Активность
- Сегодня
-
Не соглашусь с коллегой,куриная жопа- это дефект,при котором сначала металл подымает вверх в виде конуса,который затем лопается с образованием на вершине свища или глубокого отверстия.Имеет газовую природу.Визуально напоминает куриную гузку,отсюда и название.
-
Вообще то, на профессиональном языке, кратеры в конце шва и по ходу при сварке с отрывом, называются куринной попой. Аббревиатура КП. Становитесь профи.
-
ПДУ решает вопрос в корне,раз и и навсегда
- Вчера
-
Если Вы собираетесь заканчивать шов на краю листа, то вообще то рекомендуется заканчивать и начинать шов на выводных пластинах.
-
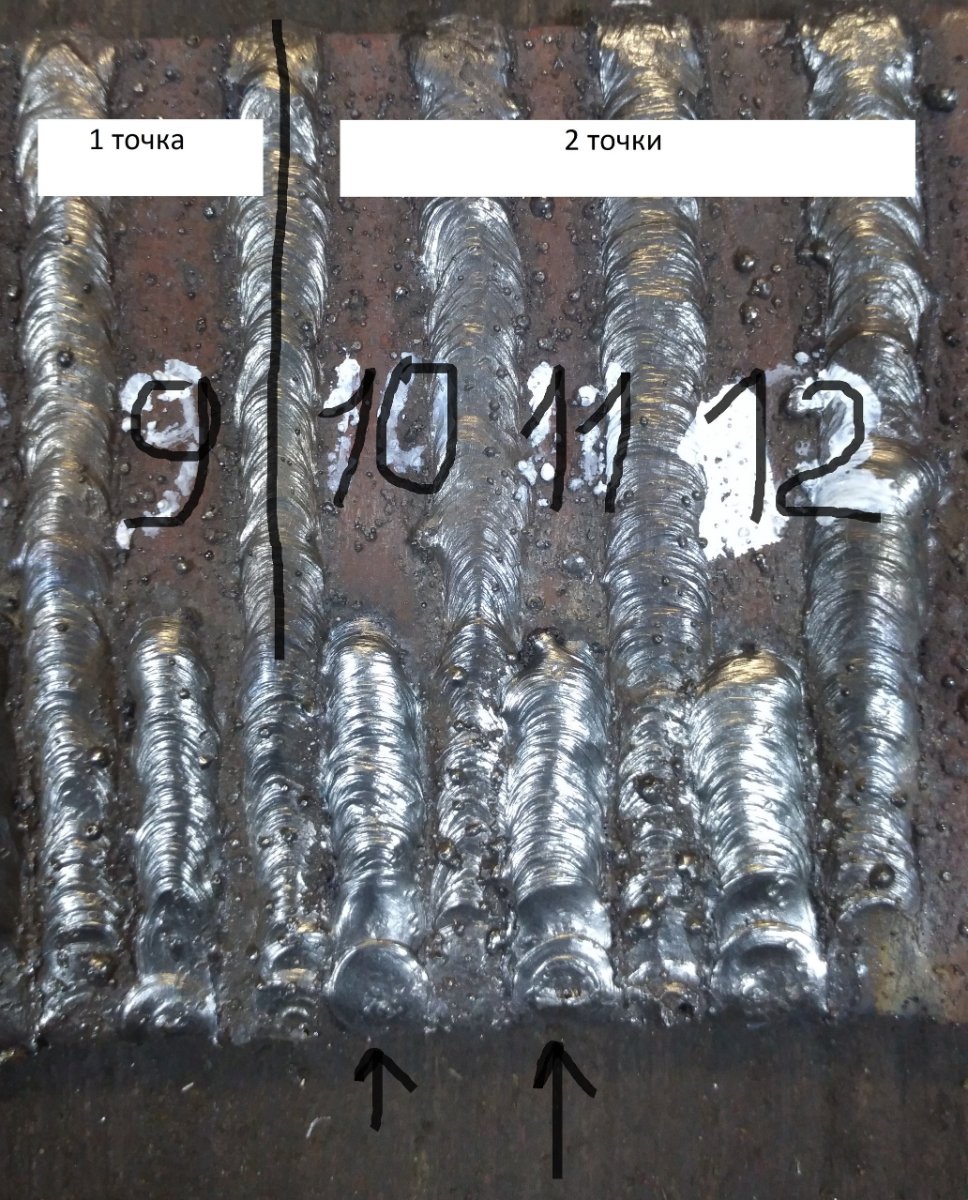
На днях протестировал разные варианты окончания сварочного шва. Попробовал даже "круговое движение" на конце шва как советовали выше - скорее всего это некая авторская технология, это надо чувствовать. Оказалось, что у меня кратеры образуются именно на кромке металла и при проставлении точек (для заполнения усадочной раковины). Лучше всего усадочная раковина заполнялась в вариантах остановки и при добавлении точек. Если вести шов с отрывом и заканчивать не на кромке, то кратеров нет. В общем, надо еще пробовать, тренироваться.

- Последняя неделя
-
Вот когда он это сделает-тема откроется.
- 3 ответа
-
- 1
-

-
Вот это проштудировать для начала
-
И вы здравствуйте! 1. Пластины алюминия и стали. Лучше 3 мм толщиной. Много пластин) если хоть как-то с металлообработкой пересекаетесь, отходы от лазерной резки можно подобрать. На пластинах первые навыки получите, можно будет профили и трубы набрать и сделать себе или кому-то изделие какое-нибудь. 2. По стали 08Г2С и 308 (если нержавейку возьмете) и алюминию 5356. Для стали диаметром 1.2 можно ограничиться, для алюминия, наверное 2мм. Возьмите для начала по 0.5-1 кг, потом по ходу дела диаметры и сплавы наберете. 3. Если с обменом нет проблем и хлопот, то 40л баллон и аргон высокой чистоты. С мелким баллоном быстро надоест гонять на заправку. 4. Электроды WL-20, как универсальные. Диаметром 2 или 2.4. Для начала моторику тренировать хватит, потом по мере изучения теории начнете "смаковать" другие марки и диаметры. Озадачтесь тем, на чем точить электроды, и как точить. И в добрый путь: читайте, сваривайте, анализируйте, читайте, повторяйте... и так по кругу. Здесь на форуме хватает информации как от участников, так и ссылок на другие источники, особенно если давние темы и страницы прошерстить.
- 3 ответа
-
- 1
-

-
Здравствуйте уважаемые форумчане! захотелось освоить аргонодуговую сварку,ни в теории ни в практике ну вообще пробел. заказал тушку ну можно сказать вообще на бум святых,хотя не совсем так,solaris полуавтомат есть,поэтому и пал выбор на solaris tig 225p ac\dc.ну вот она ко мне едет,а я думаю с чего начать,конкретной задачи нет.Наведите в правильное русло: 1.С какого металла начать,ну вот сразу что бы не разочароваться? 2.какую присадку приобрести ещё нудно? 3.Какой балон и какой аргон? Ну и вообще какие у кого советы. сварка хобби для меня,электродом варганю,полуавтоматом чернуху ничего сложного.
-
Я имел в виду настоящий немецкий Сломандер, а не китайскую поделку с таким названием.
-
Ничего особенного, так-то.Поджигать их, может и не сложнее УОНИИ 13/45/55,сложнее удерживать короткую дугу. Также норовят перегреться и захлебнуться шлаком.
-
Николаич, а на вопрос Славы так и не ответил:
-
Три месяца-почти каждый день,работал тут по совмещению в одной инжиниринговой конторке:в основном, шестерёнки всякие,с подогревом и без...
-
Я так понимаю, вы Саламандер в этом веке ещё не покупали? Доложу вам, что он уже давно не торт, и производится там же где и айфоны, свароги и фоксвелды. А вот лучшая трекинговая туристическая обувь, которая ГорТекс, производится в основном без добавления натуральной кожи и служит часто по 10 и более лет, К слову, на российском рынке в сегменте 220В начали появляться совсем не дешевые китайские аппараты. Возможно там уже стоят кондиционные комплектующие, хотя возможно дорого из-за жадности дилеров. Посмотрим через годик другой на статистику поломок ))
-
А что в этих электродах такого особенного? Их типа сложнее, чем уонии поджигать или что?
