SergDemin
-
Постов
7 193 -
Зарегистрирован
-
Посещение
-
Победитель дней
66
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент SergDemin
-
@Amstel, да
-
@Amstel, возможно Вы крутили только краник на выходе редуктора (под ротаметром), надо отрегулировать давление.Скрутите колпачок на редукторе, под ним будет регулировочный болт. При полностью открытом кранике и открытом клапане на аппарате выставьте нужный расход.
-
Катушки 3 -4 , проволока была 1,2мм. Расход не мерил, выставлял на ощупь. чтобы дуло слегка. Швы длинные.
-
 @Рабиндранат Кагор, по поводу теплоносителя - при тех скоростях потока в теплообменнике, особенно в самотёчной системе, просто не о чем заморачиваться, а что касается газового потока, так уже лет 50, а может и больше, в котлах конкретно под газ завихрители стоят. А в котле под дрова, нужны ли они - большой вопрос, а по уголь - точно не нужны. Это всё теоретические рассуждалки, реально вопросы конструкции тепллообменников котлов закрыты ещё вчера, всё давно известно. А попытки увеличить КПД котла более 90 - 92 % за счёт увеличения площади теплообмена приводят только к проблемам с конденсатом, о чём написано выше. Да и то, при температуре теплоносителя выше 50 градусов, конденсат уже не образуется и КПД практически не растёт. Будет только неоправданный расход металла и трудозатрат, и всё.
@Рабиндранат Кагор, по поводу теплоносителя - при тех скоростях потока в теплообменнике, особенно в самотёчной системе, просто не о чем заморачиваться, а что касается газового потока, так уже лет 50, а может и больше, в котлах конкретно под газ завихрители стоят. А в котле под дрова, нужны ли они - большой вопрос, а по уголь - точно не нужны. Это всё теоретические рассуждалки, реально вопросы конструкции тепллообменников котлов закрыты ещё вчера, всё давно известно. А попытки увеличить КПД котла более 90 - 92 % за счёт увеличения площади теплообмена приводят только к проблемам с конденсатом, о чём написано выше. Да и то, при температуре теплоносителя выше 50 градусов, конденсат уже не образуется и КПД практически не растёт. Будет только неоправданный расход металла и трудозатрат, и всё. -
@Lohus, Вы сильно не расстраивайтесь. Заземление 4 ома спасало раньше, при пятиамперных предохранителях на входе. А при пятидесятиамперных от него проку мало, в лучшем случае секунд через 30 тепловой расцепитель сработает, и то не факт. Поэтому сейчас везде устанавливают УЗО. А при уставке УЗО в 30 миллиампер даже заземление в 50 ом со своей задачей отлично справится. А у вас, как я понимаю, чуть больше 10 ом получилось. Так, что труд даром не пропал.
-
Теоретически может и верно, на доли процента сопротивление больше будет, а практически - брехня.
-
, если грунт позволяет, забить 3 уголка 50 - 65 - 75, чем шире, тем лучше, площадь контакта больше будет, длиной 2 -2,5 метра, на расстоянии примерно 2 метра друг от друга. Забить чуть ниже уровня грунта, выкопать канавку 20 -30 см глубиной и связать их толстой катанкой или арматурой. Ну и вывести прут с приваренным болтом или полосу с отверстием, чтобы провод прикрутить. Если грунт сильно каменистый - тогда копать канаву треугольником или квадратом, хотя бы полметра глубиной, лучше поглубже, на дно глину, сантиметров 10, затем те же уголки, опять глину сантиметров 20 -30. Мегометром сопротивление заземления не измеряют, для этого специальный прибор есть. Я измерял так - любую мощную нагрузку - порядка одного киловатта, печка, фен, утюг, включал между фазой и заземлением. Вольтметр между заземлением дополнительной землёй. Если газовая труба или водопровод металлический поблизости имеется, можно использовать. Если нет, забить уголок в землю на расстоянии метров 25 -50 от основного заземления, чем дальше - тем лучше, точнее результат будет. Уголок можно и тонкий, сантиметров на 30 -50 забить. Может столб металлический из земли точит на таком же расстоянии - тоже сгодится. Измеряется напряжение между основным и дополнительным заземлением. И ток через основное. Затем напряжение на силу тока поделить - это и будет сопротивление заземления. Способ не самый точный, но оценить, что получилось, вполне позволяет.
