Поиск сообщества
Показаны результаты для тегов 'tig'.
Найдено: 172 результата
-
Опять обращусь за советом. В последнее время начали активно тягать соседские и (не только) сто трубки да радиаторы. Трубки успешно проверяю собственноручным девайсом, спасибо websvarka http://i.piccy.info/i9/90893ec307cb01c9ba3dcd5aceab8b3f/1584031202/93985/1367127/IMG_20200203_095805_800.jpghttp://i.piccy.info/a3/2020-03-12-16-40/i9-13702658/565x755-r/i.gif А вот радиаторы, особенно там где типа бинокль, не подлезешь, спрашивают за проверку, развожу плечами, что не есть хорошо. http://i.piccy.info/i9/1fb03035653bd774e39f47f141247b19/1584031309/101021/1367127/IMG_20200225_162359_1__800.jpghttp://i.piccy.info/a3/2020-03-12-16-51/i9-13702660/565x755-r/i.gif Как для себя вижу вводные: американцы, европейцы, китайцы, все легковые.Все предложенные китайцами чемоданчики скупать неохота . Посоветуйте выверенный набор(ы) Заранее спасибо
-

Сварка чугуна ПАНЧ11 п/автоматом
Александр ПАНЧ 11 опубликовал тема в Полуавтоматическая сварка — MIG/MAG
Прошло уже достаточно времени с отгрузки материалов, коллеги есть какие-нибудь результаты по сварке п/а и тиг? Хотелось бы узнать ваше мнение. Не стесняйтесь делиться наработками. -
Предыдущие темы: Выбор аппарата TIG АС/DС #1 Выбор аппарата TIG AC/DC #2 ________________________________________________________________- Привет всем, новенький я тут. Вопросик такой, работал только полуавтоматом и электродом, но в ближайшее потребуется работа с нержавейкой, aisi 304 и aisi 321, листы 1-2мм (открытые ванны) и каркасы профтруба 2мм. Итого думаю портить металл начинать даже не стоит, надо сразу на TIG переходить. Хотя что-нить особо дорогое сразу покупать не хочется, пока своего понятия не сформировалось и не окупилось, обычно дорогие вещи выбирать люблю уже имея собственный опыт и более четкие потребности. Для меня актуально только на 380, сеть есть, а зависимость от колебаний на 220 больше иметь неохота. Итого посматривал я и на grovers 315, но вроде как бюджет пока смущает (118т.р. примерно). Итого смотрю я на 2 аппарата СВАРОГа под 380В, TECH TIG 250 P AC/DC (E102) за 80+ рублей REAL TIG 250 (W229) за 40+ рублей Если кто работал, подскажите, какие у них недостатки. Ну и для моей задачи я так с ходу разницу вижу только в настройках, будут-ли они так критичны в моем случае по тонкой пищевой нержавейке, или можно взять пока младшенького REAL TIG 250 (W229) и начать работать с ним, а там пойму, нужен-ли мне потом постарше. Или для нержи 1-2мм мне будет чего-то сильно критично нехватать ? В общем буду благодарен советам, так как недавно задача возникла, и похоже в течение месяца нужно начинать работать.
-
модератор : переехали. предыстория здесь http://websvarka.ru/talk/topic/6918-svarka-aliuminiia-chast-2/ ---------------------------------------- Саша, я может какой не нормальный, педалье есть, даже пользовался с другими аппаратами, но ПРИВЫК на спаде тока работать , Форсаж приучил. Оочень часто приходится вокруг стола и всяких прочих штуковин бегать, принимать садомазские позы, какая тут пидаль? Она штука хорошая, но статичная, пока без нее работаю. Вот к примеру. Строго не судите, гонка была, - быстро,срочно, давай-давай. Объясните дураку по какому принципу сайт фотографии крутит? Валера, я №2







- 3 338 ответов
-
- 17
-

-
- технологии
- TIG
- (и ещё 1 )
-
Прикупили б/ушный велик, но сразу не увидели проблемы с рамой. С одной стороны лопнувший стакан для каретки, а с другой подгнивший стык. Имеется сварочный инвертор. Но опыта в сварке практически нет - немного варил некритичные конструкции из проф. труб чем попало (первые попавшиеся электроды). Сейчас, начав изучать тему как заварить велик, узнал много нового, но полного понимания нет. С одной стоны говорят что для тонкого металла лучше использовать рутиловые электроды. С другой, что при больших мех.нагрузках нужны с основном покрытием. Кроме того боюсь как бы не повредить внутреннюю резьбы стакана, в которую вкручивается каретка. А саму трещину в стакане наверняка нужно попытаться стянуть перед сваркой? Наверняка есть и ещё других нюансы о которых я не догадываюсь. В общем прошу помощи - расскажите как в моих условиях максимально правильно вылечить этот велик, какие электроды прикупить, какая техника сварки и пр.