-
Думаю,что будет уместно провести аналогию с обувью. Можно купить обувь из искусственной кожи -она дешевая и прослужит,может быть,несколько месяцев,а можно купить обувь из натуральной кожи,которая будет служить годам,но она будет значительно дороже. А если это будет кожа вделки Саламандер,то еще тебя переживет. Все дело в элементной базе.Если та же Тошиба производит силовые транзисторы и прочее,то в процессе производства будет отбраковыватся какой-то процент деталей,несоответствующий требуемым параметрам.Подсуетятся китайцы и наши продаваны,так называемые отечественные производители/предприниматели и пустят некондицию в дело. Это было в нашем ВПК,когда некондиция военки была доступна гражданским. То есть,Тошибе хорошо,китайцам хорошо,продаванам хорошо,только потребителям дешевого"дермантина" плохо. На Руси это называлось -купить на грош пятаков. Надо понимать,что аппарат,сделанный и качественных деталей/сборки,будет иметь одну и туже цену,что в России,что в Америке,за исключение местной специфики,то бишь налогов,таможенных сборов,расходов на рекламе и т.д. Из этого надо исходить прежде всего.Надо добавить,что китайцы всячески будут удешевлять свою продукцию для всеядного российского рынка -это касается всего ширпотреба, который ввозят в страну -вместо медного провода-алюминиевый,вместо стали пластик и т.д. В принципе,это экономика и ничего более -если есть сбыт,то будет и предложение. И,кстати,часто ли свариваешь ст.40Х?
-
Да я в курсе что у тебя на все есть особое мнение. Когда я слышу подобное то у меня стойкое ощущение что общаюсь со второгодником средней школы. " Китайская шушера" уже город на Луне строит, весь Китай превращает в технологическую сказку, но в глазах некоторых все так же - шушера! И по делу: На фото аппарата как раз видны переходные пластиковые вставки с гнезд размера 35-50 на гнезда 10-25. То есть изначально задумывалась установка 35-50, Потом оптимизировали - стали ставить 10-25 - медь экономят. Скорее всего это уже российские оптимизаторы дали такую команду. Заменить гнезда 10-25 на гнезда 35-50 нет никаких проблем. Я еще дополнительно пластиковую ручку ставлю сверху на корпус. И то и другое - копеечная работа для мужика с руками. Где проблема?
