 балл
-
@Alessandro, а формулировка "публичное обсуждение действий модераторов" Вам ни о чём не говорит? Или на других форумах не так? Действительно, странно. Форум, действительно, не Но, однако, русскоязычный. А выражений "нуна", "мона", "мож", "ужо" и т.д. в русском языке не существует. Это похоже на детский лепет, а Вы, вроде, взрослый человек. И Ваши доводы смахивают на флуд - с подобными ответами в л\с, пожалуйста, как в с своё время ко мне обратились.1 балл
-
@Alessandro, и от меня, доморощенного филолога - провинциала, предупреждение. Но уже - "с занесением". Никто ничего не блюдет, в Вашем понимании. Вас просили, именно - просили, общаться на нормальном русском языке. Если Вам это претит, по любой причине (причинам) - Ваше право. Никто его не оспаривает и не ущемляет, поверьте.1 балл
-
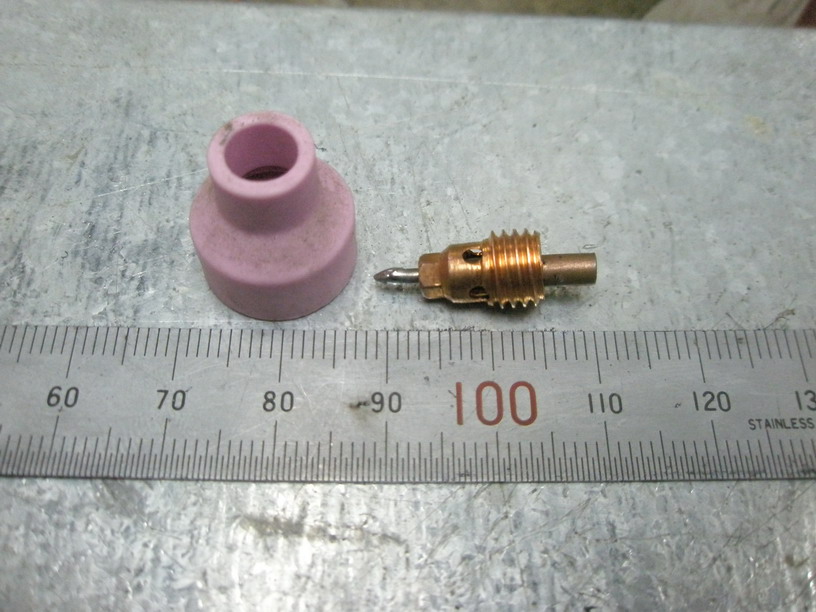
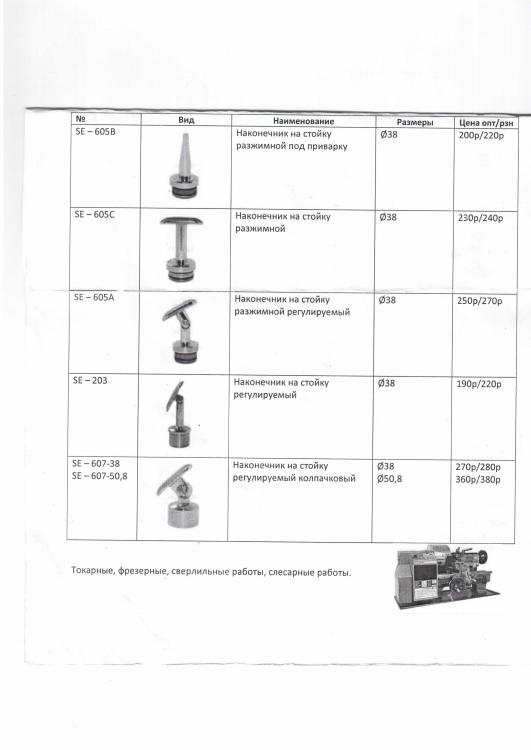
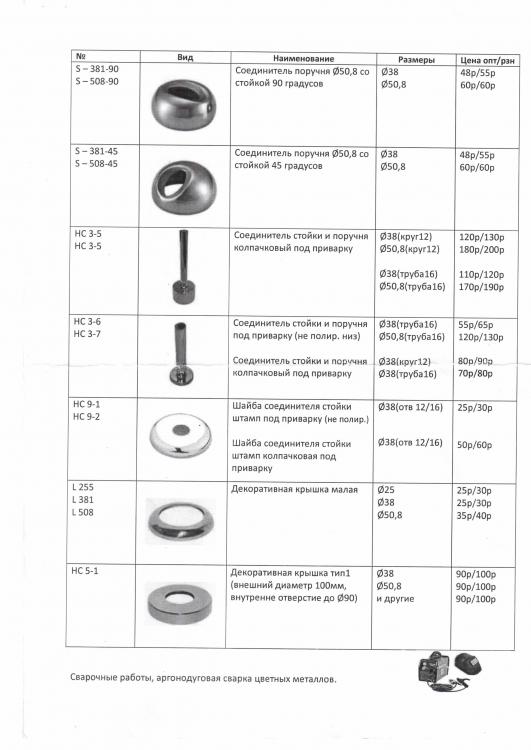
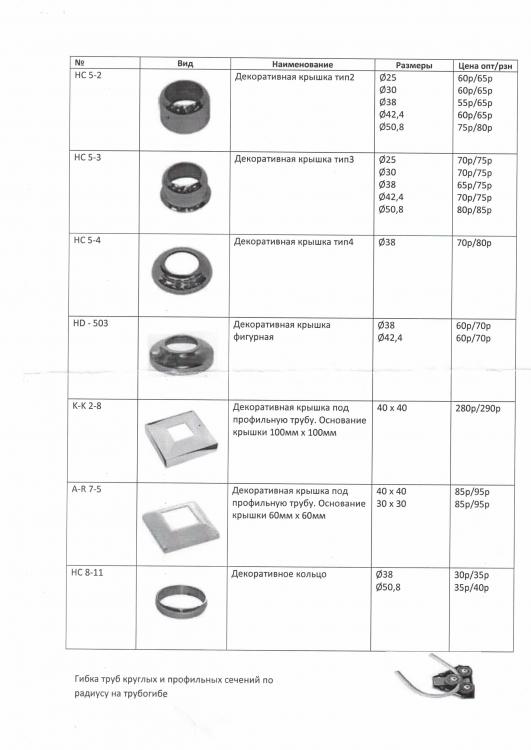
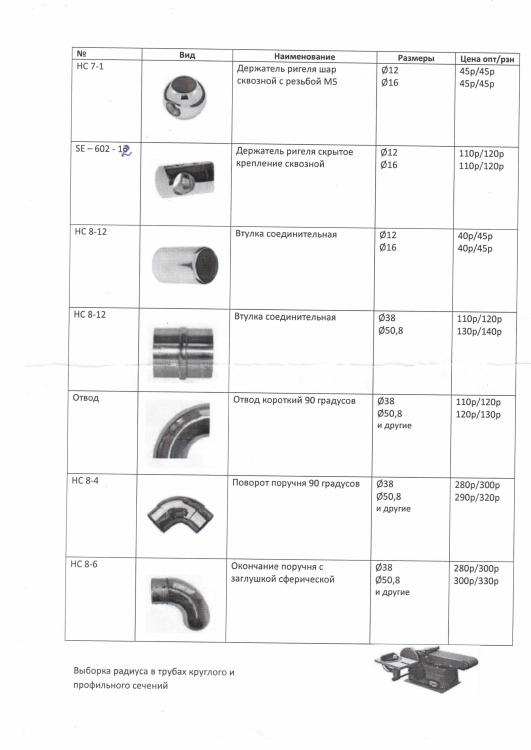
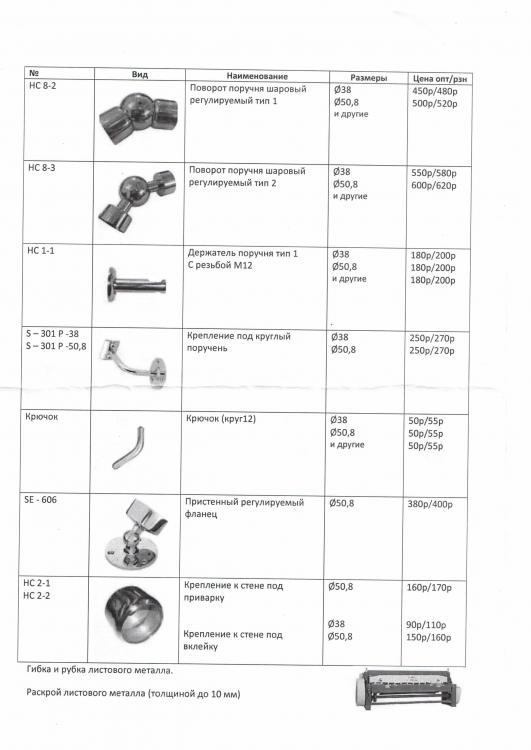
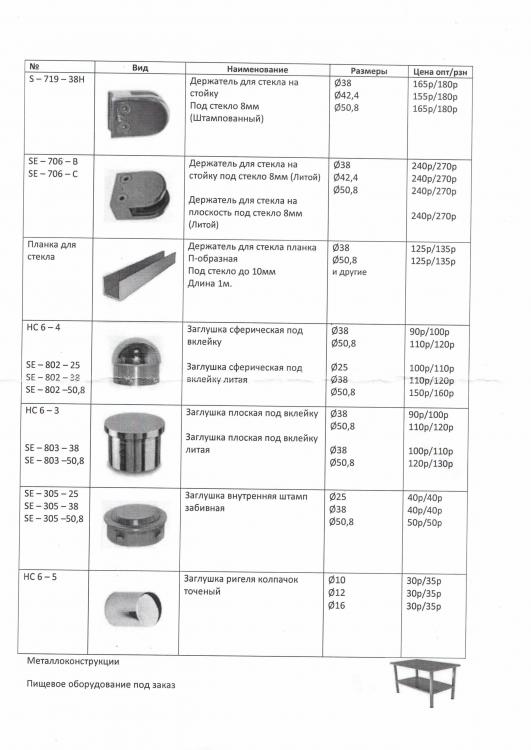
Ассортимент комплектующих с которым я работаю
1 балл
-
Художественная сварка. Начало.1 балл
-
@Alessandro,вы сами с собой разговариваете или к кому то обращаетесь?Наверное этот вопрос лучше задать тому,кто эту работу будет делать.1 балл
-
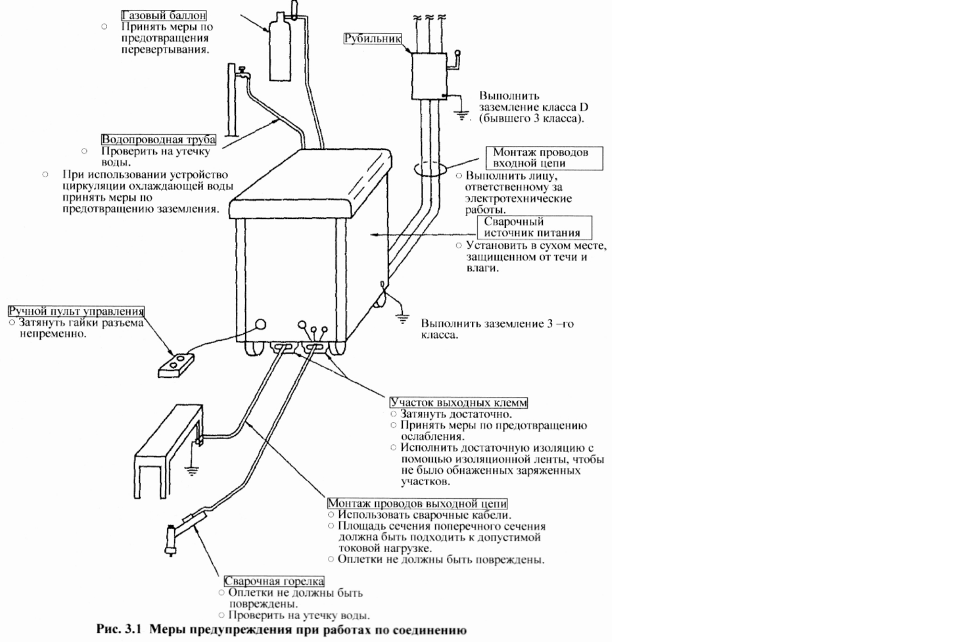
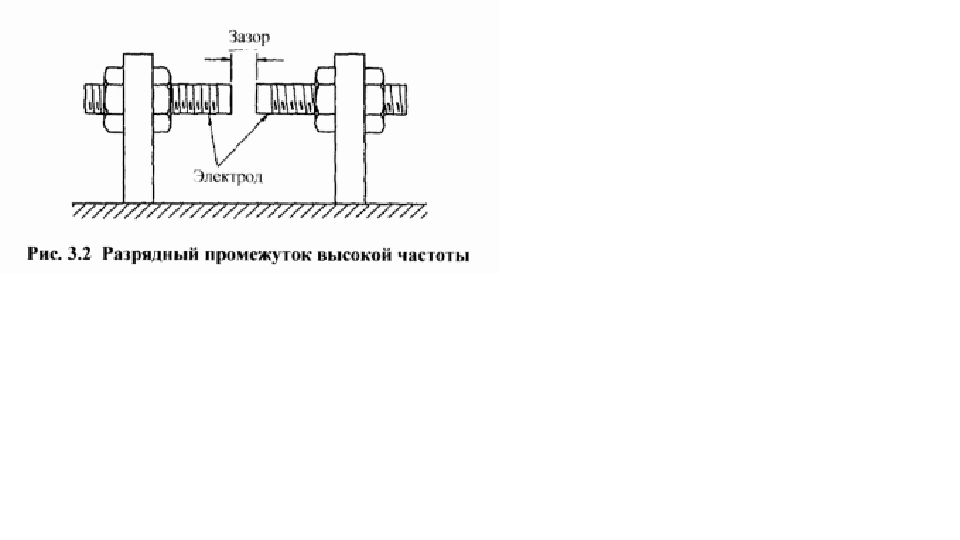
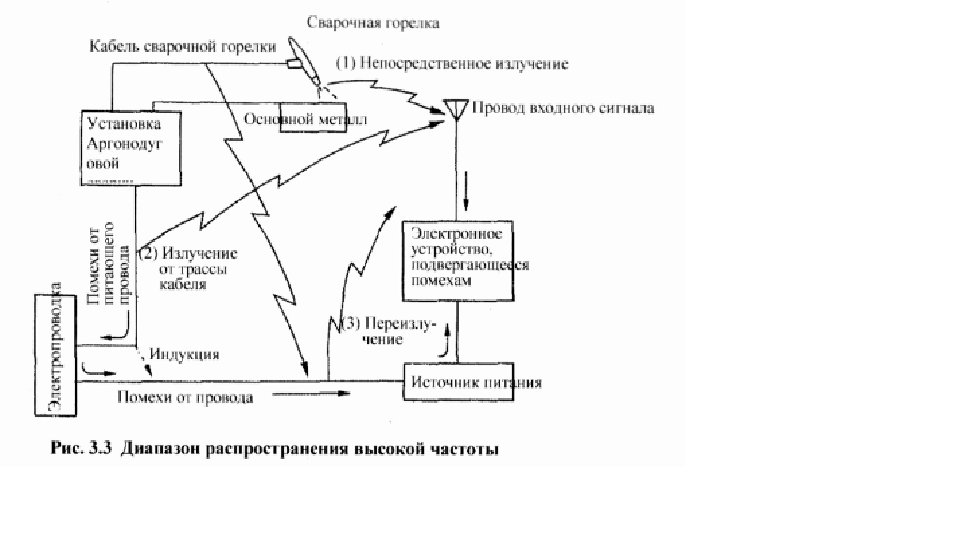
3-1-3 Соединение сварочных установок Работы по соединению сварочных установок монтаж проводов входной цепи (1-ой цепи) и заземление должно исполнять лицо, ответственное за электротехнические работы. Соединение кабелей между сварочной горелкой, основным металлом и т.д. выходной цепи (2-ой цепи) и выходными клеммами, соединение защитного газа и охлаждающей воды, соединение управляющих кабелей и т.д. должен исполнять сварщик. В выходной цепи протекает сильный ток, так что необходимо не только использовать шланговые кабели (регламентируется стандартом J1S С3404 сварочные кабели), оплетка которых не повреждена, по и надежно затянуть соединительные участки клемм и изолировать участки, где обнажено заряженное тело, например, намотав на них изоляционную лету. Кроме тот, если в выходной цепи используются кабели с малой