Лидеры




Популярный контент
Показан контент с высокой репутацией 16.09.2014 во всех областях
-
Брал с собой на работу новый сварочник.
 12 баллов
12 баллов -
Мои работы за это лето: Замена стояка.замена краны крыльевые. Изготовление,покраска,монтаж "доски объявлений".Изготовление лестницы из того что было. Ремонт маленького котла, пришлось глушить так-как к нижнему коллектору не подлез.
10 баллов
-
Сделал станочек для закрутки торсионов. Закрутил четырнадцатый квадрат на холодную.
9 баллов
-
"Из грязи в стразы": Их там много-о-о... "Подарок чёрного колдконструктора": Продолжение следует... Фотографий сегодня больше не будет, не ждите...
9 баллов
-
Вот изваял на скорую руку подставку для ног, под барную стойку. Держит вес 113кг (заказчик). Требования заказчика: "нужен трэш, угар и содомия". Бар "Такси-блюз", Челябинск (зачётное место))
8 баллов
-
Проковка сразу по окончании валика. Валики ориентировочно 30-45мм. Только оторвался электрод, сразу стучим. И НИКАКИХ СЛЕСАРЕЙ... НИКАКИХ и НИКОГДА... Вы при проковке чувствуете как ведет себя материал и никакой слесарь этого не сможет понять. На основании своих ощущений во время проковки вы будете менять тепловложение, скорость сварки и длинну валика. Слесарь может сделать только предварительную - грубую разделку, остальное дело того кто варит. И доразделка и сварка и проковка. весь техпроцесс. И еще самое главное основываясь на ... После проковки следующий валик вы можете начинать ложить только тогда, когда сможете удержать руку на прокованном шве больше минуты, это означает что температура детали меньше 60 градусов. Потому метод и называется " ХОЛОДНАЯ сварка чугуна". Там ненужно "Ковать", там нужно легкими ударами деформировать валик чтобы "расплескать" металл. Валик остывая стягивается, а вы его в этот момент плющите(растягиваете). Если проще то вы компенсируете температурные деформации - деформациями механическими. Поэтому куется с момента отрыва до момента "почти замерзло". Обычно это происходит проще: Например корпус редуктора... Берем корпус редуктора, прихватываем отломанные куски, разделываем швы по прихваченному. Ставим на "кирпичи" , берем кровельную горелку суем внутрь направив пламя на стык который будем варить и ждем пока пока изделие прогреется а стык станет бордово-красным. Варим низшим током для электрода. Провариваем по красному. ОСТОРОЖНО чугун очень жидкотекуч, а деталь уже нагрета почти до температуры плавления и есть огромная вероятность прожечь большую дырку, если задержаться на одном месте дольше чем необходимо... Если всё сделано верно, то имеем полное проплавление и формирование обратного валика. Ковать ненужно. Нужно по окончании сварки накрыть асбестом или завалить минватой. Я заваливаю минватой. Тут я с вами не согласен. Прекрасно работают и стыки нагрузку держат хорошо. Работаю ими постоянно, возвратов по браку нет уже 10лет. У меня чугун это вообще самый любимый металл в сварке. Он настолько прикольный, что некоторые детали могут восстанавливаться несколько дней на 10-20см шва. Плюс еще пару дней на раздумья как это лучше сделать. Последнюю шестерню с дробилки весом около 200кг варили 3-4 рабочих дня. Сварка холодная 92.18 и 92.60, больше 2,5кг. Зуб - стальная пластина из ст45, в 1\3 от толщины зуба. Причем работы начались почти через неделю после поступления заказа, так как были сомнения в последовательности действий и методах восстановления, вообщем вариант ремонта выбирался. ЗЫ: А уж если говорить о прочности "никелевых электродов", то какими вы электродами чугун не варите, прочности шва равной основному металлу не получите. Особенно если варить чугунными электродами. Чугун это уникальный материал и чугуном он является пока его не сломали. Когда его сломали и заварили исходных качеств детали вы уже никогда не получите, а получите железку с большим содержанием углерода.
