Лидеры




Популярный контент
Показан контент с высокой репутацией 02.10.2014 во всех областях
-
http://cs14112.vk.me/c540104/v540104550/1b6c2/0RvXpIjwvhg.jpg9 баллов
-
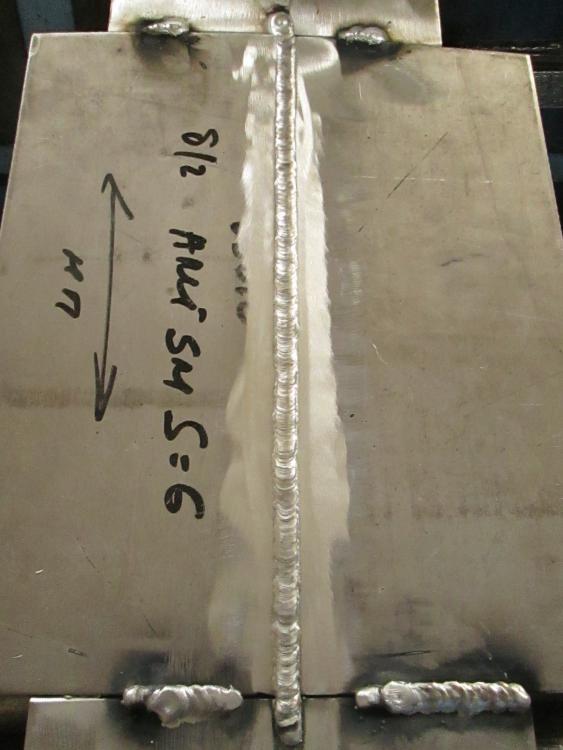
Ну вот , наконец то дошли руки сделать защиту на свою машину . и то правда на той неделе ночью )) Лист AL , 4мм . Хотел сначала из 6мм .))
 7 баллов
7 баллов -
Кубовая часть ф1420мм толщина 10мм вертикально. Врезки ф219мм и ф40мм трубы вертикально.
7 баллов
-
Тоже свои выложу с сегодняшней шабашки.
4 балла
-
Пaфтаренье - Мать & Ученья! Всё!
4 балла
-
Вид струбцины (сделана давно, и всё работает) : Ей удобно дёргать столбики из земли. Когда их две и лебёдка, то можно разогнуть согнутое (использовал при строительстве сруба на брусе), или согнуть прямое.
4 балла
-
сегодня на работе встретил дружбана Мишаню(сантехник) тудым-судым,о бабах,водке,войне.. -Миха,ты как осаду пересидел,мне честно,-о@к@вато было.. -водку пил,пока деньги были.. -а потом? -дык деньги закончились,а тут и урожай поспел.. -и Чо? -че-че..забил,дунул,и пофиг мне эти обстрелы..посреди улицы иду,песню пою.. ..иду ,шагаю по Москве..
4 балла
-
Сделал из металлолома для сварочника и 40 литрового баллона тележку для перевозки на ровной поверхности, в гаражах спасает от надрыва спины. Может кому что из этого за идею пригодиться.