площадью поперечного сечения, будет увеличиваться тепловыделение, что может привести к повреждению кабеля или поражению электрическим током, поэтому необходимо использовать шланговые кабели, площадь поперечного сечения которых подходит к сварочному току. Следует выбирать кабели так. чтобы на 1 мм площади поперечного сечения приходилось примерно 5 А при номинального токе, основываясь на табл. 3.2. Для установки сварочного источника питания следует выбрать помещение, защищенное от воздействия дождевой воды и прямых солнечных лучей, с пониженной влажностью и пылью. Табл. 3.2 Критерий выбора шланговых кабелей Номинальный ток, А 100 200 300 500 Шланговый кабель, мм2 22 38 60 100 Соединительные участки защитного газа и охлаждающей воды необходимо затягивать надежно во избежание утечки, шланги закреплять хомутами. В случае, когда используется устройство циркуляции охлаждающей воды в холодной местности зимой, необходимо принимать меры по предотвращению замерзания, такие как применение антифриза, слив воды при окончании работ и т.д. Управляющие кабель и пр. нужно закреплять, затянув гайки разъемов. Категорически запрещается использовать их, вставив и не закрепив. На рис. 3.1 показаны и представлены меры предупреждения к работе по соединению. 3-1-4 Обращение с газовыми баллонами Аргон, относящийся к инертному газу, не взрывается, но требует тщательного внимательного обращения, так как заряжен в баллон под высоким давлением порядка 15 MПa. Ниже перечислены основные меры предосторожности при обращении; · Что касается газовых баллонов, то непременно принять меры по предотвращению перевертывания, например, поставить их на стенд. · Не ронять газовые баллоны и исключить возможность нанесения по ним ударов. · При открытии вентиля, обратить выпускное отверстие в противоположную работнику сторону, открыть вентиль с помощью специальной рукоятки или гаечного ключа. Ни в коем случае не открывать вентиль, нанося по нему удары гаечным ключом или тяжелым предметом. · Перед установкой регулятора давления, открыть и закрыть вентиль 1 -2 раза, поворачивая его порядка на 1/4 оборота, и продуть возле наконечника от пыли, одновременно убедившись в отсутствии неисправностей. · Осуществлять открытие и закрытие вентиля плавно. Кроме того, при установке регулятора давления на газовый баллон, если затяжка была недостаточной или прокладка была повреждена, то происходит утечка газа, которая не только приведет к потере газа, но и окажет вредное влияние на защитный эффект, так что нужно убедиться в отсутствии утечки газа . 