-
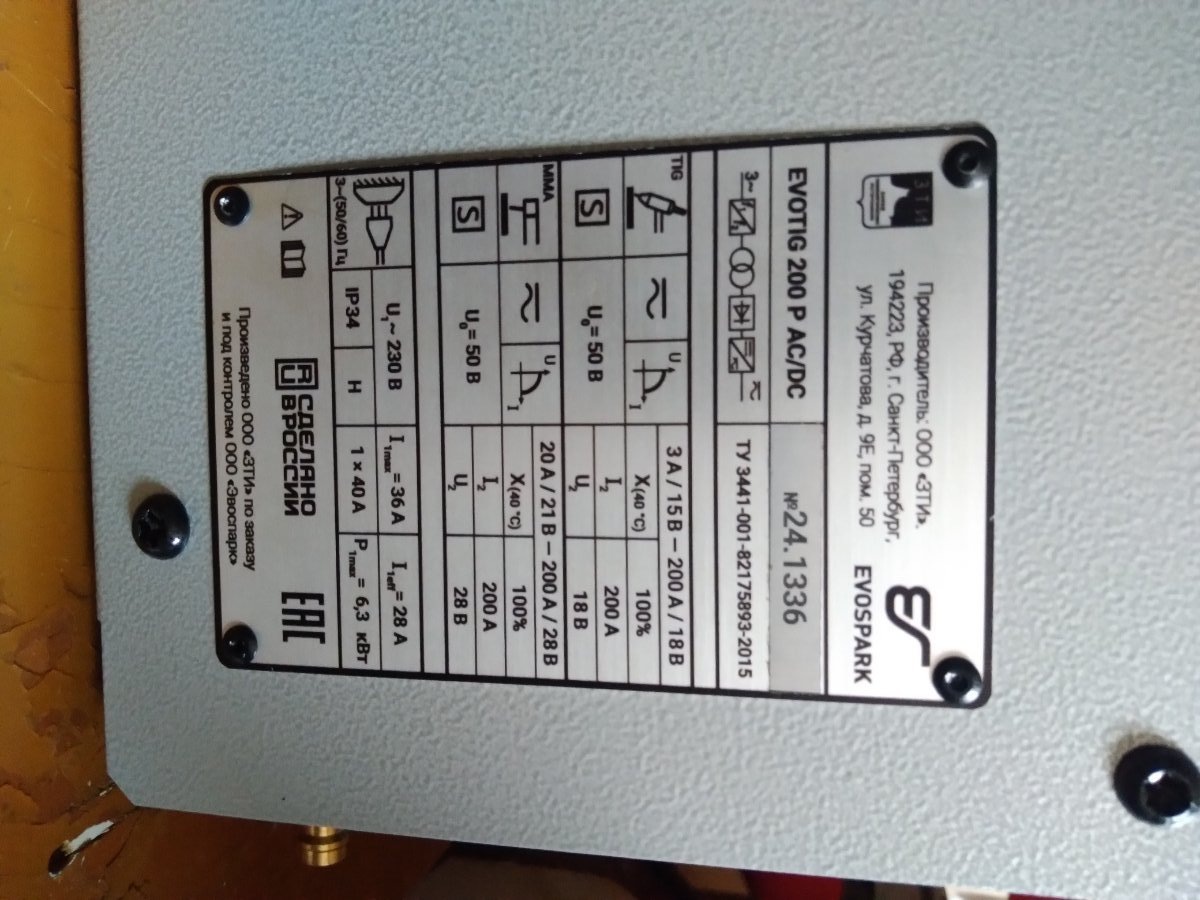
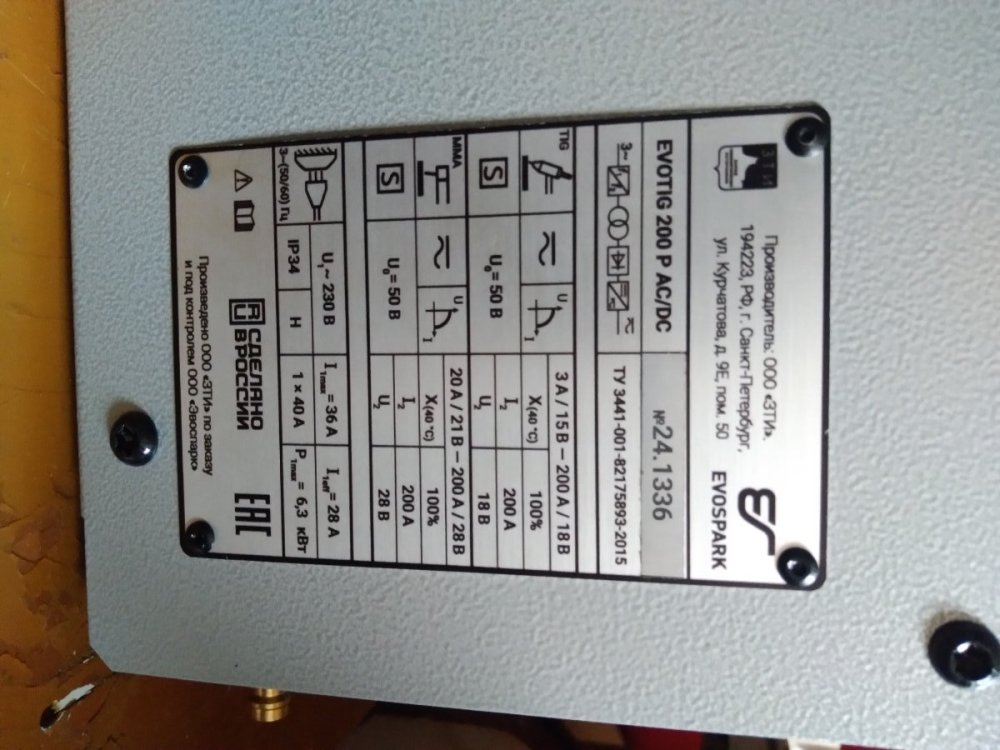
Сбылась мечта идиота...вот он, аппарат ТИГ на 200А от Эвоспарка! АС/DC,хотя есть ещё версия на только на постоянном токе. Что изменилось по сравнению с машиной на 500А:другие разъёмы,иное отображение регулировок токового баланса, это если быстро и навскидку... Остальное вроде сильно не изменилось... три года ждал и дождался... теперь вся утка наша...как говорилось в "Особенностях национальной охоты"... Как не боролся-картинки встают криво



-
Приветствую Вас, уважаемые ВэбСварщики! Вопрос вроде простой но ответ найти на него оказалось не так просто. Есть ГОСТ 19807-91 согласно ему есть такой титан ВТ1-0 но как присадку к нему подобрать? Есть ещё такой Titanium Grade 2 (Ti Gr.2) проблема та же, какая присадка? Только прошу не писать советы вроде "нарежь присадку из основного металла". Желательно ссылки на стандарты и литературу. Заранее благодарен.
-
Товарищи,подскажите пожалуйста или дайте ссылочку по сварке латуни,не смог найти,то ли поиск не работает.
-
Считаете ли вы экономически обоснованной цену на аргоновую сварку,как таковую ,независимо от региона и платежеспособности населения? Соответствует ли ее цена затратам и квалификации? Нет ли здесь спекулятивных моментов? Что собою представляет ценообразование на АДС и каковы его критерии?