-
@Lohus, заземление тоже имеет определённое сопротивление. По старым советским нормативам защитное заземление должно иметь сопротивление не более четырёх ом. Я пару раз делал заземление, которое затем электрики принимали, один раз получилось четыре ома, а другой раз - 6. Хорошо, один пожилой был, шибко умный. Удивился, как ты здесь 6 смог получить, здесь грунт насыпной. Написали в бумаге 4 и приняли. А я один раз забил уголки по 2,5 метра, приварил к ним ещё по 2 и опять забил. Меня смутило то, что первые легко в грунт вошли. Решил добавить. Так, что заземление на столбе - это очень хорошо, но чистый 0 всё равно не обеспечит. Вот поэтому защитное заземление отдельно делается и устройство защитного отключения , реагирующее на утечку, на входе ставится. А лучше два - одно на силовую, другое - на освещение. Чтобы при срабатывании УЗО по силовой свет не отключался.
-
@Lohus, на столбе ноля в чистом виде быть не может - закон Ома никто не отменял. По нулевому проводнику течёт ток, на нём есть определённое падение напряжения. Чем дальше от электроподстанции, тем больше, чем больше разница в нагрузке на фазы - тем больше. И 5 вольт - это очень хорошо, бывает и 50. Может и током долбануть между нулём и землёй, если руки влажные. А по поводу странности - в электроприборах на входе стоят фильтры радиопомех - два конденсатора небольшой ёмкости последовательно, между питающими проводами. А серединка - на корпус устройства и на заземляющий контакт соответственно. Получается ёмкостный делитель напряжения, и если заземляющий контакт болтается в воздухе, примерно половина питания там будет. И вода в трубе тут не при чём. Если руки нежные или кожа повреждена, незаземлённая стиралка или холодильник "кусаться" будут, если ногами на сыром стоишь или чего нибудь заземлённого касаешься. Ток маленький, не опасно, но не очень приятно.
-
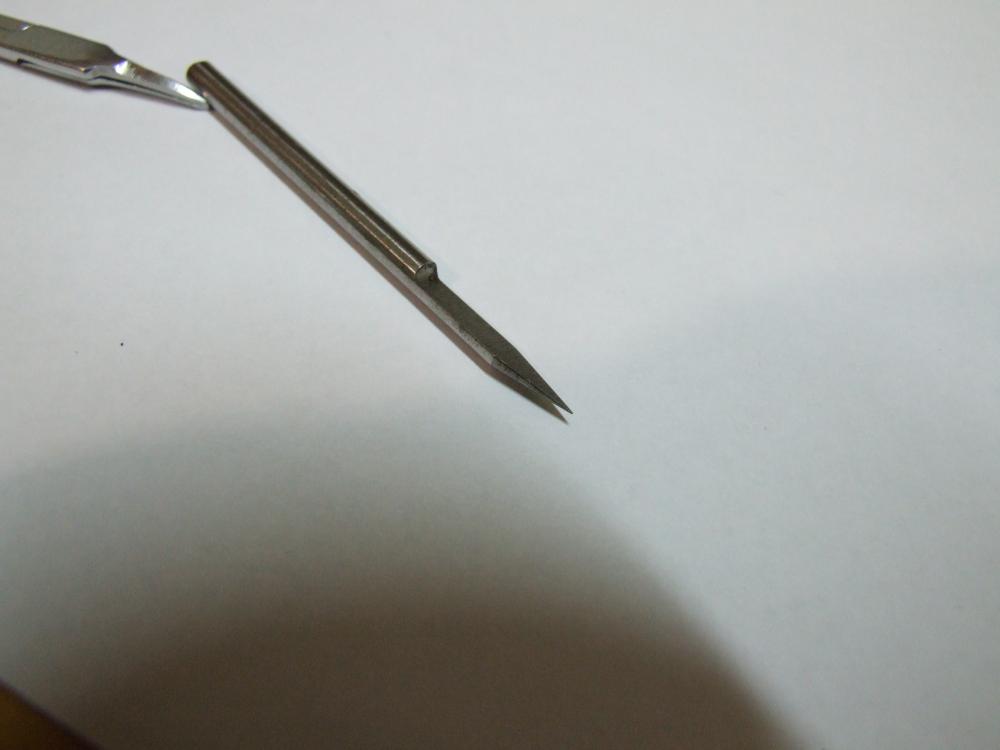
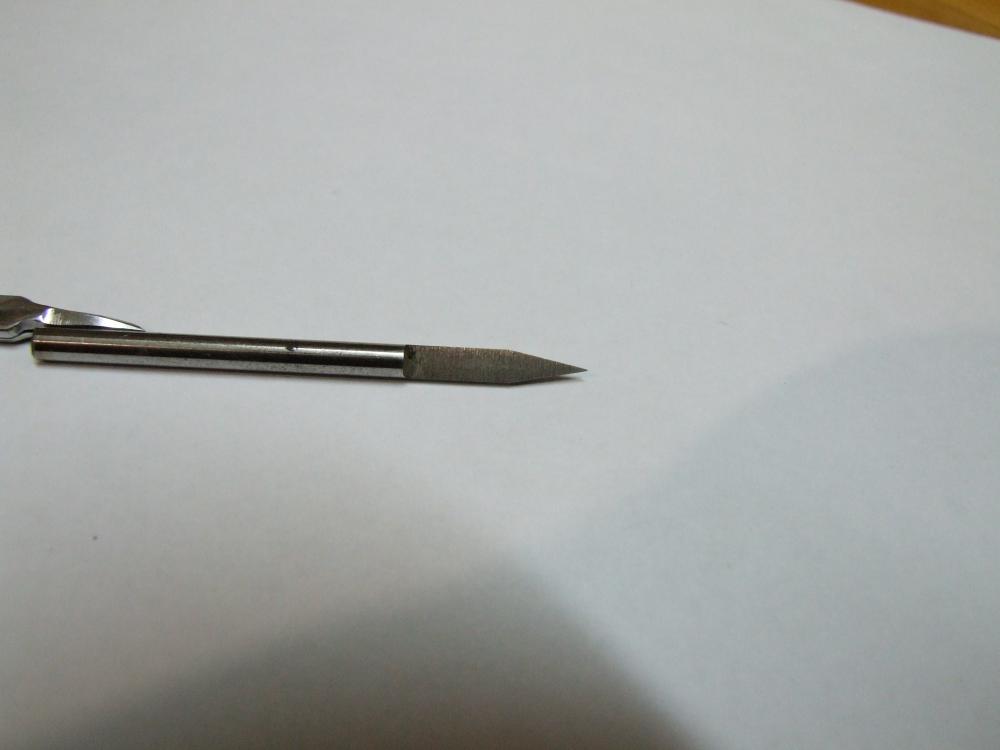
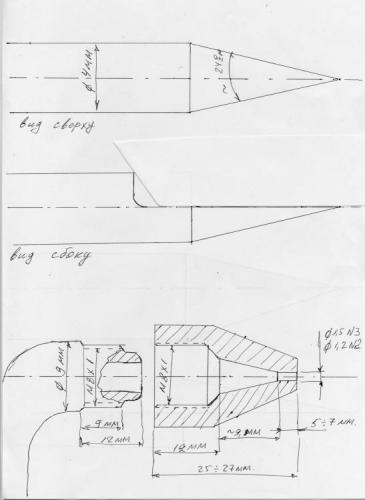