4 балла
-
Ну вот получил я 309-ю, результат смотрите))) Скажу сразу, опыта совсем мало, а такое вообще первый раз, перегрева нет,знаю что чуть-чуть подрезал, насчет провара, думаю что все хорошо, было несколько проходов, т.к. был серьезный мандраж, поэтому кое-где наколбасил присадкой, без должного прогрева,пришлось проходить второй раз... Ну в общем жду комментарии)))
3 балла
-
http://forum4x4club.ru/uploads/monthly_09_2014/post-11445-0-12702800-1411737116.jpg http://forum4x4club.ru/uploads/monthly_09_2014/post-11815-0-04877200-1411553046.jpeg http://i65.fastpic.ru/big/2014/0818/9f/bad926e4539b184c9b82d7b084cbb59f.jpg3 балла
-
@Лепило, до стройки не дошел, но вот что нашел http://cs622517.vk.me/v622517196/b73e/6Qw7b6a1Xw4.jpg 1. Лакокрасочное покрытие. 2. Металлический лист горячекатаный толщиной 1.5мм. 3. Сплошной сварной шов. 4. Металлический швеллер горячекатаный 120х50х3мм. 5. Профилированный оцинкованный лист С8. 6. Уголок металлически горячекатаный 75х75х5мм. 7. Обрешетка кровельная. Доска 100х25мм(сосна). 8. Отлив водоотводящий. 9. Окно пластиковое 110х90см, горизонтальное открывание. 10. Потолок, пластиковые панели ПВХ. 11. Сварной шов. 12. Утеплитель Knauf Insulation(Германия), толщина 50мм. 13. Пароизоляция. 14. Брус 100х40мм(сосна). 15. Внутренняя обшивка ДВП. 16. Напольное покрытие лист ДСП, толщиной 16мм. 17. Дверь входная. 18. Черновой пол 100х25мм. Видео удалено.3 балла
-
Надо понимать, что 4 дня никто из пользователей форумов ничего не варил? ПДГ/MAG: ПДГ/MIG:
3 балла
-
Накалымил сегодня,за 11 часов работы взял 4400 р., плюс 3000 р. за расходники.
2 балла
-
Занятно. http://f5.s.qip.ru/12aR7iDYw.jpg2 балла
-
Заявка принята.)2 балла
-
Меня командир отпустил в любой день. Давайте забьемся и вместе соберемся в один из дней, познакомимся, поделимся опытом и впечатлениями. Ещё флаг с собой с надписью, "Веб Сварка" взять от сайта было бы не плохо.2 балла
-
@bratishka, Положите хотя-бы 10 мм. Нужно учитывать, что деталь нужно не просто согнуть пружинкой, чтобы когда снимите прижимы она опять отиграла, а именно деформировать. Но на пальцах всегда сложно определить только на 3 изделии дай бог получается, так как можно ведь и пережать.2 балла
-
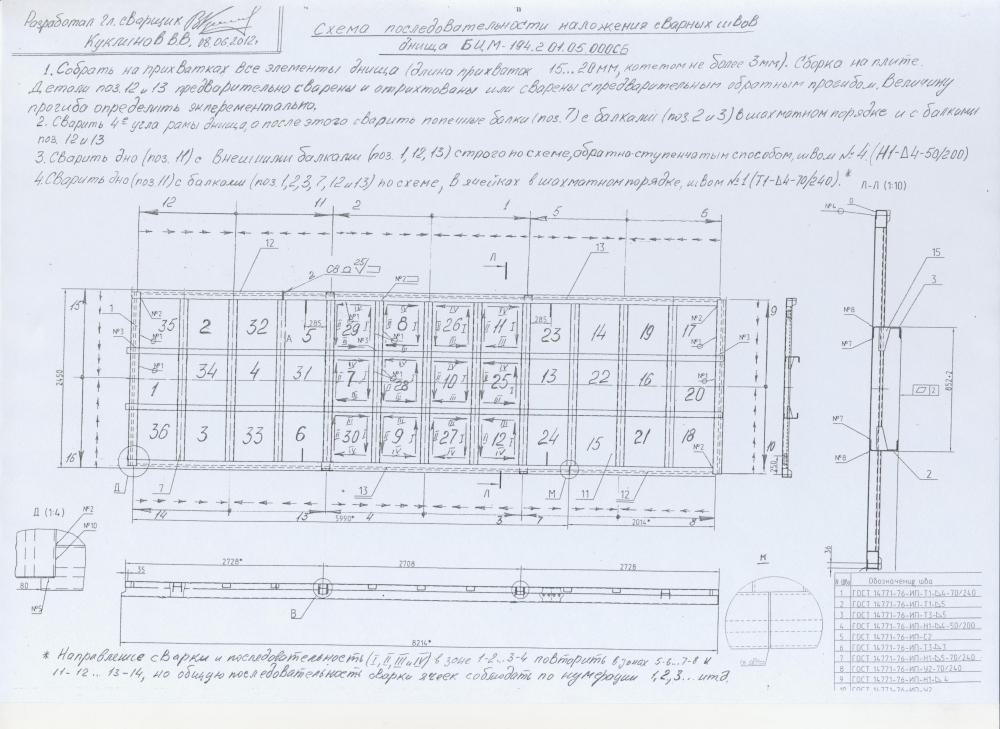
@bratishka, На прошлой работе варил днища и борта кузовов самосвалов, там подобная же тема. Вопрос решается контрпрогибом. Если изделие - серийное, его реально подобрать. Варите первое изделие прижатым к плите. Даёте остыть, смотрите куда выгнуло. Перед сваркой на плиту, под лист снизу укладывается деревянный брус или любая другая подкладка (желательно из более менее мягкого материала, можно и железяку с пластиной аллюминия сверху) по середине (в зависимости от требуемой величины контрпрогиба подбирается высота подкладки). А с краёв прижимается к плите. Затем обваривается по схеме сварки в разбежку или обратноступенчатым способом. Даёте остыть, вынимаете, смотрите. С третьего изделия контрпрогиб подбирается хорошо. Для примера: раскладка швов на днище самосвала:
2 балла
-
Я такую тоже заимел, и после некоторого времени доработал на привычный дизайн, - не катается и на гвоздик повесить можно. http://f6.s.qip.ru/IA4wMtCc.png2 балла
-
Знаю только что он у них не однократно на заводе проходил курс обучения и скорее всего ему подарили работяги (на пикнике за кружкой пива, все добрые делаются). Может быть и пересечемся мы с ним на Weldex, я думаю даст он мне повторно таблицу,а импульсы такие разные http://youtu.be/Qb7X8fTwm_c http://youtu.be/7Qx4yGYxU_M2 балла
-
Начало мега-проекта)) как правильно штуковина сия называется незнаю, вода нагретая теном будет греть что-то там во внутренной емкости, нерж, 1.5мм
2 балла
-
Простенькие такие перильца.
2 балла
-
Я тоже грешен). Ну раз уж на то пошло, сознавайтесь все)2 балла
-
Rolli, а что,машинка для заточки покрытых электродов уже изобретена? наверное,пошла в серию....Даёшь новые свершения на ниве технофлуда!!!1 балл
-
добрый день, учусь делать наплавления, ерунда какая то получается(( пробую разные режимы тока. Толщина изделия 1,2 мм. Даю от 40 до 60 ампер. почему вольфрам синеет? Пост газ примерно 3 секунды дует. Предгаз 1,5.1 балл
-
Учитывая модеризацию моих сообщений, я остыл в обсуждении. Отрицательно оценивать сообщение, можно сколько угодно, но с коментариями. В противном случае - "я маленькая бяка, я маленькая дрянь..." Но на такое яркое сообщение не сдержусь и отвечу. Приятно слышать такую информацию. Я буду учавствовать на выставке, конечно времени не будет. Но за компанию, добраться до завода и побывать на Российском производстве - я воспринимаю как подарок судьбы. Так что телефон 8 968 729 "пожарная" 10. Я так же имею раздвоение в этом вопросе и поэтому усиленно собираю информацию. Что же считать нашем - не нашем. Т.к. производитель полупроводников - это практически только китай. Производя разные полупроводники, там делается жесткий выходной контроль. Собственно поэтому в дешевых аппаратах IGBT стоят по 50 рублей, а в дорогих 500 рублей за шт. А по маркировке отличие на одну букву. Так вот считать аппарат не нашим при применении импортных компонентов на сегодняшний день не правильно. ИМХО. Пока импорт даже резисторы и конденсаторы на голову по качеству выше. Но и в тут бываю огрехи. Для меня "наше": -разработка идеалогии, т.е. проектирование -проектирование печатных плат -изготовление печатных плат и монтаж -изготовление корпуса и сборка Пусть будет допуск, изготовление печатных плат как делает ТОРУС в Китае. Но идеалогическое проектирование и последующая сборка - должно быть только наше. Почему этот вопрос меня волнует? Да все по тому - качество, что на прямую влияет на надежность, должно быть на высоте. Убиваемость аппарата тоская за кабели не всчет, а вот пониженные напряжения должны перевариваться, стабильность горения дуги при скачках напряжения, антиприлипание, хот старт, минимальные габариты, конкурентная цена, ремонто пригодность - важно как легкие в нашем организме. И когда берешь аппарат, а он сразу или через месяц умирает - это не гуд и меня это очень сильно раздражает. То же относится к автопрому. Та же кухня там. И инструмент и т.