-
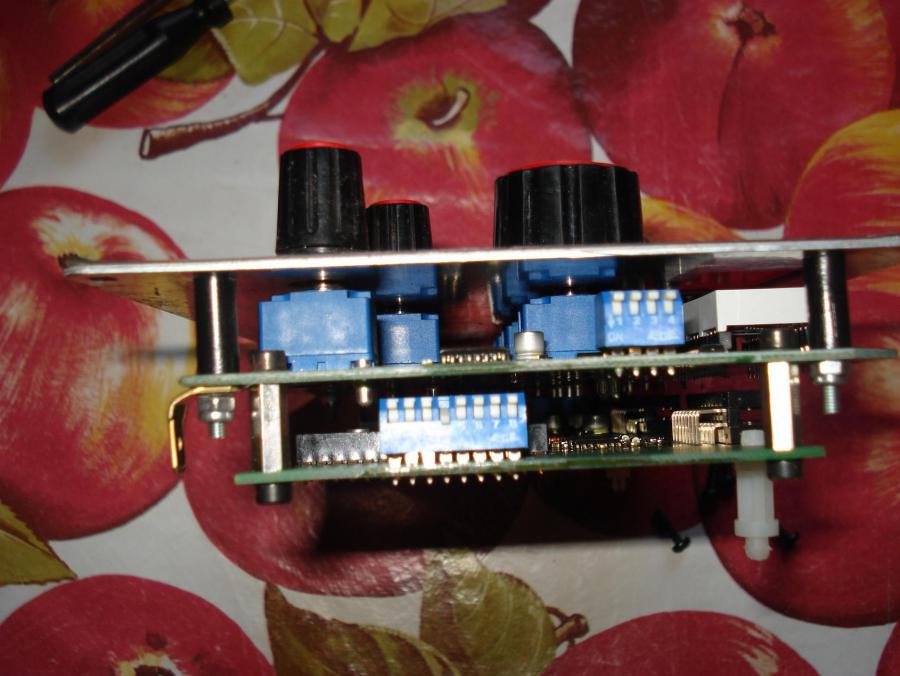
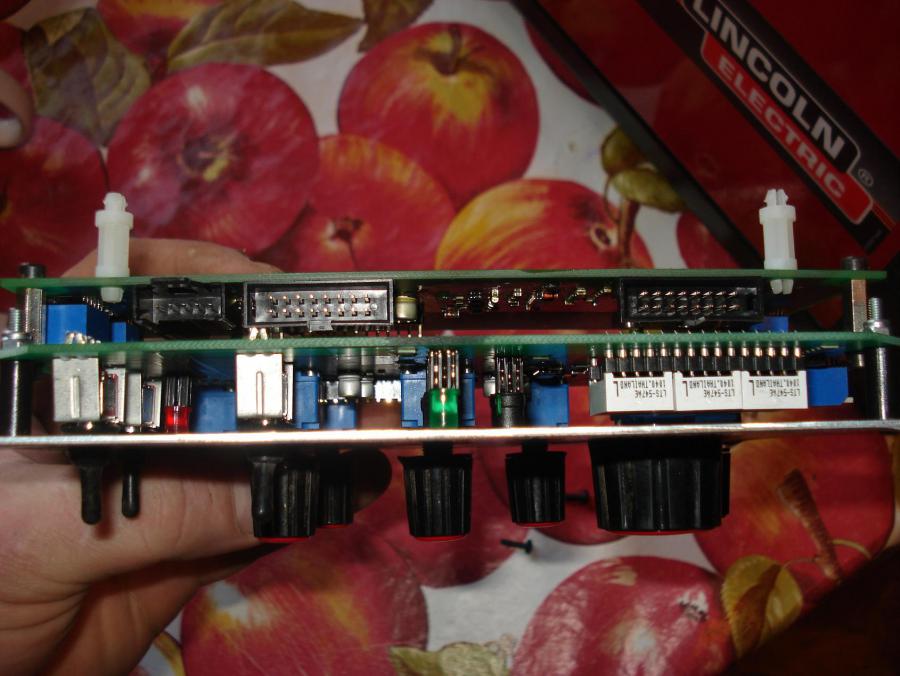
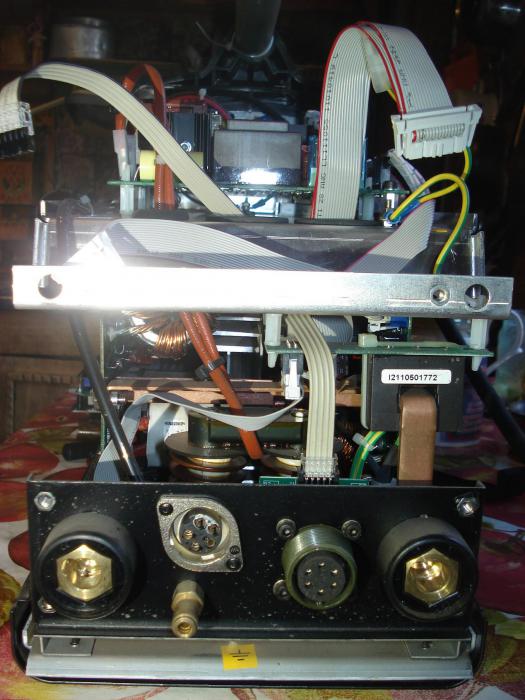
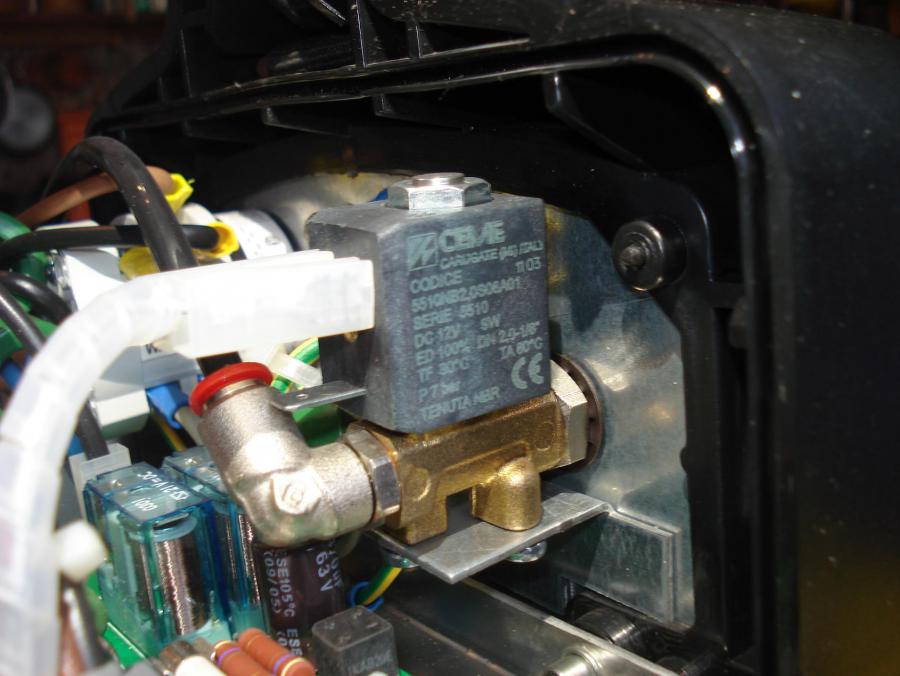
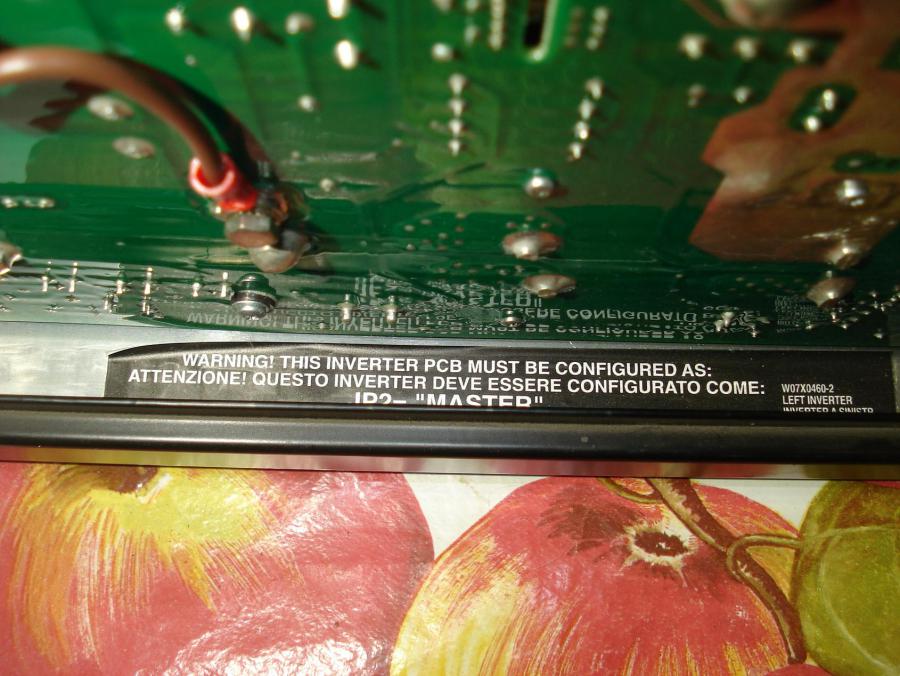
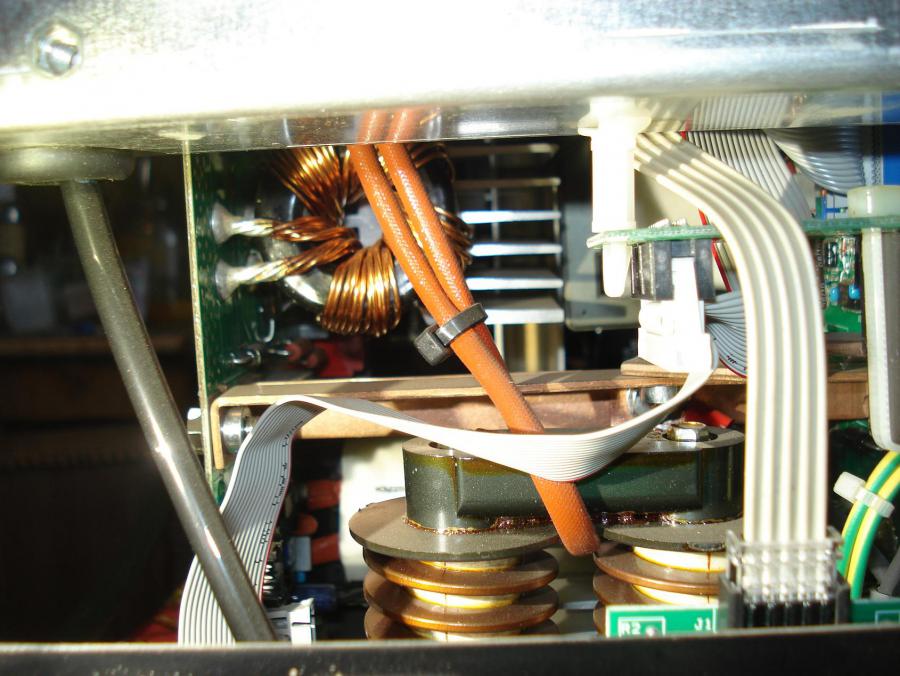
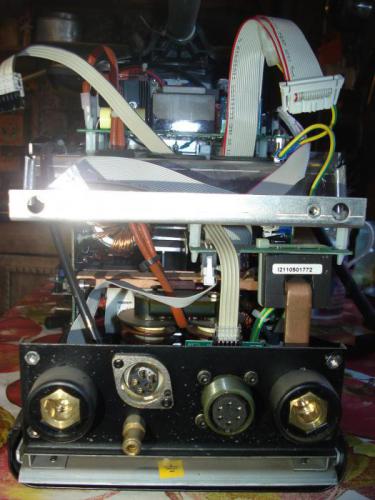
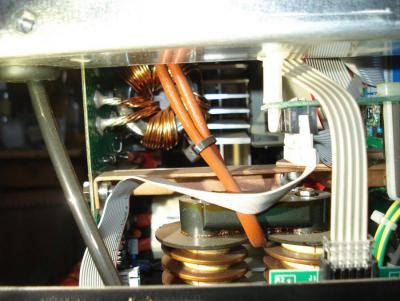
Добрый вечер всем. Как уже писал, приобрел себе этот аппарат, вместо 180 Чеборы, выбор был сделан из за возможности комбинировать и менять форму волн и полуволн. В принципе от младшей модели она отличается только возможностью выбора форм волны и полуволн. Мне не понравилась в ней невозможность поменять % на А в токе поджига, высчитывать % конечно полезно, с точки зрения " чтоб мозги не засохли" но бесит то, что опять не дают выбора. Но это в принципе не существенный недостаток. Поджиг четко отрабатывает, на грязном алюминии попробовать не довелось пока, радиатор и куллеры им чинил, видео сниму, пока много работы по лесовозам, и прочей тяжелой технике, пока не до Чеборы. Аппарат по размеру больше чем 315 Форсаж, и тяжелее его на 4 кг, фото внутренностей добавлю, когда буду его продувать, разбирать Чеборы еще то удовольствие, (по крайней мере 180).