6 баллов
-
зашит жестью на клепки,после прихваток узора,повело жесть. пробный образец образец каркас ворот. делал домой под совок и кочергу. Вова варит!
5 баллов
-
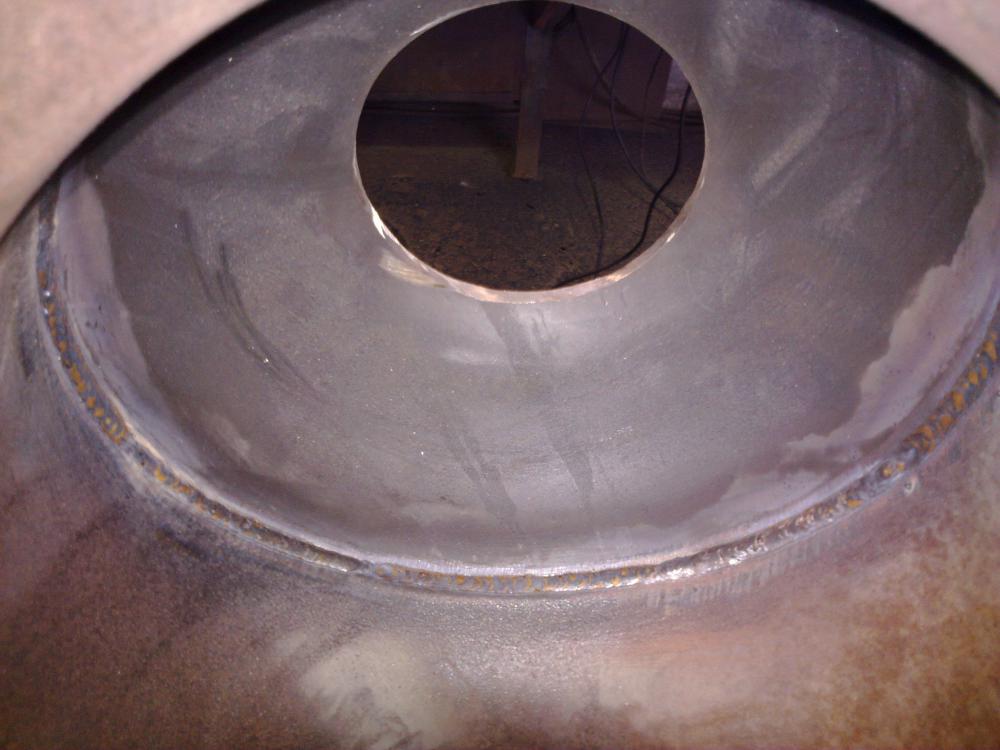
Ферментатор 35 куб. из 304 нерж.стали.
4 балла
-
пол-дня, на большее не хватило
4 балла
-
Труба ф 159 мм. Горизонтал.Электроды ЛБ-52У ф 3, 2 мм.Ток-78 А Два отвода ф 159 мм. Вертикал. Электроды ОК-46.00 ф 3 мм. Ток-80 А. Фланцы к трубе ф 159 мм. Электроды ЛБ-52У, ф 4 мм.Нижнее положение.Ток-145 А То же, но в потолочном положении. Ток-135А.