-
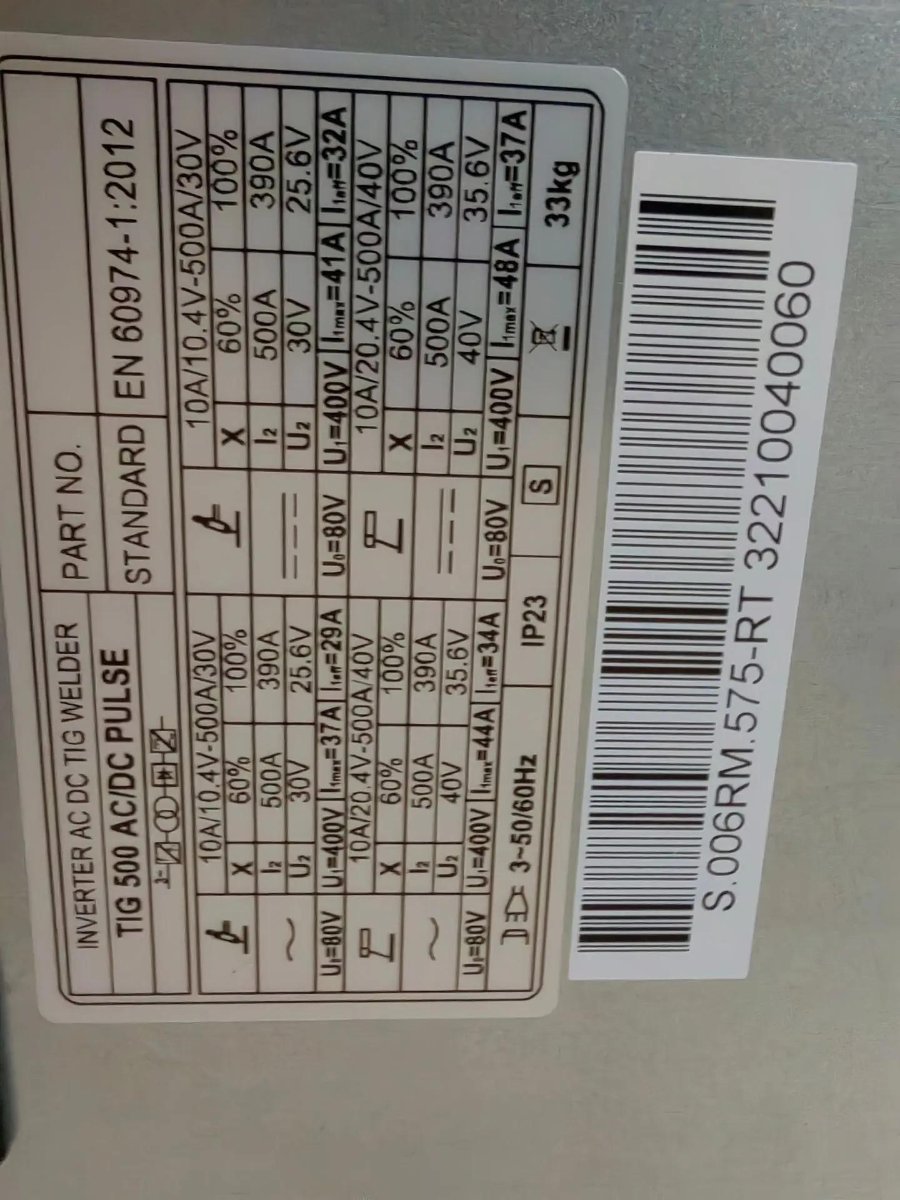
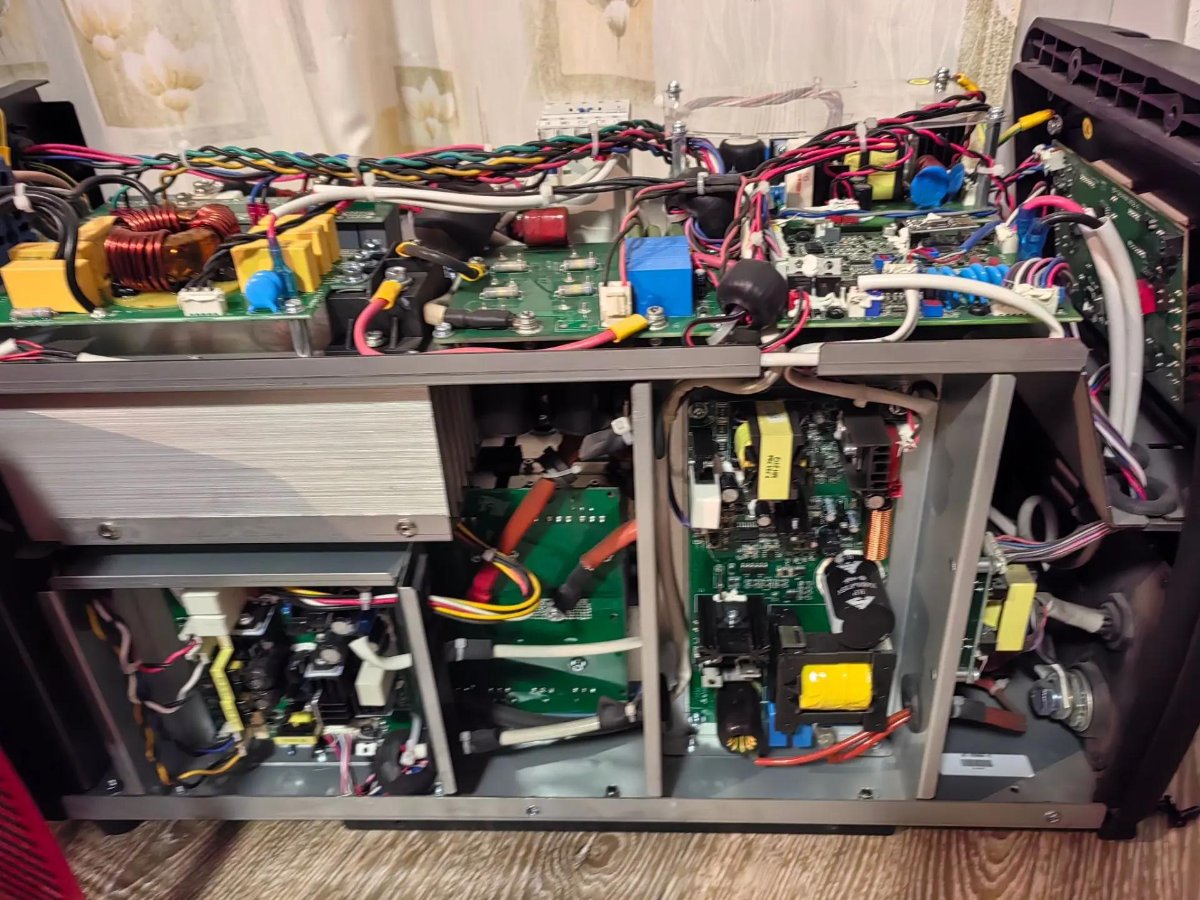
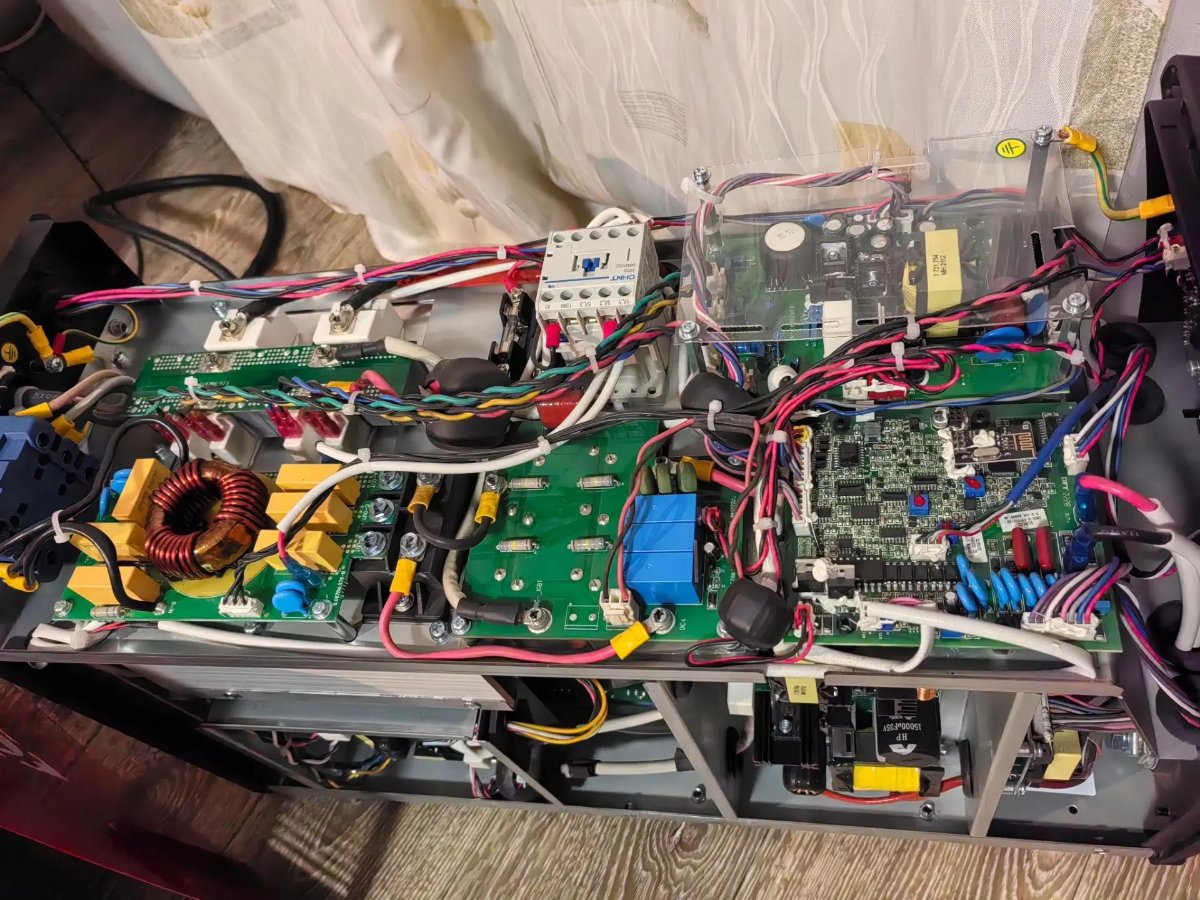
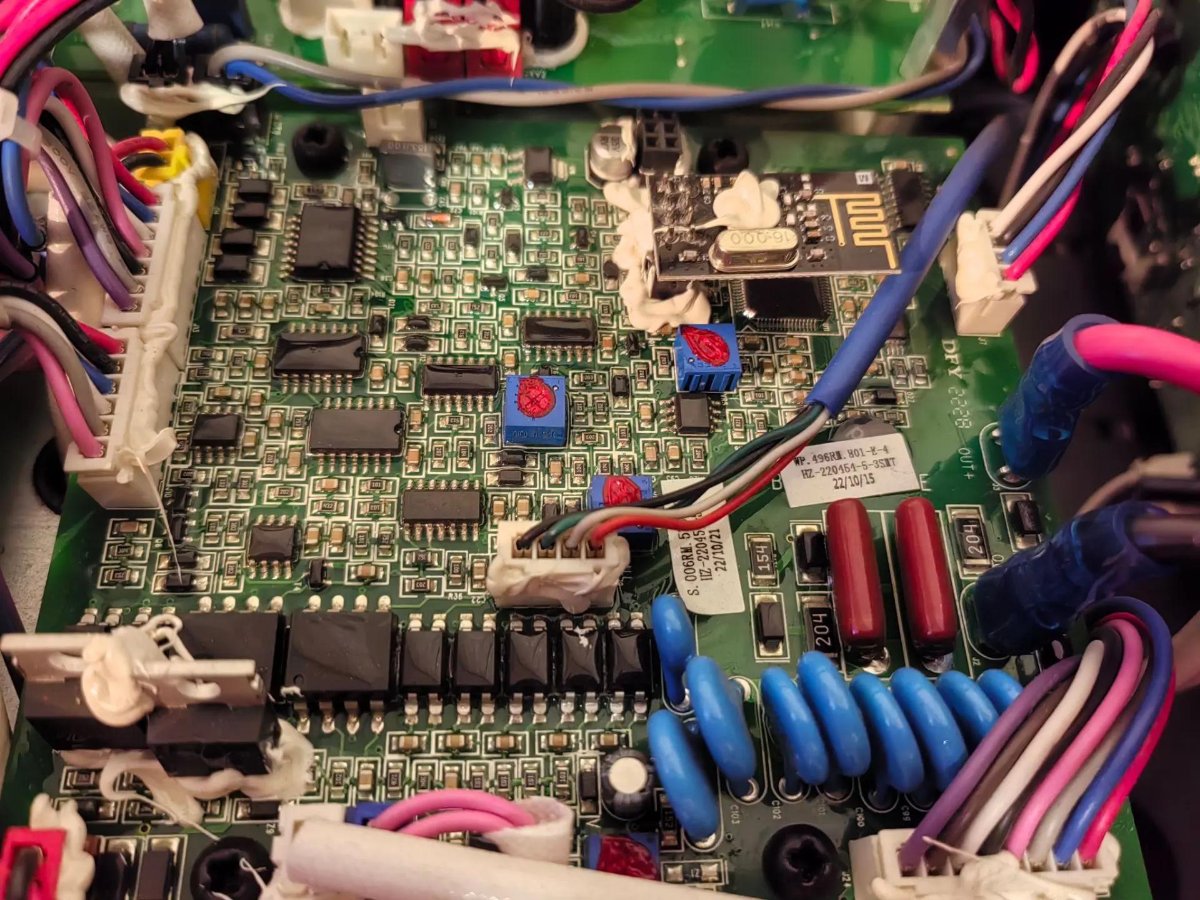
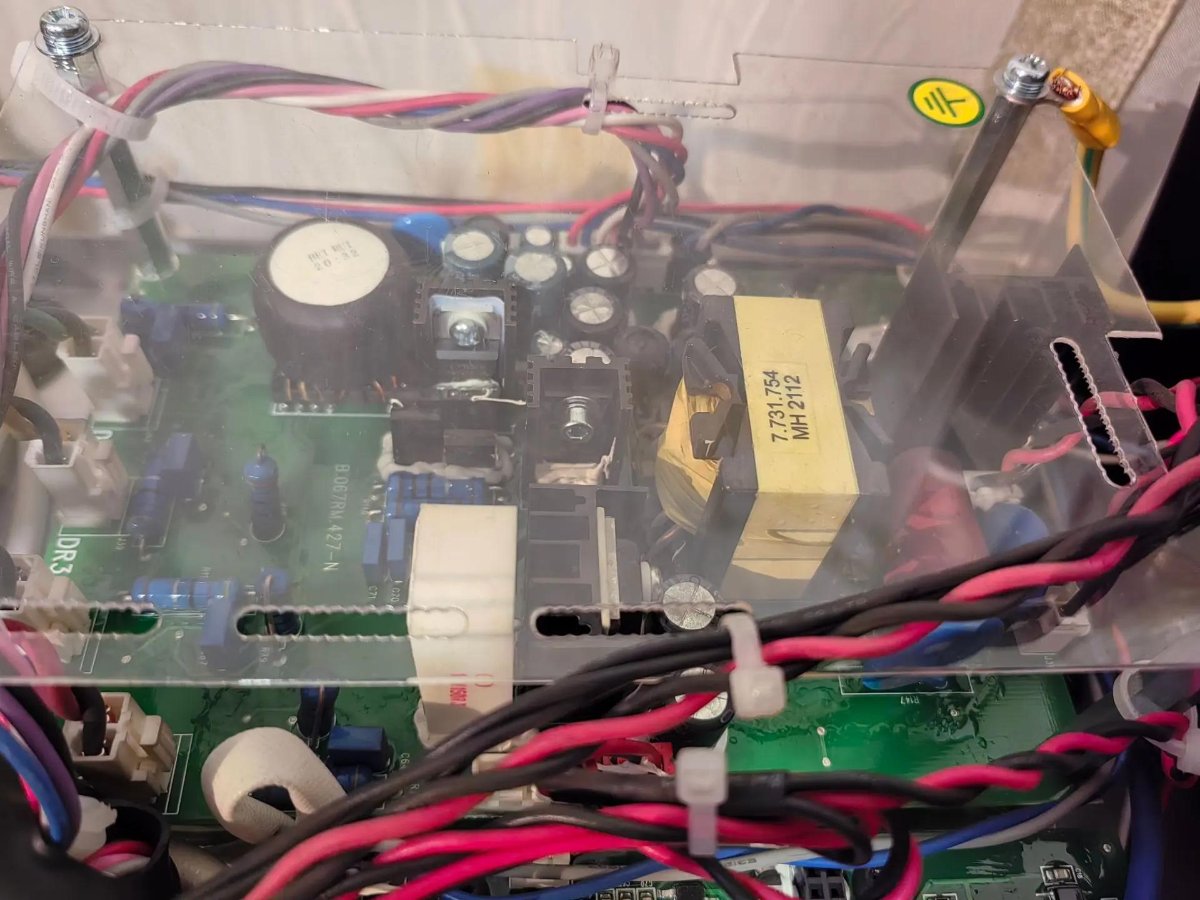
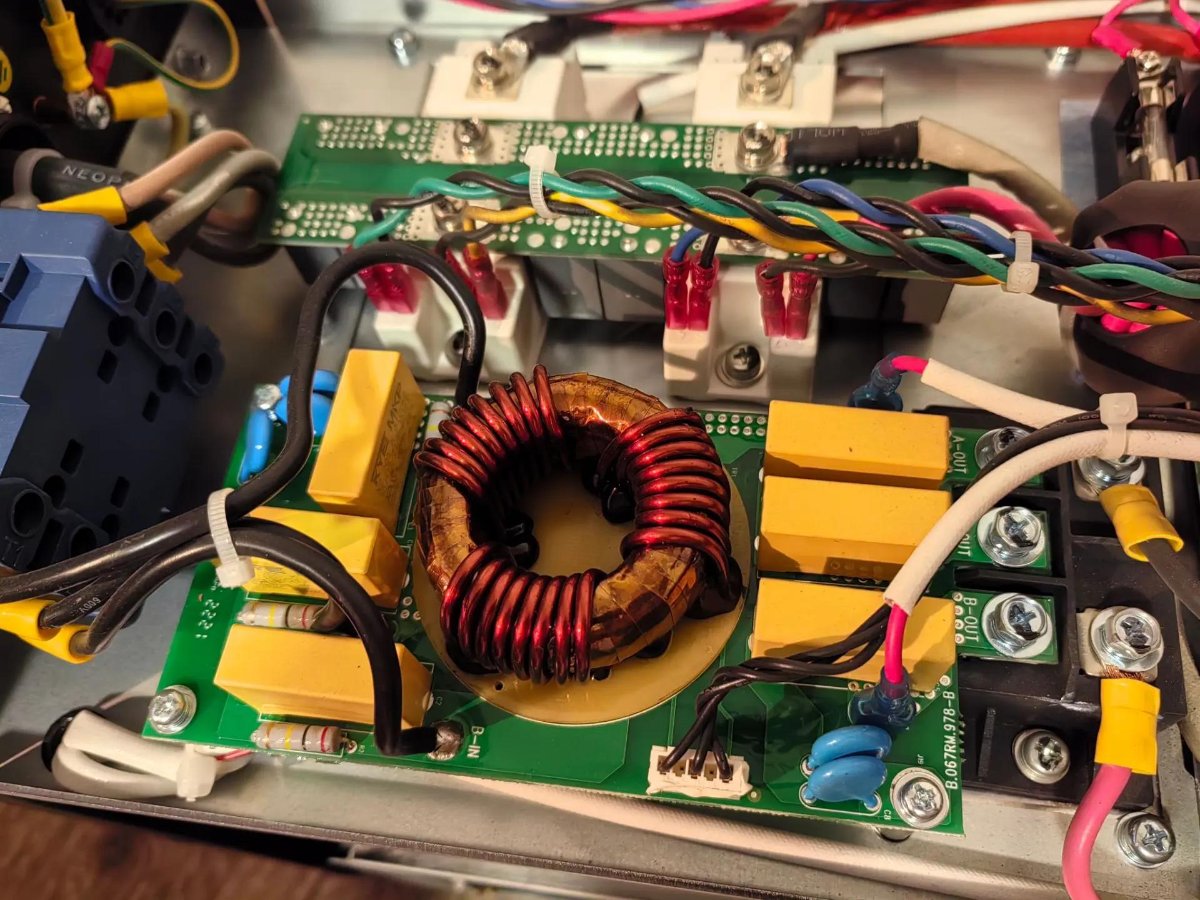
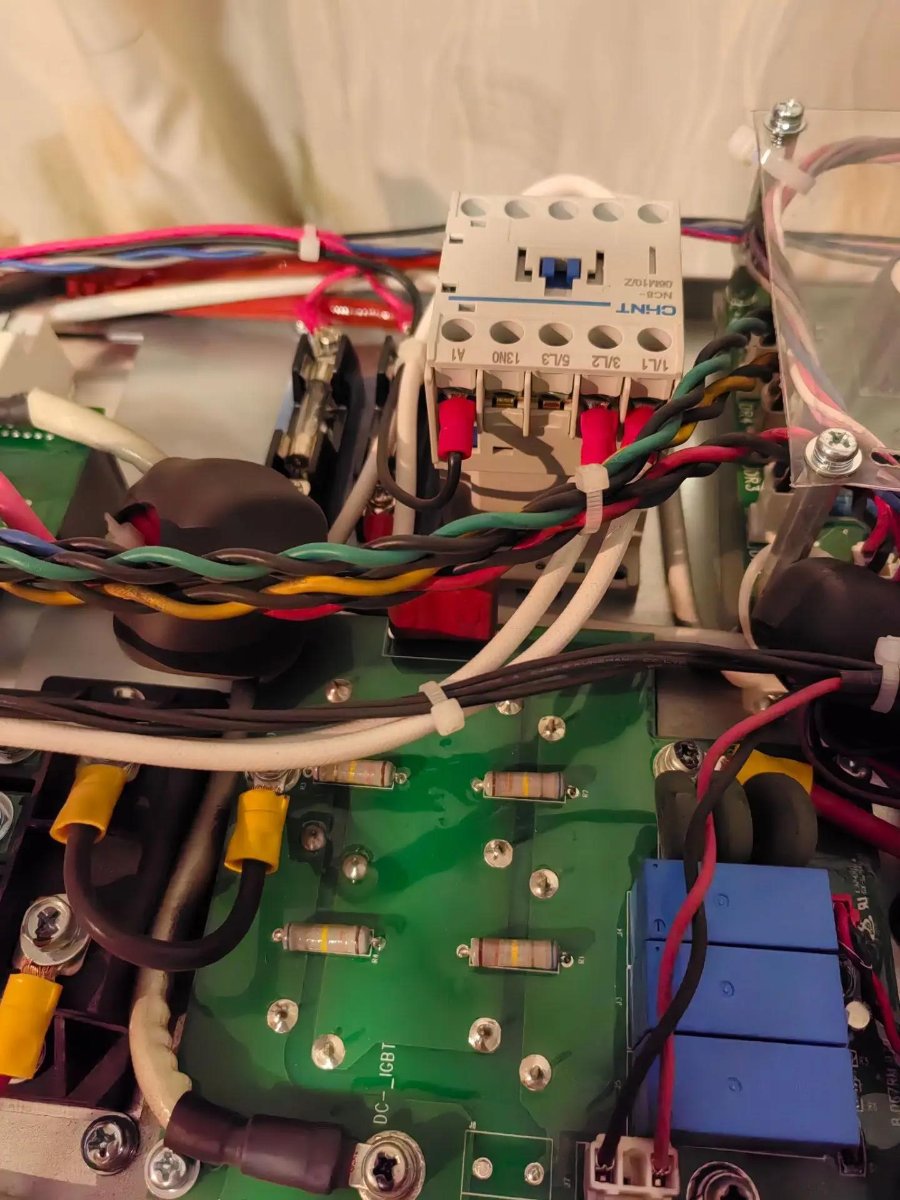
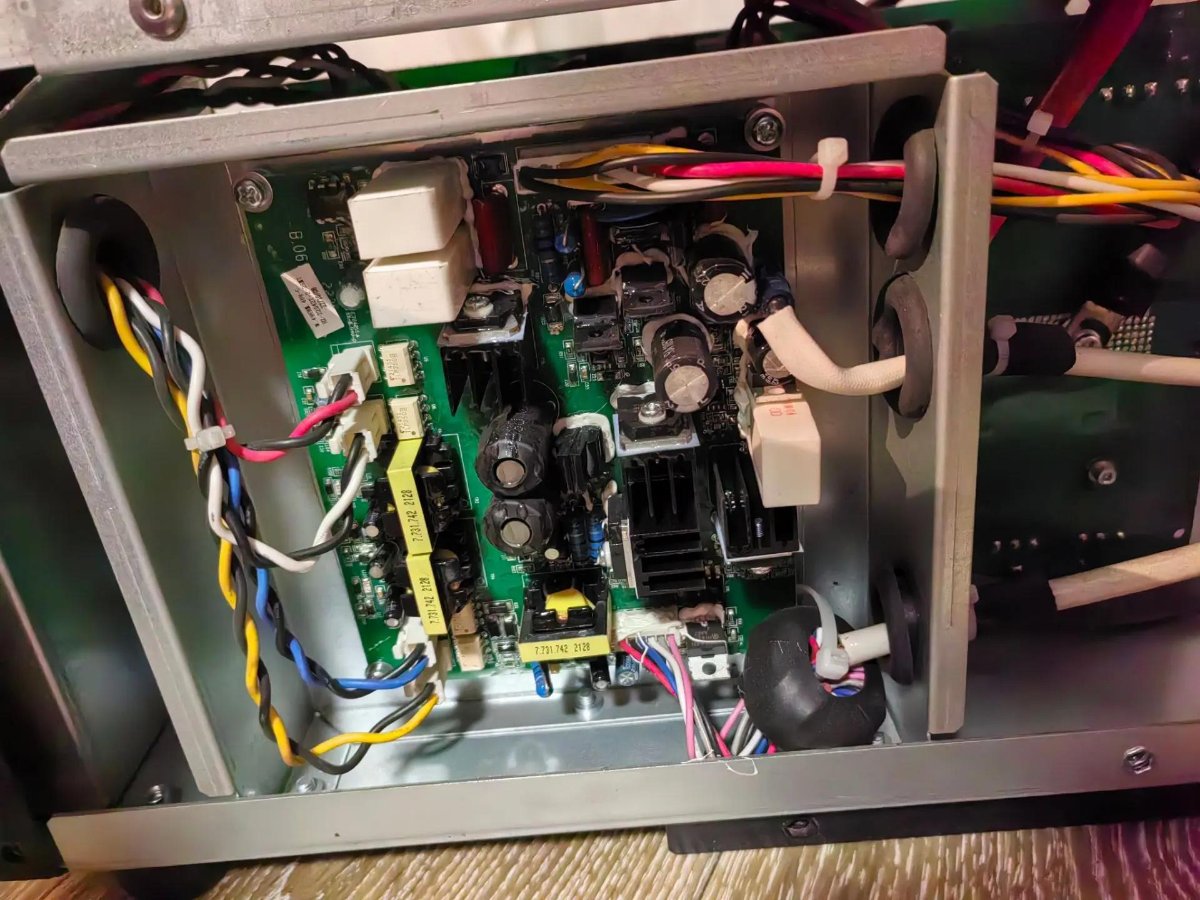
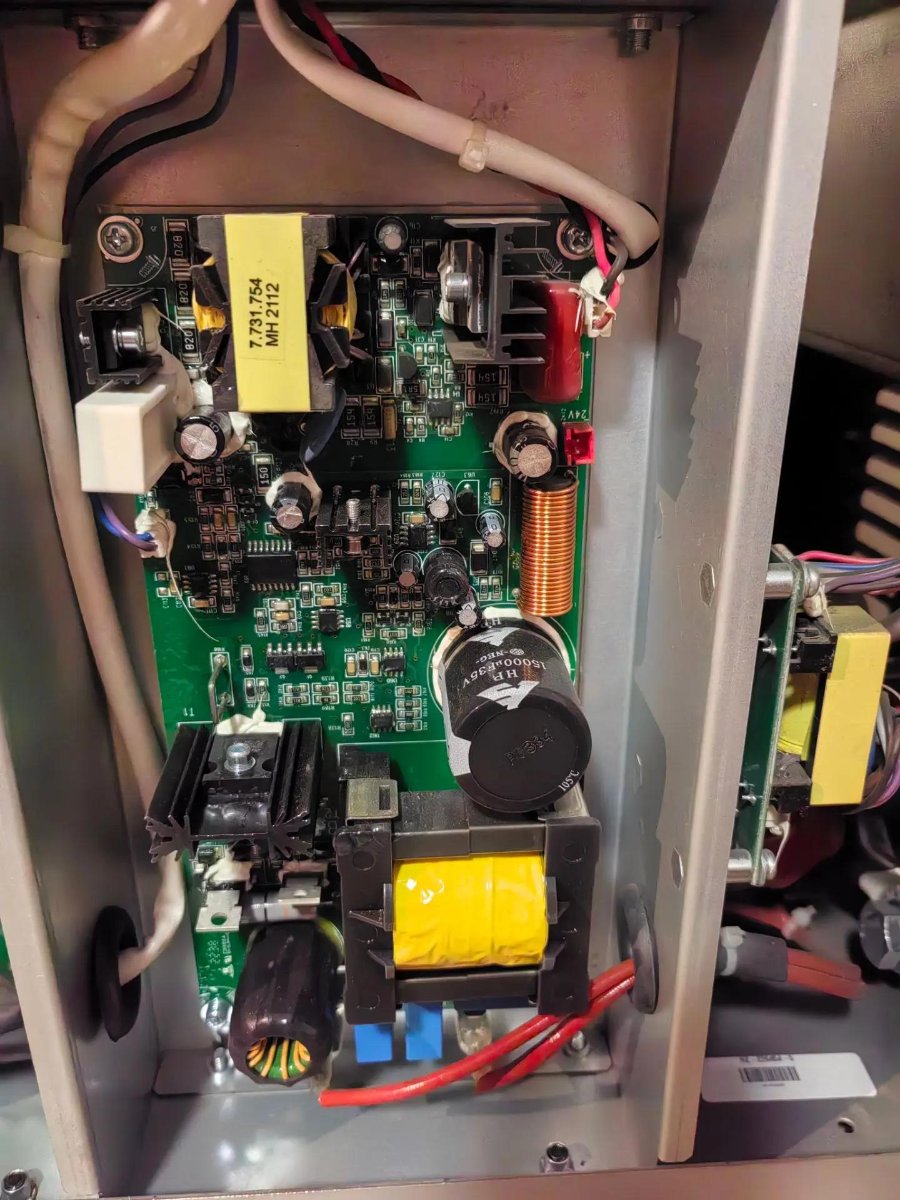
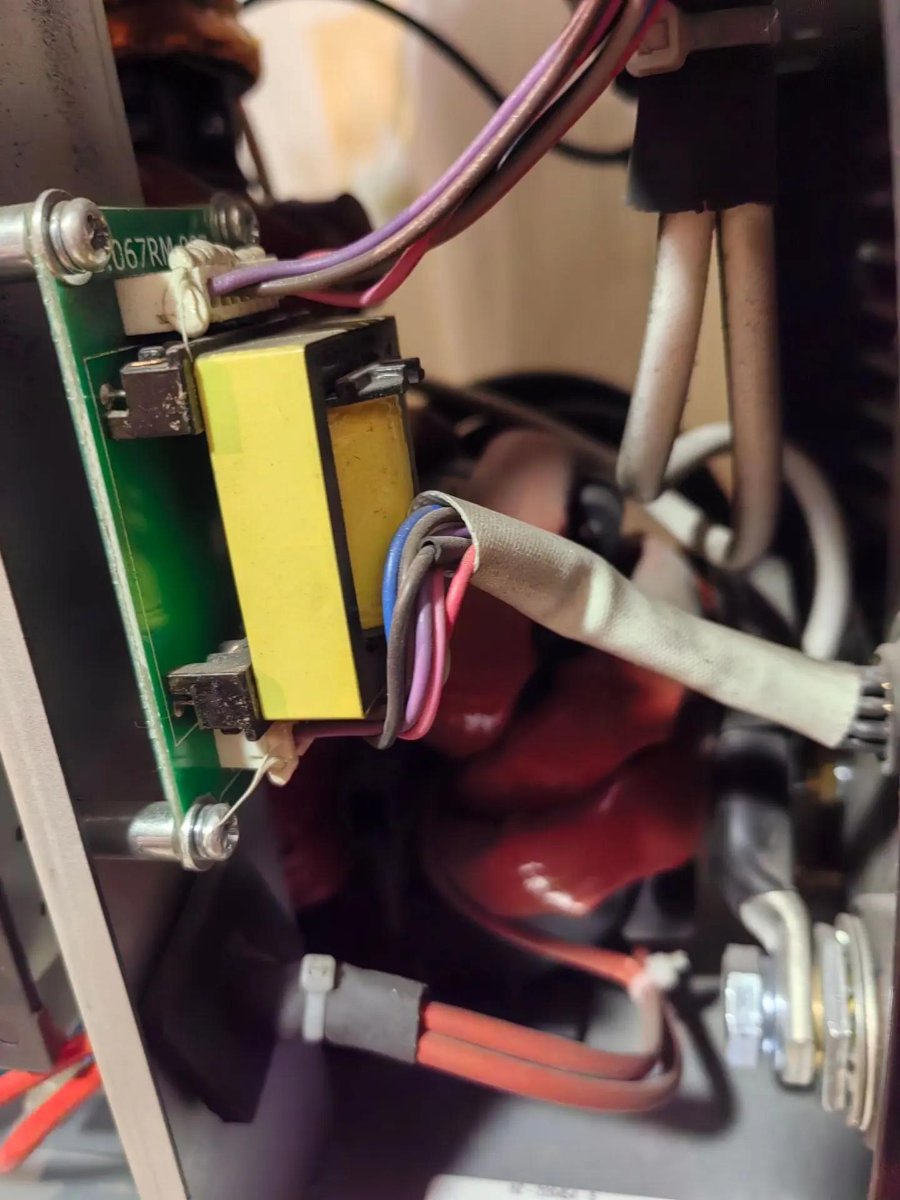
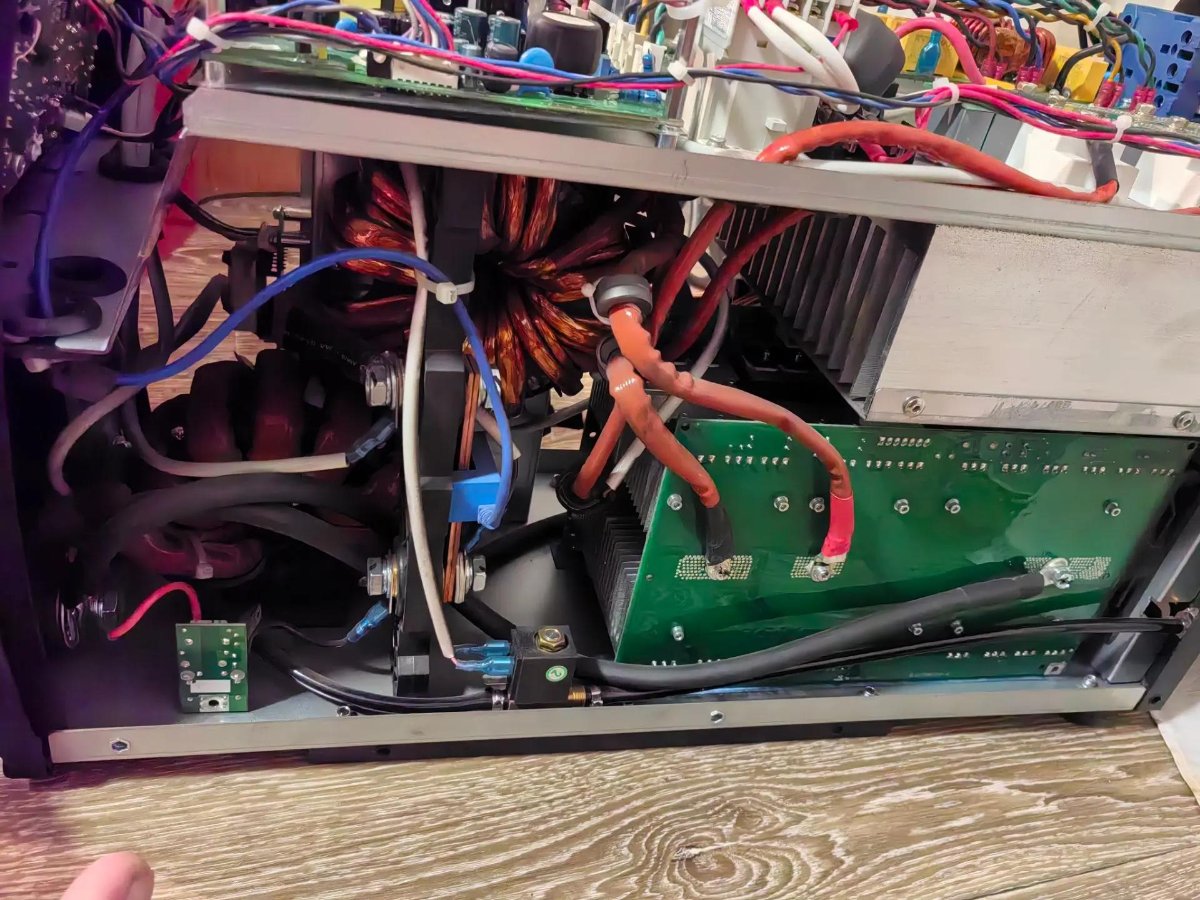
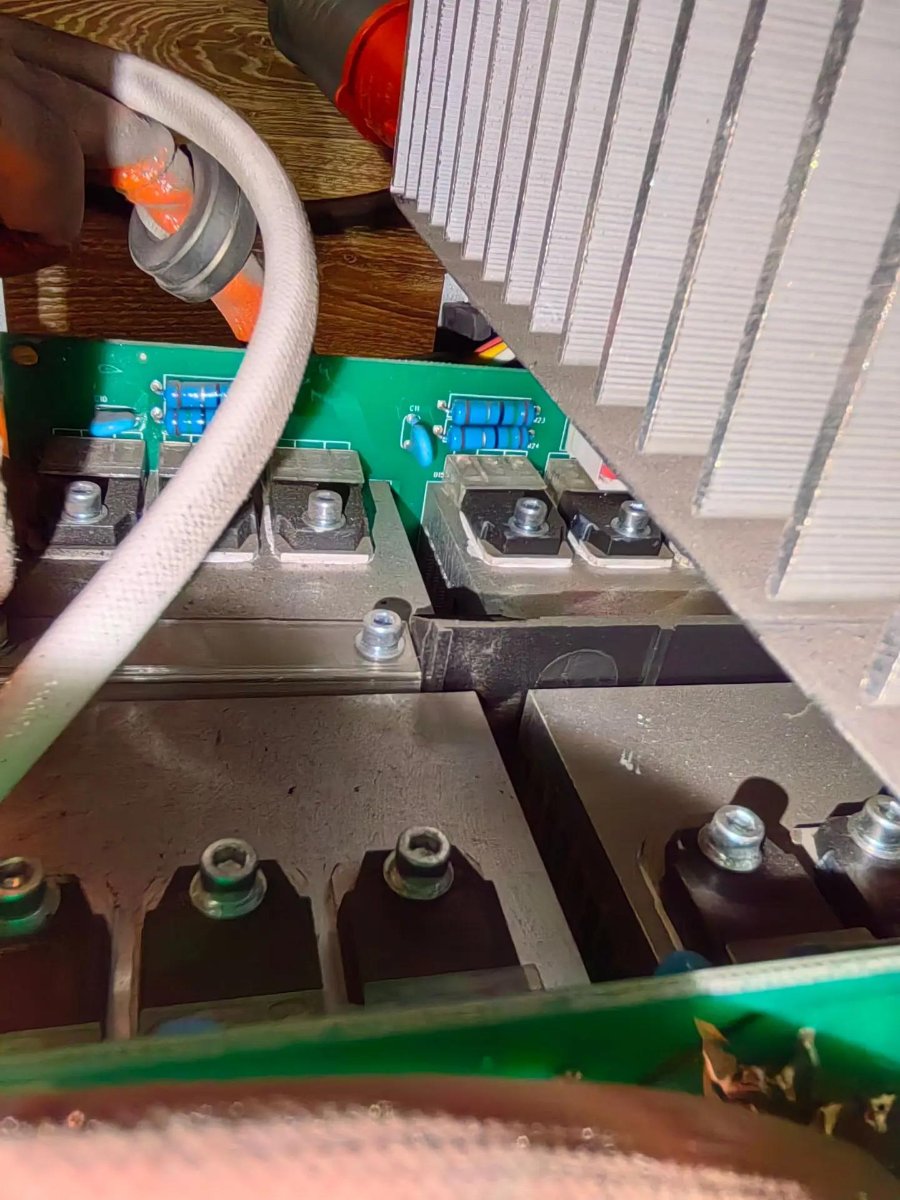
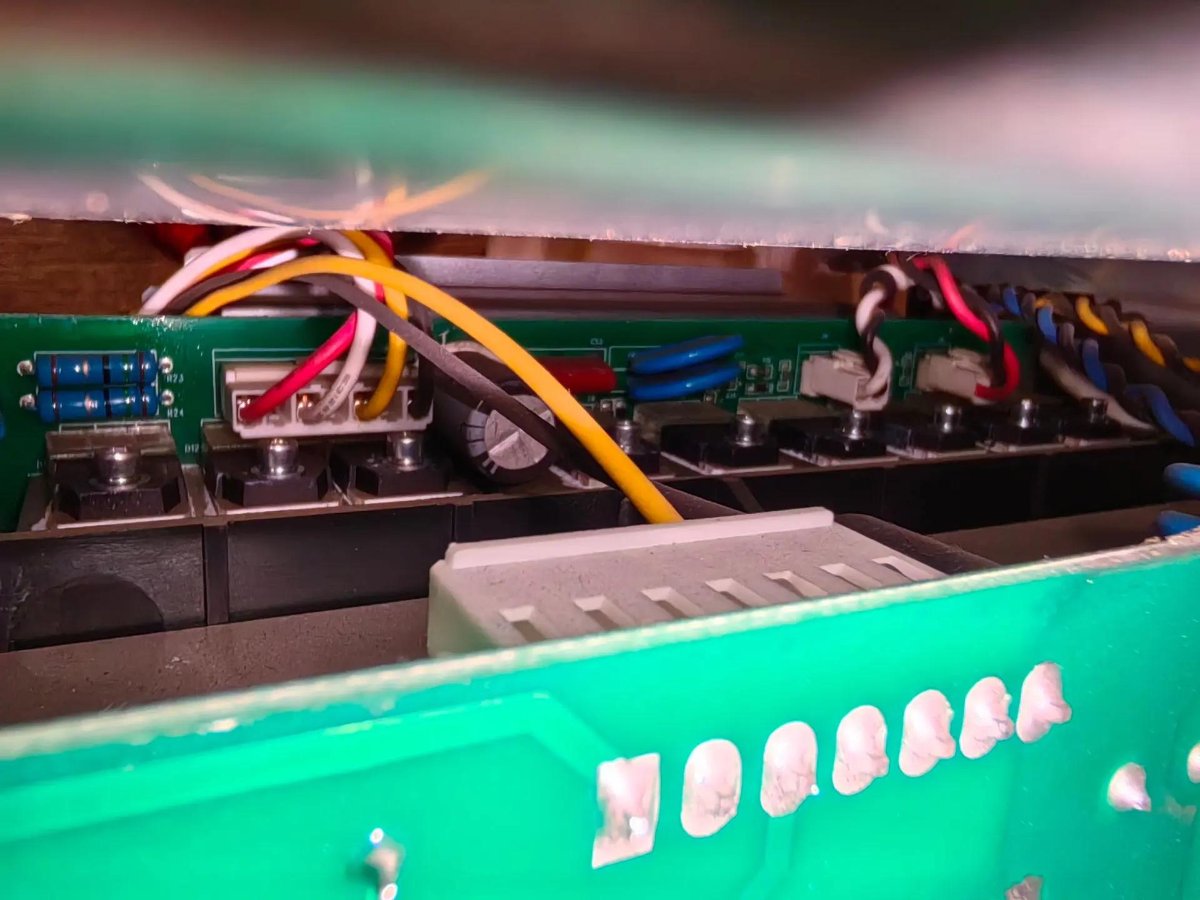
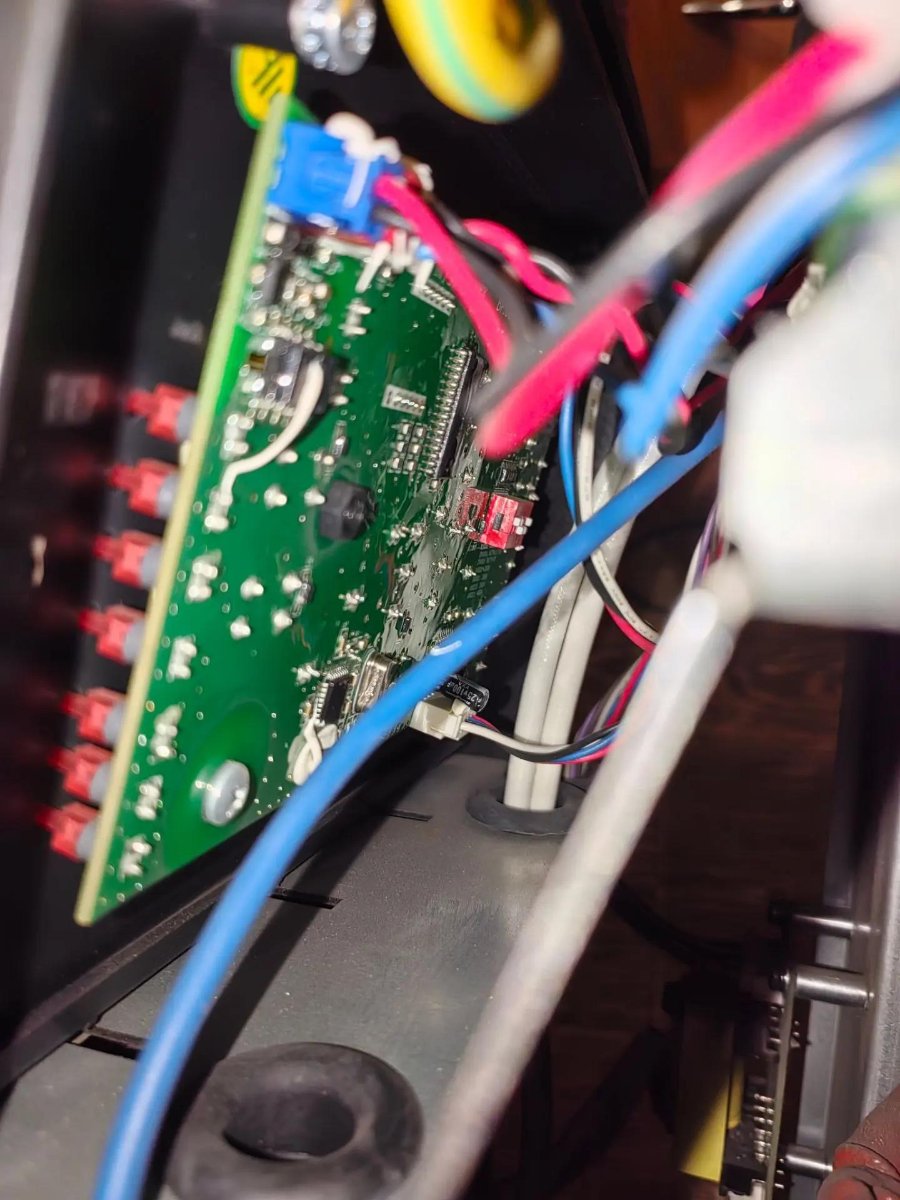
Сварочный аппарат ET-Welding TG 500 AC/DC Pulse Может кому будет интересно что внутри. Попробовал три формы волны, работают. Поджиг мне понравился. На малых токах работает. Водянку включает, на больших токах, не забудешь точно. Беспроводная педаль и беспроводной блок регулировки параметров поддерживаются. Разобрал для установки быстросьема вместо резьбового соединения газа. Фактически аналог по передней панели только 500А: https://grovers-welding.ru/shop/svarochnyj-invertor-grovers-tig-400-ac-dc-pulse/
-