-
Когда нет времени на поиск, а нужно получить быстрый ответ, то в этой теме можно задать любой профильный вопрос и вам по возможности кто нибудь постарается ответит.
-
Здравствуйте форумчане! Я представляю компанию ЕДИНСТВО - официального представителя сварочного оборудования SELCO в России. Компания Selco была основана в 1979 году и уже сорок лет является одним из главных действующих лиц в области электродуговой сварки. Компания Selco всегда была на первом плане, предлагая разработки и решения для улучшения процесса сварки и внедрения новых технологий. В данном разделе я, совместно с русскоговорящим итальянским коллегой, буду отвечать на вопросы, касающиеся выбора сварочного оборудования, особенностей эксплуатации, сервисного обслуживания, новинок оборудования.
-
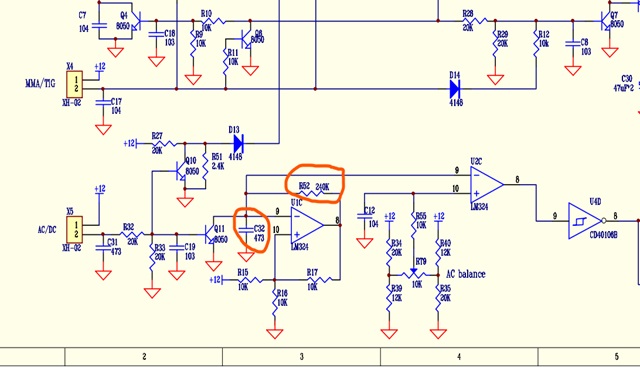
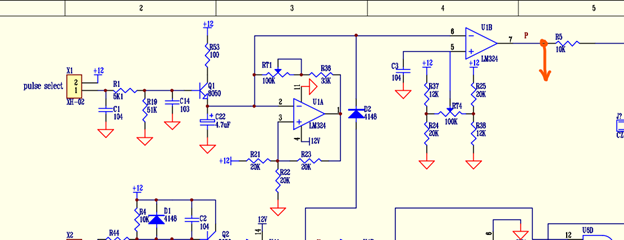
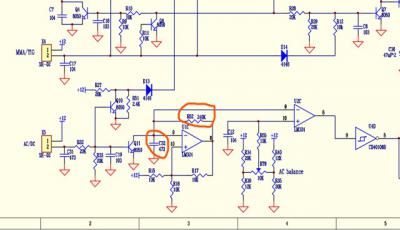
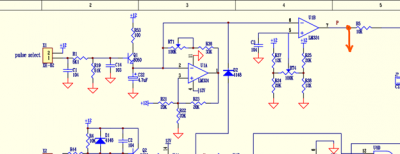
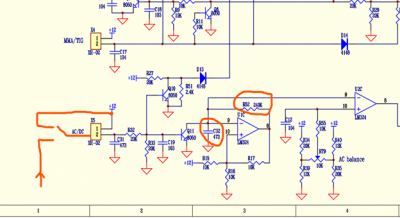
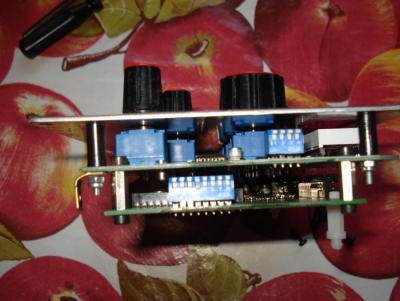
Доброго времени суток. Хочу поделиться своим небольшим опытом доработки инвертора Аврора Inter Tig 200 AC/DC Pulse. Первая доработка – изменение схемы с целью получения возможности регулировать частоту переменного тока. Об этом в сети уже писали, в том числе и здесь на форуме, поэтому коснусь кратко. На картинке показан кусок схемы, на ней отмечены элементы, подлежащие замене (кондер можно оставить и этот, я не менял). Постоянный резистор необходимо поменять на два, включенных последовательно, переменный и постоянный. Номинал постоянного выбирается таким образом, чтобы при минимальном сопротивлении переменного резистора, частота генератора равнялась максимальному заданному вами значению. У меня получилась, судя по осциллографу, в районе 140 Гц ( больше, как показала практика и не нужно, использую в районе 100 Гц). Вторая доработка – получение смешанного режима работы, так называемого MIX-TIG, который сочетает в себе чередование переменной составляющей и постоянной при сварке алюминия для большего тепловложения. Обратите внимание на картинку выше, а точнее на разъем X5 XH-02, подписанный AC/DC. Режим постоянного тока в инверторе реализуется подачей через переключатель режимов AC/DC на передней панели напряжения 12 В на цепочку R32 С31, при этом происходит блокировка работы генератора. При снятии напряжения с указанной цепочки происходит запуск генератора, и инвертор выдает переменный ток. Так вот, если подавать и снимать напряжение с определенной частотой, то на выходе будет происходить поочередная смена режимов постоянного и переменного токов. Чтобы не «городить» дополнительных генераторов, мною был взят сигнал с генератора, отвечающего за режим «ПУЛЬС». Ниже на схеме отмечена точка, откуда взят сигнал. Такое решение дает возможность менять частоту чередования постоянной и переменной составляющих с частотой смены тока в режиме «ПУЛЬС» и при этом, появляется возможность регулировать токи этих составляющих независимо друг от друга. Коммутация производится через штатный переключатель режимов AC/DC. В нем имеется две группы перекидных контактов, можно использовать уже задействованную. Но, если планируется использовать простой режим "АС", в разрыв этой цепочки нужно включить еще один выключатель. Ниже представлен фрагмент схемы. Раздельная регулировка величин токов постоянной и переменной составляющих дает возможность выставить баланс переменного тока на максимум в сторону «очистки». Правда, на максимуме дуга теряет стабильность, поэтому я немного «не докручиваю». Ниже на видео в целях демонстрации доработки значение параметра «AC Balance» выставлен почти 80%, при этом величина тока переменной составляющей выбрана такой, чтобы электрод не плавился. Ток переменной составляющей настраивается регулятором «Back Ground A», ток постоянной составляющей – регулятором «Welding A», соотношение времен постоянной и переменной составляющих – «Pulse Width» , частота следования – «Pulse Frequency» https://youtu.be/n0OclmWEwVA На следующем видео увеличено значение параметра «Pulse Frequency». https://youtu.be/S851NTcJlYU На этом видео показано состояние электрода после работы на максимальных параметрах «Welding A» и «AC Balance». Электрод 2 мм WL-20. Пробовал затачивать, но дуга получается слишком широкая, поэтому варю не затачивая. https://youtu.be/w0gLyClMX6w Всем спасибо за уделенное время
-
Всем привет! Краткий обзор GROVERS WSME 200 AC/DC PULSED TIG. Фэйс и "курение убивает" для масштаба. Сбоку. Снизу. Тут ничего интересного. Поближе. Зажим массы. TIG горелка воздушного охлаждения. Сопла 4,5,6, цанги, колпачки. "Хвост" Разъем. Все.


