4 балла
-
@sergei2912, как начнёт тянуть из горловины минералкой, для верности минут 10 выждите и вперёд. Для контроля я ещё вставлял бумажную скрутку в горловину, поджигал и быстренько девался за какой нибудь угол. Если импровизировпный "фитиль" догорал, а хлопка не было- можно смело выходить и варить. Газ при сварке закрывать не нужно, просто снизить расход до 2-3 л/мин.3 балла
-
ГПН прекрасная вещь, мне он очень нравится, у меня хорошая качественная горелка для ГПН которой мне нравится работать, тем более у меня есть всякие разные порошки для наплавки две полки банок килограм на 500. Практически весь каталог Castolin. Я поигрался понравилось. Особенно запомнился прикол, когда мы самым тонким соплом, порошком 1009 кромку ножа наплавлять. Пока заточили, алмазный диск ушатали на обдирке. но это из-за насухую. Прикольно получилось, но колко.. Просто данный метод у нас редко применим в силу специфики работы. Большую часть возможностай этой горелки я реализую с помощью электродов. Да и не всегда нагрев и горячие методы сварки подходят для валов и пр. Она незаменима в таких случаях как заварить коллектор ну и тп. В голову просто ничего не приходит. На горячую чугун варить - шикарная вещь. Но у нас очень редко чинят подобные детали. http://websvarka.ru/talk/uploads/monthly_02_2011/post-2215-0-59311400-1296576405.jpg ЗЫ: А фотке лет 8 уже наверное... Точилка еще китайская видна на желтом фоне. И столик мой самодельный вариант "Версия 2.005" .3 балла
-