@evgeniy, если интересно, тогда подробно. Да, большая часть наконечников советского производства нормально не работает. Про импортные ничего сказать не могу. Причина в технологии изготовления. Коническое сужение внутри наконечника образуется при обкатывании заготовки на конус сверху, при это внутри металл часто морщит. Из за этого поток газа завихряется, скорость распространения пламени резко возрастает и пламя начинает проскакивать внутрь горелки. Чтобы убирать эти неровности я сделал ( точнее говоря друг на заточном станке сделал) из старого метчика (сталь хорошая и термообрабатывать уже не надо) пушечное сверло. Им очень легко это конус выравнивается. Взял старые убитые тянутые наконечники, выпрямил, загнул в нужном месте, друг на фрезерном станке обработал, как показано на эскизе, ну а собственно мундштуки сделал из готовых № 1 и № 2. Собственно говоря, основным рабочим был между № 2 и№ 3. Точно не помню, кажется 1,3 мм на выходе. Сейчас найти старые советские тянутые наконечники из трубки 9 мм сложно, можно сделать паяный вариант, как на фото, которое выложил @pavel83 . С резьбовым возни больше, зато легко снять и почистить, если надо. Но есть и минус - горелку ронять нельзя, может по резьбе поломаться, разок такое было. Фото горелки сейчас выложить не могу, но полагаю, и так всё будет понятно



-
@evgeniy, горелка скорее всего стреляет по причине завихрений потока газа на выходе наконечника. Из за этого происходит проскок пламени внутрь горелки. Наконечник внутри должен быть гладким, а в конической части часто бывают неровности. Я решил для себя эту проблему много лет назад - из старого метчика сделал специальное сверло для калибровки конической части наконечника. Правда годится этот способ только для наконечников со съёмным мундштуком. С цельнотянутым ничего не сделаешь. Я их переделывал под съёмный самодельный мундштук. Если интересуют подробности , на днях выложу фотки.
-
@Colin, тройкой будет немного дольше и немного аккуратней. А там, где трубки колосниковой решётки вариться будут, на мой взгляд, больше тройки вообще противопоказано. Я бы тройкой, не спеша, всё варил.
-
Нагрузите генератор на активную нагрузку, (печка какя нибудь, пара утюгов) , стрелочный вольтметр и лампочку на выход. Если при отключении нагрузки скачка напряжения нет - инвертор он не убъёт. Ну а генератору, как уже писали выше, перегрузка пофигу. Он просто глохнет, или дуга гаснет. Пришлось немного поварить от маломощного генератора, инвертор и генератор живы. Да для TIG киловатт 5 должно хватить, 7-8 для MMA надо.