- 752 ответа
-
- 19
-
-
Добрый день, коллеги! Подскажите можно ли отремонтировать такой разрыв шланга горелки у самого штуцера?

-
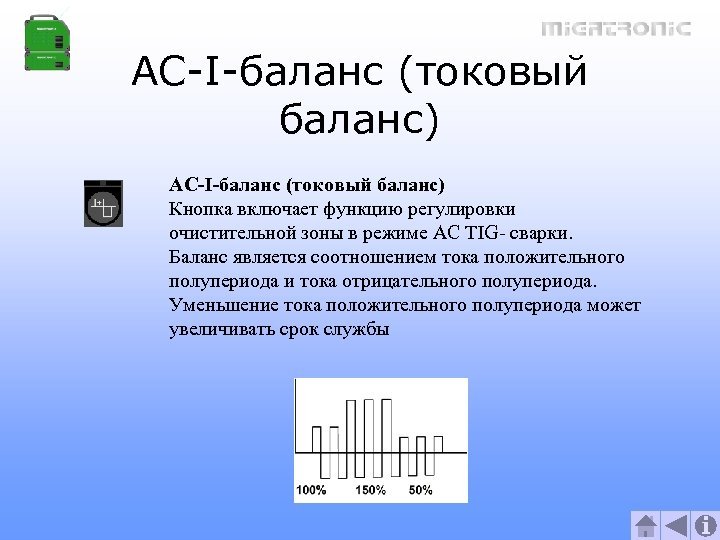
 Настройка такого параметра, как баланс полярности, всегда вызывает массу вопросов, так как многие пользователи часто говорят об одном и том же, но смотрят на это дело с позиций мануалов своих аппаратов.Кои не всегда безгрешны.Поэтому разбираем в этой теме вопросы данной регулировки как можно ближе к академическим( насколько это возможно) взглядам. Начнём с азов.Переменный ток, он же АС,имеет две полуволны–положительную/отрицательную, и частоту, с которой все эти процессы протекают.То есть, переменный ток, частотой 50Гц, имеет 100 полуволн,50 положительных и 50 отрицательных,каждая из которых длится 0,01секунды.Полный период, соответственно,имеет длительность в 0,02секунды, что и даёт нам на выходе искомые 50Гц. Сварка на таком режиме, при котором время действия положительной и отрицательной полуволны равны между собой, не всегда комфортна.Вернее, совсем не комфортна в ряде ситуаций, так как приводит к излишнему нагреву электрода, потере его формы(заточки).Поэтому для большинства задач при сварке на переменном токе желательно иметь приоритет времени действия именно отрицательной полуволны, обеспечивающей больший нагрев и проплавление основного металла. Работу в периоде АС положительной полуволны необходимо держать в пределах, при которых в каждой конкретной сварочной ситуации нагрев электрода и зона катодной очистки будет находится в приемлемых диапазонах. Теперь о регулировке. Как уже было ранее сказано, точка равенства времени действия отрицательной и положительной полуволны может иметь обозначение "0" в алгоритме настройки временного баланса полярности. Регулировка времени действия производится изменением условных единиц(%) относительно нуля в отрицательном и положительном диапазонах.Тут надо смотреть, по какой полуволне производится отображение регулировки.То есть изменение в "+" не всегда приводит к увеличению времени действия положительной полуволны.Иногда ровно наоборот.На сварочных ТИГ-машинах типа "китайский сундук" индикацию того, по какой полуволне идёт регулировка часто выполняла штриховка или залитие цветом положительной или отрицательной полуволны на циклограмме. Также условный НУЛЬ–тоже может отличаться от положения 50/50.Тут надо смотреть внимательно мануал по конкретной модели. Также рассмотрим теперь т.н ТОКОВЫЙ баланс АС.Данная регулировка позволяет увеличить амплитуду положительной полуволны относительно отрицательной, то есть в данном случае можно говорить о сварке переменным асимметричным током( подробнее см."Сварка в самолётостроении", стр.137.).Причём в этом случае увеличение амплитуды положительной полуволны на величину Х приводит к симметричному уменьшению амплитуды отрицательной полуволны.То есть на графике происходит как бы смещение оси координат по вертикали. Также надо заметить,что временной и токовый баланс не заменяют друг друга.В большинстве случаев именно временной баланс может дополняться токовым. Сварка в самолётостроении..djvu
Настройка такого параметра, как баланс полярности, всегда вызывает массу вопросов, так как многие пользователи часто говорят об одном и том же, но смотрят на это дело с позиций мануалов своих аппаратов.Кои не всегда безгрешны.Поэтому разбираем в этой теме вопросы данной регулировки как можно ближе к академическим( насколько это возможно) взглядам. Начнём с азов.Переменный ток, он же АС,имеет две полуволны–положительную/отрицательную, и частоту, с которой все эти процессы протекают.То есть, переменный ток, частотой 50Гц, имеет 100 полуволн,50 положительных и 50 отрицательных,каждая из которых длится 0,01секунды.Полный период, соответственно,имеет длительность в 0,02секунды, что и даёт нам на выходе искомые 50Гц. Сварка на таком режиме, при котором время действия положительной и отрицательной полуволны равны между собой, не всегда комфортна.Вернее, совсем не комфортна в ряде ситуаций, так как приводит к излишнему нагреву электрода, потере его формы(заточки).Поэтому для большинства задач при сварке на переменном токе желательно иметь приоритет времени действия именно отрицательной полуволны, обеспечивающей больший нагрев и проплавление основного металла. Работу в периоде АС положительной полуволны необходимо держать в пределах, при которых в каждой конкретной сварочной ситуации нагрев электрода и зона катодной очистки будет находится в приемлемых диапазонах. Теперь о регулировке. Как уже было ранее сказано, точка равенства времени действия отрицательной и положительной полуволны может иметь обозначение "0" в алгоритме настройки временного баланса полярности. Регулировка времени действия производится изменением условных единиц(%) относительно нуля в отрицательном и положительном диапазонах.