Уважаемые, а что ни кто не скажет, что ожидает от аппарата? Что интересно? От чего хотите уйти (дефекты сварки, проблемы поджога и т.п.)? Хочу аппарат, буду работать!! А что сейчас не начем работать? На сопли клеете? Для чего нужен он вам, ну или они? Уж если пошла такая пьянка, в основном как я погляжу, всех интересует П\А. Так лично мой интерес здесь вот такой: если пользуетесь П\А, неуж-то будете использовать ТИГ сварку? Ведь ТИГ идет с контактным поджогом, а это сразу несколько ограничений. Лично для меня это П\А и ММА. ТИГ в бытовых работах не применяю. А если ТИГ, то это только с HF и не для дома... Как то у нас нет бассеинов как в Турции на каждом шагу или аналогичного, где нужно ТИГ шов. А остальное можно и УШМ зачистить. Из критериев сравнения: - мягкость настройки. Т.е. как можно точнее настроить "шипение"? - количество брызг. Я знаю, что не только дело в проволоке и газе, но еще сам аппарат играет огромную роль в образовании брызг. Косвенно зависит от первого пункта. - повторяемость. Как быстро можно вернуться, при переналадки, в ранее подобранный режим. А то опять пол дня подбирать режим. - как чувствует себя при просадке напряжения или при работе от бензо-генератора. - греются ли кабели - какая длина кабеля массы и как надежно выполнена "прищепка". На некоторых при первой же сварке разваливается (пружина не пружина). Знаю. Мелочь, а не приятно если сразу в "топку". - комплектация. Можно ли сразу распаковать из коробки и начать работу. А то может еще какие либо штуцеры надо... - шумность. Сильно вращающийся вентилятор и постоянно включенный, говорит о не совсем честно заявленных характеристиках. Т.е. сильнее вращается - сильнее охлаждает. НО!!! такие вентиляторы долго не живут. ИМХО. Из личного опыта. - Какие приятные "штучки" были обнаружены? Это из разряда: редуктор в комплекте, дополнительный канал для проволоки, дополнительные ролики под еще два диаметра, легко настраивается... и т.п.3 балла