3-1-5 Обращение со схемой генерации высокой частоты При Аргонодуговой сварке, чтобы зажигать дугу бесконтактно, используется схема генерации высокой частоты, и. как правило, применяется метод искрового промежутка, по которому высокая частота формируется в зазоре между двумя электродами, как представлено на рис. 3.2 Характеристика высокой частоты сильно зависит от этого промежутка. Чем меньше будет промежуток, тем слабее станет сила, но тем чаще станет количество раз генерации. И наоборот, чем больше будет промежуток, тем сильнее станет сила, но тем меньше станет число раза генерации. В общем, как подходящий промежуток устанавливают приблизительно 1 мм. В случае сварки на постоянном токе, поскольку высокая частота используется только при зажигании дуги, можно устанавливать относительно большой промежуток и использовать повышенную силу высокой частоты. Однако в случае сварки на синусоидальном переменном токе, поскольку высокая частота используется постоянно, нецелесообразно устанавливать слишком большой промежуток. При большом промежутке количество раз генерации уменьшается что может привести к обрыву полуволны сварочного тока. Поскольку характеристика высокой частоты зависит от промежутка. необходимо держать поверхность электрода чистой. Когда заметна шероховатость поверхности электрода, нужно полировать ее мелкозернистой наждачной бумагой и повторно регулировать промежуток на подходящее значение с помощью толщиномера и т.д. При этом очень важно убедиться в том, что два электрода расположены параллельно. Поскольку к схеме генерации высокой частоты прилагается высокое напряжение порядка несколько тысяч вольт, при регулировке промежутка непременно убедиться в отключении управляющего питания и принять меры, чтобы ошибочное прикосновение к выключателю не привело к включению электропитания. Кроме того, поскольку высокая частота но своей характеристике снижает свои параметры по мере удлинения сварочного кабеля, не желательно использовать слишком длинный сварочный кабель. Степень снижения параметров