п. Т.е. гордиться за нашу страну очень сложно. А врать себе, что все хорошо, пусть не качественно, но дешево - это не по мне. У каждого производителя есть какая-то особенность. Приобретая отечественный аппарат всегда только цена является фактором. А для меня не цена главное, главное это что-то новое, рабочие частоты или управляемость или еще мало ли что. Лично знаю, электродвигательный завод, где стандартные моторчики делает только китай, наши ни хотят вклядываться в развитие, поэтому сидят только на эксклюзиве (т.е. эксклюзив только производят). Это просто бесит!!! Все хотят легкие деньги. P.S. пока элементную базу все кроме трансов мы по ка честву не потянем. Хотя трансы в импорте, не в китае, делаются особенные и с какой-то изюминкой. Что наши могут противопоставить?1 балл
-
В местном профессиональном лицее записался на курсы сварщиков. Был крайне удивлен 2 вещам: 1)На практических занятиях действительно учат варить. Мастер электродов не жалеет, все нюансы объясняет, корректирует. 2)Электроды МР-3 (ЛЭЗ!!!) 4 мм отлично и равномерно горят уже с 60 А (выставляются ножевыми балластниками, насколько точно не знаю). В общем доволен как слон .1 балл
-
@шмейхель, то, что вам советует@демонстратор, не существует ни на одном среднем производстве, да и на многих больших, скорей всего, этого нет, потому что эти фирменные машинки с гибким валом стоят больше сотни тысяч рублей. Так,что пропустите эти советы меж ушей и опуститесь на землю. Могу сказать насчёт ИМЕННО фрез по алюминию, я связался с ними, выписал из соединённого королевства, то есть из Великобритании фрез на 16 000р, именно по алюминию и теперь они валяются, а работаю ИМЕННО фрезами пальчиковыми по дереву, грызут как зверь и не так сильно забиваются. Одна фреза за 180р хватает на два-три месяца, посчитайте, сколько можно их было купить на 16000р. Ещё раз повторюсь, прислушивайтесь к народу, а таким демонстраторам надо впихнуть невпихуемое! Когда у вас будет заработок 200000-300000 штук в месяц, тогда можно их послушать, и то совсем чуть-чуть. Будьте ближе к земле! Демонстратор, вас АВН уже второй месяц УПРАШИВАЕТ показать хоть один шов, не говоря уже об оборудовании, но всё пока одни базары.1 балл
-
Могу протестировать AuroraPRO SPEEDWAY 200 по любым параметрам и сделать сравнение с EWM Picomig 180 pulse и ZWARG MIG 205. Имеется своя личная ремонтная мастерская. Есть знакомый фотограф, который может снять тестовые ролики. Произвести оценку внутренностей тоже не вопрос.1 балл
-
Крышка с КПП Шеви Ланос. Ни чего интересного в общем-то, кроме того, что она магниевая! Видно на фото маркировка "МЛ5". Вот скажите мне, ума не приложу, - нафига на бюджетном авто крышка из магния?!
1 балл
-
Блок компрессора. Думаю по фото уже многие поймут - чем и как варилось Оттачиваем технологию! В конце проверка пенетрантом - говорит сама за себя.