Тут надо смотреть, по какой полуволне производится отображение регулировки.То есть изменение в "+" не всегда приводит к увеличению времени действия положительной полуволны.Иногда ровно наоборот.На сварочных ТИГ-машинах типа "китайский сундук" индикацию того, по какой полуволне идёт регулировка часто выполняла штриховка или залитие цветом положительной или отрицательной полуволны на циклограмме. Также условный НУЛЬ–тоже может отличаться от положения 50/50.Тут надо смотреть внимательно мануал по конкретной модели. Также рассмотрим теперь т.н ТОКОВЫЙ баланс АС.Данная регулировка позволяет увеличить амплитуду положительной полуволны относительно отрицательной, то есть в данном случае можно говорить о сварке переменным асимметричным током( подробнее см."Сварка в самолётостроении", стр.137.).Причём в этом случае увеличение амплитуды положительной полуволны на величину Х приводит к симметричному уменьшению амплитуды отрицательной полуволны.То есть на графике происходит как бы смещение оси координат по вертикали. Также надо заметить,что временной и токовый баланс не заменяют друг друга.В большинстве случаев именно временной баланс может дополняться токовым. Сварка в самолётостроении..djvu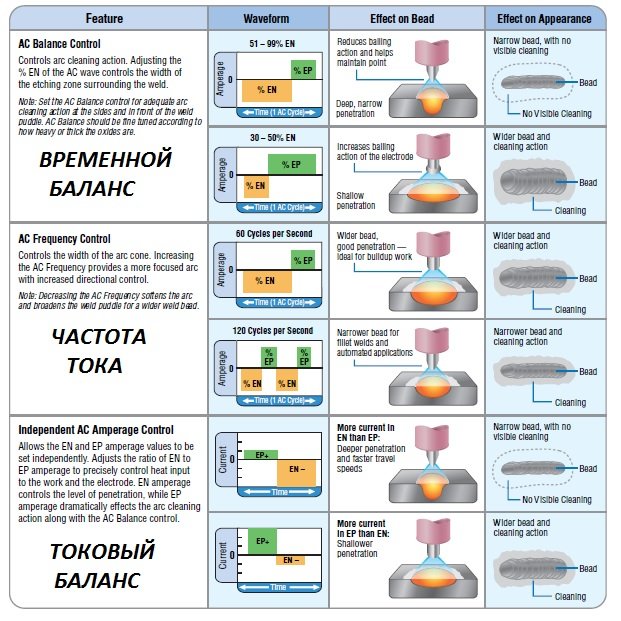
-
 Думаю,что стоит создать отдельную тему по сварке конструкционных чугунов, трудностях,возникающих при такой сварке. Неоднократно возникали дискуссии о трудности сварки чугуна при длительной его эксплуатации в условиях высоких температур,большого числа теплосмен и действия водяного пара. Последняя на ветке -Тиг- сварка чугуна.Речь шла о ремонте секции котла. Первое.При Тиг-сварке не образуется сварочная ванна(сварка полуавтоматом тоже неэффективна)Это связано с тем,что при сквозном окислении чугуна образуются кремнеземсодержащее соединение 2FeO.SiO2.Мало того,что плавлению будут препятствовать графитовые включения,так и фаялит,как продукт коррозии, не будет растворятся в сварочной ванне.При зажигании дуги на таком чугуне ванна на образуется:дуга начинает выжигать пористую массу,состоящую и графита и фаялита и других включений.Матрица будет сгорать,но не плавится. Частью металлическая матрица корродировала и покрыта продуктами коррозии.Вопрос в том,как нейтрализовать 2FeO.SiO2 и добраться до чистого металла.Для этого вводится оксид кальция (СаО).В результате взаимодействия с продуктами газовой коррозии образуется тройная эвтектика (FeO.CaO.SiO2) с температурой плавления 1080С.Это способствует очищению матрицы от тугоплавких включений. Насколько эффективны попытки ремонта котловых секций,других деталей,работающих в аналогичных условиях? Все будет зависеть от состояния матрицы и способов сварки. Только один раз попадался чугун,когда электрохимическая коррозия целиком разрушила матрицу и куски от стенки (10мм) можно было отломить руками. К сожалению,тема сварки чугуна разбросана по разным веткам.Эта разбросанность не дает возможности представить в целом проблематику сварки чугунов.
Думаю,что стоит создать отдельную тему по сварке конструкционных чугунов, трудностях,возникающих при такой сварке. Неоднократно возникали дискуссии о трудности сварки чугуна при длительной его эксплуатации в условиях высоких температур,большого числа теплосмен и действия водяного пара. Последняя на ветке -Тиг- сварка чугуна.Речь шла о ремонте секции котла. Первое.При Тиг-сварке не образуется сварочная ванна(сварка полуавтоматом тоже неэффективна)Это связано с тем,что при сквозном окислении чугуна образуются кремнеземсодержащее соединение 2FeO.SiO2.Мало того,что плавлению будут препятствовать графитовые включения,так и фаялит,как продукт коррозии, не будет растворятся в сварочной ванне.При зажигании дуги на таком чугуне ванна на образуется:дуга начинает выжигать пористую массу,состоящую и графита и фаялита и других включений.Матрица будет сгорать,но не плавится. Частью металлическая матрица корродировала и покрыта продуктами коррозии.Вопрос в том,как нейтрализовать 2FeO.SiO2 и добраться до чистого металла.Для этого вводится оксид кальция (СаО).В результате взаимодействия с продуктами газовой коррозии образуется тройная эвтектика (FeO.CaO.SiO2) с температурой плавления 1080С.Это способствует очищению матрицы от тугоплавких включений. Насколько эффективны попытки ремонта котловых секций,других деталей,работающих в аналогичных условиях? Все будет зависеть от состояния матрицы и способов сварки. Только один раз попадался чугун,когда электрохимическая коррозия целиком разрушила матрицу и куски от стенки (10мм) можно было отломить руками. К сожалению,тема сварки чугуна разбросана по разным веткам.Эта разбросанность не дает возможности представить в целом проблематику сварки чугунов. -
 Сегодня расковырял для продувки еще один свой аппарат. Варил правда им мало и только покрытыми злектродами.