частоты варьируется в зависимости от конфигурации и расположения горелки и пр., поэтому нельзя сказать однозначно, но за предел принимают 10 - 20 м. 3-1-6 Радиопомехи из-за высокой частоты При использовании высокой частоты нужно уделять внимание радиопомехам. Высокая частота, которая генерируется в схеме генерации высокой частоты методом искрового промежутка и используется для Аргонодуговой сварки, не постоянная и имеет широкую полосу частот (0,5 - 20 МГц). Что касается распространения высокой частоты, то оно происходит не только от сварочной горелки и ее кабеля в воздух, но и от входного кабеля (трассы кабеля), а также происходит переизлучение вследствие индукции, как представлено на рис. 3.3. Сварка на постоянном токе, в которой генерация высокой частоты происходит при зажигании дуги в короткий промежуток времени и дуга прекращается по мере горения, не оказывает на практике такого вредного влияния. Однако в случае сварки на переменном токе для устойчивой генерации высокая частота формируется постоянно и после горения дуги. Если среди высоких частот, состоящих из разных полос частот, полоса относительно сильных частот совпадает с частотой радиоприемника, телевизора или радиостанции, может произойти шум. в крайнем случае, неспособность к приему или прочие радиопомехи. Кроме того, расположенные вблизи роботы и прочие аппараты с электронным управлением могут совершать ошибочные действия. Хотя в установках Аргонодуговой сварки предусмотрены многообразные изобретения для ослабления радиопомех, вызываемых высокой частотой, радиоприемник, телевизор, робот и прочие аппараты, имеющие электронное управление и расположенные крайне близко к рабочему месту, во многих случаях неизбежно подвергаются влиянию радиопомех. Если при установке или обращении со сварочными установками TIG обращать внимание на следующие пункты, то можно сократить помехи от высокой частоты в значительной степени; Ø В схеме генерации высокой частоты не устанавливать искровой промежуток больше, чем необходимо. Ø По возможности укоротить сварочный кабель и положить его так, чтобы он соприкасался с землей. Ø Поскольку высокая частота экранируется железо-бетонной конструкцией, если рабочее место установлено внутри железо-бетонной конструкции, высокая частота не проникает наружу.