1 балл
-
Давайте разберемся, можно ли считать ИНЭМ отечественным инвертором? 1. Схемотехника своя, оригинальная. На больших токах работает частотное управление, на малых происходит переход на ШИМ. Не думаю, что есть аналоги, ни в Китае, ни на западе. Это не значит, что это самый лучший способ в мире. Но, то что свой, оригинальный- это точно. Кстати, в новых разработках мы от него отказываемся. 2. Печатные платы мы заказываем в "Резоните". Не знаю, где они изготавливают, может и в Китае. Но, в процессе разработок мы заказываем у них экспресс-изготовление (3-4 дня) штучных экземпляров(2-4шт.). Очевидно, что в этих случаях они изготавливают их на месте. И качество такое же, как и у серийных. 3. Монтаж СМД заказываем в фирме "Альт_Мастер"(г. Зеленоград). У них автоматизированная линия. Видел сам. Могу попросить у них фото. 4. Штырек паяем сами. 5. Моточные также сами 6. Финальная сборка и наладка - сами 7. Программное обеспечение собственное 8. И, наконец, самое главное. Наши аппараты проходят 100% выходной контроль на специальном автоматизированном стенде по разработанной нами же программе и методике, включающей в себя часовой прогон на максимальной нагрузке. Уверен, что все мировые бренды делают также и даже много жестче. А Китай этого не делает. Потому, что тогда "прости-прощай" цена 10 000руб за аппарат.. И наши пользователи получаем лотерею, в которой далеко не все выигрывают. Московская фирма "Свага" буквально захлебывается от ремонта. Ее технический руководитель пытался заставить китайцев приобрести наш стенд и с помощью программы "team-viewer" получить удаленный доступ к процедуре контроля. Но, не тут-то было, Пока стоят насмерть. И будут стоять, пока их "продукцию" в России покупают сотнями тысяч. С уважением, Островский М.А.1 балл
-
Подозреваю, что все а как иначе?1 балл
-
Сегодня ваял тележку. Предназначена для перевозки шести пятилитровых бутылок с водой. Размер чуть с запасом на две по ширине и на три в длину. Осталось подрезать оси, законтрогаить, набить колеса смазкой и покрасить. Материал -профтруба 20*20, 10*10, оцинкованная сварная сетка. Колеса на литой резине, потому что будущему владельцу качать их нечем да и не кому если что. Тяжеловаты они правда, но дебелые и шарниры хорошие. Сетку пытался ручником приварить, но больно тонкие прутики - горят. Прикрутил клопами в итоге. На ручку кусочек трубки приварганил. Завтра надеюсь покрасить засветло и можно отдавать.
1 балл
-
Тепличка
1 балл
-
Насколько получилось, надеюсь в общем суть понятна. http://cs619218.vk.me/v619218196/15c75/yM7nApREDeQ.jpg Нарезка швеллера и уголка в размер. http://cs619218.vk.me/v619218196/15c61/_jn6t9n-GLw.jpg Варится каркас. Вертикальные стойки уголок, остальное швеллер и полоска для водоотвода. http://cs618521.vk.me/v618521196/18fc6/k6K69JJlQF0.jpg Пилятся доски. http://cs619218.vk.me/v619218196/15c6b/dz1whyP0Xjw.jpg Дальше из досок, двп и утеплителя собирается пол и стены. http://cs619218.vk.me/v619218196/15c9d/gSJHZBjCmIc.jpg Вот такой утеплитель. http://cs619218.vk.me/v619218196/15c93/xiKic1NYDaU.jpg Все это дело собирается и обшивается. http://cs619218.vk.me/v619218196/15c4d/8-xsMCTFzgA.jpg Листогиб. http://cs619218.vk.me/v619218196/15c57/qCYvaVyJmBM.jpg Для загибки листов для водоотводов по низу бытовки. http://cs619218.vk.me/v619218196/15c43/UTsRfjCPA0E.jpg И для окон, которые крепятся в деревянный каркас. Крыша - листы 1.5мм, сваренные в нахлест. http://cs619218.vk.me/v619218196/15c39/WJgvY2XMyLo.jpg Внутри обшивается вагонкой. Вешаются розетки и свет. http://cs619218.vk.me/v619218196/15cc5/-bPhUxNMY2U.jpg Окно изнутри. http://cs619218.vk.me/v619218196/15ccf/urftrOAX3yk.jpg Увозят уже готовую бытовку. http://cs619218.vk.me/v619218196/15d01/WH23J2GF6to.jpg Остальной инструмент, который не попал в фотки - бензопилы, шуруповерты, болгарки разных размеров, руки Мой горизонтальный шов на каркасе. Шлак отходит сам) http://cs619218.vk.me/v619218196/15d15/8uaCU7krjUw.jpg А где не отвалился две крупные поры, но и все исправил http://cs619218.vk.me/v619218196/15d1e/Aycj25kZp8M.jpg The end.1 балл