Сегодня расковырял для продувки еще один свой аппарат. Варил правда им мало и только покрытыми злектродами.














-
Эта тема для любого кроилова и желательно, как это исправили. Такого я ещё не видел. Чудеса из Красноярска Налили смолы прямо на грязь И это от тех же самых умельцев. P S Здесь герметика на 16 кило рублей.











- 852 ответа
-
- 20
-
-
Добрый вечер, купил Б\ушный сварочный, как не рабочий, хочу поднять. В силовой части вылетели 2 диода(3 на фото), и один транзистор(1 на фото), транзистор выпаял( там 6 параллельно вроде стоит), диоды заменил временно( для проверки) на другие. плату видимо ремонтировали до меня меняли транзисторы (2 на фото). На данный момент, при включении всё работает, но как только включаю мма, или замыкаю кнопку гарелки в режиме тиг, сразу зависает( работает только центральный валкодер, с кнопки не выключить) и это скорее всего из за того что нет напряжения на контактах ( 4 на фото). Куда копать? транзисторы целые ( те что 4 штуки) мелочёвка тоже.





-
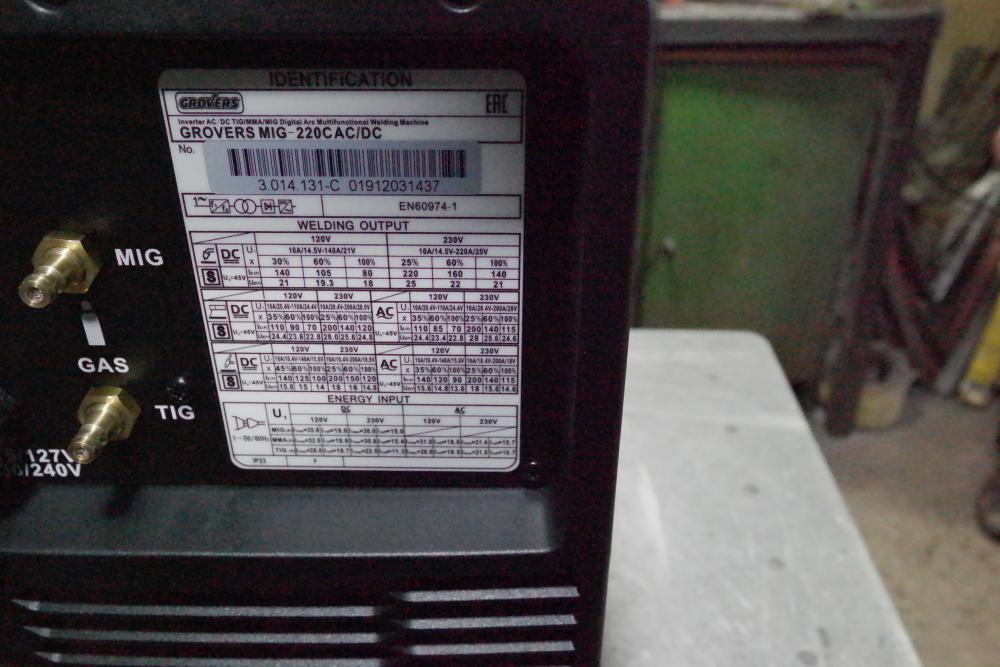
Сегодня забрал из ТК. прибывший аппарат.Гроверс мульти миг 220ц ас-дс. комплектуется горелками с цифровым управление и для TIG-a, и для Mig-режима. Остальное не фотографировал ( стандартный набор).Отсек для проволоки рассчитан на катушку Д-300.Для показа габаритов отсека поставил к-200. Клапана для TIG и MIG- режимов отдельные. и таблица с параметрами.






- 150 ответов
-
- 24
-
-
Короче рискнул и взял на Али этот полуавтомат, Decapower XTRAMIG 200SYN как я понял, буду первым пользователем в России новой модели. Вот только я не совсем понял, едет ко мне аппарат с катушкой 5кг. или 15кг. и с 4ёх роликовым протягом... Судя по видео, люминь сваривает вообще без копоти на линейном режиме, пульса там нет, да и не нужен он мне. На московском складе этой модели пока ещё нет, приедет ко мне через месяц, а может и дольше. Рассматривал сперва с перепугу всякие Шерманы, оказалось хрень, да ещё и горят...


- 372 ответа
-
- 14
-
-
- полуавтомат
- TIG
- (и ещё 2 )
-
Задарили сварочник ММА-ТИГ . Особенности: Настоящий кореец. Инвертор. Питание - 220 вольт!!! Ток рабочий - до 350 ампер!!! Ток весьма высок для однофазного питания! Режимы ММА и ТИГ Осциллятор присутствует ( вкл/выкл) Выход - только постоянка. Ступенчатая регулировка задержки продувки. Состояние - приличное. Аппарат неисправный, пока мельком посмотрел - выход есть, но не руглируется ток , похоже. Пока не понял - что за зверька мне задарили. Я ремонтник сварочников, варить не умею да и задач нет. Переквалифицироваться в сварные нет интереса. Держать его балластом - тоже. Как вариант - отремонтировать да продать. Отсюда и вопрос - что за зверь и во что оценить? Посмотрел в Корее этот аппарат, там его цена 35 000 рублей на наши.

-
Есть апарат сварог тиг 200, есть дрявый топлевный бак на тягаче (980 л). вопросы: Я слышал что перед тем как варить т.бак, его нужно сколько-то времени пропарить выхлопными газами того же тягача? какая толщина алюминия бака? какие значения на апарате выстовить? какие присадки использовать?
-
Всем здравствуйте! Очень часто варю тигом ферритную нержавейку AISI 430 или 409 толщиной от 1 до 4 мм. Емкости и баки для бани. Сначала варил сплавлением кромок без присадки и все вроде было ОК. Пока не треснул шов на одном из изделий через месяц эксплуатации. Подскажите какой лучше использовать присадок? Чтобы можно было отказаться от подогрева.