1 балл
-
@illia, Здравствуйте. Данные функции доступны для категории пользователей "новичок" и выше. Для этого надо набрать 5 сообщений на форуме.1 балл
-
Если вентиля не пережаты то палец не скользит, но это в тепле и в относительно тонких перчатках, в утепленных крагах такую регулировку не сделать. По клавише режущего кислорода хочется сказать, что по моему мнению она удобна для резки заготовок и металлолома, работать на ремонте с ней возможно, но крайне не удобно. Для ремонтных работ лично для меня удобнее вентиль, проще контролировать пятно реза, если например необходимо "сдуть" лопнувший шов или разделать трещину. Действительно, не плохо бы было добавить поджиг и как вариант, для регулировки распределения газов помимо вентилей добавить клавишу под большой палец, скажем переключать распределитель при помощи давления кислорода. При этом сам распределитель будет отдельной деталью (хотя если все это в сандалить в резак, то его стоимость будет далеко не 1,5 т.р ).1 балл
-
Газом никогда не варил, решил собрать пост, заехал к знакомому на работу набрал обрезков алюминия, купил колёса в ближайшем магазе и пару дней свободного времени. Вот результат. Очень лёгкая и маневренная, правда пока стоит, нужна не особо ответственная холтурка, а то опыта нет автогеном.
1 балл
-
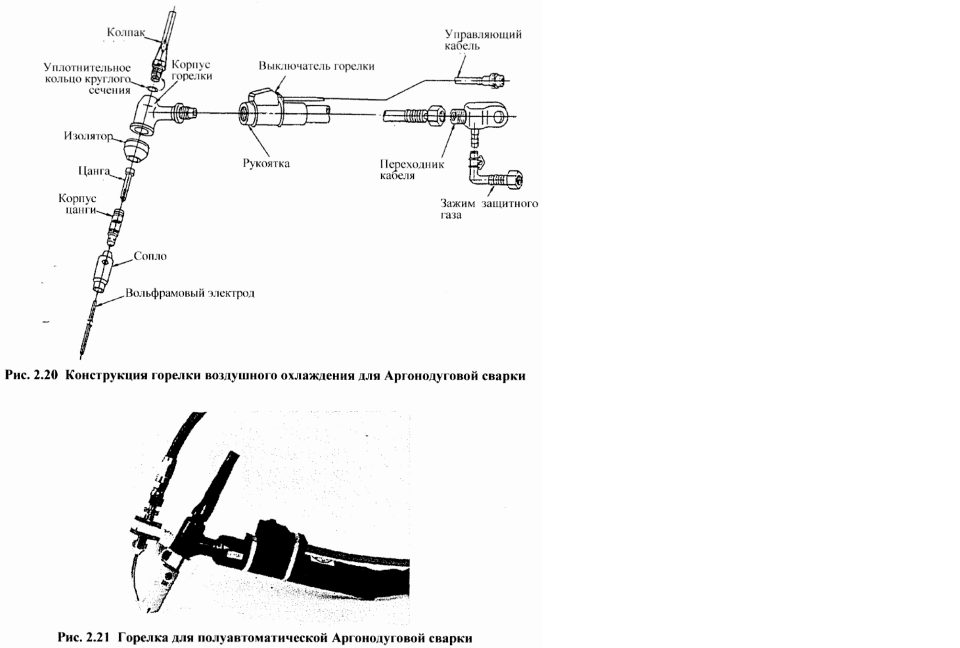
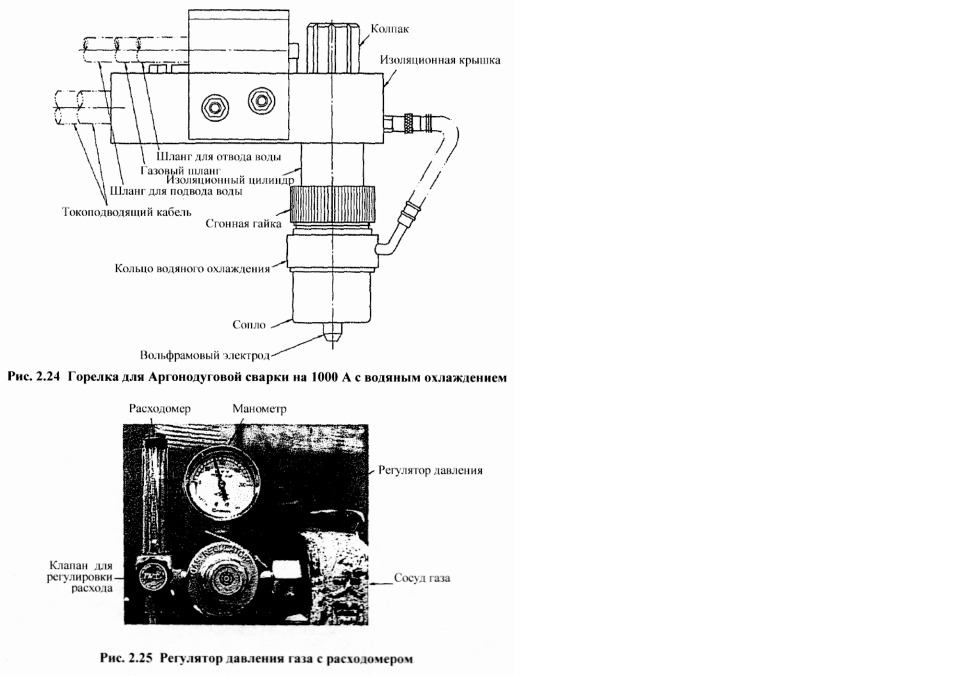
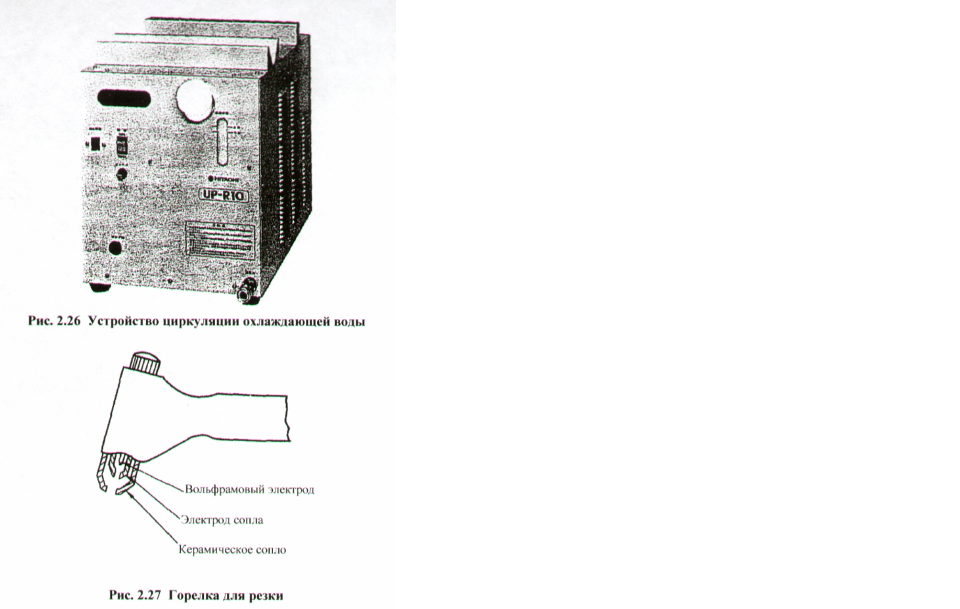
Сварочная горелка Основным назначением горелки для дуговой сварки ТИГ является жесткое фиксирование вольфрамового электрода (W-электрода) в требуемом положении, подвода к нему электрического тока и равномерного распределения потока защитного газа вокруг сварочной ванны. Она состоит из корпуса (ручки) и головки покрытой изолирующим материалом. Обычно, в рукоятку горелки встроена кнопка управления для включения и выключения тока сварки и защитного газа. Некоторые современные горелки имеют кнопку управления током в процессе сварки. Цанга позволяет жестко закрепить W-электрод в горелке; для этого необходимо закрутить тыльный колпачок до отказа. Обычно, тыльный колпачок достаточно длинный, чтобы вместить в себя всю длину электрода, как это показано на рисунке. Но для работы в стесненных условиях горелки могут снабжаться и короткими колпачками. Горелки для сварки ТИГ разработаны самых разных конструкций и размеров в зависимости от максимального требуемого тока, а также от условий ее применения. Размер горелки также влияет на то, как горелка будет нагреваться и охлаждаться при сварке. Конструкция