-
@Colin, пойдут, если по чистому металлу варить. Ржавчины на кромках быть не должно.
-
@NikOtiN, не надо пытаться делать регулировку баланса на трансформаторной установке. Это неизбежно приведёт к подмагничиванию сердечника трансформатора постоянной составляющей сварочного тока, и, как следствие, к появлению насыщения сердечника. Соответственно, резкое уменьшение индуктивности, повышенное потребление тока, нагрев первички, и как крайний вариант - кирдык. По этой причине в трансформаторных установках применяли компенсацию постоянной составляющей, чтобы выровнять средний ток полуволн. Схема была приведена выше. Инвертор позволяет менять соотношение длительности прямой и обратной полярности, а особо навороченные и разную силу тока задавать, потому, что сварочный инвертор имеет на выходе постоянку, а дальше коммутатор полярность меняет. И на режиме инвертора это никак не сказывается. С трансформатором такие фокусы не проходят.
-
Очень любят торгаши про грамотных менеджеров рассказывать. На самом деле - это обычная замануха, начать переписку с не очень грамотным покупателем, и развести его, как лоха. Только и всего. Нет у продавца задачи сделать покупателю хорошо. По определению нет. Есть задача продать товар на максимальную сумму. В моём понимании - хороший продавец, это продавец, который лапшу не уши вешать не пытается, и если не знает чего то, честно об этом говорит. И цену сразу пишет. А то, что при виде надписи - цена по запросу, или - звоните, или когда цена без НДС указана, но об это крупно не написано, или вообще не написано - так в голову кроме всего матерного богатства русского языка ничего не приходит - так это верно. А как ещё на это можно реагировать?
-
@Юра Алексеич,вопрос не по адресу. Автосервис в разных населённых пунктах организован по разному, соответственно и варианты трудоустройства разные. От аренды бокса и работы в нём самому на свой риск до устройства в крупный официальный автосервис на конкурсной основе. Как промежуточный вариант - поработать на дядю, который бокс арендует и сам работает. В качестве ученика или помощника. За мизерные деньги - осмотреться и опыта набраться. В этой области сварочные регалии не котируются, тут мурку сыграть надо.