-
Доделал недавно бочку . http://www.youtube.com/watch?v=-04K9aLDgIk&feature=youtu.be3 балла
-
@morgmail, ковкой решили заняться? Крутил и 18-ый, инструментом похожим на большой вороток для метчика. Крутить какой угодно можно, зависит толькот от плеча рычага. Сам квадрат вставлял в трубу, чтобы его штопором не заворачивало и не гнуло. Кстати крутить нужно именно нахолодную, если виток равномерный нужен. Иногда нужно сделать шаг витка неодинаковым- очень красиво смотрится. Тогда прогрев участка квадрата необходим.2 балла
-
Стало быть, все хотят "помощнее и посинергетичнее"? А 180-й стоИт в сторонке, и я прям чувствую, как ему обидно...2 балла
-
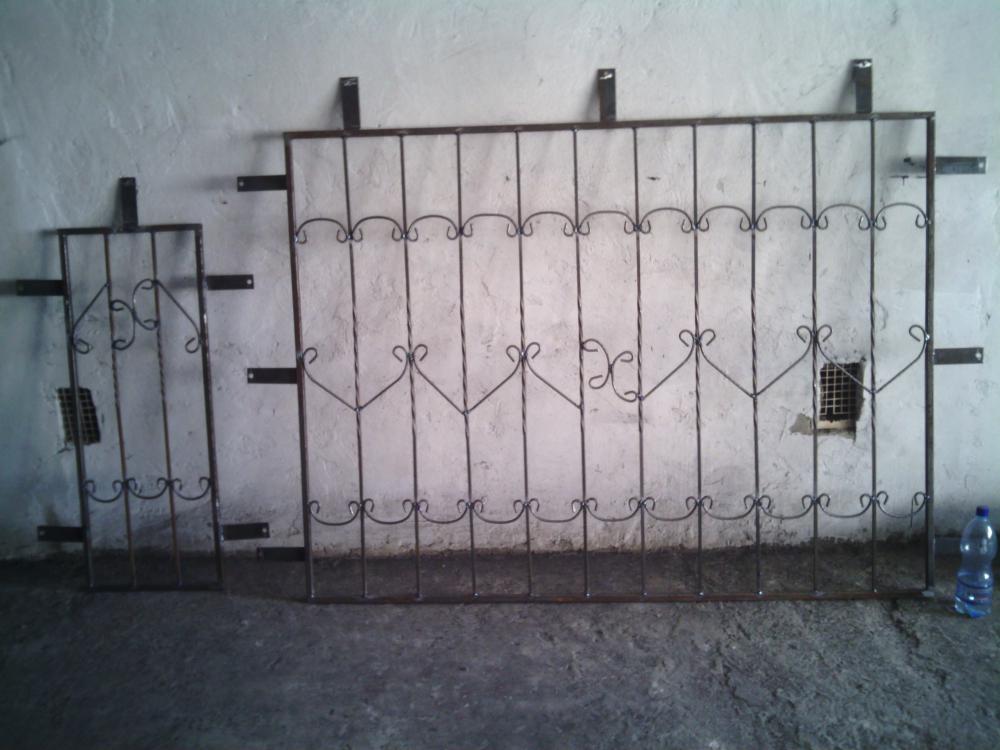
Здравствуйте уважаемые! Варил тут опоры для высокосчастотных заградителей. Сборка и сварка в неповоротном положении(где догнал, там и женился). Электроды МК-46 ф3 и 4мм, производства ММК Метиз(филиал Сатаны). Источник Брима-250(после узбеков и 2х ремонтов "доверили" мне). "Фасонина" -Ст.15, остальное-Х.З.(лом обыкновенный). Фото 1 и 2-потолок, 3- инижнее. P.S. Сильно не пинайте, пожалуйста С уважением!
2 балла
-
да нет никакой логики, дилетант пока в сварке tig, теплоотводящими подкладками не обзавелся, на импульсном режиме меньше деформаций (личные наблюдения), настройки пока тоже выставляю методом тыка, так что учимся))2 балла
-
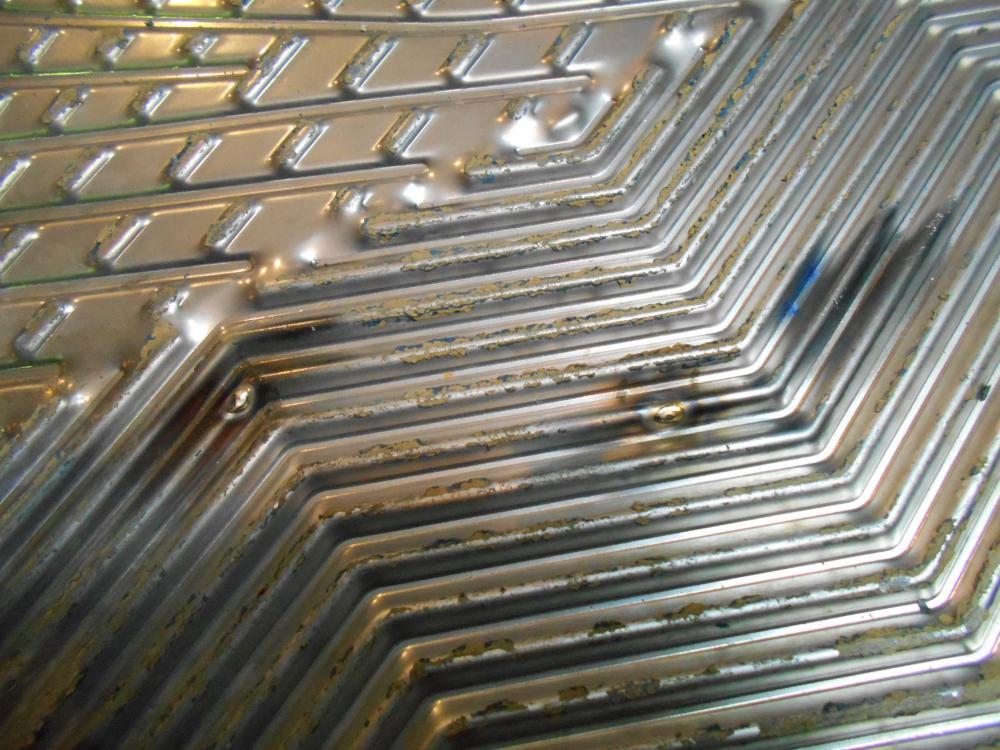
Вроде наглядно. Мыли "Керхером". Все же повторюсь - нарушение ТБ, повторять ОЧЕНЬ нежелательно! Фотал из-за автобуса, издали.