некоторых горелок предполагает их охлаждение потоком защитного газа (это так называемые, горелки воздушного охлаждения). Горелки также отводят тепло в окружающее пространство. Имеются также горелки с водяным охлаждением. Они, обычно, предназначаются для использования на повышенных токах сварки. Горелки ТИГ с водяным охлаждением, как правило, имеют меньшие размеры, чем горелки воздушного охлаждения для тех же токов сварки. http://websvarka.ru/talk/uploads/sakhalin_cat/Gorelki/01.jpghttp://websvarka.ru/talk/uploads/sakhalin_cat/Gorelki/02.jpg http://websvarka.ru/talk/uploads/sakhalin_cat/Gorelki/03.JPGhttp://websvarka.ru/talk/uploads/sakhalin_cat/Gorelki/04.JPG http://websvarka.ru/talk/uploads/sakhalin_cat/Gorelki/05.JPGhttp://websvarka.ru/talk/uploads/sakhalin_cat/Gorelki/06.JPG http://websvarka.ru/talk/uploads/sakhalin_cat/Gorelki/07.jpghttp://websvarka.ru/talk/uploads/sakhalin_cat/Gorelki/08.jpg http://websvarka.ru/talk/uploads/sakhalin_cat/Gorelki/09.jpghttp://websvarka.ru/talk/uploads/sakhalin_cat/Gorelki/010.jpg http://websvarka.ru/talk/uploads/sakhalin_cat/Gorelki/011.jpghttp://websvarka.ru/talk/uploads/sakhalin_cat/Gorelki/012.jpg http://websvarka.ru/talk/uploads/sakhalin_cat/Gorelki/013.jpghttp://websvarka.ru/talk/uploads/sakhalin_cat/Gorelki/014.jpg http://websvarka.ru/talk/uploads/sakhalin_cat/Gorelki/015.jpghttp://websvarka.ru/talk/uploads/sakhalin_cat/Gorelki/016.jpg http://websvarka.ru/talk/uploads/sakhalin_cat/Gorelki/017.jpg С другой стороны, по методам охлаждения горелки подразделяются на горелки водяного охлаждения и горелки воздушного охлаждения. Горелки водяного охлаждения, теплостойкость которых увеличивается за счет водяного охлаждения сварочного кабеля, держателя электрода и сопла, находят применение при сварке на сильном токе. Горелки воздушного охлаждения, не располагающие контуром охлаждающей воды, просты по конструкции и превосходны по управляемости благодаря компактности и легковесности, но ограничены рабочим током примерно до 200 А. Конструкция горелки воздушного охлаждения представлена на рис. 2.20. 2-4-2 Горелки дли полуавтоматический сварки Под горелками для полуавтоматической сварки подразумеваются горелки, операция которых осуществляется вручную, но добавление присадочного металла автоматизировано. Пример представлен на рис. 2.21. При использовании эти горелки должны быть комбинированы с устройством подачи проволоки, которое представлено на рис. 2.22. и устройством управления подачи проволоки, которое представлено на рис. 2.23. и позволяют получить равномерные валики легче по сравнению с ручной сваркой благодаря стабильному добавлению присадочного металла. Если эта горелка установлена на тележку или прикреплена к стенду горелки и комбинирована с поворотным столом, то легко получается автомат Аргонодуговой сварки. 