-
Так что тут удивительного? В дешевой нише китайцы рулят, фиг с ними поконкурируешь, в дорогой брендовые аппараты, тоже трудновато будет раскрутиться, да и смысл трартиться на производство плат здесь? Проще послать готовый гербер и забрать готовые изделия. Я вот видел пару истинно Российских инверторов в 90-е годы. Оба Томской разработки и производства. Первый был изготовлен навесным монтажом и размером был с сундук, который AC/DC-200р, при этом это был простой мма инвертор, правда честных 200 ампер и 100 процентный ПВ. Второй на платах местного изготовления чуть поменьше и ПВ не помню сейчас процентов 60 наверное. Стоили немерянных денег в то время )1 балл
-
Я занимаюсь сваркой, поэтому и говорю, что не встречал российского бренда с много слойным изготовлением печетных плат. Метрологию, космос я не беру в расчет, т.к. там и бюджет изготовления изделия другой. Следовательно и станки может и есть такие... Конечно представлен ИНЭМ, как пример, но действительно ли платы изготавливаются у нас? Это еще под вопросом. Т.к. фото инвертора не доказательство его изготовления в России. А фото станка для SMD монтажа нет и не было. А то что у нас, в России, я встречал станочный парк оборудования, который стоит в термостабильной комнате и работает специальным инструментом. И это для того чтобы детали получть с микронной точностью по размерам и с гарантированной требуемой шероховатостью, это да. И такие предприятия этого не скрывают. Т.е. на страничке предприятия часто можно увидеть продукцию и станочный парк. Т.к. секрет не в станке, а в технологии. Но вот по сварке и с другим доступным для народа оборудованием я не сталкивался. Т.е. платы в лучшем случае беруться за бугром, а то и модули в сборе. Поэтому меня и возмутило в начале беседы, что же принять за российское производство?! А то что космос для себя использует, это не повод говорить про доступность оборудования для нас, обычных смертных. Ведь сварку подводной лодки из титана с накачиванием туда аргона, не означает что теперь бур для рыбалки каждый варит в аргоновой комнате. Следовательно сварочный аппарат за 5000р, не только отверточно собран здесь, но еще и разработан, спаян и собран - не вложится в такой бюджет. А чтобы вложиться в такой бюджет, фирма должна изготавливать инвертора интересные всему миру, для массовости изготовления. И такие инвертора уже не импорт, а экспорт. Вся европа так работает и америка туда же. Есть завод по изготовлению винтиков, другой завод изготаливает платы, третий паяет и т.д. С развла СССР, эта политика т.е. взаимоействие между заводами разрушено и поэтому сложно в такой большой стране, как наша, сделать дешево. Приходится одному заводу все брать на себя. А изготовление металлических корпусов не требует особых знаний. Изготовление пластиковых деталей даже не массовость. Резиновые изделия и те отмирают. Поэтому у меня убеждение, пока вот так как говорю, а обратное еще не видел и ни кто не доказал. И если есть и возраждается, то я не только за, а если смогу то приложу усилие. Для примера, СЕСПЕЛЬ, работает станок плазменной сварки. Когда я вижу полуприцеп проезжающий мимо, изготовленный на этом заводе, лично мне прияно, что мое участие было и теперь по нашей стране раскатывают такие красавцы. Таких примеров много, а вот примеров изготовления электроники, да еще надежной с применением массовости у меня нет. Главную мысль упустил. Те процессоры которые применяются в сварке, не требуют сложной компановки или связки, поэтому достаточно двух слойного исполнения. А то что размести это главная проблема, это конено. Поэтому я сам применял изготовление плат в двух слойном исполнении. Было время когда панельки для магнитол сам лепил. Тогда и телефоны модильные только начали появляться.1 балл
-
Сегодня погонял швы на алюминии.Выкройка,гибка ,подгонка и сварка.