Вся китайская шушера в ММА НЕПРЕДСКАЗУЕМА на материалах,отличных от мурзилок и окашек. Да и на них не блещет.Дешёвое барахло ,в общем.Подчеркну- для профессиональных задач.Заборы,мангалы- прочая неответственная хренотень проканают на любых СМ.Ну залипнут энное количество раз,делофф то...А вот ЭА 395/9 в сварке Ст 40Х с подогревом могут и не потянуть.
-
смешно ... Но вот не могу удержаться. Сама начинка выполнена не плохо. Но то что байонеты туда просто не поставить, об этом вы не сказали. Такой переделывал. И когда узнал, что пластиковые эти проставки под маленькие байонеты по цене колеса от авто, я аж воздухом захлебнулся. Да и конечно их нет в продаже. И хорошо бы переделать на большие. Но у человека два аппарата и на одном нормальные изоляторы, а тут из ABS пластика или типа такого. От температуры плывут. Поэтому быстро, аппарат приобретает не рабочий вариант. И следовательно, какие провода ему взять ... т.е. одни длинные, другие коротки. И следовательно тут уже не один комплект переделывать и не один аппарат. Т.е. если у человека один аппарат и один комплект кабелей, то вопросов нет, но если совсем все не так? А по кнопке ... это беда всех таких аппаратов. На токе в 150А, на выходе, аппарат значительно больше потребляет чем может переварить выключатель. Но тут хоть заменить можно на более или менее нормальный выключатель, хотя конечно его не на долго хватит или колхозить как вы сказали. Да хоть внутри контактор можно поставить. Тут уже на что фантазии хватит. А вот с байонетами прямо засада. А еще ... они длиннее те что продаются. Т.е. и с латунной частью этих байонетов так же засада. В остальном аппарат не плохой и они уже не применяют схему "гуся", внутри стандартная для ресант и им подобным компановка. В итоге, тратим 10 000 и еще прикладываем руки или несем в сервис после не продолжительной рабаоты. И в чем выгода? При цене аппарата 10 000, любой чих будет уже не в пользу аппарата.
-
Иногда спрашивают обычные работяги, не профи - какой сварочник купить? Я советую вот этот - FUBAG IR 220. Неубиваемый аппарат! Приносят в ремонт в основном с двумя проблемами: 1. Из - за халтурного затягивания сварными кабельных силовых разъемов те начинают искрить и подгорают. Меняю разъемы на следующий типоразмер - DKJ35-50. Проблемы исчезают. 