2-4-3 Прочие горелки Кроме горелок для ручной сварки и полуавтоматической сварки, находят применение разнообразные горелки, специализированные в зависимости от назначения; например, горелки для сварки на сильном токе, сопло которых охлаждается водой непосредственно, как представлено на рис. 2.24. горелки с двойной зашитой, в которой защитный газ подается двойственно для улучшения защитного эффекта, горелки, специализированные для точечной дуговой сварки, и прочие специализированные горелки. 2-5 ВСПОМОГАТЕЛЬНЫЕ АППАРАТЫ 2-5-1 Регуляторы давления газа с расходомером Аргон, который применяется в Аргонодуговой сварке в качестве защитного газа, обычно хранят в сосуде высокого давления порядка 15 МПа (150 кгс/см2) при температуре 35°С. Регуляторы давления предназначены для того, чтобы снизить давления сжатого газа до уровня, подходящего к сварке, порядка 0,15 MПa (1.5 кгс/см2), а расходомеры предназначены для установки расхода защитного газа, подходящего к сварке. Обычно в большинстве случаев регулятор и расходомер конструируются заодно, как представлено на рис. 2.25. Заданный расход защитного газа устанавливается, смотря на деление, выгравированное на расходомере, и плавучую отметку, перемещающуюся вертикально в зависимости от расхода газа, и открывая или закрывая клапана регулировки расхода. 2-5-2 Устройства циркуляции охлаждающей воды Водяное охлаждение горелки для Аргонодуговой сварки осуществляется методом с использованием водопроводной воды или методом с использованием устройства циркуляции охлаждающей воды, как представлено на рис .2, 26. Устройства циркуляции охлаждающей воды находят применение в следующих случаях; (1) Невозможно использовать водопроводную воду. (2) В связи с плохим качеством воды водяной канал горелки может легко засориться из-за накипи или т.п.. (3) В связи с низким давлением воды или колебанием давления воды не получается количество воды в подходящем объеме. (4) Место производства работы перемещается часто, например, при сварке на разных объектах.
1 балл
-
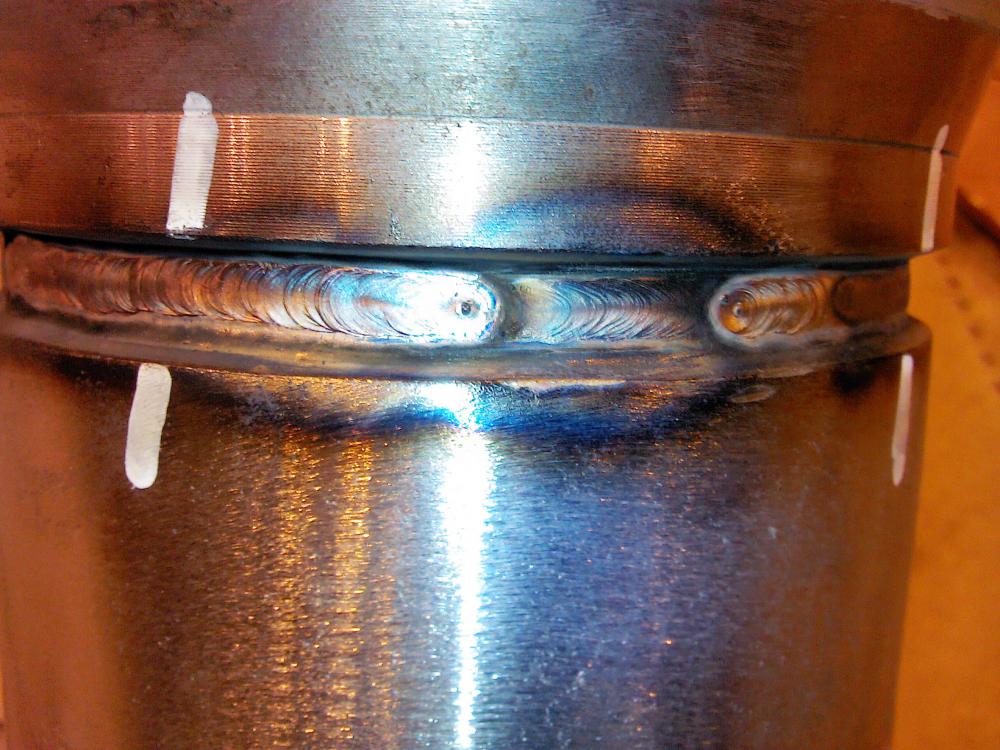
304L 219.1x3мм . без поддува, ток 85А примерно, после облицовки пока горячая внутри нерж щёткой зачищаем побежалости и даем остыть . потом подвариваем внутри.