2 балла
-
@selco, да... думаю если поставить в синергетике 0,8-ю и скинуть вольтаж- должно получиться. А можно и вручную выставить скорость подачи и вольтаж и сохранить значения.1 балл
-
@sergei2912,Тогда под выхлопную трубу,часа на три.Запах бензина должен пропасть.в этом деле лучше подождать,чем поторопиться и...1 балл
-
я слива лиловая,спелая,садовая)))
1 балл
-
Если в стык, то внутри разделка нужна. Как выше коллега написал, двутавр ставится стремя, обвариваются полки слега заходя на стенку, потом основной стык с двух сторон с разделкой V. Внутри проварите, перевернете, потом можно и болгаркой проточить слегка обратную сторону, чтобы усиление меньше было и провар нормальный. Надеюсь понятно описал(как смог:–) ) И про выводные планки не забывайте.1 балл
-
Все дело в притуплении. Чем больше притупление тем оно больше держит жидкого металла тем самым кромки корня горяд меньше а значит заданую ширену и высоту корня выдержать можно так же не мало важно и сам зазор к примеру попробуйте притупление 4 мм. И зазор 3,2 а ток подберите сами.1 балл
-
Я тему создал чтобы более опытные старшие коллеги сюда заглянув что нибудь напомнили и дополнили более грамотно, один в поле не воин, тем более на минном поле с растяжками и датчиками перемещения бионики...1 балл
-
http://s00.yaplakal.com/pics/pics_original/6/7/2/3936276.jpg1 балл
-
Судя по моей практике, стоит пережать ролики при сварке алюминия, на входе в канал будет наматывать бороду (стругать проволоку медяхой на входе в канал).1 балл
-
Идея изобретения кажется мне в,общем-то,бестолковой,этаким технофлудом....но автор зла никому же не делает,изобретает всякую разную хрень,народ это дело обсуждает... все при деле,может в этом и есть великая сермяжная правда?1 балл
-
Приколисты! Одна на левой, другая -на правой, а варить то чем- ногами? Читаю тему и удивляюсь- а вообще это изобретение кому-то нужно? Почему забыты многие принципы начальной стадии сварочного процесса?.В методичках раньше так и указывалось "сварка некоторыми видами электродов производится....с упором на обмазку. Согласен, что нормальные электроды при внешнем осмотре напоминают заточенный карандаш, но не забывайте, что они еще имеют на кончике и угольно-графитовое покрытие, что-бы избежать прямого замыкания и окисления. Обмазка служит еще и именно для слабоконтактного поджига дуги, вследствии содержания в покрытии раскислителей-проводников, а вы хотите их спилить. Потом вы не учитываете, что покрытие на электродах имеют разную плотность и прочность- это как на карандашах- можно сунуть его в вашу точилку, а вытащить просто голый сердечник. Не проще-ли сразу, по окончании процесса сварки подломить кончик обмазки( так кстати и делает большинство сварщиков)?1 балл
-
@psi, Категория у водителя присваивается полицейскими по результатам сдачи гос экзаменов. А корочки сварщика на 4, например, разряд можно получить вообще не появляясь в учебном центре по сходной цене. Работал на заводе, на котором при СССР был свой учебный центр для рабочих. Сейчас, чтобы присвоить кому-либо корочки им нужна лицензия, хотя обучить они могут любого по высшему классу (главный сварщик - теория, новейшое оборудование, много знающих сварщиков у кого можно поучиться). А в ПТУ из оборудования ВДУ с балластником, зато лицензия есть и корки без твоего присутствия нарисуют за соответствующую плату. Завод не может присваивать разряд, зато он может принять вас к себе на работу по тому разряду, по которому хочет (в корках - 4, а примут хоть по 6 если работать нормально). Я сам пробивал сварщикам повышение разряда и тему изучил. На заводе могут реально обучить варить и принять на работу по более высокому разряду (ну если захотят конечно), чего не могут, так это корочки выдать, да на них особо и не смотрят грамотные люди, просят сварить образец. Аттестация НАКС нужна для допуска к работе на опасных производственных объектах, подведомственных Ростехнадзору (список этих объектов на их сайте).1 балл
-
Конкретно на Форсаже-200М напряжение ХХ в безопасном режиме-всего 4 В. Поэтому, как спрашивал @Георгий 11, дуга зажигается, не то. чтобы плохо, скажем так-своеобразно. Надо постучать-почиркать, чтобы мозг аппарата понял, что действительно пора зажигать дугу. Тем не менее, повторное зажигание дуги при сварке в отрыв-весьма неплохое. Потому, как БСН врубается не сразу, а где-то через полсекунды. Вы посмотрите цену Технотрона... Вот, кто кусается!1 балл
-
@di4, Для горячей сварки применяют чугунные электроды со стержнями марок А и Б. Наиболее распространенными электродными покрытиями для горячей сварки являются ОМЧ-1 и УЗТМ-74. Ввиду значительного объема наплавленного металла при горячей сварке применяют электроды больших диаметров (8-16 мм). Режим сварки д. эл. 8мм. 600-700 А., д. эл. 10мм. 750-800 А. Сварку ведут без перерывов, с тем чтобы металл сварочной ванны все время был в расплавленном состоянии.1 балл
-
Подпишусь, сосредоточетесь на процессе сварке , а не мануальных операциях И в комплексе -симфония.1 балл
-
Мучаюсь сижу, задачку решаю со многими " неизвестными") Вот как так? Столько народу оказывается есть в закромах форума нашего, кустарей, производственников. Кто только чем не занимается. А фотки работ своих выкладывают десятка два одних и тех же людей. За что им отдельное спасибо. А я лично не проч бы посмотреть и почитать как вы велики делаете, металлоконструкции, ковку. Поучиться, почерпнуть. Но из тени выходите только по поводу. Жаль, но дело ваше!1 балл
-
Нормально, даже в отрыв. Поставил его в гараж, что бы аргонник не переключать постоянно на РДС, работаю не много, но 10-15кг электродов в месяц сжигаю, именно на нём.