-
Я варил теплообменники котлов полуавтоматом. Только проволока хорошая нужна, чтобы поры не задалбывали. Последние 2 корейской Kiswel варил без проблем.
-
@JIEXOH, В Ростове делают, там же продают. Доставка через ТК у них есть. Есть ТК Энергия http://nrg-tk.ru/- не очень быстро, зато не дорого по всей России возят. Напишите, закажите, оплатите и получите - какие проблемы? Обратите внимание на комплектность аппарата - если я не ошибаюсь, горелка в комплект не входит. Ну и расходники к горелке, ролики для МПП. Если у Вас поблизости в продаже этого нет, лучше сразу, с аппаратом берите.
-
@JIEXOH, Есть тема по выбору ПА, в Советы в выборе. Если очень недорогой, тогда http://cyclony.ru/catalog/vudi-201
-
@Us1981,любой газ при расширении охлаждается, сейчас осень, влажность воздуха повышенная, вот и запотевает. Капля потому, что скорость подачи маленькая. А тонкий метал на большей не поваришь. По уму, для такой работы полуавтомат с импульсным режимом нужен.
-
@Георгий 11, конечно нет. Речь о том, с чего начать, попробовать.
-
@fidget, для TIG и для полуавтоматической сварки алюминия нужен чистый аргон, для полуавтоматической сварки Х18Н10 можно использовать аргон, углекислоту или смесь аргона с углекислотой. Тонкий металл лучше в аргоне варить - глубина проплавления меньше. Если нет особых требований к чистоте шва, можно и в чистой углекислоте варить. Для начала можно и без смеси обойтись. Если Вы планируете ПА сварку алюминия, нужен тефлоновый канал для горелки , наконечники для алюминия и ролики с U образной канавкой. Без импульса можно варить в нижнем положении, шов получается довольно грубый, по причине крупнокапельного переноса металла. Но, для начала, попробовать можно. Для TIG сварки алюминия нужен инвертор с переменным током на выходе. На постоянке можно варить тонкое на обратной полярности, при этом повышенный нагрев горелки. По поводу величины сварочного тока - да, двухсот ампер более чем достаточно. А меньше особого смысла нет, разница в цене не велика. Для нержавейки хорошо иметь и присадку для TIG и проволоку для полуавтомата. Они друг друга не заменяют, а очень хорошо дополняют. Иногда удобно собрать на прихватках с помощью полуавтомата, а обварить TIG. Да и для алюминия тоже. По поводу внешнего вида швов - кроме хорошего оборудования ещё хороший сварщик нужен. Причём сварщик - это главное. Практика показывает, что не из каждого человека может выйти хороший сварщик. Я себя к хорошим не отношу. Тут роль играют психо-физиологические особенности. Пока берите полуавтомат и пробуйте. Хорошо пойдёт - тогда думайте, что Вам из оборудования нужно. А не пойдёт - полуавтомат в хозяйстве всегда пригодится.
-
Ну не 800 же. 8 атмосфер на 10 квадратных сантиметров - это всего 80 кгс. 2 квадратных миллиметра шва выдержат. А там, как минимум, 20 будет. Варите тем, чем сможете обеспечить герметичность шва. Никаких особых требований к прочности нет. Только вымойте его хорошо, от греха подальше. Чтобы бабах не получился.
-
@fidget, Jasic - это крупный китайский производитель сварочного оборудования. У нас оно продается под торговой маркой "Сварог" Так для нержи я бы на нём и остановился. Или что нибудь аналогичное из Авроры (Riland) или Гроверс (JLT). Это всё хорошие китайцы. Ну, если совсем бюджетный вариант, тогда Циклон ВУДИ ( Ростов).http://cyclony.ru/catalog/vudi-201Он по параметрам примерно такой же, только сэкономили на всём, чём смогли. А так - реально работающий аппарат. Существенный минус под ваши задачи - минимальный ток в режиме MMA- 30 ампер. Для TIG при сварке тонкой нержи это много. Желательно 10 ампер. Ну и цена докризисная, китайцы сильно подорожали. Я брал Сварог J46 до тридцатки, сейчас полтинник, без копеек стоит.