2. При работе на максимальных токах быстро выходит из строя сетевой выключатель. Максимальный ток для таких там выключателей 30-35 ампер. А при работе на максимальном токе сварочник потребляет 40-45 ампер. Потому выключатели греются и выходят из строя. Делпаю так: соединяю обе группы выключателя перемычками параллельно. Одну питающую шину сетевого кабеля пускаю напрямую на выпрямитель. А второй конец через выключатель который в переделаном виде держит уже 60-70 ампер. Транзисторы или что то другое на этом сварочнике выходят из строя очень редко. На ОЗОНе аппарат в пределах 10 000 рублей.
-
Немного не в тему, но на нем впервые АС на электроде недавно попробовал, т.к. до сих пор не доводилось и не знаю у кого сварочный трансформатор без выпрямителя есть, чтобы попробовать. Полежавший год в едва отапливаемом гараже 53.70 (потому что любой ток допускается) и наверняка набравший влаги сгорел за милую душу. Но в моем случае это лишь для кругозора, не более. Теперь целлюлозных электродов еще бы раздобыть, чтобы "руками пощупать" . Это уже для гурманов, а перед этим надо научиться чувствовать вкус, чего может и не случиться в силу разных причин Для простых работ по хозяйству, кои преимущественно выполняются рутиловыми электродами, кроме работающей функции антизалипания особливо ничего и не надо. На ПВ может быть внимание еще обратить. Себе бы для этого купил Форсаж-161 как самый дешевый отечественный (по собственным предпочтениям) источник. А вот если регулярно работать в разных условиях, с разными материалами и электродами, то да, можно покопаться.
-
Кронштейн зеркала хонда. Увлекательное занятие,надо сказать.Жгут проводов сильно мешает сварке.
-
Скачано и изучено, но ответа не нашел. Лично сам я предполагаю, что дело в разнице площади сечения электрода и детали - на конце электрода напряженность ЭМ поля выше, поэтому идет перенос металла преимущественно в одну сторону. В плазме дуги движутся и электроны, и ионы в обе стороны (т.е. нет такого однонаправленного движения каким является ток в проводнике).
-
Шлаки бывают разные:чёрные,белые, красные...длинные и короткие .



))1.thumb.jpg.2ff26a82905dacd18e40f94ad3933783.jpg)