1 балл
-
Надо почитать!
1 балл
-
У "черняги" душа простушка, но ежель понять её, то будет золотиться как "нержавейка" (ну и линза естественно) Ст20 S=12, 110 на корень, 140 на всё остальное от инвертора-только "лиценуть" не успел, смена кончилась .
1 балл
-
Поклёв на заказ начался 30 сентября 2014, готова была полностью 10 ноября, ... возможно не сразу по ..., но к 17 ноября 2014 заказчик узнал об этом, вчерась он её забрал и обещал когда нибудь рассчитаться/отдать 3000р. Такой полукоматозный темп).1 балл
-
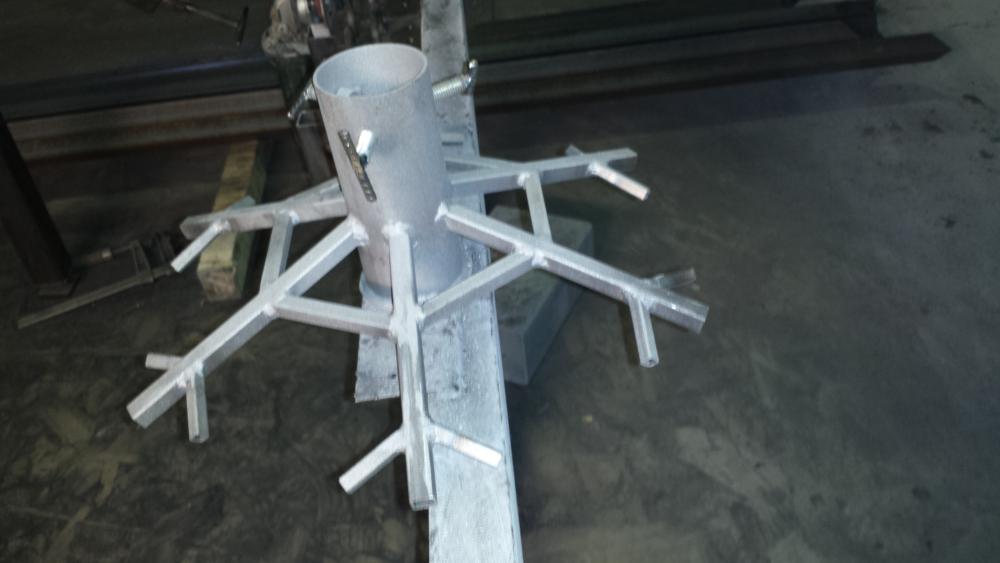
Вот проект для детского садика. У них с прошлого года беда была с подставкой для ёлочки.
1 балл
-
1 балл
-
Практически первая проба работы со сваркой (стаж горения дуги не больше 20 часов). Тачка, собрана из разного лома, ржавого листа 3мм и остатков от постройки входной лестницы. "Тазик" съёмный - варен полуавтоматом, "база" - ручной дуговой. Качество камеры мобильника - ужас.
1 балл
-
(Реплика в сторону сборщиков) После того,что Вы сделали с этим стыком, Вы обязаны на нём жениться.1 балл
-
Вот еще немного из моей работы.
1 балл
-
Опять-наплавка барабана,половина-углекислотой.Углекислота закончилась,навязали аргон. Нужно срочно в шахту, т.к., у нас- война, а уголь надо на доменные печи. Проволока ф 1.2 мм. Если удастся, то выложу конечный результат после обработки на токарке и установки подшипников.
1 балл
-
В общем не стал я ставить эксперементы,позвонил генеральному и техническому,озвучил стоимость.За один трап за сварку 3600 р.,за сборку 1400 р., общая на 5000 р. вышел,или почасовая 3000 р. смена,думают.1 балл
-
Дать тех директору горелку и пусть варит. А самому пойти и вечер провести с супругой(любовницей, детьми, друзьями , на выбор) 600 рублей за семь метров шва- это смешно. Учитывая что самое дорогое это руки с головой- умножать минимум на три. Минимум.1 балл
-
@blazen79, дайте все!!!
1 балл
-
И такое бывает1 балл
-
Обращаюсь ко всем пользователям, кто намеренно искажает. коверкает и оскверняет русскую письменность. Вот такие сообщения будут удалятся, а за систематические нарушения пользователь будет наказываться. Такое сообщение должно выглядеть хотя бы так: Это не касается тех, кто по незнанию или неграмотности допускает ненамеренные ошибки. У нас не форум русского языка, но хоть не много порядок должен быть.1 балл
-
Извините, что вовремя не ответил, прозевал ваш пост. Получается так: За это время полочку приделал к ящику.
1 балл
-
http://www.youtube.com/watch?v=Snt15qrSDiI&feature=player_detailpage1 балл
-
Мы привезем аппараты, отдадим их лично в руки тестеру (заранее обговорим с ним дату и время), и он будет тестировать их в удобное для себя время. Все остальные детали, касающиеся дат, времени, загруженности на работе, будем обсуждать уже с конкретным человеком, который победит по результатам голосования.-1 балл
-
ужо антиреклама. тоже бесплатная. осталось перепостить ссылку в другие форумы-1 балл
-
За что именно? "антиреклама" не по вкусу, или "УЖО" ? Давайте вместе изучим русский язык(бо я им не владею вполне). Вот, обращаюсь к словарю да и тут вот пожалте. настаиваете на предупреждении? Блюдёте чистоту русского языка? странно это. форум вроде как не про "великая и могучая русский язык". Если честно задолбали доморощенные филологи. Имхо сменить бы ник на этот надобно-2 балла