1 балл
-
Съездил в посёлок за сто с лихвой км.Там наша контора делала ремонт школьного спортзала. И мне нашлась работа по сварке. Сделал обрамление под люк в подпол. Труба профильная 50Х25 и 40Х20. На вход в подвал изобразил по месту полноценную распашную двустворчатую дверь. Только лежачую... Параллельно наблюдал процесс запуска отопления. Целый день местные слесарюги гоняли по системе пузыри. Очень устали и слили в унитаз не одну тонну воды... Всё потому, что на лежаке подачи (под потолком) не наблюдалось элементарного сбросника воздуха... Как видно, сварщика путёвого в этом Дальнеедренёво тоже нема.... По просьбе директора школы вделал сей вентиль. Вернулся на "родную" котельную и приступили к демонтажу котлов. Самодельная траверса: Вынос "тела": Заносим новое "тело": Без казусов-скучно. Где-то, в полях вертолёт оборвал ЛЭП. "Света" ушла... На её место призвали двух "Ген". Демонтаж насосов и перетрассировка в насосной: Параллельно меняем затворы на теплообменниках. Немного фоток оттуда-в "Швах". От натуги лопнуло одно из звеньев на тали. Залечил в аргоне. Конечно, аргон тащил на объект не ради этого. Слесаря, что перетряхивали пластинчатые теплообменники, объявили, что несколько пластин имеют сквозные повреждения. Срок поставки новых пластин-21 день... Пришлось заваривать прямо в слесарке. Без поддува оборотной стороны. Потом-зачищать. Опрессовка прошла удачно. Похоже, на зиму я себе калым нашёл. Только в одном ЖКУ таких побитых теплообменников-более 70 штук. Ясен день, что варить придётся уже с поддувом, обстоятельно. А не так. как тут, скорей-скорей. И всё, что называется, " на коленках"...
1 балл
-
Ничего хорошего... Вот, век бы еще этим САКом не варить!
1 балл
-
До шедевров @Alexzzzz, конечно,далековато , но начало положено. Всё выполнено ПА . Корень варил "на спуск" , облицовку - " на подЪём". Труба 219 мм.Проволока 1мм. Режимы сварки для (корень / облицовка )
1 балл
-
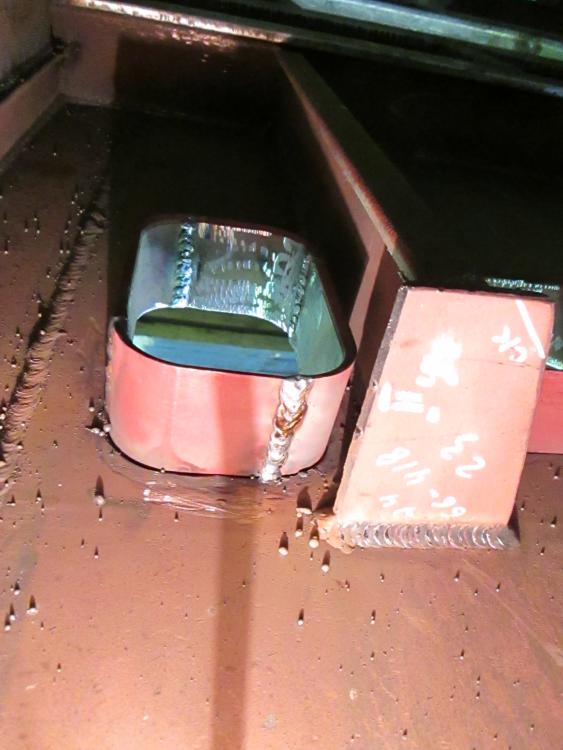
В допуске несколько мм (вразброс) у больших отверстий справа. Когда нибудь (через неделю, месяц, год, век) всё это начнёт исподволь трещать и лопаться. Само собой сначала слева внизу и на углу справа... по "пеплу". Да, их поубивают криворукие. Меня тоже поначалу смешили вопросы слесарей: "А зазор 3 мм можешь заварить?" Потом познакомился с изделиями штатного сварщика и стало не до смеха... Зато после этого слесаря-трубники оторвались на славу... (тема "Будни сварщиков", стр.129) Но брак, тех и других - это отдельная тема...
1 балл
-
Моей ручке опять не повезло,упала сегодня,трещина все сильнее и сильнее.