1 балл
-
На первых выставках так и было, но с каждым годом в плане мастер-классов все хуже и хуже становилось. Очень хочется надеется что мастер-классы возродят , от этого выставка только выиграет. Буду на выставке 8 числа, у меня уже традиция во второй день посещать, самый продуктивный день выставки. Первый день официальное открытие и другие мероприятия да менеджерам нужна разминка.1 балл
-
Участвуем в данном мероприятии. ООО "ТЕХНО-СВАРКА" павильон 3, стенд C503.1 балл
-
Обновлю. Фото мало.... Стройка жрет всё время.. И деньги...
1 балл
-
Подходи, народ! Такого добра у нас - навалом!!! p.s. Круазик, принимай левую боковину от 415-го "Спринтера"
1 балл
-
@morgmail, ковкой решили заняться? Крутил и 18-ый, инструментом похожим на большой вороток для метчика. Крутить какой угодно можно, зависит толькот от плеча рычага. Сам квадрат вставлял в трубу, чтобы его штопором не заворачивало и не гнуло. Кстати крутить нужно именно нахолодную, если виток равномерный нужен. Иногда нужно сделать шаг витка неодинаковым- очень красиво смотрится. Тогда прогрев участка квадрата необходим.1 балл
-
Сделал станочек для закрутки торсионов. Закрутил четырнадцатый квадрат на холодную.
1 балл
-
Решил внести свою лепту в данной теме. Собираем, стыкуем и варим трубу под флюсом снаружи и изнутри. Распускаем трубу на сектора с одновременным снятием фасок под сварку, роботом с плазменной головкой. Дробеструим сектора. Зачищаем кромки под сварку и собираем отводы. Подвариваем. Устанавливаем на сварочный робот. Прицеливаемся по шву. Варим. Швы. Потом зачистка и рентген. Ну и немного изделий. Отводы. Компенсаторы сильфонные. Тройники. Спасибо за внимание.
1 балл
-
Не прошел мой стык УЗК(о котором выше писал). С одной стороны прозвучили, нормально. С другой стороны начали звучать и в начале шва нашли деффект глубиной 6мм и протяжонностью примерно 100 мм. Бог его знает что там. Выводные планки как положенно повторяли сам стык(скос, притупление). Фоток нет. Я на больничном и уволился. Мужики позвонили сказали. Да и бог с ним. Все впереди еще:-)1 балл
-
Ну вот соорудил горелку.Толщина стенки 12мм.Поставил на печку.Дождался,когда печка накалилась до красна и подождал ещё немного.Плеснул чуть масла.Врубил улитку,прикрытую диском от болгарки.И через дырочку в трубе поджёг китайской горелкой.Горит!!! Убрал диск с улитки.Лучше вырезать верх печки и вварить горелку.Так быстрее нагреется.Надо изготовить капельницу,а то я устал подливать.Много не нальёшь,т.к. она страшно мощно начинает работать.Улитку бы помощнее.Чую,что это не предел мощей горелки. Горн соорудил наскорую.Взял,давно валяющийся,ящик.Приварил ноги.Уложил туда кирпичей,которых не хватило.Получился слишком большой и слишком дырявый.Надо переделать.И всё таки трубу небольшую вывести.При сильном горении дыма нет,а когда затухает и разгорается,то дымит немного.А может,если горн поменьше будет и закрытый,то там всё будет догорать!Да,в конце расплавил немного алюминия.2 шатуна и поршень Ну и ссылка на видеоролик.Вставить не получается. http://video.yandex.ru/users/sazab/view/2/
1 балл
-
Унас на Ивановце однажды шкив лопнул на генераторе. И завгар (из мордовии) с пеной у рта заставлял приварить его "компоматом" к валу и оставшемуся на нем куску пластины с клепками. В итоге купили новый, после того, как куча людей ему пыталась объяснить что это действие ничто иное, как онанизм. Больше прикалывало, когда он брал держак и с закрытыми глазами чего-то чиркал на прогоревших глушаках со словами " видишь, я смог и ты обязан". Он до сих пор свято верит, что умеет варить и даже баню себе строит железную из какого-то чермета........1 балл
-
Я уж и не помню.Думаю еслиб позвонил то обязательно запомнил бы.Хорошее забывается быстро. Если бы не доехал,то со зла обязательно позвонил бы.1 балл