1 балл
-
Нормально у АГНИ с газовой защитой. И на своём сайте они прямо говорят о том, что для их горелок линзы не нужны. Линза актуальна для тех горелок. которые имеют хитромудрую траекторию истечения газа. На абсолютном большинстве импортных горелок ведь как? Газ проходит в головку. Через отверстие в головке попадает внутрь цангодержателя, а потом уже-через отверстия в цангодержателе, перпендикулярные стенкам сопла-выходит внутрь сопла. Немудрено, что возникает турбулентный поток. Для того, чтобы его превратить в ламинарный (выправить завихрения и уравнять по скорости отдельные потоки) и существуют газовые линзы. Теперь присмотритесь поподробнее к внутренностям АГНИ. Кольцевой распылитель с множеством концентрических отверстий дробит поток газа из входного отверстия и направляет его внутрь газового канала щелевой формы. Газовый канал, цанга и сопло-имеют плавные обводы и поток газа идёт параллельно стенкам сопла. Оттого турбулентности возникнуть не откуда. Ну, только если сильно завысить расход газа, когда начнёт проявляться срыв газового потока со среза сопла. Для всех горелок и сопел, которыми они комплектуются, расход газа регламентирован и, имея ротаметр, его можно легко контролировать.Слова о том, что для горелок АГНИ линзы не нужны, подтверждает своим опытом один из высококлассных сварщиков-аргонщиков, присутствующий на Вебсварке под ником vnuk. Лично у меня есть все основания ему доверять. Да и мой, куда более скромный, опыт-это подтверждает.1 балл
-
@Elektro_D, геройский труд. Сегодня утром наблюдал ребят в яме с грязной водой, которые что-то варили из швеллера, но не трубы. Это не работа художественного сварщика, который в чистой мастерской что-то мирно аргонит.1 балл
-
Мелкие сантехнические заморочки продолжаются... Пока напарники-слесаря устанавливали инсталляции и обвязывали их водопроводом (медь, пайка оловом) и пластиковой канализацией: , я вдарил по автогену и обвязал 4 радиатора: Погреем-погнём-поварим: Столько автогенить, да ещё и в жару-выше моих сил... Врезал байпаса уже электросваркой (см. "Сварочные швы") Возвращение домой ознаменовалось мелким ДТП. Шахидка на "Матизе" вписалась в задний борт прицепа. Погнула рампу световых приборов... Останки рампы: На новую рампу применил профильную трубу 50х30 вместо 25х25.: Кронштейны световых приборов и крепление рампы варил полуавтоматом: Когда уже докрашивал рампу, в гараж наведались кореша-джиперы, вернувшиеся с Алтая. Что-то, на этот раз мало сломали... Всего один кронштейн защиты бензобака. Не результативно съездили... Залечил в аргоне.
1 балл
-
@Куренга, не бывало растрескиваний или иных дефектов? Я как правило просто резинки подкладывал, варить боялся.1 балл
-
Итак, окончание водопроводной "опупеи". Ввели воду в строящийся ДК: Восстановили пару десятков врезок, подобных этой: И сделали пару врезок в существующие сети: На сегодня-новая вводная:затопило тот колодец. По самую крышку... Колодец осушили. Вода хлещет из грунта. Сдохла магистраль. Местные коммунальщики не только расписались в собственном бессилии, но и переложили ответственность за аварию на нашу контору. Пришлось-таки рыть траншею и качать жижу. Двадцатиметровый хлыст полиэтиленовой трубы приготовлен на замену: Пока слесаря восстанавливали порванный экскаватором участок нового трубопровода. я соединял новый участок магистрали со старым: Опрессовали. Ну, ё-моё... Опять-успех! Вместо отпущенных трёх дней, провозились все восемь...
1 балл
-
@saper24, колодцы и прочие замкнутые пространства-вообще, особстатья. Мне много есть чего сказать по этой теме... Для борьбы с загазованностью применяю предварительную продувку вентилятором, либо, если надо очень быстро что-то сделать-у меня всегда наготове заряженный дыхательный аппарат. Вот, не далее, как сегодняшняя ночь, работал на врезке в водовод. Оченно интересно! С магистрали постоянно подтравливает воду. Стоишь на коленях, в костюме Л-1. Паром затягивает и маску и зеркала (3/4 вертикального стыка-слепые). Среди хитросплетения труб надо как-то самому угнездиться и найти место для погружного насоса, периодически выкачивающего жижу. А на поверхности-истерящие жильцы, которым вынь да положь, но надо тот час же дать воду... Коллеги, извиняйте, но, ввиду аврального режима работы фоток пока не будет...1 балл
-
@круазик, По мне так, восстановление подкрылка - самая неблагодарная (потому что его никто не видит), но очень нужная и трудоемкая работа.1 балл